Изобретение относится к металлическим изделиям и может быть использовано при сооружении металлических ограждений различного назначения.
Известен забор металлический «штакетник», содержащий верхнюю и нижнюю горизонтальные поперечины с отверстиями и вертикальные перемычки в виде гнутого профиля (формы уголка), установленные в отверстиях горизонтальных поперечин, RU 10756 U1, Е04Н 17/14, 16.08.1999.
Известна штакетина, выполненная пустотелой с прямоугольным поперечным сечением, внутри которой перпендикулярно ее плоскостям и параллельно боковым торцам установлено ребро, RU 2323312 C1, Е04Н 17/00, 27.04.2008.
Известно панельное ограждение, включающее горизонтальные поперечины из профиля П-образного сечения с отверстиями в основании и вертикальные перемычки, установленные в отверстиях горизонтальных поперечин и образующие решетчатые секции, RU 60963 U1, Е04Н 17/14, Е04Н 17/00, 10.02.2007.
Известна решетчатая секция забора, состоящая из стоек, верхней и нижней поперечин, выполненных из швеллеров и прикрепленных к стойкам, вертикальных перемычек, расположенных параллельно друг другу и соединенных с верхней и нижней поперечинами, RU 63830 U1, Е04Н 17/00, 10.06.2007; RU 2342509 С2, Е04Н 17/00, 27.12.2008.
Известно решетчатое ограждение из металлических профилей, RU 93435 U, опубл. 27.04.2010, состоящее из секций, включающих несущие стойки, верхнюю и нижнюю горизонтальные поперечины, вертикальные перемычки, имеющие квадратный профиль, выполненные одинаковой длины, расположенные параллельно друг другу и соединенные с верхней и нижней горизонтальными поперечинами, отличающееся тем, что квадратный профиль имеет сечение, три его грани, включающие лицевую грань, выполненную с возможностью крепления к верхней горизонтальной поперечине, и боковые грани, имеют гладкие поверхности, а поверхность четвертой грани, расположенной параллельно лицевой, разделена на две части при отгибании концов профиля вовнутрь по всей его длине, соединенных между собой с получением уступа внутри профиля и образующих канавку с округленными краями снаружи профиля, обеспечивающими получение рифлений на ее поверхности, и ребра между гранями квадратного профиля округлены, при этом на боковых гранях крайних вертикальных перемычек в каждой секции выполнены крепежные отверстия для крепления их к несущим стойкам.
Известна панель решетчатого ограждения, включающая несущие стойки, верхние и нижние горизонтальные поперечины, вертикальные перемычки, имеющие квадратный профиль, выполненные одинаковой длины, расположенные параллельно друг другу и соединенные с верхней и нижней горизонтальными поперечинами, RU 73011 U1, Е04Н 17/00, 10.05.2008.
Недостатком всех известных решений является то, что каждый элемент штакетника ограждения крепится отдельно, что делает сложным и длительным процесс производства каждой секции. Кроме того, декоративность ограждения ограничена лишь формой профиля штакетника и выполнять ограждение с узором внутри не представляется возможным. Эти известные решения выполнены сваренными из прямых отрезков цельнометаллических прутков или профильных труб. Такие изделия отличаются дешевизной, но некрасивы и качество их изготовления сильно зависит от профессиональной квалификации рабочих.
Существуют также решения, представляющие собой ограды, сваренные из кованых элементов [http://xn--80aaagn7aeafyyji.xn--plai/Ogradki/; http://kovka-vladimir.ru/ogrady/eskizy-kovanyh-ograd]. Эти изделия красивы, но дороги. Для их качественного производства требуются работники еще большей квалификации, чем для описанных выше технологий.
Известно также изготовление пролета ограды путем вырезание его целиком плазморезом с ЧПУ из листа металла [http://vilas-yug.ru/galery.php?id=6; опубл. 15.03.2016]. Это решение позволяет изготавливать эксклюзивные изделия стабильно высокого качества. Решение выбрано за прототип.
Недостатком этой технологии является дороговизна и, как следствие, недоступность таких изделий для широких слоев населения. Кроме того, секция ограды получается большой по габаритам и не удобной в установке и транспортировке. Неудобство и сложность в установке секции рисунка в пролет между опорами ограды заключается в том, что при большой длине пролета декоративный элемент должен быть закреплен к опоре. При этом 1 или 2 человека в момент сварки должны удерживать руками декоративный элемент ограды до того, пока он не будет закреплен хотя бы в 2 местах сверху и 2 снизу. Данная технология также требует резки рисунка пролетов целиком, из-за чего много металла уходит в отходы и площадь израсходованного материала равняется площади пролета.
В основу настоящего изобретения положено решение задачи, позволяющей упростить технологический процесс создания и сборки металлических ограждений при сохранении широких декоративных возможностей.
Технический результат обеспечивает упрощение технологических операций получения секции ограждения с возможностью создания разнообразных форм декоративных элементов. Кроме того, изобретение позволяет выполнять сборку ограждения и его установку на месте только 1 человеком, что обеспечивает упрощение транспортировки элементов ограждения и его компактность, а это снижает потребности в использовании грузового транспорта для перевозки ограждения. Также достигается экономия расхода металла при производстве секции ограждения.
Указанный технический результат достигается за счет того, что заявлен способ производства металлических ограждений, характеризующийся изготовлением декоративного элемента пролета ограды путем вырезания его плазморезом с ЧПУ из листа металла, креплением декоративного элемента ограды к опоре, отличающийся тем, что каркас ограждения выполняют из двух металлических профилей круглого, или П-образного, или прямоугольного сечения, концы которых предварительно изгибают, а затем сваривают обе части каркаса концами друг с другом; при этом каждый декоративный элемент пролета ограды формируют из двух одинаковых параллельных кривых, которыми образуют края кромки детали декоративного элемента; концы каждого декоративного элемента приваривают затем к верхней и нижней части каркаса, формируя внутри пролета из декоративных элементов требуемый узор.
По второму варианту заявлен способ производства металлических ограждений, характеризующийся изготовлением декоративного элемента пролета ограды путем вырезания его плазморезом с ЧПУ из листа металла, креплением декоративного элемента ограды к опоре, отличающийся тем, что каркас ограждения формируют методом изгиба в замкнутый контур из цельного металлического профиля круглого, или П-образного, или прямоугольного сечения, затем сваривают обе части каркаса концами друг с другом; при этом каждый декоративный элемент пролета ограды формируют из двух одинаковых параллельных кривых, которыми образуют края кромки детали декоративного элемента; концы каждого декоративного элемента приваривают затем к верхней и нижней части каркаса, формируя внутри пролета из декоративных элементов требуемый узор.
При вырезании плазморезом с ЧПУ из листа металла кромки одной детали декоративного элемента формируют переднюю кромку следующей детали.
Предпочтительно, процесс сварки всех элементов пролета ограды осуществляют на месте ее установки.
Металлическое ограждение, состоящее из металлического каркаса и размещенного внутри декоративного элемента пролета ограды, предварительно вырезанного плазморезом с ЧПУ из листа металла, отличающееся тем, что каркас ограждения выполнен из двух металлических профилей круглого, или П-образного, или прямоугольного сечения, концы которых предварительно согнуты, причем обе части каркаса сварены концами друг с другом; при этом каждый декоративный элемент пролета ограды сформирован из двух одинаковых параллельных кривых, которыми образованы края кромки детали декоративного элемента; концы каждого декоративного элемента приварены к верхней и нижней части каркаса.
Краткое описание чертежей
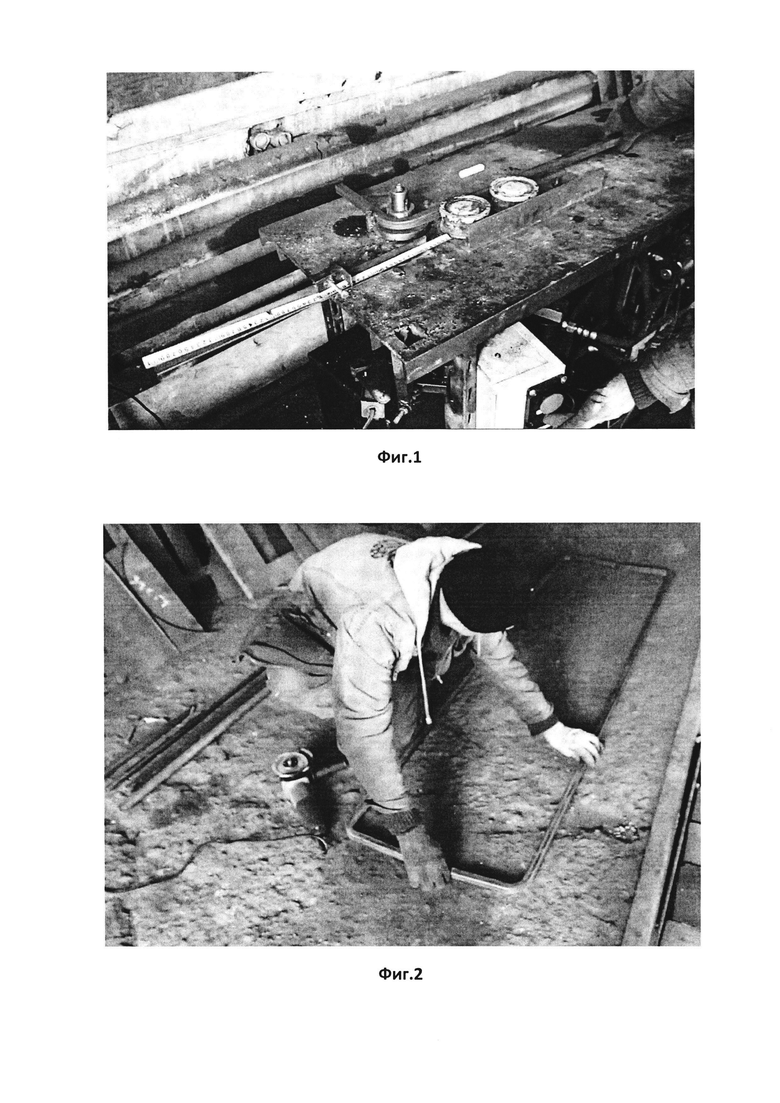
На Фиг. 1 показано фото изгибания конца профиля на гибочном станке.
На Фиг. 2 показано фото соединения рабочим двух элементов каркаса концами друг к другу перед их сваркой.
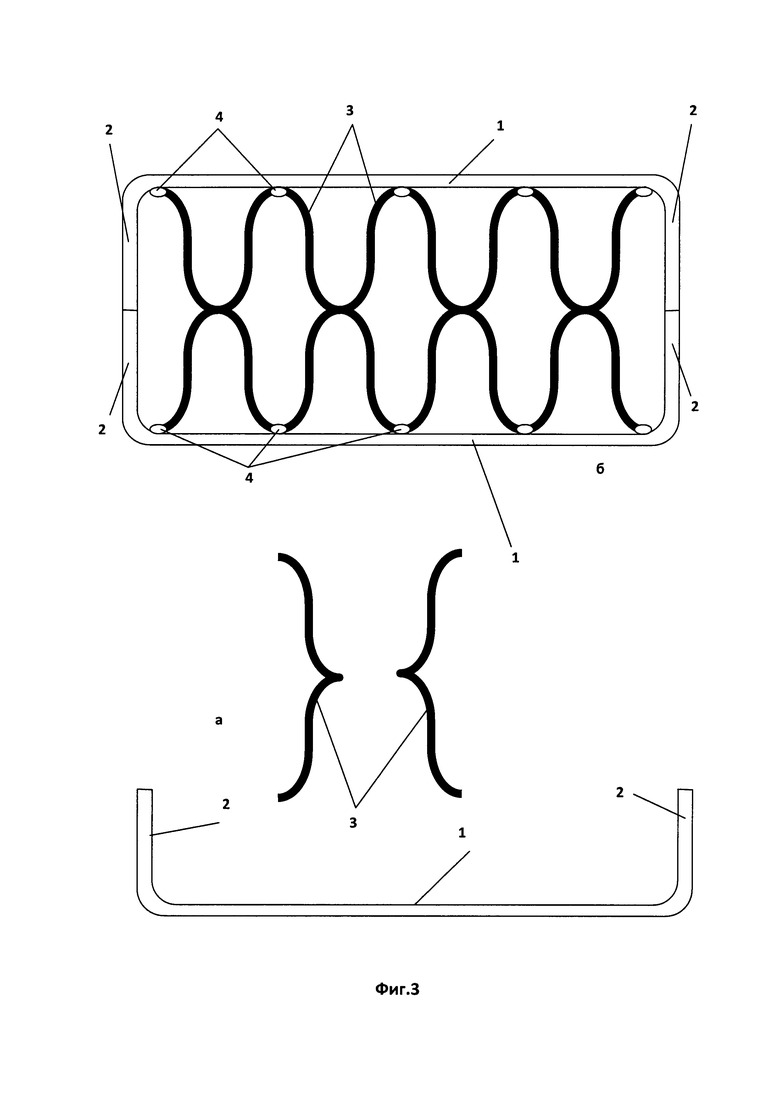
На Фиг. 3 показана схема устройства ограды, реализованной заявленным способом (а - вид собранной ограды, б - вид отдельных элементов ограды).
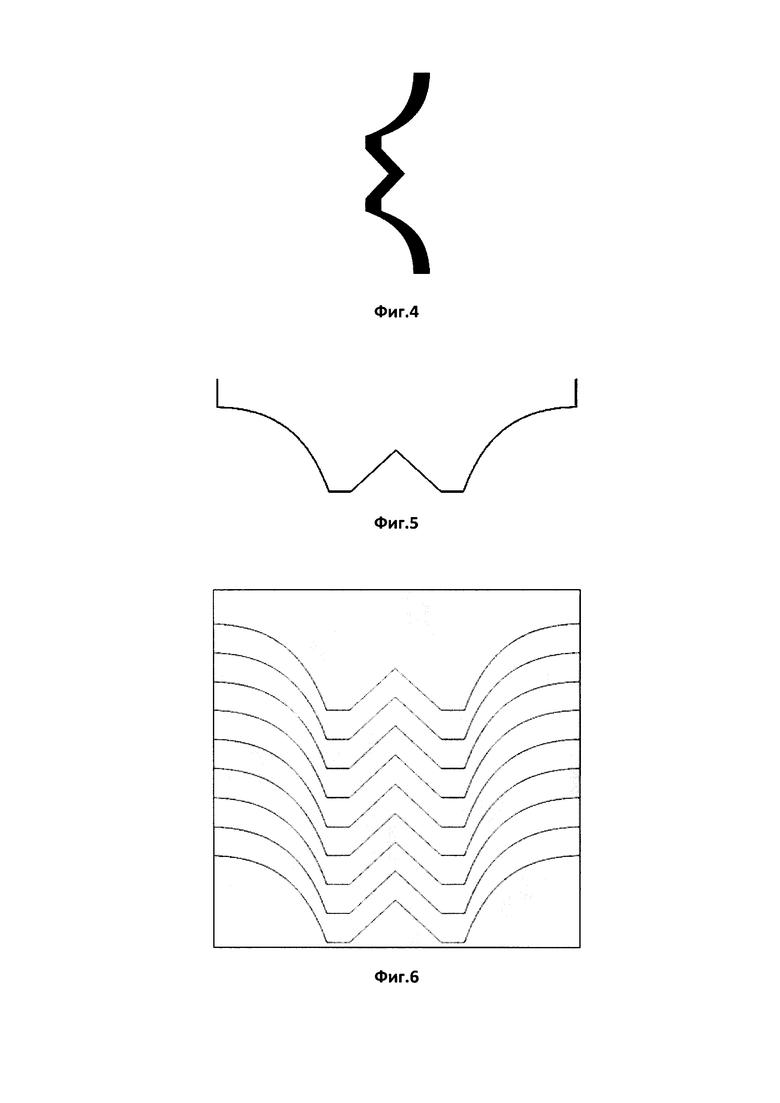
На Фиг. 4 показан пример единичной детали декоративного элемента.
На Фиг. 5 показана линия раскроя на листе металла для вырезания плазморезом с ЧПУ детали по Фиг. 4.
На Фиг. 6 показан фрагмент листа металла с нанесенными линиями резки для плазмореза.
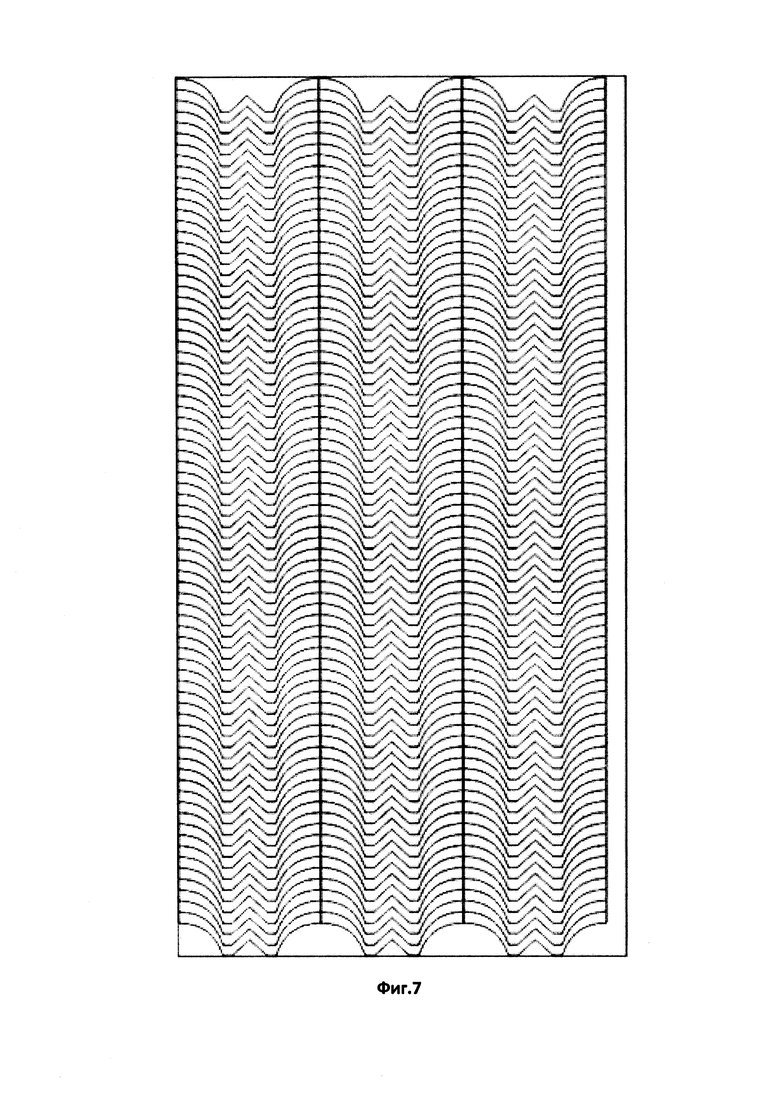
На Фиг. 7 показан образец раскроя листа 1250 мм на 2500 мм.
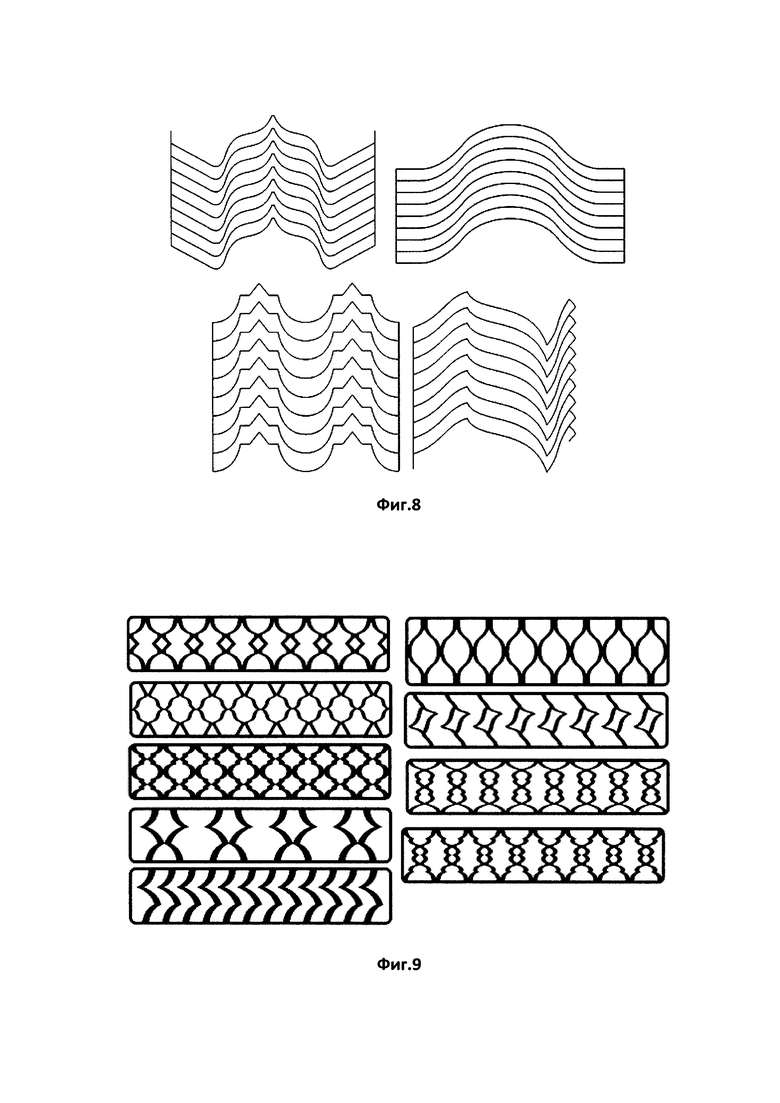
На Фиг. 8 показаны различные варианты раскроя листа металла для формирования различных узоров.
На Фиг. 9 показан готовые ограды с примерами различных узоров согласно способа.
Осуществление изобретения
Изобретение реализуется с использованием технологии плазменной резки листового металла станком с ЧПУ при производстве металлических ограждений.
Это технологическое решение позволяет создавать недорогие в производстве, но при этом красивые металлические ограждения проезжей части, газонов, палисадников и ритуального назначения.
Каркас ограждения выполняют из двух металлических профилей круглого, или П-образного, или прямоугольного сечения, концы которых предварительно изгибают (см. Фиг. 1), например, на гибочном станке, а затем соединяют обе части каркаса концами друг с другом (см. Фиг. 2) и заваривают. Только такие профиля при сгибе сохраняют достаточную жесткость.
По второму варианту реализации способа каркас ограждения формируют изгибом в замкнутый контур из цельного металлического профиля круглого или П-образного, или прямоугольного сечения, затем сваривают обе части каркаса концами друг с другом.
Станком плазменной резки с ЧПУ изготавливаются декоративные элементы 3 специальной формы (см. Фиг. 3). Форма этих элементов 3 специально разработана для максимально плотной их укладки на раскраиваемом листе металла. Далее эти элементы привариваются внутрь металлического каркаса 1, изготовленного из двух профилей П-образного или прямоугольного сечения, выполняющих несущую функцию. Концы 2 частей 1 каркаса предварительно изгибают, а затем сваривают обе части 1 каркаса концами 2 друг с другом. Круглое, П-образное сечение или прямоугольное сечение профиля обеспечивает прочность несущей конструкции.
Таким образом, достигается высокое соотношение цена/качество (любой декоративный рисунок и низкая стоимость изделия).
Новым является то, что режут на станке с ЧПУ не весь пролет (или весь рисунок) целиком, а изготавливают отдельные декоративные элементы 3 одинаковой формы и заполняют ими пространство внутри рамки пролета повторяющимся узором.
Суть технического решения состоит в форме декоративных элементов 3, которая составляется из двух одинаковых кривых, которые образуют переднюю и заднюю кромку детали. Это позволяет, вырезая заднюю кромку одной детали, формировать тем самым переднюю кромку следующей. Таким образом, достигается максимальный выход декоративных элементов с листа металла и как следствие сильное удешевление производства, снижение отходов.
Рассмотрим детали на примере изготовления декоративного элемента представленного на Фиг. 4. В процессе вырезания используется только одна траектория резки (см. Фиг. 5). Следуя одна за другой, такие траектории резки формируют массив деталей (см. Фиг. 6). Образец раскроя листа 1250 мм на 2500 мм из таких деталей показан на Фиг. 7. Как видно, отходов с листа будет очень мало.
По такому же принципу могут быть изготовлены самые разные декоративные элементы для ограждений. Примеры их вариантов изготовления показаны на Фиг. 8.
Примеры готовой продукции показаны на Фиг. 9.
Благодаря тому, что каждый декоративный элемент приваривается на каркас индивидуально, ограду может собирать и вести ее установку на месте только 1 человек, поскольку никакого существенного веса отдельные элементы ограждения не представляют. Благодаря тому, что (см. Фиг. 3(а)) отдельные элементы ограждения малогабаритны, ограждение в разобранном виде можно легко перевозить легковым транспортом, что обеспечивает упрощение транспортировки элементов ограждения и его компактность, снижает потребности в использовании грузового транспорта для перевозки ограждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ограждение | 1978 |
|
SU771280A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОК-МОДУЛЯ | 2023 |
|
RU2805726C1 |
| Дорожное фронтальное ограждение | 2019 |
|
RU2724634C1 |
| КОНСТРУКЦИЯ ОГРАЖДЕНИЯ С ТЕПЛОИЗОЛЯЦИЕЙ И ДЕКОРАТИВНОЙ ОТДЕЛКОЙ ФАСАДОВ, ФАСАДНАЯ ПАНЕЛЬ (ВАРИАНТЫ) И НАЩЕЛЬНАЯ ПЛАНКА (ВАРИАНТЫ) ДЛЯ НЕЕ | 2005 |
|
RU2305736C1 |
| Ограждение из сетки металлической рулонной сварной | 2018 |
|
RU2694186C1 |
| Способ сборки каркаса для ограждений, заборов, панелей и перегородок | 2021 |
|
RU2766967C1 |
| Способ изготовления металлических конструкций с крышей | 2020 |
|
RU2740652C1 |
| ХРАНИЛИЩЕ СЕЛЬСКОХОЗЯЙСТВЕННОЙ ПРОДУКЦИИ | 2009 |
|
RU2421584C1 |
| ОГРАЖДЕНИЕ ГРЯДКИ | 2023 |
|
RU2804455C1 |
| ПОЛИМЕРНАЯ ПАНЕЛЬ ДЛЯ ШТАКЕТНОГО ОГРАЖДЕНИЯ, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И ШТАКЕТНОЕ ОГРАЖДЕНИЕ С ПОЛИМЕРНОЙ ПАНЕЛЬЮ | 2018 |
|
RU2699290C1 |
Изобретение относится к металлическим изделиям и может быть использовано при сооружении металлических ограждений различного назначения. Технический результат обеспечивает упрощение технологических операций получения секции ограждения с возможностью создания разнообразных форм декоративных элементов. Кроме того, изобретение позволяет выполнять сборку ограждения и его установку на месте только одним человеком, что обеспечивает упрощение транспортировки элементов ограждения и его компактность, а это снижает потребности в использовании грузового транспорта для перевозки ограждения. Также достигается экономия расхода металла при производстве секции ограждения. Указанный технический результат достигается за счет того, что заявлен способ производства металлических ограждений, характеризующийся изготовлением декоративного элемента пролета ограды путем вырезания его плазморезом с ЧПУ из листа металла, креплением декоративного элемента ограды к опоре, отличающийся тем, что каркас ограждения выполняют из цельного или из двух металлических профилей круглого, или П-образного, или прямоугольного сечения, концы которых предварительно изгибают, а затем сваривают обе части каркаса концами друг с другом; при этом каждый декоративный элемент пролета ограды формируют из двух одинаковых параллельных кривых, которыми образуют края кромки детали декоративного элемента; концы каждого декоративного элемента приваривают затем к верхней и нижней части каркаса, формируя внутри пролета из декоративных элементов требуемый узор. При вырезании плазморезом с ЧПУ из листа металла кромки одной детали декоративного элемента формируют переднюю кромку следующей детали. Предпочтительно, процесс сварки всех элементов пролета ограды осуществляют на месте ее установки. 3 н. и 4 з.п. ф-лы, 9 ил.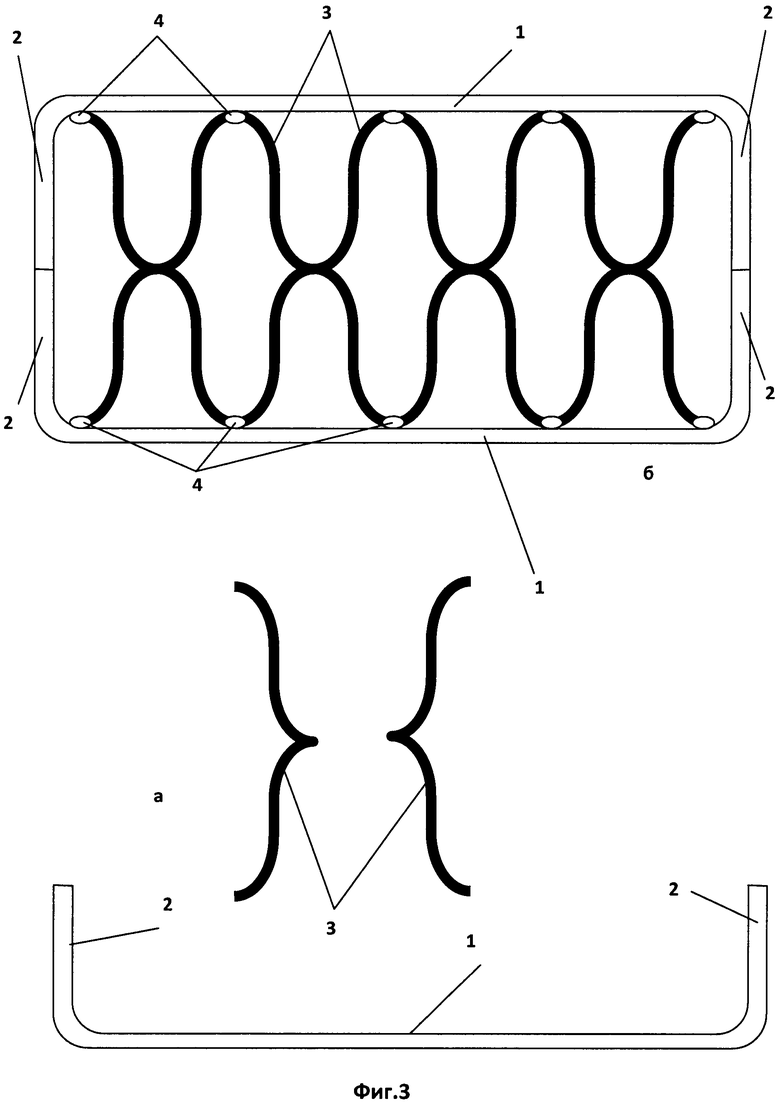
1. Способ производства металлических ограждений, характеризующийся изготовлением декоративного элемента пролета ограды путем вырезания его плазморезом с ЧПУ из листа металла, креплением декоративного элемента ограды к опоре, отличающийся тем, что каркас ограждения выполняют из двух металлических профилей круглого, или П-образного, или прямоугольного сечения, концы которых предварительно изгибают, а затем сваривают обе части каркаса концами друг с другом; при этом каждый декоративный элемент пролета ограды формируют из двух одинаковых параллельных кривых, которыми образуют края кромки детали декоративного элемента; концы каждого декоративного элемента приваривают затем к верхней и нижней частям каркаса, формируя внутри пролета из декоративных элементов требуемый узор.
2. Способ по п. 1, отличающийся тем, что при вырезании плазморезом с ЧПУ из листа металла кромки одной детали декоративного элемента формируют переднюю кромку следующей детали.
3. Способ по п. 1 или 2, отличающийся тем, что процесс сварки всех элементов пролета ограды осуществляют на месте ее установки.
4. Способ производства металлических ограждений, характеризующийся изготовлением декоративного элемента пролета ограды путем вырезания его плазморезом с ЧПУ из листа металла, креплением декоративного элемента ограды к опоре, отличающийся тем, что каркас ограждения формируют методом изгиба в замкнутый контур из цельного металлического профиля круглого, или П-образного, или прямоугольного сечения, затем сваривают обе части каркаса концами друг с другом; при этом каждый декоративный элемент пролета ограды формируют из двух одинаковых параллельных кривых, которыми образуют края кромки детали декоративного элемента; концы каждого декоративного элемента приваривают затем к верхней и нижней частям каркаса, формируя внутри пролета из декоративных элементов требуемый узор.
5. Способ по п. 4, отличающийся тем, что при вырезании плазморезом с ЧПУ из листа металла кромки одной детали декоративного элемента формируют переднюю кромку следующей детали.
6. Способ по п. 4 или 5, отличающийся тем, что процесс сварки всех элементов пролета ограды осуществляют на месте ее установки.
7. Металлическое ограждение, состоящее из металлического каркаса и размещенного внутри декоративного элемента пролета ограды, предварительно вырезанного плазморезом с ЧПУ из листа металла, отличающееся тем, что каркас ограждения выполнен из двух металлических профилей П-образного или прямоугольного сечения, концы которых предварительно согнуты, причем обе части каркаса сварены концами друг с другом; при этом каждый декоративный элемент пролета ограды сформирован из двух одинаковых параллельных кривых, которыми образованы края кромки детали декоративного элемента; концы каждого декоративного элемента приварены к верхней и нижней частям каркаса.
| Каталог "Ограждения лестницы", 15.03.2016, Найдено в интернет: URL: http://vilas-yug.ru/galery.php?id=6, фиг.1 | |||
| РЕШЕТЧАТОЕ ОГРАЖДЕНИЕ ИЗ ПРОКАТА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1995 |
|
RU2107792C1 |
| Радиоприёмник | 1940 |
|
SU60963A1 |
| Машина для выдергивания из почвы растений, например, древесных саженцев | 1932 |
|
SU28713A1 |
| Способ устранения влияния соседних опор при измерении сопротивления заземлений металлических опор линий передачи | 1947 |
|
SU73011A1 |
| Многоканальный источник электропитания | 1987 |
|
SU1599847A1 |

