Изобретение относится к области градостроительства, а именно к производству металлических решетчатых ограждений, выполняющих защитные и эстетические функции при ограждении проспектов и трасс в городах и поселках, жилых и дачных участков, а также в жилых помещениях и промышленных зданиях.
Известно металлическое решетчатое ограждение, содержащее решетку с замкнутыми ячейками, образованными перекрестно наложенными прутками, скрепленными между собой (А.Г.Навроцкий, Художественная ковка. М.: Высшая школа, 1995. Цветная фотография. Балконная решетка дома N 18 на Тверском бульваре). Производство этих решетчатых ограждений включает приемы ковки и слесарного искусства.
Дороговизна этих решетчатых ограждений из-за дороговизны способа их производства являются основным их недостатком, исключающим массовое применение указанных ограждений в градостроительстве.
Наиболее близким по совокупности существенных признаков и достигаемому техническому результату является решетчатое ограждение, содержащее раму и скрепленную с ней решетку, в которую включено сочетание замкнутых ячеек, образованных перекрестным наложением в местах перехода между ячейками одного и того же прутка и расположенных с определенным шагом относительно рамы (GB, заявка, 1599847, кл. E 04 H 17/16, 1981).
Недостатком известного решетчатого ограждения является применение сочетания замкнутых ячеек в решетке в качестве лишь элементов для скрепления решетки при ее изготовлении, использование для решетки дорогостоящего прутка, представляющего собой сложный композит, необходимость широкого применения ручного труда при сборке и креплении решетчатого ограждения.
Технической задачей изобретения является устранение указанных недостатков благодаря применению для изготовления решетки прутка сортовой стали простого профиля при существенном снижении ручного труда в процессе изготовления решетчатого ограждения. В совокупности отмеченное позволяет значительно снизить трудозатраты при изготовлении решетчатого ограждения и на этой основе расширить применение металлических решетчатых ограждений в градостроительстве.
Поставленная задача решается за счет того, что в решетчатом ограждении из проката, содержащем раму и скрепленную с ней решетку, в которую включено сочетание замкнутых ячеек, образованных перекрестным наложением в местах перехода между ячейками одного и того же прутка и расположенных с определенным шагом относительно рамы, согласно изобретению, замкнутые ячейки образованы пластическим изгибом прутка сортовой стали простого профиля и шаг расположения ячеек и в решетке равен или больше характерного размера замкнутой ячейки, при этом окончательные размеры решетки получены путем ее растяжения.
Кроме того, замкнутые ячейки в решетке расположены по разные стороны от оси симметрии решетки посредством пластического скручивания прутка проката на 180o в местах перехода между замкнутыми ячейками.
К тому же, замкнутые ячейки в решетке расположены оппозитно друг другу.
Помимо этого, шаг изменения направления пластического изгиба прутка проката и шаг пластического скручивания прутка проката кратен одной и более замкнутым ячейкам решетки.
Также решетка образована наложением двух прутков проката с перекрестным наложением их в местах пластического скручивания.
Известные способы производства решетчатых ограждений из проката включают изготовление проката мерной длины и применение методов сварки, в основном ручных, при изготовлении решетки и рамы и их скреплении.
Наиболее близким по совокупности существенных признаков и достигаемому техническому результату является способ производства решетчатого ограждения, реализуемый при изготовлении решетчатого ограждения, содержащего раму и скрепленную с ней решетку, в которую включено сочетание замкнутых ячеек, образованных перекрестным наложением в местах перехода между ячейками одного и того же прутка и расположенных с определенным шагом относительно рамы (GB, заявка, 1599847, кл. E 04 H 17/16, 1981).
Недостатком данного способа производства решетчатого ограждения является повышенное применение ручного труда, что затрудняет организацию массового производства решетчатых ограждений из проката, не позволяет существенно удешевить производство этих решетчатых ограждений и на этой основе расширить сферу применения этих ограждений в градостроительстве.
Технической задачей изобретения является устранение указанных недостатков, максимальное использование машинных приемов при изготовлении решетчатого ограждения, тем самым создание условий для массового производства этих ограждений.
Поставленная задача решается за счет того, что в способе производства решетчатого ограждения из проката, включающем изготовление решетки, в которую включено сочетание замкнутых ячеек, образованных перекрестным наложением в местах перехода между ячейками одного и того же прутка и расположенных с определенным шагом относительно рамы, и крепление решетки к раме, согласно изобретению, пруток сортовой стали простого профиля с приложением к нему пластической деформации наматывают в виде витков, образующийся набор витков уплотняют и формируют замкнутые ячейки сдвигом витков по одному в плоскости, перпендикулярной оси набора витков с приложением к прутку пластической деформации, а окончательные размеры решетки получают путем ее растяжения, при этом шаг сдвига витков равен или больше характерного размера образующейся замкнутой ячейки.
При этом крепление решетки к раме совмещают с операцией растяжения решетки.
Кроме того, замкнутые ячейки решетки поворачивают на 180o, при этом пруток пластически скручивают в местах перехода между ячейками.
Причем независимо друг от друга осуществляют операции формирования решеток не менее двух прутков, которые затем накладывают друг на друга с контактом прутков в местах их пластического скручивания.
Помимо этого, между формированием набора витков и их уплотнением осуществляют разделение прутка, при этом в качестве исходного используют пруток, уложенный в бунт.
К тому же, выполняют раму из цельного куска проката путем неоднократного его пластического изгиба, при этом основное крепление решетки к раме осуществляют до окончательного замыкания рамы.
Решетчатое ограждение из проката и способ его производства позволяют максимально уменьшить применение ручного труда, тем самым организовать массовое производство решетчатых ограждений и на этой основе существенно снизить их стоимость. Расширяются возможности широкого применения ограждений для проспектов и трасс в городах и поселках, жилых и дачных участков, скверов в городах.
Решетчатое ограждение из проката и способ его производства пояснены фиг. 1-13.
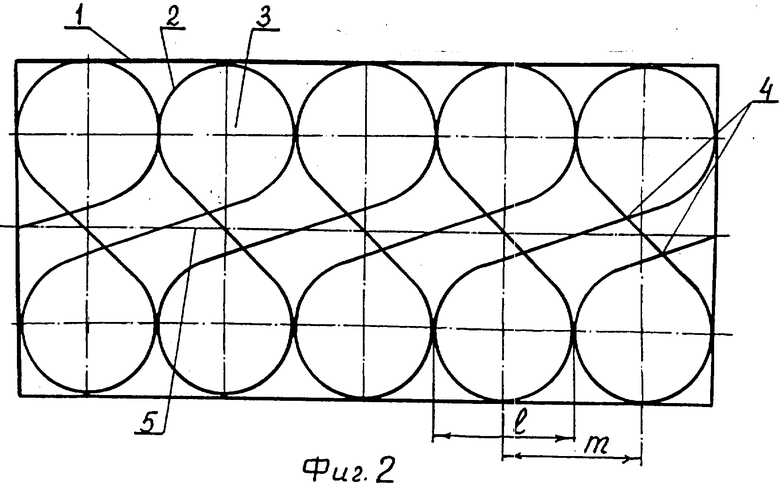
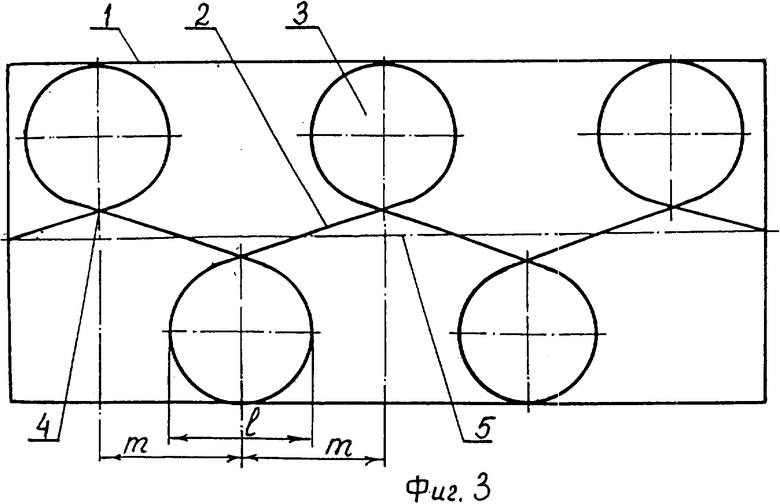
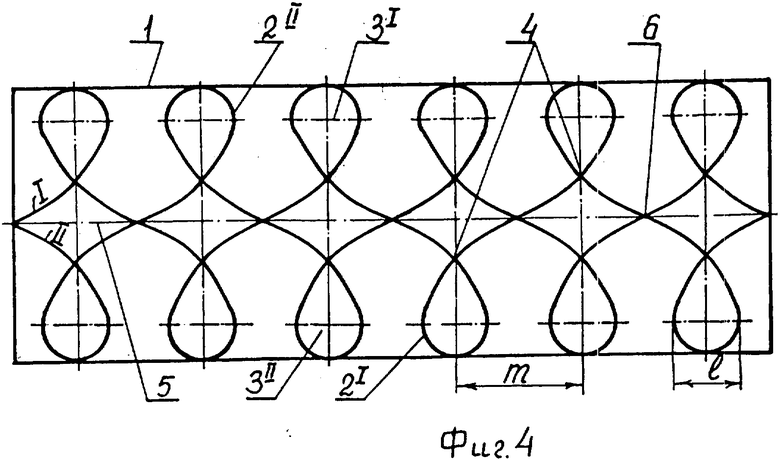
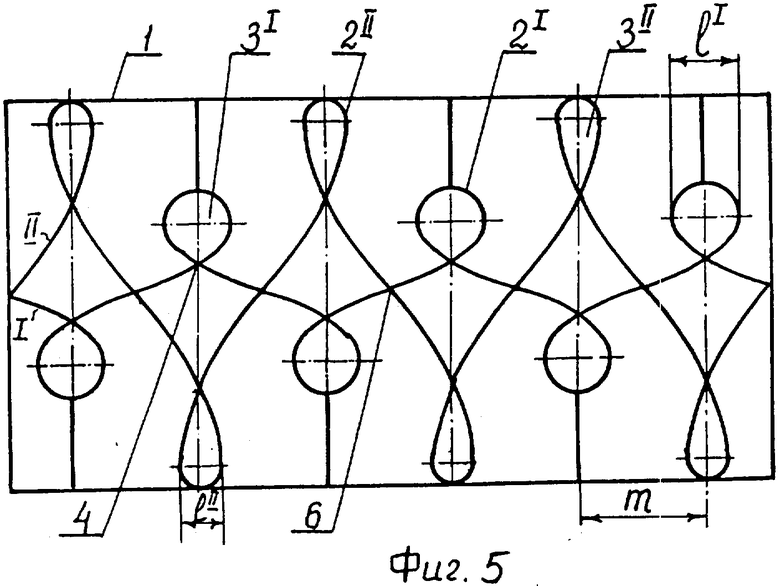
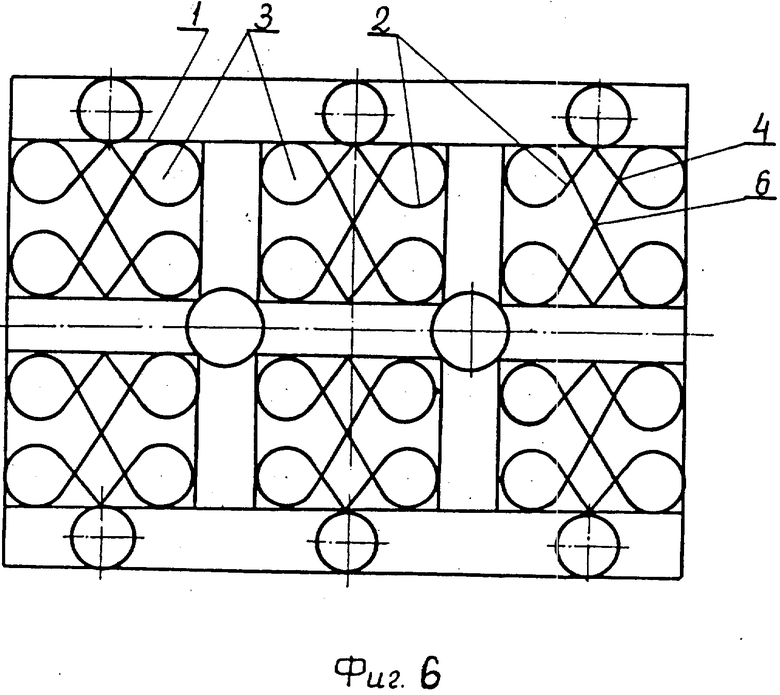
На фиг. 1-6 показаны некоторые варианты решетчатых ограждений, общим для которых является то, что замкнутые ячейки в решетке образованы и соединены между собой одними тем же прутком сортовой стали простого профиля с приложением к нему пластической деформации. На фиг. 1 - замкнутые ячейки в решетке выполнены с шагом расположения ячеек в раме m больше характерного размера замкнутой ячейки l; на фиг. 2 и 3 - замкнутые ячейки в решетке расположены по разным сторонам от оси симметрии решетчатого ограждения, при этом на фиг. 2 шаг расположения ячеек равен характерному размеру замкнутой ячейки и последние в решетке расположены оппозитно; на фиг. 4 и 5 решетки образованы наложением двух прутков проката с перекрестным наложением их в местах пластического скручивания прутка; на фиг. 6 проиллюстрирован пример использования предложенного решетчатого ограждения как элемента в более сложных конструкциях ограждений.
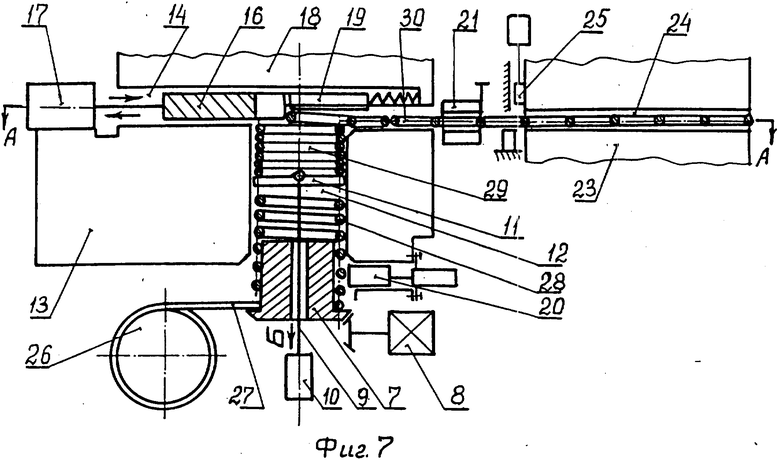
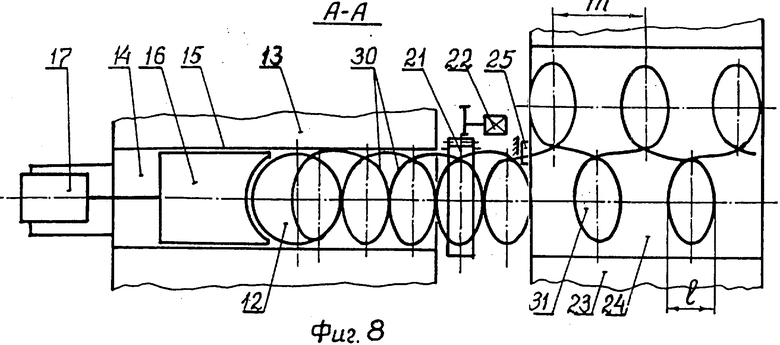
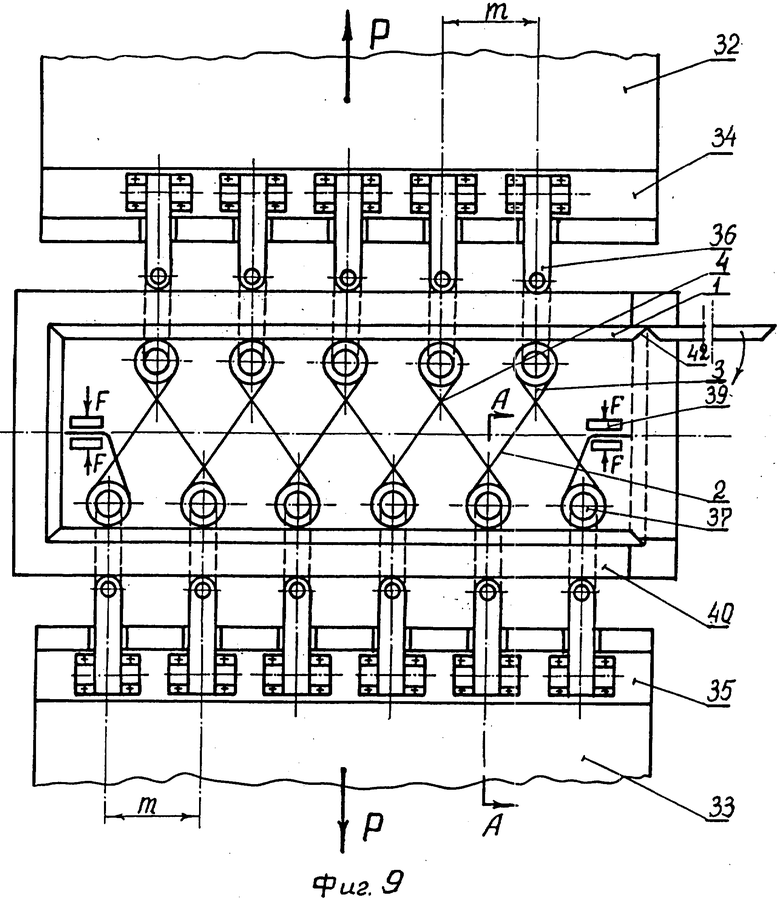
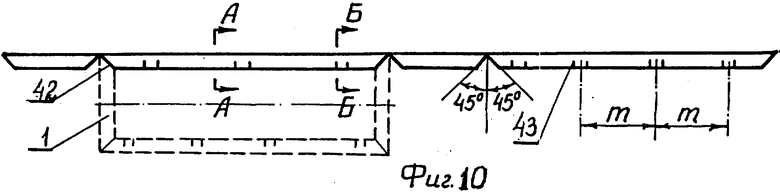
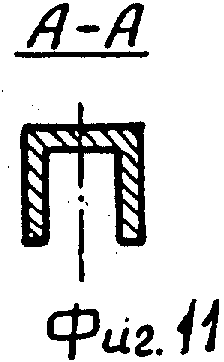
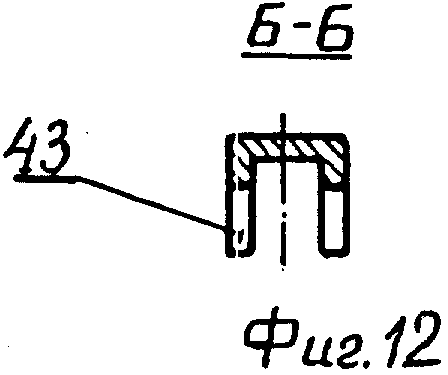
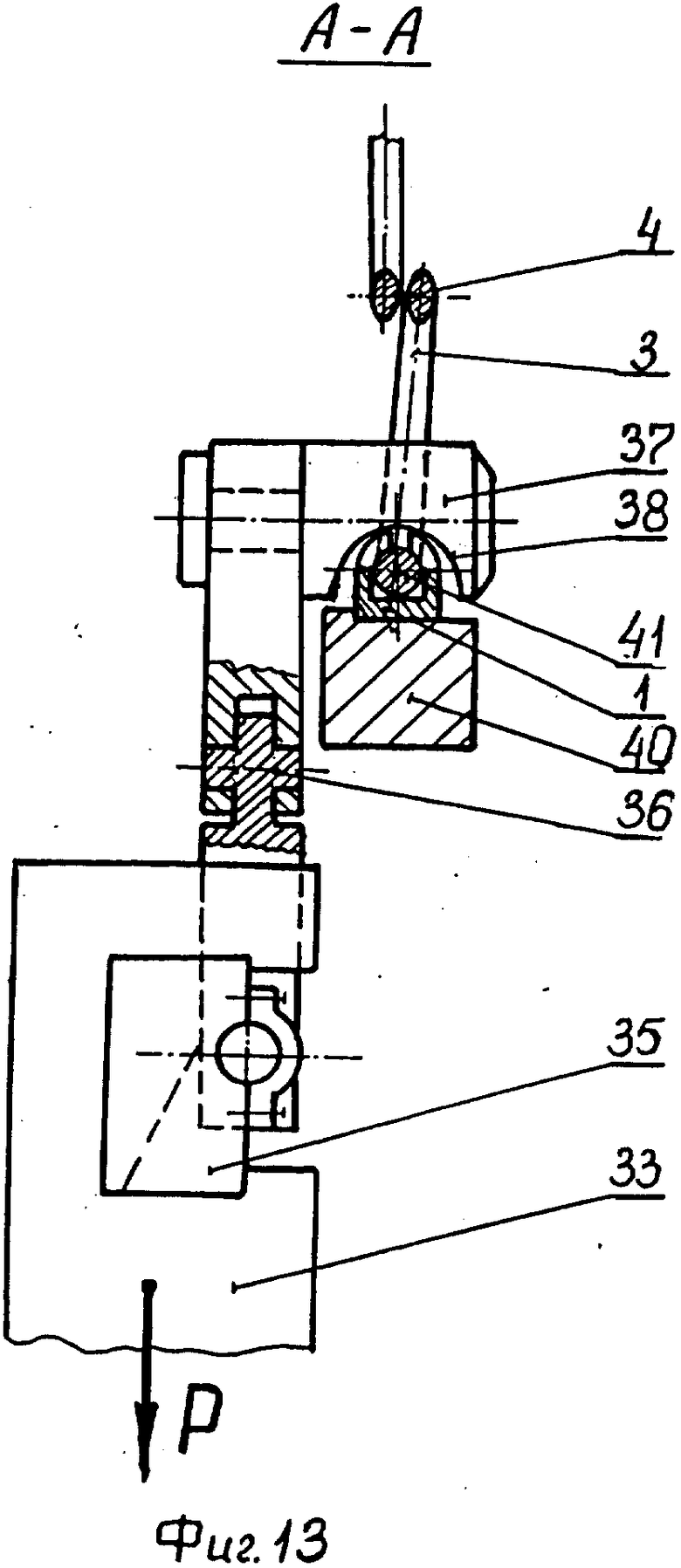
На фиг. 7-13 показаны устройства, на которых реализуется способ производства решетчатого ограждения из проката. На фиг. 7 - устройство для получения замкнутых ячеек решетки, на фиг. 8 - разрез по А-А на фиг. 7 с реализацией пластического скручивания прутка проката на 180o в местах перехода между замкнутыми ячейками; на фиг. 9 - устройство для реализации операции растяжения замкнутых ячеек, получения при этом окончательных размеров решетки и ее крепление к раме; на фиг. 10 - исходное и окончательное состояние проката (пунктир) в процессе изготовления рамы и в целом решетчатого ограждения; на фиг 11 и 12 - разрезы по А-А и Б-Б на фиг. 10 соответственно; на фиг. 13 - разрез по А-А на фиг. 9.
Решетчатое ограждение из проката (фиг. 1-6) содержит выполненную из проката раму 1 и скрепленную с ней решетку 2, выполненную из сортовой стали простого профиля (круг, квадрат, овал, многогранник, арматура и др.). Решетка 2 имеет сочетание замкнутых ячеек 3, образованных перекрестным наложением в местах перехода между ячейками 4 одного и того же прутка сортовой стали простого профиля и расположенных с определенным шагом m относительно рамы 1. Замкнутые ячейки 3 имеют характерный размер l. Шаг расположения замкнутых ячеек в решетке равен (фиг. 2) или больше (фиг. 1, 3-5) характерного размера замкнутых ячеек, т.е. m ≥ l. Во всех случаях использование решетки 2 замкнутые ячейки 3 образованы пластическим изгибом прутка сортовой стали простого профиля.
Решетка 2 может содержать одну замкнутую ячейку 3, при этом образующий ее пруток проката скреплен с рамой 1 не менее чем в трех местах, при этом по меньшей мере в одном месте на одной ее стороне.
Решетка 2 может содержать несколько (не менее двух) замкнутых ячеек (фиг. 1-6) и быть составным элементом в более сложных конструкциях ограждений (фиг. 6). При этом замкнутые ячейки 3 в решетке 2 могут быть расположены по разные стороны от оси симметрии 5 решетки (фиг. 2 и 3), в том числе оппозитно друг другу (фиг. 2).
Исполнение решетки 2 с расположением замкнутых ячеек 3 по разные стороны от оси симметрии 5 решетки получено посредством пластического скручивания прутка проката на 180o в местах перехода между замкнутыми ячейками 4 или изменения направления пластического изгиба прутка проката. При этом шаг изменения направления пластического изгиба прутка проката и шаг пластического скручивания прутка проката кратен одной и более замкнутым ячейкам решетки.
Решетка 2 может быть образована наложением двух прутков проката (фиг. 4 и 5) с перекрестным наложением их в местах пластического скручивания 6. При этом замкнутые ячейки, образованные одним и тем же прутком проката (I и II на фиг. 4 и 5), расположены по разные стороны от оси симметрии 5 рамы I и могут быть одинаковыми (фиг. 4) и разными (фиг. 5) для прутков проката I и II.
Решетка 2 может содержать несколько (не менее двух) замкнутых ячеек 3, образованных одним и тем же прутком проката, но имеющих разные параметры (периметры, форму). Например, одновременно содержать замкнутые ячейки, представленные на фиг. 1 и 3 и др.
Во всех случаях исполнения решетки 2 решетчатого ограждения окончательные размеры решетки получены путем ее растяжения.
Устройство для получения сочетания замкнутых ячеек, образованных перекрестным наложением в местах перехода между ячейками одного и того же прутка проката и расположенных с определенным шагом относительно рамы, содержит барабан 7 (фиг. 7) и привод его вращения 8. По центру внутри барабана 7 проходит ось 9, с одной стороны которой расположен привод ее перемещения 10 (гидро или пневмоцилиндр), а на другой стороне закреплена четырехлепестковая (в виде креста) опора 11 с ломающимися лепестками при перемещении оси 9 в направлении стрелки Б (см. на фиг. 7). Барабан 7 частично входит в цилиндрическую полость 12 основания 13 устройства. Поперечное сечение барабана 7 может быть круглым (фиг. 7 и 8), эллиптическим, каплевидным и многогранным. В основании 13 выполнена полость 14 в виде канавки с направляющими плоскостями 15, в которой размещен ползун 16, с возможностью перемещения по этим направляющим от привода 17 (направления перемещения ползуна 16 на фиг. 7 указаны стрелками). Полость 14 с направляющими плоскостями 15 выполнена перпендикулярно оси цилиндрической полости 12. К опоре 13 крепится крышка 18, в которой с возможностью перемещения по направляющим расположена подпружиненная плита 19. Полость 14 с направляющими плоскостями 15 может быть выполнена в крышке 18, но и в этом случае эта полость также перпендикулярна оси цилиндрической полости 12. В районе расположения барабана 7 установлено режущее устройство 20, закрепленное на основании 13. На выходе из полости 14, на стороне, противоположной ползуну 16, может быть установлено поворотное устройство 21 с приводом поворота 22 (фиг. 8). Составной частью устройства является рама 23, в которой выполнена полость 24 для размещения полученного сочетания замкнутых ячеек. Перед рамой 23 установлено отрезное устройство 25.
Также составной частью устройства является барабан 26 для размещения исходного прутка проката в случае применения прутка из бунта.
Исходный пруток проката на фиг. 7 обозначен позицией 27, он же в виде витков - позицией 28, в виде уплотненных витков - позицией 29. в виде смещенных замкнутых ячеек, образованных пластическим изгибом прутка проката, - позицией 30 и в виде смещенных замкнутых ячеек, расположенных по разные стороны от оси симметрии решетки посредством пластического скручивания прутка проката на 180o в местах перехода между замкнутыми ячейками - позицией 31 (фиг. 8).
В устройстве на фиг. 7 и 8 в качестве сменных элементов могут быть рама 23, барабан 7 и ползун 16 и в этом случае полость 14 с направляющими 15 выполнены в сменной крышке 18. Их заменой расширяют ассортимент решеток, производимых на данном устройстве.
Устройство для растяжения решетки и ее крепления к раме содержит (фиг. 9 и 13) две линейки 32 и 33, снабженные приводом их перемещения с возможностью приложения к ним усилия P. В этих линейках с возможностью замены установлены пластины 34 и 35, на которых с возможностью поворота в двух взаимно-перпендикулярных плоскостях закреплены рычаги 36, число которых равно числу замкнутых ячеек растягиваемой решетки и шаг расположения (рычагов 36) на пластинах 34 и 35 соответствует шагу m расположения замкнутых ячеек 3 в решетке 2. На конце каждого рычага 36 закреплен валик 37. Поперечное сечение валика 37 может быть круглым (см., например, фиг. 9), овальным, каплевидным и многогранным. При этом все валики 37 могут иметь одинаковое поперечное сечение или одно одинаковое поперечное сечение этих валиков для рычагов 36 пластин 34 и другое для пластин 35, или разные поперечные сечения. На валиках 37 может быть выполнен профилирующий вырез 38 (фиг. 13). Устройство содержит две пары прижимных планок 39, снабженных приводом перемещения и зажима конца проката с усилием F (фиг. 19) и перемещения концов прутка проката в плоскости решетки в направлении, перпендикулярном силе F. Составной частью устройства является замкнутая рама 40, рассчитанная на установку в ней рамы 1 и решетки 2 решетчатого ограждения.
Позицией 41 на фиг. 13 обозначено поперечное сечение прутка проката (в данном случае круглого), из которого образовано сочетание замкнутых ячеек 3 (фиг. 9 и 13), образованных перекрестным наложением в местах перехода между ячейками 4 одного и того же прутка проката и расположенных с определенным шагом m.
В устройстве на фиг. 9 и 13 может быть предусмотрен подвод электрического тока: одного полюса к решетке 2 и другого полюса - к раме 1 решетчатого ограждения.
В устройстве на фиг. 9 и 13 сменными элементами являются пластины 34 и 35 с набором деталей, закрепленных на них: рычаги 36 и валики 37, прижимные планки 39 и замкнутая рама 40.
Рама 1 (фиг. 10-12) решетчатого ограждения выполнена из цельного куска проката, на котором предварительно выполнены вырезы 42 и двойные надрезы 43. Поперечное сечение проката может быть любым, но предпочтительно использование П-образного профиля (гнутого или катаного) типа швеллера на фиг. 11 и 12. Двойные надрезы 43 могут быть выполнены на двух сторонах рамы; число этих надрезов и шаг их расположения принимаются равными соответственно числу и шагу m замкнутых ячеек решетки 2, с которыми каждая сторона рамы 1 скрепляется
Способ производства решетчатого ограждения из проката осуществляют следующим образом.
Берут пруток сортовой стали простого профиля (круглый, квадратный, овальный, многогранный, арматуру и др.), длина которого превышает периметр замкнутой ячейки, и пластическим изгибом прутка формируют замкнутую ячейку 3, образованную прутком проката за счет перекрестного его наложения в месте перехода 4 (на фиг. 1-6), и имеют решетку 2, содержащую одну замкнутую ячейку 3.
Повторяют указанную операцию пластического изгиба прутка проката, сдвигая образуемые замкнутые ячейки относительно друг друга в плоскости этого изгиба прутка проката. Пластический изгиб прутка и указанный сдвиг образуемых замкнутых ячеек осуществляют одновременно или последовательно. При шаге сдвига замкнутой ячейки m, большем характерного ее размера l, получают решетку 2, представленную на фиг. 1.
Пластический изгиб одного и того же прутка проката осуществляют поочередно в противоположных направлениях, изменяя направление этого изгиба в местах перехода между ячейками. Шаг изменения направления пластического изгиба прутка проката может быть кратен одной и более замкнутым ячейкам. Получают решетку 2, представленную на фиг. 2 и 3. Причем замкнутые ячейки 3 могут быть расположены оппозитно друг другу, в результате получают решетку 2, представленную на фиг. 2.
Также пластическим изгибом прутка проката и сдвигом образуемых из него замкнутых ячеек на величину m ≥ l предварительно получают решету 2 с замкнутыми ячейками 3 в виде, представленном на фиг. 1. Затем полученные замкнутые ячейки поворачивают с заданным шагом относительно друг друга на 180o посредством пластического скручивания прутка проката в местах перехода между замкнутыми ячейками 3. тем самым получают решетку 2, представленную на фиг. 2 и 3, в которой замкнутые ячейки 3 расположены по разные стороны от оси симметрии решетки, в том числе оппозитно друг другу (фиг. 2).
Берут два прутка I и II проката и из каждого из них одним из описанных приемов формируют предварительно решетку с замкнутыми ячейками, расположенными по разные стороны от оси симметрии (фиг. 3). Полученные решетки накладывают друг на друга с контактом прутков на участках 6, т.е. в местах перехода между замкнутыми ячейками. В итоге образуют решетки 2, показанные на фиг. 4 и 5.
В процессе выполнения операции пластического изгиба прутка проката с формированием из него замкнутых ячеек и их сдвига шаг расположения ячеек m, характерный размер петли l, периметр и форма ячейки могут варьироваться как между различными решетками, так и в отдельно взятой решетке. Аналогично шаг изменения направления пластического изгиба прутка проката и шаг пластического скручивания прутка проката на 180o может быть кратен одной, двум, трем и более замкнутым ячейкам решетки и может быть разным для одной и той же решетки. Тем самым обеспечивают широкое разнообразие форм производимых решетчатых ограждений.
Раму 1 решетчатого ограждения производят отдельно от решетки 2 (фиг. 10-22).
Берут пруток проката (предпочтительно П-образного поперечного сечения) и предварительно в местах последующего его изгиба выполняют вырезы 42 с образованием угла 90o. Также предварительно на участках проката, где в последующем рама 1 будет контактировать с замкнутыми ячейками 3 решетки 2, выполняют парные надрезы 43 на глубину, равную примерно 1/2•π•R для круглого прутка, где R - радиус поперечного сечения проката, из которого выполнена решетка 2. Шаг расположения парных надрезов 43 на прокате строго соответствует шагу m расположения замкнутых ячеек 3 в решетке 2, которая крепится к раме 1.
Подготовленный таким образом пруток проката пластически изгибают на участках вырезов 42 и формируют раму 1, показанную на фиг. 10 пунктиром. После изгиба в местах вырезов 42 накладывают сварной шов.
Рама 1 решетчатого ограждения может быть изготовлена из отдельных кусков проката с любым поперечным сечением (квадрат, многогранник, уголок, полоска и др. ) путем их сварки. Однако предпочтительно использование проката П-образного сечения и изготовление рамы из одного (цельного) куска проката.
По условиям сборки и скрепления рамы 1 и решетки 2 (см. ниже текст к фиг. 9 и 13) при изготовлении рамы 1 ее контур полностью не замыкают и крепление решетки 2 к раме 1 осуществляют в этом состоянии рамы (фиг. 9), после чего выполняют окончательное замыкание рамы 1 путем изгиба незамкнутой ее стороны в месте выреза 42 (показано стрелкой на фиг. 9) и ее сварки.
Таким образом, раму 1 выполняют из цельного куска проката путем неоднократного его пластического изгиба, при этом основное крепление решетки 2 к раме 1 осуществляют до окончательного замыкания рамы.
Крепление решетки 2 к раме 1 с образованием решетчатого ограждения осуществляют с использованием устройства, приведенного на фиг. 9 и 13, следующим образом.
Раму 1 с незамкнутой стороной устанавливают на раму 40 (фиг. 9 и 13). Замкнутые ячейки 3 решетки 2 надевают на валики 37. Концы прутка проката зажимают планками 39 с усилием F. К линейкам 32 и 33 прикладывают усилие P и растягивают решетку 2. При этом наряду с растяжением решетки в направлении действия силы P может быть реализовано ее растяжение в перпендикулярном этому направлении. В этом случае используют возможность прижимов 39 перемещать концы прутка в плоскости решетки в направлении, перпендикулярном действию силы F. Благодаря соответствию шага расположения рычагов 36 на пластинах 34 и 35 и шага расположения парных надрезов 43 на раме 1 шагу расположения m замкнутых ячеек 3 в решетке 2 в конце растяжения решетки 2 валки 37 установятся напротив указанных парных надрезов 43, а пруток проката, образующий замкнутые ячейки 3, войдет в контакт с рамой 1. Благодаря профилирующим вырезам 38 на валиках 37 лепестки, образованные парными надрезами 43 на раме 1, подогнутся и скрепят решетку 2 и раму 1.
Таким образом, окончательные размеры решетки 2 получают путем ее растяжения, при этом крепление решетки 2 к раме 1 совмещают с операцией растяжения решетки.
Поворотом замыкающей стороны рамы 1 (см. стрелка на фиг. 9) осуществляют окончательное формирование рамы 1, после чего углы рамы в этом месте сваривают. Прикладывают электрическое напряжение к прутку проката и раме 1 и осуществляют сваркой крепление концов прутка проката, из которого выполнена решетка 2, к раме 1.
Электрическим током могут осуществлять дополнительное крепление решетки 2 к раме 1 путем сварки. Этот вид крепления решетки 2 и рамы 1 может усилить описанный прием их механического крепления, но может применяться самостоятельно. В последнем случае валики 37 могут быть выполнены без вырезов 38 и на прутке проката для рамы 1 могут не осуществлять предварительную операцию образования парных надрезов 43.
В случае, когда решетка 2 выполнена с одной замкнутой ячейкой 3, согласно описанной последовательности операций, пруток проката, образующий замкнутую ячейку 3, скрепляют с рамой 1 не мене чем в трех местах, при этом по меньшей мере в одном месте на одной ее стороне.
Описанным набором операций осуществляют растяжение замкнутых ячеек, тем самым формируют окончательные размеры решетки 2 и одновременно крепят решетку 2 к раме 1.
Дополнительно в образованных перекрестным наложением местах перехода между ячейками одного и того же прутка проката (поз. 4 на фиг. 1-6) и других местах перекрестного наложения прутков (поз. 6 на фиг. 4-6) могут осуществлять дополнительное скрепление (механическое или сваркой) прутков проката.
Уже описанные способы производства замкнутых ячеек 3 в решетке 2 наиболее эффективно реализуют с использованием устройства, представленного на фиг. 7 и 8.
Пруток сортовой стали простого профиля в виде мерного куска или из бунта на барабане 26 (что предпочтительнее) подают на барабан 7, на который благодаря приводу 8 пруток наматывают, прикладывая к нему пластическую деформацию изгиба, и формируют набор витков 28 (форма витков определена формой поперечного сечения барабана 7). После набора числа витков 28, кратного, например, числу замкнутых ячеек 3 в решетке 2, осуществляют рез прутка устройства 20.
Приводом 10 перемещают ось 9 в направлении Б (см. на фиг. 7), при этом опора 11 складывается и не мешает перемещению оси 9 в указанном направлении. При перемещении оси 9 от привода 10 в обратном направлении опора 11 раскрывается и уплотняет витки, тем самым получают набор уплотненных витков 29, которые поджаты к плите 19.
Приводом 17 перемещают ползун 16 по направляющим 15 полости 14 в направлении оси полости 12. Ползун 16 входит в контакт с витком 29, тем самым с приложением пластического изгиба осуществляют сдвиг витков по одному в плоскости, перпендикулярной оси набора витков 29. Величина указанного рабочего хода ползуна 16 равна (примерно, с учетом пружинения и последующего растяжения) шагу m расположения ячеек 30 в решетке и одновременно определяет характерный размер l ячейки (то же, примерно, с учетом пружинения и последующего растяжения).
Приводом 17 ползун 16 возвращают в исходное положение, после чего рабочий ход ползуна 16 повторяют. При этом подпружиненная плита 19 обеспечивает поступление (для пластического сдвига и формирования ячейки) очередного витка 29.
Таким образом, пруток сортовой стали простого профиля с приложением к нему пластической деформации наматывают в виде витков, образующийся набор витков уплотняют и формируют замкнутые ячейки сдвигом витков по одному в плоскости, перпендикулярной оси набора витков, с приложением к прутку пластической деформации. Причем между формированием набора витков и их уплотнением осуществляют разделение прутка, при этом в качестве исходного используют пруток, уложенный в бунт.
Пруток проката, сформированный в виде замкнутых ячеек 30, расположенных с шагом m относительно друг друга в плоскости изгиба проката, при этом m ≥ l, где l - характерный размер ячейки, поступает в полость 24 рамы 23 (фиг, 7 и 8). Для получения заданного числа замкнутых ячеек 3 в решетке 2 (вплоть до одной ячейки) отрезным устройством 25 осуществляют рез прутка проката в местах перехода между ячейками.
Для получения в решетке 2 сочетания замкнутых ячеек 3, расположенных по разные стороны от оси симметрии решетки (например, по типу, приведенному на фиг. 3) в рассматриваемом устройстве формируют сочетание замкнутых ячеек 30 с шагом m ≥ l и затем поворотным устройством 21 от привода 22 периодически, по одной, замкнутые ячейки решетки поворачивают на 180o, при этом пруток пластически скручивают в местах перехода между ячейками (фиг. 8). Период указанного поворота и соответствующего пластического скручивания прутка может быть кратен одной и более замкнутым ячейкам решетки.
Отрезным устройством 25 (фиг. 7 и 8) регулируют число замкнутых ячеек в решетке.
Описанным набором операций в устройстве (фиг. 7 и 8) независимо друг от друга осуществляют операции формирования решеток не менее двух прутков, которые затем накладывают друг на друга с контактом в местах их пластического скручивания. В результате получают решетки, аналогичные представленным на фиг. 4 и 5.
Окончательные размеры решетки 2, как уже отмечалось, получают путем ее растяжения в устройстве, представленном на фиг. 9 и 13, в котором совмещают операции растяжения решетки и ее крепления к раме 1.
Таким образом, предложенное решетчатое ограждение из проката и способ его производства позволяют широко использовать машины (устройства) в процессе изготовления решетки и ее крепления к раме. Благодаря этому существенно снижается применение ручного труда при производстве решетчатых ограждений, что в свою очередь снижает трудозатраты, позволяет организовать массовое производство ограждений. Расширяются возможности применения этих ограждений для проспектов и трасс, для скверов, жилых и дачных участков.
| название | год | авторы | номер документа |
|---|---|---|---|
| Секция ограждения | 2019 |
|
RU2721196C1 |
| ПЛАКИРОВАННЫЙ СТАЛЬНОЙ СОРТОВОЙ ПРОКАТ ДЛЯ АРМИРОВАНИЯ БЕТОНА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2206631C2 |
| ПРУТОК | 1998 |
|
RU2136409C1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ КОНСТРУКЦИЙ | 2004 |
|
RU2271915C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТЧАТЫХ СТОЛБОВ | 2001 |
|
RU2201833C1 |
| ГНУТЫЙ ПРОФИЛЬ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 1997 |
|
RU2124410C1 |
| СПОСОБ ПРОИЗВОДСТВА КРУГЛОГО СОРТОВОГО ПРОКАТА В БУНТАХ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2368436C9 |
| СПОСОБ РЕЗКИ ПРОКАТА И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630154C1 |
| РОЛИК ПРАВИЛЬНОЙ МАШИНЫ | 2001 |
|
RU2189290C1 |
| СПОСОБ ПОЛУЧЕНИЯ СУБМИКРОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРЫ В НЕЛЕГИРОВАННОМ ТИТАНЕ | 2008 |
|
RU2389568C1 |
Изобретение относится к производству металлических решетчатых ограждений, выполняющих защитные и эстетические функции. Решетчатое ограждение из проката содержит раму и скрепленную с ней решетку, состоящую из сочетания замкнутых ячеек. Ячейки образованы пластическим изгибом прутка сортовой стали простого профиля посредством перекрестного наложения в местах перехода между ячейками одного и того же прутка, расположены с шагом, равным или большим характерного размера замкнутой ячейки, а окончательные размеры решетки получены путем ее растяжения. Способ производства решетчатого ограждения из проката включает изготовление содержащей сочетание замкнутых ячеек решетки посредством приложения к прутку сортовой стали простого профиля пластической деформации и намотки его в виде витков. Затем набор витков уплотняют и формируют замкнутые ячейки сдвигом витков по одному в плоскости, перпендикулярной оси набора витков, а окончательные размеры решетки получают путем ее растяжения, после чего или одновременно с последним осуществляют крепление решетки к раме. 2 н.п. и 9 з.п. ф-лы, 13 ил.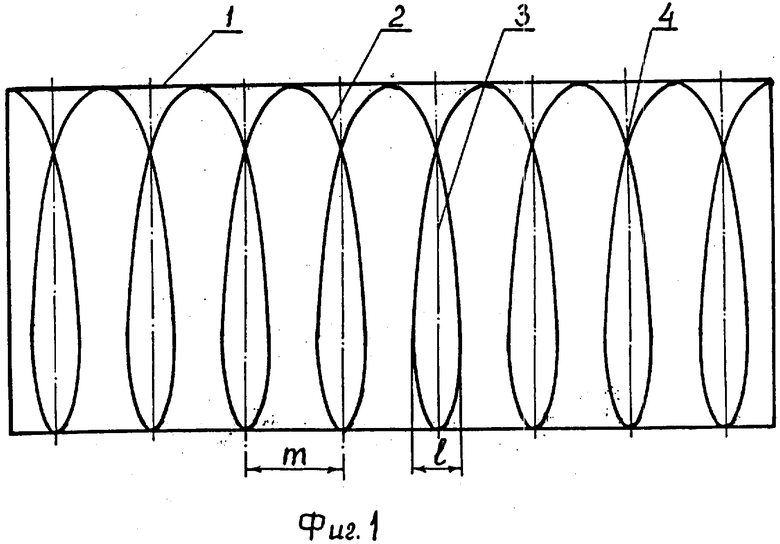
| GB, заявка, 1599847, E 04H 17/16, 1981. |
