Настоящее изобретение относится к области полупроводниковой электронной техники и может быть использовано в технологии пайки многокристальных силовых полупроводниковых приборов.
Преимущественно изобретение предназначено для изготовления мощных кремниевых ограничителей напряжения - методом пайки элементов конструкции в восстановительной или инертной среде.
Уже известен «Способ пайки изделий из стали, меди и/или медных сплавов серебросодержащими припоями» [1]. Известный способ включает сборку изделий с использованием серебросодержащего припоя, по которому между металлическими деталями помещается прокладка серебросодержащего припоя; кассета помещается в специальную печь, в которой проводится пайка - в определенном режиме, соответствующем температуре плавления припоя, и в определенной, инертной или восстановительной атмосфере, как правило в среде водорода.
Также известен "Способ пайки полупроводниковых приборов" [2], по которому производят укладку (загрузку) выводов, припоя и полупроводниковых кристаллов в приспособление (кассету). Пайку проводят, пропуская через выводы и р-п-переход полупроводникового кристалла импульсы тока в прямом направлении относительно р-п-перехода.
Как на наиболее близкий по технической сущности и достигаемому результату, можно указать на способ пайки полупроводниковых приборов, описанный в [3], по которому при серийном выпуске изделий электронной техники используются специальные кассеты, в цилиндрические "гнезда" которых помещаются детали полупроводниковых приборов и прокладки припоя, по которому, для фиксации (центровки) колец припоя на торцах стеклянных баллонов корпусов приборов, применяются специальные элементы в виде штырей с конической рабочей частью.
Недостаток известных способов пайки полупроводниковых приборов - отсутствие достаточных условий центровки всех спаиваемых деталей сборки из-за наличия определенного, достаточно большого для удобства загрузки в кассеты деталей сборок и выгрузки сборок после пайки, допуска внутреннего диаметра цилиндрических отверстий в планке кассеты для загрузки деталей относительно внешних размеров (диаметров, диагоналей) деталей. Следствие этого - рассовмещение (сдвиг) спаянных деталей друг относительно друга из-за сотрясений (колебаний кассеты) при загрузке деталей сборок в кассету или загрузке кассеты в печь для пайки, приводящее либо просто к увеличению габарита паяной сборки сверх допустимого предела, либо, в случае последующей герметизации сборки, например, в пластмассу, к недопустимому утонению пластмассовой оболочки (герметизация полупроводниковых приборов в пластмассовых корпусах) в отдельных местах сборки.
В последнем случае в местах чрезмерного утонения пластмассовой "стенки" корпуса полупроводникового прибора, формируемого прессованием сборок под давлением расплавленной пластмассой в специальных прессформах, возможно образование трещин, т.е. разгерметизация полупроводникового прибора. Например, при воздействии на прибор мощного импульса тока, даже с величиной амплитуды, не превышающей допустимую по соответствующим техническим условиям на прибор, вследствие возникающего при этом теплового удара. Что и наблюдается, в частности, для отдельных экземпляров полупроводниковых ограничителей напряжения в пластмассовых корпусах при испытании их на устойчивость к импульсным перегрузкам. А также при испытаниях этих приборов на устойчивость к термоударам.
С другой стороны, ужесточение допуска на внутренний диаметр отверстий для загрузки деталей сборки в металлические кассеты, с целью улучшения их центровки, приводит к механическим повреждениям паяных сборок при их извлечении из металлических кассет - сколам углов полупроводниковых кристаллов, выступающих в результате непроизвольных смещений кристаллов относительно теплоотводящих дисков и припойных прокладок при загрузке деталей сборок в кассету или загрузке кассеты в печь для пайки, и соприкасающихся со стенками отверстий в кассете. И, как следствие, катастрофическому ухудшению электрических параметров, в частности повышению обратных токов (токов утечки), т.е. к браку полупроводниковых приборов. Проблема извлечения сборок полупроводниковых приборов из кассет без повреждения кристаллов усугубляется по мере увеличения высоты сборок, например, в случае многокристальных сборок силовых полупроводниковых приборов.
На фиг. 1 представлена схема загрузки деталей сборки полупроводникового прибора в кассету для пайки с идеальной центровкой загруженных деталей - кристаллов, поз. 1, теплоотводов (радиаторов), поз. 2, припойных прокладок, поз. 3, выводов, поз. 4
На фиг. 2 представлена схема загрузки деталей сборки в кассету, помещенную в печь для пайки, с реальной центровкой (расцентровкой) деталей.
На фиг. 3 представлен многокристальный полупроводниковый прибор (ограничитель напряжения) в пластмассовом корпусе, изготовленный на основе сборки по схеме фиг. 2, с чрезмерным утонением толщины "стенки" пластмассового корпуса.
Целью настоящего изобретения является повышение степени центровки элементов паяемой сборки многокристальных полупроводниковых приборов и предотвращение механических повреждений кристаллов паяных сборок при их выгрузке из кассеты после пайки.
Указанная цель достигается тем, что предложен способ пайки многокристальных полупроводниковых приборов с вспомогательной (технологической) стеклянной втулкой, в соответствии с которым в отверстия кассет для пайки полупроводниковых приборов предварительно загружаются стеклянные втулки, величина внешнего диаметра которых имеет произвольный допуск относительно величины диаметра отверстий, а величина их внутреннего диаметра приближается (минимальный допуск) к величине габаритов загружаемых деталей сборки (фиг. 4). Затем в стеклянные втулки загружаются детали сборки полупроводниковых приборов. Тем самым ограничивается смещение элементов конструкции полупроводниковых приборов при их загрузке в кассеты и при загрузке кассет в печь для пайки, т.е. обеспечиваются качественная центровка деталей сборки и предотвращение механического повреждения кристаллов сборок при их выгрузке после пайки из кассеты (фиг. 5). Последнее обусловлено незначительной силой трения паяных сборок о стекло. И даже если извлечение сборки из стеклянной втулки окажется затруднительным, втулка может быть разрушена специальным приспособлением без ущерба для кристаллов сборки.
На фиг. 4 представлена схема загрузки деталей сборки полупроводникового прибора в кассету для пайки с идеальной центровкой загруженных деталей - кристаллов - поз. 1, металлических теплоотводов - поз. 2, припойных прокладок - поз. 3, выводов - поз. 4, обеспеченной применением вспомогательной стеклянной втулки - поз. 5.
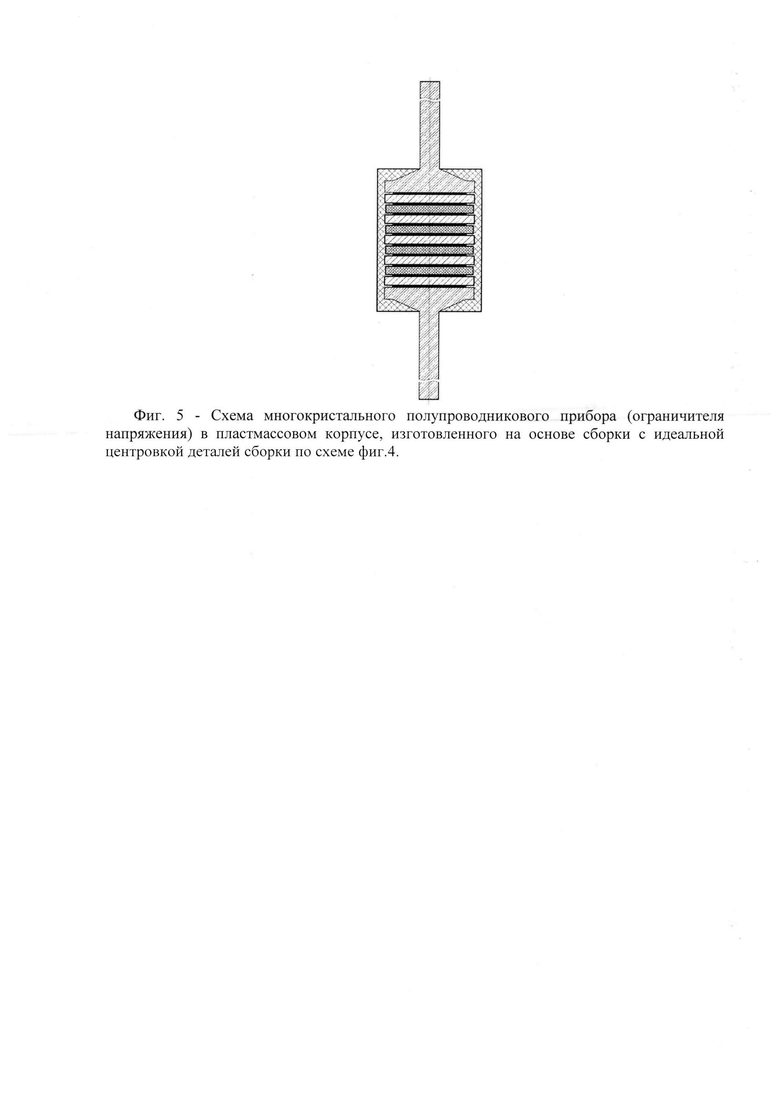
На фиг. 5 представлен многокристальный полупроводниковый прибор (ограничитель напряжения) в пластмассовом корпусе, изготовленный на основе способа сборки по схеме фиг. 4, с идеальной центровкой деталей и отсутствием недопустимого утонения толщины "стенки" пластмассового корпуса.
Пример
Двух-, четырех- и шестикристальные сборки кремниевых ограничителей напряжения: полупроводниковые кристаллы шестигранной формы; теплоотводы - диски медные толщиной ~400 мкм, покрытые слоем серебра толщиной ~5 мкм; выводы медные, также покрытые слоем серебра толщиной ~5 мкм; припойные прокладки - припой ПСр2,5 толщиной ~50 мкм, паяли в водородной печи. Для загрузки деталей сборок использовались многоместные металлические кассеты как с применением технологических стеклянных втулок, так и без таковых. Процесс пайки проводился в конвейерной водородной печи при температуре ~380°С.
Паяные сборки ограничителей напряжения проходили контроль внешнего вида, в частности измерение диаметра и измерение обратного тока (Iобр) при обратном напряжении (Uобр), равном значению 0,9 от напряжения пробоя (Uпроб) р-п-структур кристаллов: Uобр=0,9Uпроб. Соответствие диаметра паяных сборок требованиям конструктивного чертежа - критерий качества центровки деталей сборки. Сохранение величины обратного тока (Iобр), р-п-структур кристаллов (сборок) на уровне технологической нормы после проведения пайки сборок и извлечения их из кассет - критерий предотвращения механических повреждений кристаллов сборок.
Получены следующие результаты.
На части (~30%) сборок, паяных в кассете без стеклянных втулок, размер диаметра после пайки превысил допустимую технологическую норму, т.е. требования конструктивного чертежа. Значения максимальных диаметров всех (100%) сборок, паяных с использованием стеклянных втулок, соответствовали требованиям конструктивного чертежа.
Результаты по проценту выхода годных сборок по критерию соответствия электрического параметра Iобр технологической норме представлены в таблице:

Таким образом, предлагаемый способ пайки обеспечивает высокую степень (качество) центровки элементов сборки многокристальных полупроводниковых приборов, а также предотвращает механические повреждения кристаллов сборок. И, тем самым, значительно повышает, по сравнению с существующими способами пайки, качество и процент выхода годных полупроводниковых приборов.
Литература
1. Лопатина Е.С., Симунова С.С., Трегубов В.А., Баталова Е.И. Патент на изобретение №2511722. Способ пайки изделий из стали, меди и/или медных сплавов серебросодержащими припоями. Опубл. 10.04.2014.
2. Россошинский А.А., Кислицын В.И., Мусин А.Г., Петров Л.А., Утробин Ю.Б., Шамыгин А.И., Афанасов Н.В. Патент на изобретение №63201. Способ пайки полупроводниковых приборов. Опубл. 05.11.1978.
3. Шатохин П.Е., Лукашевич В.Ф., Плешаков В.И., Тереня В.И. Патент на изобретение №61119105. Кассета для установки колец припоя на торцы баллонов полупроводниковых приборов. Опубл. 15.10.1984.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОРПУС ПОЛУПРОВОДНИКОВОГО ПРИБОРА | 2011 |
|
RU2477544C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО КОРПУСА МИКРОСХЕМЫ | 2023 |
|
RU2821166C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГРАНИЧИТЕЛЕЙ НАПРЯЖЕНИЯ | 2017 |
|
RU2651624C1 |
| Металлокерамический корпус силового полупроводникового модуля на основе высокотеплопроводной керамики и способ его изготовления | 2018 |
|
RU2688035C1 |
| Способ капиллярной пайки | 1990 |
|
SU1824265A1 |
| Устройство для пайки плоских деталей | 1983 |
|
SU1127715A1 |
| СПОСОБ МОНТАЖА ПОЛУПРОВОДНИКОВЫХ КРИСТАЛЛОВ БОЛЬШИХ РАЗМЕРОВ В КОРПУСА | 2001 |
|
RU2212730C2 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1999 |
|
RU2171520C2 |
| СИСТЕМА МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА К ОСНОВАНИЮ КОРПУСА | 2009 |
|
RU2480860C2 |
| СПОСОБ СОЗДАНИЯ МЕЖСОЕДИНЕНИЙ В ПОЛУПРОВОДНИКОВЫХ ЛАЗЕРАХ | 2012 |
|
RU2530203C2 |


Изобретение может быть использовано при пайке многокристальных силовых полупроводниковых приборов в восстановительной или инертной среде. В отверстие многоместной кассеты предварительно вставляют вспомогательную стеклянную втулку и загружают соединяемые детали сборки полупроводникового прибора, выполненные в виде полупроводниковых кристаллов, теплоотводов и выводов. Размещают между ними припойные прокладки и осуществляют пайку полученной сборки в печи с восстановительной или инертной средой путем нагрева до температуры выше температуры плавления припоя. Внутренний диаметр стеклянной втулки соответствует габаритам загружаемых деталей сборки полупроводникового прибора. Способ позволяет повысить степень центровки элементов сборок полупроводниковых приборов и предотвратить механическое повреждение кристаллов сборок при их выгрузке из кассеты после пайки. 5 ил., 1 табл.
Способ пайки многокристальных силовых полупроводниковых приборов, включающий загрузку в отверстие многоместной кассеты соединяемых деталей сборки полупроводникового прибора, выполненных в виде полупроводниковых кристаллов, теплоотводов и выводов, с размещением между ними припойных прокладок, и пайку полученной сборки в печи с восстановительной или инертной средой путем нагрева до температуры выше температуры плавления припоя, отличающийся тем, что в отверстие упомянутой кассеты предварительно вставляют вспомогательную стеклянную втулку, в которую загружают упомянутые детали сборки полупроводникового прибора, при этом внутренний диаметр стеклянной втулки соответствует габаритам загружаемых деталей сборки полупроводникового прибора.
| Кассета для пайки выводов к заготовкам радиоэлементов | 1978 |
|
SU684646A1 |
| СПОСОБ МОНТАЖА ДЕТАЛЕЙ ПОЛУПРОВОДНИКОВОГО ПРИБОРА К ОСНОВАНИЮ И ПОЛУПРОВОДНИКОВЫЙ ПРИБОР, ПОЛУЧЕННЫЙ ЭТИМ СПОСОБОМ | 1997 |
|
RU2118585C1 |
| СПОСОБ СБОРКИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1999 |
|
RU2171520C2 |
| Способ капиллярной пайки | 1990 |
|
SU1824265A1 |
| DE 3604075 A1, 13.08.1987. | |||

