ОБЛАСТЬ ТЕХНИКИ И УРОВЕНЬ ТЕХНИКИ
В целом, настоящее изобретение относится к панелям, выполненным из композиционного материала, и способам их изготовления. В частности, настоящее изобретение относится к панелям, имеющим огнестойкое декоративное отделочное покрытие, и способам изготовления таких панелей. Как использовано в настоящем документе, термин "огнестойкая" означает, что отделка удовлетворяет стандартным требованиям воспламеняемости внутренних панелей воздушных летательных аппаратов.
Некоторые подвижные платформы, такие как воздушные летательные аппараты, поезда и автомобили, обычно могут использовать слоистые структуры для формирования различных внутренних панелей. Слоистые структуры служат для обеспечения визуальной привлекательности поверхностей для объективного наблюдателя. Например, в воздушных летательных аппаратах коммерческих авиалиний множество дверец верхних багажных полок, выровненных по сторонам, обычно содержатся по левому и правому бортам пассажирского салона воздушного летательного аппарата. Обычно каждая из таких дверец багажных полок содержит слоистый материал, расположенный на передней части дверцы багажной полки для создания визуально привлекательной поверхности для клиента. Кроме того, боковые стенки и другие панели в пассажирском салоне могут быть обшиты слоистыми материалами для создания легкой и визуально привлекательной поверхности. Преимущественно такие слоистые материалы, используемые на внутренних панелях, также могут содержать узоры или другие визуально приятные изображения. Кроме того, многие другие поверхности могут быть покрыты слоистым материалом для повышения внешней привлекательности этих поверхностей, таких как двери, потолочные плитки и тому подобные. Дополнительно, в некоторых случаях слоистые материалы также могут использоваться для отображения информации потенциальным зрителям, такой как инструкции по применению или инструкции обеспечения безопасности.
Известно производство высококачественных огнестойких декоративных отделок для внутренних панелей воздушного летательного аппарата с использованием обычных промышленных стандартов, таких как технологии заказного окраса панелей или гидропереводной печати (иногда называемой "гидропечатью"). Оба этих промышленных стандарта являются узкоспециализированными, дорогостоящими и до некоторой степени ограниченными (небольшое количество поставщиков).
Хотя процесс гидропереводной печати обеспечивает получение очень тонкого высококачественного отделочного покрытия, он требует дорогих материалов, крепежной оснастки для элемента, настройки процесса (для элементов, подлежащих отделке) и специализированного оборудования (например, резервуара для воды). Затраты на единицу отделки элемента могут быть высокими. Кроме того, могут быть некоторые ограничения по размерам и геометрии из-за размера специальной гидропереводной пленки или вследствие того, что элемент должен быть погружен в резервуар или бак, заполненный водой.
Существует потребность в способе производства высококачественных огнестойких декоративных отделок для внутренних панелей воздушного летательного аппарата без использования обычных промышленных стандартов, таких как технологии заказного окраса панелей или гидропереводной печати.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Способ отделки, раскрытый в настоящем документе, обеспечивает получение высококачественного огнестойкого декоративного отделочного покрытия панелей, содержащих подложку, выполненную из композиционного материала, таких как внутренние панели воздушного летательного аппарата. Начиная с плоской или имеющей сложный контур композиционной слоистой панели с сотовым заполнением или композиционного слоистого материала, на поверхность этой панели наносят огнестойкую заполняющую грунтовку (содержащую по меньшей мере один агент для придания огнестойкости). Эта заполняющая грунтовка обеспечит зачистку поверхности панели до очень гладкой твердой поверхности. После зачистки поверхность свободна от типичных дефектов, связанных с композиционными слоистыми панелями и слоистыми материалами, такими как раковины, пустоты, переплетающиеся узоры или узоры с выступающей серединой. В отдельном процессе на полимерную пленку (например, пленку из поливинилфторида (ПВХ)) наносят требуемый узор или изображение методом краскоструйной печати или трафаретной печати. Одним примером может являться изображение древесины ценных пород, нанесенное методом струйной печати. Опционально, полимерную пленку выбирают таким образом, что обеспечивают благоприятные огнезащитные свойства и возможности для термического формования. Затем не отпечатанную сторону полимерной пленки прикрепляют к загрунтованной поверхности панели с использованием адгезива. Затем тонкое очень износостойкое полимерное (например, из полиуретана) покрытие (прозрачное или тонированное), опционально содержащее по меньшей мере один агент для придания огнестойкости, наносят на наружную отпечатанную сторону. Это покрытие может иметь отделочное покрытие с очень высокой степенью глянца или матовое отделочное покрытие с более низкой степенью глянца.
Продуктом вышеприведенного отделочного процесса является панель, имеющая негерметизированную отпечатанную полимерную пленку, прикрепленную посредством связующего на загрунтованную (огнестойкой заполняющей грунтовкой) композиционную слоистую панель с сотовым заполнением или композиционный слоистый материал (плоские или имеющие сложный контур), при этом на отпечатанную поверхность применено износостойкое полимерное покрытие. В отличие от заказного окраса панелей использование повторяемого процесса печати предусматривает повторяемые изображения и узоры с высоким разрешением. Печать узоров или изображений на формуемой полимерной пленке обеспечивает возможность прикрепления посредством связующего на плоские или имеющие сложный контур панели без потребности в резервуаре для воды, или дорогостоящих материалах, или крепежной оснастке, как это требуется при гидропереводной печати. Нанесение покрытия с высокой степенью глянца должно быть таким же, как то, которое используется при заказном окрасе панелей или гидропереводной печати.
Как будет объяснено более подробно ниже, одним аспектом предмета изобретения, раскрытого в настоящем документе, является способ отделки панели, включающий: нанесение заполняющего материала, содержащего по меньшей мере один агент для придания огнестойкости, на поверхность панели для формирования заполненной поверхности панели; сглаживание заполненной поверхности панели; печать узора или изображения на одной стороне полимерной пленки, содержащей первый полимерный материал; прикрепление посредством связующего не отпечатанной стороны полимерной пленки к сглаженной заполненной поверхности панели и покрытие отпечатанной стороны полимерной пленки покрывающим материалом, содержащим второй полимерный материал. Опционально, печатная краска и/или покрытие могут содержать по меньшей мере один агент для придания огнестойкости.
Другим аспектом раскрытого предмета изобретения является подвергнутая отделке панель, содержащая панель и отделочное покрытие, нанесенное на поверхность этой панели, причем отделка содержит: огнестойкий заполняющий материал, расположенный на поверхности панели; полимерную пленку, содержащую первый полимерный материал; печатную краску, нанесенную на указанную одну сторону полимерной пленки, которая обращена от заполняющего материала, при этом печатная краска формирует узор или изображение; слой адгезивного материала, расположенного между заполняющим материалом и второй стороной полимерной пленки; и покрытие, содержащее второй полимерный материал и расположенное на отпечатанной стороне полимерной пленки. Второй полимерный материал может быть прозрачным и тонированным, обеспечивая видимость этого узора или изображения через указанное покрытие. Опционально, печатная краска и/или покрытие могут содержать по меньшей мере один агент для придания огнестойкости.
Дополнительным аспектом является внутренняя панель воздушного летательного аппарата, содержащая: подложку, выполненную из композиционного материала; огнестойкий заполняющий материал, расположенный на поверхности этой подложки; полимерную пленку, содержащую первый полимерный материал; печатную краску, нанесенную на одну сторону полимерной пленки для формирования узора или изображения; и слой адгезивного материала, расположенный между заполняющим материалом и полимерной пленкой для склеивания полимерной пленки с подложкой. Печатная краска напечатана на той стороне полимерной пленки, которая не находится в контакте со адгезивом. Панель дополнительно содержит покрытие, расположенное на отпечатанной стороне полимерной пленки, при этом указанное покрытие содержит второй полимерный материал, через который видима эта печатная краска.
Другие аспекты настоящего изобретения раскрыты и заявлены ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем в этом документе будут описаны различные варианты осуществления изобретения со ссылками на чертежи с целью иллюстрации вышеприведенных и других аспектов настоящего изобретения.
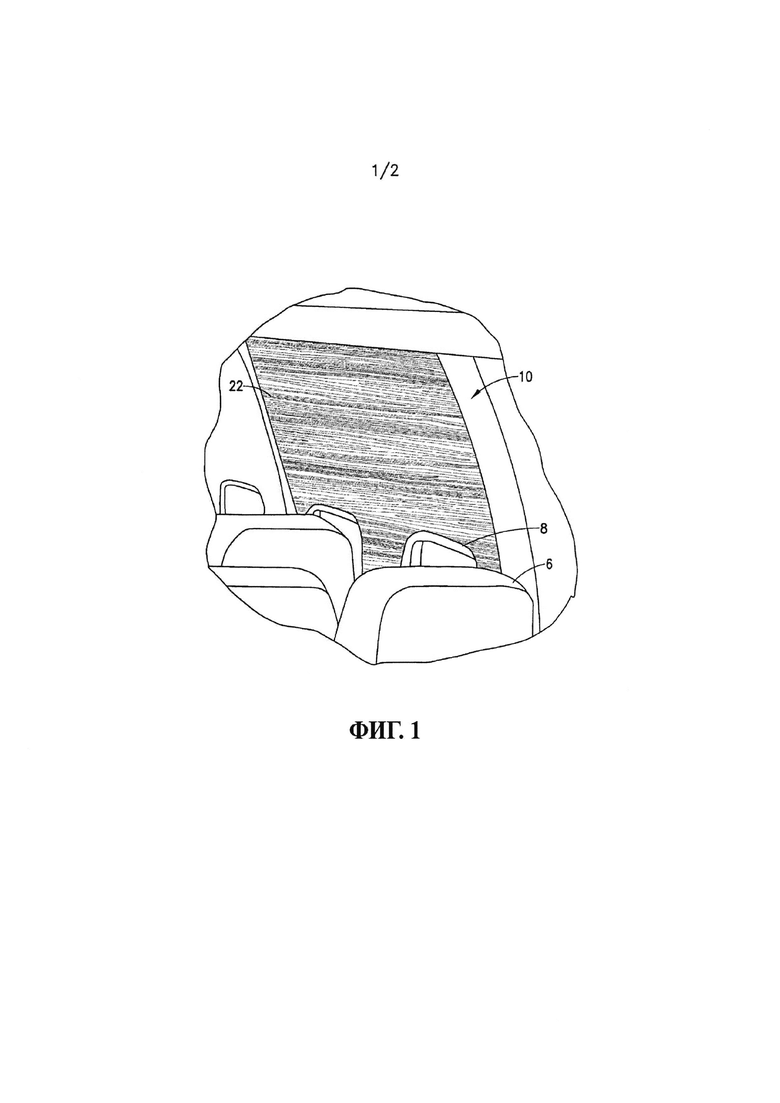
На фиг. 1 представлена схема, изображающая изометрический вид боковой стенной панели пассажирского салона воздушного летательного аппарата, которая была изготовлена в соответствии со способом, раскрытом в настоящем документе.
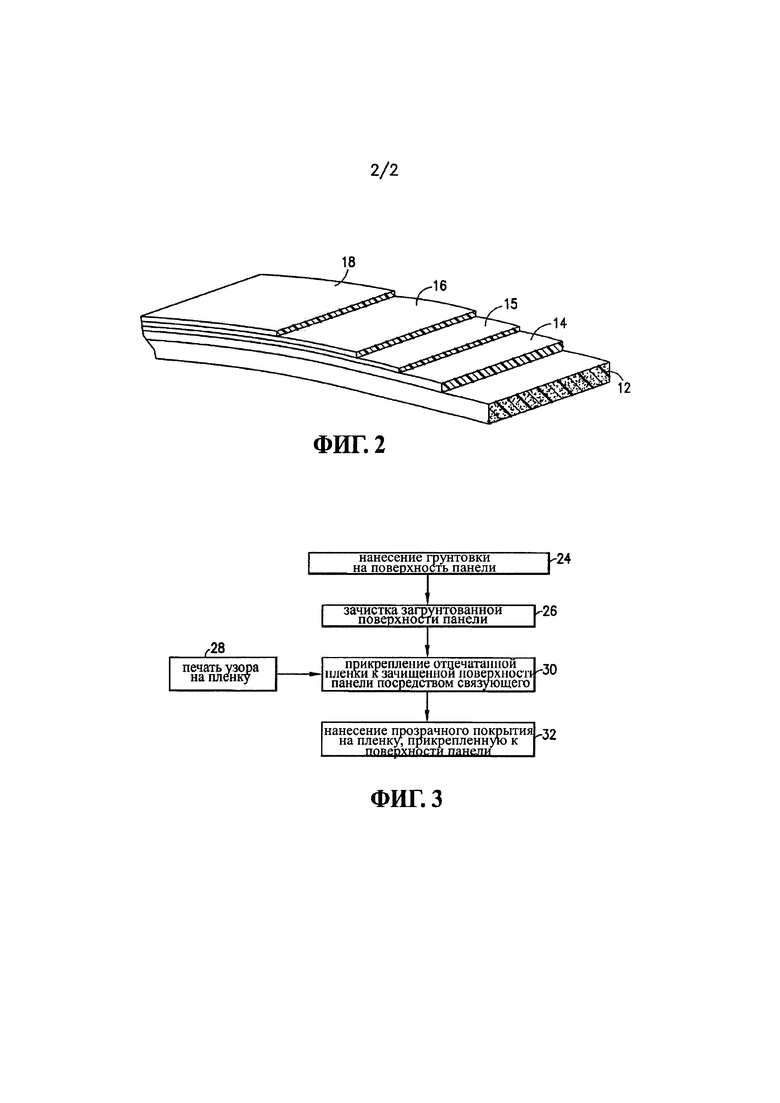
На фиг. 2 представлена схема, изображающая различные слои (в сечении) слоистого материала, изготовленного в соответствии со способом, раскрытом в настоящем документе. Указанные различные слои не изображены в масштабе, а изображенная толщина этих различных слоев не предназначена для создания представления о любых конкретных отношениях среди толщин соответствующих слоев. Фиг. 2 предоставлена только с целью иллюстрации расположения (не толщины) различных слоев в соответствии с одним вариантом осуществления изобретения.
На фиг. 3 приведена блок-схема, изображающая этапы способа изготовления в соответствии с одним вариантом осуществления.
Здесь и далее будут сделаны ссылки на чертежи, на которых аналогичные элементы на различных чертежах имеют одинаковые позиционные обозначения.
ПОДРОБНОЕ ОПИСАНИЕ
На фиг. 1 показана часть внутренней панели 10, установленной в пассажирском салоне воздушного летательного аппарата, имеющего ряд сидений 6. Внутренняя панель 10 может быть изготовлена с множеством отверстий 8, в которых установлены соответствующие окна. В примере, изображенном на фиг. 1, внутренняя панель 10 имеет изображение 22 древесины, отпечатанное на внутренней поверхности панели. Однако на внутренней панели 10 могут быть отпечатаны другие изображения или узоры. Следует отметить, что панели такого типа, который показан на фиг. 1, могут быть установлены в других типах подвижных платформ, таких как поезда и автомобили, или даже в неподвижных конструкциях.
На фиг. 2 показаны различные слои (в сечении) внутренней панели, изображенной на фиг. 1. Для формирования эстетически приятной огнестойкой внешней поверхности объекта 12, например декоративной внутренней панели, установленной в самолете коммерческих авиалиний, обеспечен слоистый материал. Такая внутренняя панель может принимать форму плоской или имеющей сложный контур композиционной слоистой панели с сотовым заполнением или композиционного слоистого материала. Обратимся к фиг. 2, на поверхность внутренней панели 12 нанесена огнестойкая грунтовка 14, затем полученную в результате загрунтованную поверхность зачищают для улучшения отделки всей поверхности. Нанесение грунтовки 14 повышает общую огнестойкость панели 12. Зачищенное загрунтованное покрытие 14, в свою очередь, покрывают одним отпечатанным слоем 16, который прикреплен к нему посредством слоя адгезива 15. В соответствии с одним вариантом осуществления изобретения слой 16 содержит полимерную пленку, например пленку из поливинилфторида, на одной стороне которой отпечатана печатная краска. Отпечатанная поверхность слоя 16 обращена от внутренней панели 12. Эта поверхность, в свою очередь, покрыта другим слоем 18 полимерного материала, например полиуретана. Полиуретан формирует очень износостойкое прозрачное глянцевое или матовое отделочное покрытие, которое равномерно нанесено на покрытый пленкой композиционный элемент.
Одним примером подходящего жидкого связующего материала, который может быть использован, является двухкомпонентная адгезивная система, имеющаяся в продаже от компании Bostik Limited, Стаффордшир, Великобритания, в виде набора, несущего обозначение изделия ADH 7132K. Этими двумя компонентами являются: (1) Bostik 7132R (смола) и (2) Boscodur 24Т (катализатор). Основным ингредиентом Bostik 7132R является линейный насыщенный полиэфир, тогда как основным ингредиентом Boscodur 24Т является полиизоцианат. Жидкий адгезив может быть нанесен при помощи прямого валика, реверсивного валика, глубокой печати или другого устройства для нанесения покрытий или посредством разбрызгивания. Эти две части должны быть смешаны в соответствии с конкретным отношением смешения и перемешаны до однородного раствора. Влажный адгезив должен быть нанесен по меньшей мере на пористую слоистую поверхность, а растворитель должен быть испарен посредством стандартных сушильных технологий. Известно использование такой адгезивной системы для наслоения декоративных пленок на боковые стенки с сотовым заполнением в конструкции внутренних частей салона воздушного летательного аппарата.
Печатная краска может быть нанесена на пленочный слой 18 при помощи подходящего печатного устройства, такого как цифровое краскоструйное печатное устройство. Альтернативно, может быть возможным нанесение требуемого изображения или узора на пленочный слой 18 с использованием процесса трафаретной печати. Поскольку печатную краску наносят на ту сторону, которая станет внешней поверхностью слоя 18, будет понятно, что узор или изображение, сформированные этой печатной краской, не нужно транспонировать во время печатного процесса. Кроме того, ПВХ пленка 18 формирует подходящий фон, на котором будут выделяться цвета печатной краски, такой как белый фон. Однако будет понятно, что могут быть применены другие цвета в зависимости от цветовой схемы, использованной в узоре или изображении.
Способ отделки панели, выполненной из композиционного материала посредством применения подвергнутого печати слоистого материала в соответствии с вышеописанным вариантом осуществления, показан на фиг. 3. Заполняющий материал, имеющий огнестойкие свойства, наносят на поверхность панели для формирования заполненной поверхности панели (этап 24). Затем заполненную поверхность панели зачищают или сглаживают при помощи других средств (этап 26). Одним примером подходящего огнестойкого заполняющего грунтовочного материала является Mankiewicz Alexit FST-Filler 343-60 на основе уретана.
До или после нанесения грунтовки на одной стороне прозрачной или тонированной полимерной пленки, выполненной из первого полимерного материала (например, поливинилфторида), печатают узор или изображение (этап 28).
После того как узор или изображение были напечатаны на полимерной пленке, не отпечатанную сторону полимерной пленки прикрепляют посредством связующего к сглаженной заполненной поверхности панели (этап 30). Не подвергаемая печати сторона пленки может быть прикреплена посредством связующего к панели при помощи нанесения слоя адгезивного материала на сглаженную поверхность панели (например, посредством разбрызгивания); прижатия не подвергаемой печати стороны полимерной пленки к сглаженной поверхности панели с адгезивным материалом между ними и отверждения адгезивного материала.
После того как отпечатанная полимерная пленка была прикреплена посредством связующего к сглаженной загрунтованной поверхности панели, открытую отпечатанную сторону полимерной пленки покрывают вторым полимерным материалом (например, полиуретановой краской). Получившееся в результате прозрачное покрытие может иметь отделочное покрытие с очень высокой степенью глянца или матовое отделочное покрытие с более низкой степенью глянца. Одним примером подходящего прозрачного покрывающего материала является Mankiewicz Alexit FST-Clearcoat 460-16.
Патент США №7,968,168, переуступленный Mankiewicz Gebr. & Co., раскрывает множество агентов для придания огнестойкости, которые подходят для использования в материалах для производства воздушных летательных аппаратов. Список агентов для придания огнестойкости, раскрытый в столбце 7, строка 53, до столбца 8, строка 58, этого патента, включен в настоящий документ посредством ссылки. По меньшей мере один из таких агентов для придания стойкости может быть включен в заполняющий материал. Опционально, по меньшей мере один из таких агентов для придания стойкости также может быть включен в печатную краску и/или прозрачное покрытие.
Результатом вышеприведенного процесса является отпечатанная панель низкой стоимости, имеющая высококачественное отделочное покрытие, подходящее для использования во внутренней части воздушного летательного аппарата.
Хотя настоящее изобретение было описано со ссылкой на различные варианты осуществления, специалистам в области техники будет понятно, что различные изменения могут быть выполнены, а его элементы могут быть заменены на эквиваленты без отхода от сущности настоящего изобретения. Кроме того, многие модификации могут быть выполнены для приспособления конкретной ситуации к идеям настоящего документа без отхода от его сущности и объема. Следовательно, предполагается, что формула изобретения не будет ограничена до раскрытых конкретных вариантов осуществления изобретения.
Формула изобретения способа, изложенная ниже, не должна быть истолкована как требующая, чтобы этапы, изложенные в ней, были выполнены в алфавитном порядке или порядке, в котором они изложены, и не должна быть истолкована как исключающая два или большее количество этапов, выполняемых параллельно.
Альтернативные варианты осуществления могут быть заявлены нижеследующим:
А1. Способ отделки панели, включающий:
нанесение заполняющего материала, содержащего по меньшей мере один агент для придания огнестойкости, на поверхность панели для формирования заполненной поверхности панели;
сглаживание указанной заполненной поверхности панели;
печать узора или изображения на одной стороне полимерной пленки, содержащей первый полимерный материал;
прикрепление другой стороны полимерной пленки к сглаженной заполненной поверхности панели и
покрытие указанной одной стороны полимерной пленки покрывающим материалом, содержащим второй полимерный материал.
А2. Способ по пункту А1, в котором первый полимерный материал содержит поливинилфторид, а второй полимерный материал содержит полиуретан.
A3. Способ по пункту А1, в котором печать включает применение печатной краски, содержащей по меньшей мере один агент для придания огнестойкости.
А4. Способ по пункту А1, в котором второй полимерный материал содержит по меньшей мере один агент для придания огнестойкости.
А5. Способ по пункту А1, в котором указанная панель содержит композиционную слоистую панель с сотовым заполнением.
А6. Способ по пункту А1, в котором указанная панель содержит композиционный слоистый материал.
А7. Способ по пункту А1, в котором указанный этап прикрепления включает:
нанесение слоя адгезивного материала на сглаженную поверхность панели;
прижатие указанной другой стороны полимерной пленки к сглаженной поверхности панели с адгезивным материалом между ними и
отверждение адгезивного материала.
А8. Подвергнутая отделке панель, содержащая панель и отделочное покрытие, нанесенное на поверхность этой панели и содержащее:
огнестойкий заполняющий материал, расположенный на поверхности панели;
полимерную пленку, содержащую первый полимерный материал;
печатную краску, нанесенную на указанную одну сторону полимерной пленки, которая обращена в сторону от заполняющего материала,
слой адгезивного материала, расположенного между заполняющим материалом и второй стороной полимерной пленки; и
покрытие, расположенное на указанной первой стороне полимерной пленки и содержащее второй полимерный материал,
причем печатная краска формирует узор или изображение, видимые через указанное покрытие.
А9. Подвергнутая отделке панель по пункту А8, в которой первый полимерный материал содержит поливинилфторид, а второй полимерный материал содержит полиуретан.
А10. Подвергнутая отделке панель по пункту А8, в которой печатная краска содержит по меньшей мере один агент для придания огнестойкости.
А11. Подвергнутая отделке панель по пункту А8, в которой второй полимерный материал содержит по меньшей мере один агент для придания огнестойкости.
А12. Подвергнутая отделке панель по пункту А8, в которой указанная панель содержит композиционную слоистую панель с сотовым заполнением.
А13. Подвергнутая отделке панель по пункту А8, в которой указанная панель содержит композиционный слоистый материал.
А14. Подвергнутая отделке панель по пункту А8, в которой указанная панель является внутренней панелью подвижной платформы.
А15. Подвергнутая отделке панель по пункту А14, в которой подвижная платформа является воздушным летательным аппаратом.
А16. Внутренняя панель воздушного летательного аппарата, содержащая:
подложку, выполненную из композиционного материала;
огнестойкий заполняющий материал, расположенный на поверхности этой подложки;
полимерную пленку, содержащую первый полимерный материал;
печатную краску, нанесенную на первую сторону полимерной пленки для формирования узора или изображения; и
слой адгезивного материала, расположенного между заполняющим материалом и полимерной пленкой для склеивания полимерной пленки с подложкой.
А17. Внутренняя панель по пункту А16, в которой указанный адгезивный материал находится в контакте со второй стороной полимерной пленки, причем внутренняя панель дополнительно содержит покрытие, расположенное на первой стороне полимерной пленки и содержащее второй полимерный материал, при этом печатная краска видима через указанное покрытие.
А18. Внутренняя панель по пункту А17, в которой печатная краска содержит по меньшей мере один агент для придания огнестойкости.
А19. Внутренняя панель по пункту А17, в которой указанное покрытие содержит по меньшей мере один агент для придания огнестойкости.
А20. Внутренняя панель по пункту А16, в которой подложка является частью композиционной слоистой панели с сотовым заполнением.
А21. Внутренняя панель по пункту А16, в которой указанная панель содержит композиционный слоистый материал.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБЫ ПРОИЗВОДСТВА ДЕКОРАТИВНЫХ ЛАМИНИРОВАННЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ СТРУЙНОЙ ПЕЧАТИ | 2018 |
|
RU2753963C1 |
| ПЕЧАТАЕМОЕ ПОКРЫТИЕ НА ПОДЛОЖКЕ | 2019 |
|
RU2745643C1 |
| ПЕЧАТАНИЕ НА НЕТКАНЫХ ПОЛОТНАХ И ИХ ПРИМЕНЕНИЕ В КОМПОЗИТНЫХ МАТЕРИАЛАХ | 2010 |
|
RU2539158C2 |
| ПАНЕЛЬ, ВКЛЮЧАЮЩАЯ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ СЛОЙ, И СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ ПАНЕЛИ | 2011 |
|
RU2600644C2 |
| ЛИСТ ДЛЯ ПОКРЫТИЯ СТЕН СЕЙСМОСТОЙКИХ СООРУЖЕНИЙ, СПОСОБ ЕГО ОТБОРА И СПОСОБ СТРОИТЕЛЬСТВА С ЕГО ИСПОЛЬЗОВАНИЕМ | 2012 |
|
RU2599519C2 |
| КОНТЕЙНЕР ДЛЯ ИЗГОТОВЛЕНИЯ КАПСУЛЫ ДЛЯ НАПИТКА И КАПСУЛА НА ЕГО ОСНОВЕ | 2017 |
|
RU2740816C2 |
| СПОСОБ СОЗДАНИЯ ИЗОБРАЖЕНИЯ НА ИЗДЕЛИИ, УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ИЗДЕЛИЕ, ПОЛУЧАЕМОЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2379191C2 |
| Покрытие и способ получения покрытий | 2016 |
|
RU2673055C1 |
| ОБЕРТЫВАЮЩИЙ КОМПОНЕНТ ДЛЯ ИЗДЕЛИЙ ЛИЧНОЙ ГИГИЕНЫ, ИМЕЮЩИЙ СЕНСОРНУЮ МЕТКУ ДЛЯ ОТКРЫВАНИЯ | 2004 |
|
RU2359651C2 |
| СФОРМИРОВАННЫЙ ЛАМИНИРОВАНИЕМ С РАСПЛАВЛЕНИЕМ ДЕКОРАТИВНЫЙ МНОГОСЛОЙНЫЙ МАТЕРИАЛ | 2017 |
|
RU2684366C1 |
Изобретение относится к внутренним панелям воздушного летательного аппарата и касается изготовления таких панелей, имеющих огнестойкое декоративное отделочное покрытие. Для отделки панели наносят заполняющий материал, содержащий агент для придания огнестойкости, на поверхность панели для формирования заполненной поверхности панели. Затем сглаживают заполненную поверхность панели. После чего наносят печать узора или изображения на одну сторону полимерной пленки, содержащей первый полимерный материал, и связывают другую сторону полимерной пленки со сглаженной заполненной поверхностью панели. Затем покрывают полимерную пленку покрывающим материалом, содержащим второй полимерный материал. Достигается снижение трудоемкости изготовления, обеспечение качественной декоративной огнестойкой отделки внутренних панелей. 3 н. и 12 з.п. ф-лы, 3 ил.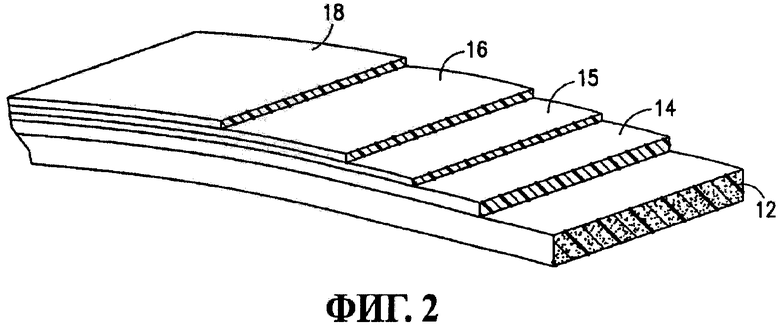
1. Способ отделки панели, включающий:
нанесение заполняющего материала, содержащего по меньшей мере один агент для придания огнестойкости, на поверхность панели для формирования заполненной поверхности панели,
сглаживание указанной заполненной поверхности панели,
печать узора или изображения на одной стороне полимерной пленки, содержащей первый полимерный материал,
связывание другой стороны полимерной пленки со сглаженной заполненной поверхностью панели и
покрытие указанной одной стороны полимерной пленки покрывающим материалом, содержащим второй полимерный материал.
2. Способ по п.1, в котором первый полимерный материал содержит поливинилфторид, а второй полимерный материал содержит полиуретан.
3. Способ по п.1, в котором печать включает нанесение печатной краски, содержащей по меньшей мере один агент для придания огнестойкости.
4. Способ по п.1, в котором второй полимерный материал содержит по меньшей мере один агент для придания огнестойкости.
5. Способ по п.1, в котором указанный этап связывания включает:
нанесение слоя адгезивного материала на сглаженную поверхность панели,
прижатие указанной другой стороны полимерной пленки к сглаженной поверхности панели с адгезивным материалом между ними и
отверждение адгезивного материала.
6. Подвергнутая отделке панель, содержащая панель и отделочное покрытие, нанесенное на поверхность этой панели и содержащее:
огнестойкий заполняющий материал, расположенный на поверхности панели,
полимерную пленку, содержащую первый полимерный материал,
печатную краску, нанесенную на первую сторону полимерной пленки, которая обращена от заполняющего материала,
слой адгезивного материала, расположенного между заполняющим материалом и второй стороной полимерной пленки, и
покрытие, расположенное на указанной первой стороне полимерной пленки и содержащее второй полимерный материал,
причем печатная краска формирует узор или изображение, видимый или видимое через указанное покрытие.
7. Подвергнутая отделке панель по п.6, в которой первый полимерный материал содержит поливинилфторид, а второй полимерный материал содержит полиуретан.
8. Подвергнутая отделке панель по п.6, в которой печатная краска содержит по меньшей мере один агент для придания огнестойкости.
9. Подвергнутая отделке панель по п.6, в которой второй полимерный материал содержит по меньшей мере один агент для придания огнестойкости.
10. Подвергнутая отделке панель по п.8, в которой указанная панель является внутренней панелью подвижной платформы.
11. Подвергнутая отделке панель по п.10, в которой подвижная платформа является воздушным летательным аппаратом.
12. Внутренняя панель воздушного летательного аппарата, содержащая:
подложку, выполненную из композиционного материала,
огнестойкий заполняющий материал, расположенный на поверхности этой подложки,
полимерную пленку, содержащую первый полимерный материал,
печатную краску, нанесенную на первую сторону полимерной пленки для формирования узора или изображения, и
слой адгезивного материала, расположенного между заполняющим материалом и полимерной пленкой для склеивания полимерной пленки с подложкой.
13. Внутренняя панель по п.12, в которой указанный адгезивный материал находится в контакте со второй стороной полимерной пленки, причем внутренняя панель дополнительно содержит покрытие, расположенное на первой стороне полимерной пленки и содержащее второй полимерный материал, при этом печатная краска видима через указанное покрытие.
14. Внутренняя панель по п.13, в которой печатная краска содержит по меньшей мере один агент для придания огнестойкости.
15. Внутренняя панель по п.13, в которой указанное покрытие содержит по меньшей мере один агент для придания огнестойкости.
| US 2006277807 A1, 14.12.2006 | |||
| US 2011277903 A1, 17.11.2011 | |||
| US 6294261 B1, 25.09.2001 | |||
| US 2008226846 A1, 18.09.2008 | |||
| US 4233195 A, 11.11.1980 | |||
| US 2012148824 A1, 14.06.2012 | |||
| ОГНЕСТОЙКИЙ СЛОИСТЫЙ ЗВУКОТЕПЛОИЗОЛИРУЮЩИЙ МАТЕРИАЛ | 2011 |
|
RU2465145C1 |

