Изобретение относится к области медицины, а именно к терапевтической стоматологии. Способ может быть использован в условиях стоматологической клиники для удаления отломка эндодотического инструмента из корневого канала в результате его обламывания от усталости металла при многократном использовании или заклинивания в корневом канале зуба.
Уровень техники
Известен способ удаления отломка эндодотического инструмента из корневого канала с использованием приспособления для захвата его свободного кончика [1] (Патент США №5879160 А, от 09.03.1999). В известном способе использован механический зажим, вводимый в канал через трубку и обеспечивающий захват отломка и его закрепление путем заклинивания. Затем зажим вместе с трубкой и закрепленным отломком удаляют из корневого канала зуба. Общим с заявляемым изобретением признаками являются: введение инструмента в корневой канал зуба до контакта с отломком и извлечение инструмента вместе с отломком файла.
Осуществление этого способа с использованием заклинивающего инструмента требует подготовки полости зуба и нежелательное расширение корневого канала для доступа к кончику отломка эндодотического инструмента. Для захвата отломка необходимо обхватить его заклинивающим устройством. Но из-за сложного доступа в узкий корневой канал (проходной диаметр 0,2-1,0 мм) эффективный контроль контакта и захвата отломка затруднен. Часто корневой канал имеет изогнутую форму, и передать на зажим достаточное механическое усилие для надежного захвата отломка заклинивающим устройством не всегда возможно. Поэтому не всегда достигается необходимая сила сцепления инструмента с отломком, застрявшим в корневом канале, и его не удается извлечь.
Известен также способ извлечения отломка эндодотического инструмента из корневого канала зуба [2] (Патент США №4746292, май 1988). Способ осуществляют с помощью адгезива, вводимого в канал через цилиндрическую трубку и обеспечивающего приклеивание отломка к трубке с последующим извлечением. Общими с заявляемым изобретением признаками являются - введение инструмента в корневой канал до контакта с отломком и извлечение инструмента вместе с захваченным отломком.
Отметим, что указанный инструмент требует нежелательное предварительное расширение корневого канала вплоть до застрявшего отломка. При этом необходимо, чтобы цилиндрическая трубка охватывала отломок. Однако самотвердеющий адгезив достигает нужной прочности медленно, и пациент вынужден достаточно длительно оставаться в лечебном кресле. При неконтролируемой форме отломка и не плотном его охвате цилиндрической трубкой возможно вытекание адгезива в корневой канал и приклеивание цилиндрической трубки к стенкам канала, что является недопустимым.
Также известен способ и устройство для извлечения отломка инструмента из корневого канала зуба [3] (Патент США №4337038 А, от 29.06.1982). В этом способе извлечение отломка инструмента из канала зуба осуществляют путем электролитического растворения металлического отломка. Для этого используют первый металлический электрод в виде цилиндрической трубки, вводимый в корневой канал зуба, оставляя небольшой зазор между трубкой и металлическим отломком. Также используют второй изолированный электрод в виде иглы, проходящей внутри цилиндрической трубки. Этот электрод выдвигают до достижения электрического контакта с металлическим отломком. В зазор между отломком и цилиндрической трубкой подают физиологически приемлемый электролит. При этом игольчатый электрод подключают к положительной клемме источника питания, а цилиндрическую трубку - к отрицательной клемме. И пропускают между указанными электродами электрический ток физиологически допустимого уровня до полного растворения отломка в результате электролиза.
Общими признаками с заявляемым изобретением являются следующие: введение в корневой канал двух изолированных друг от друга металлических электродов и создание электрического контакта между одним электродом и извлекаемым металлическим отломком. Затем через электроды пропускают электрический ток. При этом приходится пропускать значительный ток в течение значительного промежутка времени, чтобы растворить металлический отломок, что создает неудобства для пациента. Кроме того, растворенные катионы металла, из которого состоит отломок, и анионы электролита в силу своей высокой подвижности в растворе будут рассеиваться в результате диффузии во влажных окружающих тканях зуба, которые, как известно, имеют множество пор. Это оказывает нежелательные токсические воздействия.
Прототип
Наиболее близким по способу осуществления к предлагаемому изобретению является техническое решение, предложенное в источнике [4] (Патент РФ №2257868 МПК А61С 19/00 «Способ извлечения обломка инструмента из корневого канала зуба и экстрактор для его осуществления», выбранное за прототип.
Согласно прототипу способ включает введение в корневой канал двух изолированных друг от друга металлических электродов такой формы, которая обеспечивает электрический контакт обоих электродов с металлическим отломком. Через электрическую цепь, состоящую из первого электрода, металлического отломка и второго электрода, пропускают импульс электрического тока. Сила тока и его длительность должны быть достаточны для контактной микросварки отломка с введенными электродами, затем электроды извлекают из корневого канала вместе с приваренным отломком.
При этом обычно не требуется дополнительного расширения корневого канала, так как указанные изолированные электроды выполнены в виде сборки цилиндрической формы, диаметр торца которой близок к проходному диаметру корневого канала в области расположения отломка, что позволяет быстро ввести электроды в корневой канал до контакта «торец в торец» с отломком. Для достижения оптимального прикрепления отломка к электродам при минимальном тепловом воздействии на окружающие ткани зуба, силу тока выбирают в зависимости от сопротивления контакта между отломком и электродами и отключают ток в момент достижения определенного значения контактного сопротивления, свидетельствующего о прикреплении отломка к электродам.
Электроды. Указанные изолированные электроды выполнены в виде электродной сборки цилиндрической формы, поэтому каждый из указанных электродов имеет форму полуцилиндра, при этом они скреплены между собой своими плоскими поверхностями, между которыми по всей длине находиться диэлектрик. Торцы изолированных электродов свободны от диэлектрика и в разных вариантах могут иметь плоскую или вогнутую форму для контакта с отломком плоской или выпуклой формы, в том числе и с зазубринами произвольного вида. Цилиндрическая сборка изолированных электродов может иметь на конце конусообразное сужение, близкое к форме корневого канала. Электроды для снижения сопротивления электрическому току покрыты медью, серебром или золотом, а затем изолированы диэлектрическим материалом, в качестве которого использован тефлон.
Источник импульсного тока. Источник импульсного тока выполнен на основе конденсатора емкостью не менее 0,1 Фарад, заряжаемого до заданного напряжения 12 Вольт от источника питания, а затем при импульсном включении с помощью управляемого ключа, разряжается через электроды и отломок. При этом источник электрического тока реализован с возможностью индикации наличия контакта и величины электрического сопротивления между электродами и металлическим отломком и формирования импульса тока по команде. Источник электрического тока выполнен с возможностью поддержания стабильного напряжения или силы тока на участке цепи между указанными электродами и металлическим отломком для достижения оптимальной прочности контактной микросварки отломка к электродам и своевременного отключения после достижения оптимальной прочности.
В статье [5] (Александровский В.Л., Цыганов А.Б. Извлечение отломков стальных эндодонтических инструментов с помощью нового электронного прибора-экстрактора. // Клиническая эндодонтия, Т. 1, №1-2, 2007) представлены результаты исследований авторов разработки способа [4].
Исследования проведены на свежеудаленных молярах верхней и нижней челюсти, которые специально готовились: в каждом зубе было выбрано по одному свободно проходимому каналу, в корневой канал вводили отрезанные кончики К-файла, длиной 2.5-3 мм. Положение отломков проверяли с помощью рентгеноконтроля. Затем с помощью традиционной техники Crown Down машинными никель-титановыми и ручными инструментами с применением ирригации трехпроцентным NaOCl - проводили расширение каждого корневого канала и создание доступа к отломку инструмента. Затем проводили ирригацию 17-процентным раствором ЭДТА и этиловым спиртом.
После перечисленных подготовительных операций в корневой канал зуба вводили электроды до контакта с отломком и производили приваривание. Если экстрактор выходил вместе с приваренным отломком, попытка фиксировалась как успешная, если нет, то попытку повторяли.
Исследования, проведенные авторами разработки на 10 образцах, дали следующие результаты: для извлечения одного отломка приходилось проводить от 2 до 25 разрядов, в среднем 8 разрядов на одно успешное извлечение отломка; соответственно время удаления отломка колебалось от 1 до 90 мин, в среднем 24 мин.
Анализ недостатков прототипа
Генератор импульса сварочного тока.
Низкие результаты, полученные авторами разработки [4] (Патент РФ №2257868 С1 МПК7 А61С 19/00, от 13.02.2004) «Способ извлечения отломка инструмента из корневого канала зуба и экстрактор для его осуществления» объясняются принципиально неправильным выбором формы, длительности и способа формирования импульса сварочного тока. Известно, что процесс контактной сварки можно разделить на два этапа. Это разогрев контактируемой области металла за счет повышенного сопротивления в точках контакта и их сплавление при достижении температуры плавления или их термокомпрессионное соединение.
Использованный авторами способ формирования и управления импульсом сварочного тока непосредственно от разряда конденсатора для использования в стоматологии обладает рядом недостатков:
1. Напряжение заряженного конденсатора 12 Вольт через управляющее устройство в виде импульсов подается непосредственно на электроды в корневой канал зуба. Это опасно, так как может оказать раздражающее действие на нервные окончания, тем более при использовании широтно-импульсной модуляции для стабилизации тока или напряжения и для регулирования амплитуды и длительности электрического импульса. При выбранном способе регулирования, сварочный ток, общая длительность которого согласно описанию равна τ≈0,1 с, по существу будет разделен на ряд коротких импульсов, оказывающих раздражающее действие на живые ткани.
2. Известно, что при разряде заряженного конденсатора на активную нагрузку ток разряда мгновенно возрастает до максимального значения и далее спадает по экспоненциальному закону по мере разряда конденсатора. Постоянная времени разряда конденсатора определяется по формуле: τ=R⋅C,
где τ - постоянная времени RC-цепи;
R≈0,01 Ом - сопротивление цепи разряда электрод - отломок - электрод;
С=0,1 Фарады - емкость конденсатора.
В данном случае при указанных параметрах постоянная времени разряда будет составлять: τ≈0,001 с. При этом основная часть энергии конденсатора выделяется в самом начале разряда, так как в этот момент напряжение на заряженном конденсаторе максимально. Поэтому разряд имеет взрывной характер. Происходит моментальное расплавление и частичное испарение металла в электродной сборке. Это явление известно наладчикам электронной аппаратуры, когда при случайном замыкании электролитического конденсатора происходит взрывообразное расплавление и разбрызгивание его контактных электродов.
Также известно, что «При ударно-стыковой сварке с использованием энергии разряда конденсатора слой кипящего металла выбивается из плоскости контакта и только за счет ударного всплеска фононной энергии удается безупречно сварить самые кристаллически неродственные металлы» [6] (Кочергин К.А. Контактная сварка. - Л.: Машиностроение 1987. - 240 с.) см. с. 61.
Аналогичные процессы не исключены в предложенном авторами способе при использовании заряженного конденсатора непосредственно в качестве источника энергии электрического импульса. В этом случае в начальный момент подачи электрического импульса при взрывообразном расплавлении частички металла могут рассеяться, а при вступлении микроконтроллера в управление параметрами сварочного тока энергии, оставшейся в конденсаторе, будет уже недостаточно для проведения качественной контактной сварки.
3. Кроме того, в материалах патента авторы утверждают, что «источник электрического тока выполнен с возможностью поддержания стабильного напряжения или силы тока на участке цепи между электродами и отломком для достижения оптимальной прочности контактной микросварки».
Проведенная нами выше оценка постоянной времени разряда конденсатора без использования электронного управляющего устройства, будет составлять τ≈0,001 с. За это время напряжение на конденсаторе, согласно законам физики и электротехники, уменьшается в е раз, то есть 2,7 раз. По данным авторов в описании патента, импульс тока пропускают в течение весьма короткого контролируемого промежутка времени 0,1 с. В этом случае, согласно закона сохранения энергии, и учитывая, что при разряде напряжение на конденсаторе падает по экспоненциальному закону, амплитуда импульса тока будет меньше на несколько порядков. Следовательно, использование электронной стабилизации напряжения или тока неизбежно приведет к значительному снижению величины сварочного тока на электродах, что может быть причиной недостаточной прочности сварного соединения. Также, отсутствует логическая связь между оптимальной прочностью микросварки и поддержанием стабильного тока или напряжения и эта связь ни теоретически, ни экспериментально не установлена.
4. Кроме того, необоснованное увеличение времени сварки до 0,1 с, приводит к неизбежному оттоку тепла от места сварки и увеличению времени прогревания электродов и соответственно тканей зуба в корневом канале. Так как процесс распространения тепла в данном случае имеет диффузионный характер, то количество тепла, поступающее от точек сварки на нагрев тканей зуба, будет увеличиваться пропорционально длительности импульса. Перегрев электродов и тканей зуба видимо действительно имеет место, так как авторы принимают специальные меры для осушения полости зуба стоматологическими средствами, так как присутствие воды и его паров увеличивает теплопроводность среды.
Электродная сборка
5. Форма, размеры и конструкция электродов продиктованы формой и размерами корневого канала зуба, и формой полости зуба для доступа электродов к месту сварки. При этом авторы считают, что электроды следует выполнять из металла или сплава, аналогичного материалу отломка. Так как стоматологические инструменты для работы в корневых каналах зубов изготавливают из сталей, нержавеющей стали, из сплава Ni-Ti, то необходимо иметь в комплекте наборы электродов из соответствующих материалов.
Указанные материалы обладают высоким электрическим сопротивлением, что уменьшает амплитуду сварочного тока. Для снижения электрического сопротивления электродов авторы использовали электролитическое осаждение слоя металла с высокой электропроводностью (медь, серебро, золото). Но толщина осажденного слоя металла ограничена, так как диаметр рабочей части электродной сборки должен быть меньше 1 мм, до 0,2 мм. Однако электролитически осажденный металл имеет пористую структуру и, следовательно, меньшую удельную электропроводность, чем монолитные материалы. Толщина осажденного слоя меди или серебра может достигать лишь несколько микрон с удельной электропроводностью меньшей, чем у монолитных материалов. Поэтому данная конструкция электродной сборки не может обеспечить эффективное снижение электрического сопротивления элементов ее конструкции.
6. Рабочая часть электродной сборки, то есть торцы изолированных электродов свободные от диэлектрика в разных вариантах могут иметь плоскую или вогнутую форму для контакта с отломком плоской или выпуклой формы, в том числе и с зазубринами произвольного вида. Поэтому при использовании известных электродных сборок с плоской формой торцевой рабочей части, возможны различные варианты контактирования электродов с отломком. В случае контакта торца электродной сборки с торцом отломка плоской формы электрические и механические свойства двух последовательно соединенных контактов могут быть неидентичными. Это связано с тем, что торец отломка чаще всего имеет форму, лишь близкую к плоской.
В этом случае высокий край торца отломка коснется одного из электродов раньше, и будет прижат к нему плотно и электрический контакт будет обладать низким сопротивлением. Низкий край отломка коснется соседнего электрода позднее и будет прижат менее плотно, следовательно, будет обладать высоким электрическим сопротивлением. Во время подачи сварочного импульса тока на контакте электрода с большим переходным сопротивлением выделится большая часть энергии импульса, а на контакте другого электрода, плотно прижатого к отломку меньшая часть энергии импульса тока. Таким образом, в данной конструкции электродной сборки неизбежно происходит неодинаковое распределение энергии импульса тока между электродами. На электроде с большим сопротивлением возможно кипение металла и разбрызгивание электрода, а на электроде с малым сопротивлением энергии будет недостаточно для расплавления металла. В результате качество контактной сварки ухудшается на обоих электродах.
При использовании электродной сборки с вогнутой формой рабочей части для контакта с отломком плоской или выпуклой формы, в том числе и с зазубринами произвольного вида будут наблюдаться аналогичные процессы перераспределения энергии импульса тока между электродами. «Проведение качественной контактной сварки требует выполнения двух условий - это адекватная тепловая активация контакта и давление, обеспечивающее осадочную операцию, и вытеснение слоя химически и структурно разнородного металла». [6] (Кочергин К.А. Контактная сварка. - Л.: Машиностроение 1987. - 240 с. См. с.6). В известной конструкции электродной сборки, рассчитанной на использование контакта «торец в торец» с отломком, давление, обеспечивающее осадочную операцию, действует, главным образом, лишь на электрод, уже обладающий низким контактным сопротивлением.
Таким образом, возникает противоречие между последовательным электрическим соединением контактов в системе электрод - отломок - электрод и параллельным действием механических усилий между электродами и отломком. Анализ работы известной электродной сборки показывает, что увеличение давления электродной сборки на отломок во время сварки может снизить контактное сопротивление лишь того электрода, который уже был плотно прижат к отломку.
Неидентичное распределение механических сил между электродами с отломком приводит к неидентичному распределению энергии электрического импульса между электродами и отломком во время сварки. В результате, электрод, обеспеченный достаточным давлением и обладающий низким контактным сопротивлением, получит меньшую часть энергии импульса тока, будет приварен к отломку недостаточно прочно. На другом электроде, не обеспеченном достаточным механическим давлением, контакт с отломком будет обладать большим сопротивлением. Следовательно, на контакте этого электрода с отломком выделится большая часть энергии электрического импульса. Поэтому при отсутствии осадочного давления во время сварки этот электрод может оказаться не приваренным к отломку из-за разбрызгивания металла и его частичного испарения.
Проведенный анализ показывает, что недостатками способа, предложенного в известном источнике прототипе [4], являются:
Для генератора сварочного импульса тока:
1. Повышенное напряжение 12 Вольт, подаваемое с конденсатора в сочетании с широтно-импульсной модуляцией, используемой для регулирования параметров импульса, может оказывать раздражающее действие на ткани зуба.
2. Форма импульса сварочного тока (резкое возрастание энергии импульса) в начальный момент может приводить к разбрызгиванию электродов. На конечном этапе, энергии импульса тока может не хватить для получения прочной контактной сварки из-за разряда конденсатора.
3. Избыточная энергия заряженного конденсатора E=CU2/2=7,22 Дж, приводит к перегреву тканей зуба в корневом канале.
4. Длительность импульса сварочного тока τ≈0,1 с увеличивает время рассеивания тепловой энергии в корневом канале и приводит к перегреву тканей зуба.
Для электродной сборки:
5. Конструкция электродной сборки с использованием способа контактирования между сварочными электродами и кончиком отломка «торец в торец» не позволяет создать одинаковое механическое усилие между каждым электродом и отломком и, следовательно, равномерное распределение энергии импульса тока между электродами.
6. Отсутствие давления, обеспечивающего осадочную операцию между электродами и отломком в процессе контактной сварки.
Таким образом, известный способ [4] (Патент РФ №2257868 МПК А61С 19/00 «Способ извлечения обломка инструмента из корневого канала зуба и экстрактор для его осуществления»), выбранный за прототип имеет комплекс недостатков, приводящий к низким результатам при извлечении отломка инструмента из корневого канала зуба. Это непрочная сварка электродной сборки с отломком, и значительное преобладание числа неудачных сварок: на одну удачную сварку, семь неудачных.
Для изменения соотношения числа удачных сварок к количеству неудачных, авторы предлагают до введения электродов в корневой канал вносить физиологически совместимое вещество, уменьшающее силу зажатия отломка инструмента в корневом канале.
Кроме того, для этой же цели авторы предлагают до введения электродов в корневой канал, вводить в него до касания с отломком наконечник источника ультразвуковых колебаний для уменьшения силы зажатия отломка инструмента в корневом канале.
Однако попытки изменить соотношение числа удачных и неудачных сварок с помощью использования различных химических препаратов и ультразвука лишь усложняют процедуру извлечения отломка из корневого канала зуба.
Задача данного изобретения - исключить недостатки известного способа извлечения отломка инструмента из корневого канала зуба, проанализированные и перечисленные выше, а также недостатки, касающиеся устройства и работы генератора сварочного импульса тока и конструкции электродного устройства.
Сущность изобретения.
Разработанный способ удаления отломка эндодонтического инструмента из корневого канала зуба, как и в способе-прототипе [4] основан на введении двух металлических, изолированных друг от друга электродов в корневой канал зуба до контактирования с металлическим отломком и в соединении кончика отломка инструмента со сварочными электродами путем их сплавления импульсом тока и последующего его вытягивания из корневого канала зуба с помощью электродного устройства.
Для надежного соединения кончика отломка инструмента со сварочными электродами необходимо нагреть соединяемые детали, то есть свободный конец отломка и концы сварочных электродов до температуры плавления. Затем соединяемые детали в точках их сварки необходимо расплавить, на что требуются дополнительные затраты энергии (теплота плавления). Обычно используемые в стоматологии материалы для изготовления эндодонтических инструментов это различные стали и никель-титановые сплавы, температура плавления которых находится в интервале 1450-1670°С.
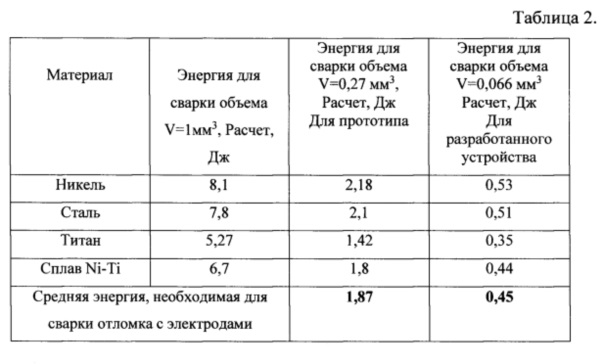
Проведенные расчеты с учетом теплоемкости используемых материалов и затрат энергии на теплоту плавления показывают, что на соединение кончика отломка инструмента с кончиками сварочных электродов методом контактной сварки суммарные затраты энергии могут колебаться в пределах: для способа-прототипа 1,87 Дж, для разработанного нами способа 0,45 Дж.
Теоретически рассчитанных затрат энергии с учетом теплоемкости и теплоты плавления, необходимой на соединение кончика отломка инструмента с кончиками сварочных электродов будет достаточно только в том случае, если будут максимально уменьшены потери тепла, обусловленные его оттоком на нагрев тканей зуба. Известно, что количество тепла, выделяемое в процессе сварки и теряемое нагретым объектом, зависит от многих факторов, из которых основными являются: теплопроводность окружающих материалов, их теплоемкость и время воздействия источника тепла.
Для предотвращения перегрева тканей зуба во время проведения сварки необходимо минимизировать затраты энергии на проведение сварки. Так как сплавление соединяемых деталей происходит при высоких температурах в корневом канале зуба, то количество теплоты, передаваемое тканям зуба за счет теплопроводности, увеличивается прямо пропорционально времени. В данном случае наиболее эффективные методы уменьшения перегрева тканей зуба - это уменьшение объема расплава и сокращение времени сварки.
Сокращение времени сварки с использованием моноимпульса тока с длительностью 9-10 мс. позволит за время прохождения импульса тока произвести нагрев соединяемых деталей до температуры плавления и расплавить металл в соединяемых точках. Сокращение времени сварки имеет первостепенное значение и для предохранения тканей зуба от перегрева.
Для осуществления предлагаемого способа удаления отломка эндодотического инструмента из корневого канала зуба и исключения недостатков, выявленных при анализе способа-прототипа, необходимо:
1. Выбрать оптимальные, технически обоснованные расчетами, параметры электрического импульса: длительность и форма нарастания амплитуды импульса, энергию импульса, допустимую величину напряжения и тока на сварочных электродах.
2. Разработать принцип генерирования импульса сварочного тока и принципиальную электрическую схему генератора для формирования импульса сварочного тока с необходимыми параметрами, для получения прочной сварки кончика отломка металлического инструмента с электродным устройством.
3. Разработать конструкцию электродного устройства, которая будет обеспечивать одинаковое механическое усилие между электродами и кончиком отломка, и соответственно равномерное распределение энергии импульса тока между каждым электродом и кончиком отломка инструмента.
Таким образом, сварочная установка для соединения кончика отломка инструмента в корневом канале зуба с рабочей частью электродного устройства должна обеспечивать следующие технические характеристики.
1. Энергия сварочного импульса тока должна быть минимальной и в то же время обеспечивать надежное соединение кончика отломка с электродным устройством. Энергия импульса тока должна регулироваться и составлять в соответствии с расчетами величину 0,4-0,5 Дж.
2. Длительность импульса тока должна составлять τ=9-10 мс. Причем для исключения разбрызгивания и испарения металла, величина тока в импульсе должна нарастать плавно от нуля до максимального заданного значения.
3. Размеры электродного устройства должны быть минимальными и обеспечивать надежное соединение с кончиком отломка инструмента при длине выступающей части отломка L=0,8-1,0 мм. Поперечный размер рабочей части электродных устройств должен составлять от 0,5 до 1,0 мм и обеспечивать возможность подбора электродного устройства в зависимости от диаметра корневого канала.
4. Параметры импульса сварочного тока и напряжения должны обеспечивать надежную сварку отломка с электродным устройством и удовлетворять правилам электробезопасности, предъявляемым к электромедицинским приборам и аппаратам.
5. В электрической схеме источника импульса сварочного тока исключить возможность случайной повторной подачи импульса тока после проведения сварки.
6. При подготовке к операции «сварка» обеспечить контроль наличия электрического контакта между электродами и кончиком отломка металлического инструмента.
Перечень фигур иллюстративного материала
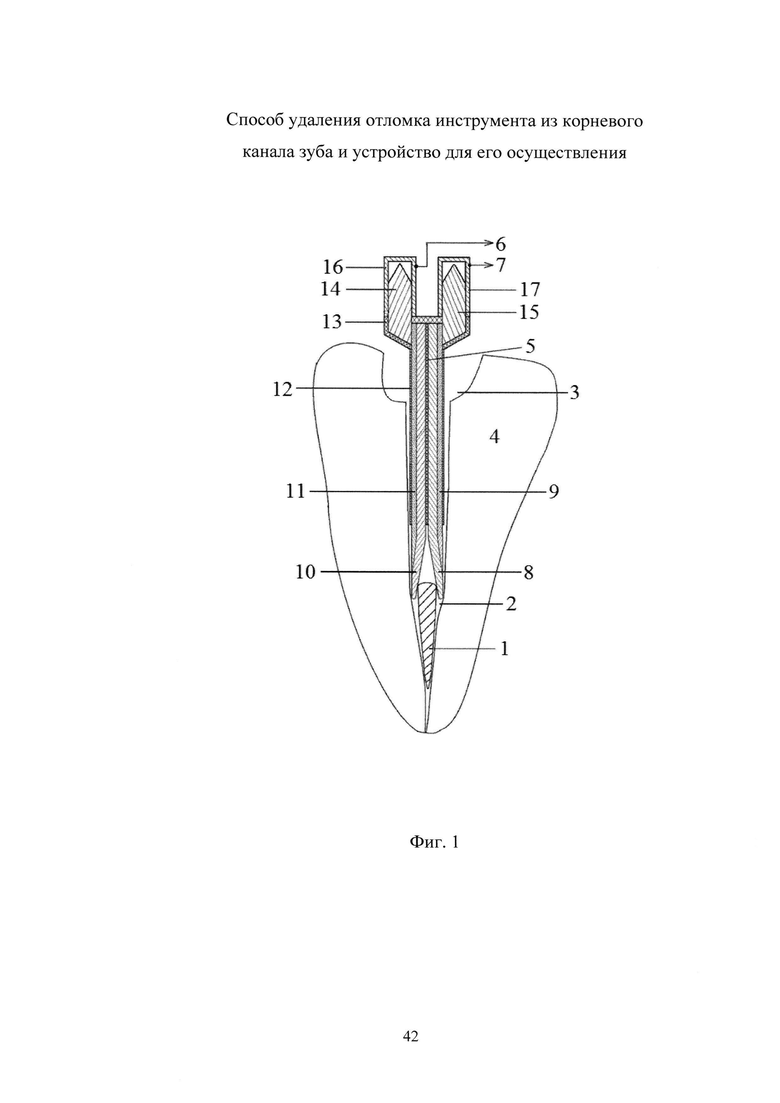
На Фиг. 1 представлена схема взаимного расположения отломка инструмента и электродного устройства в корневом канале зуба.
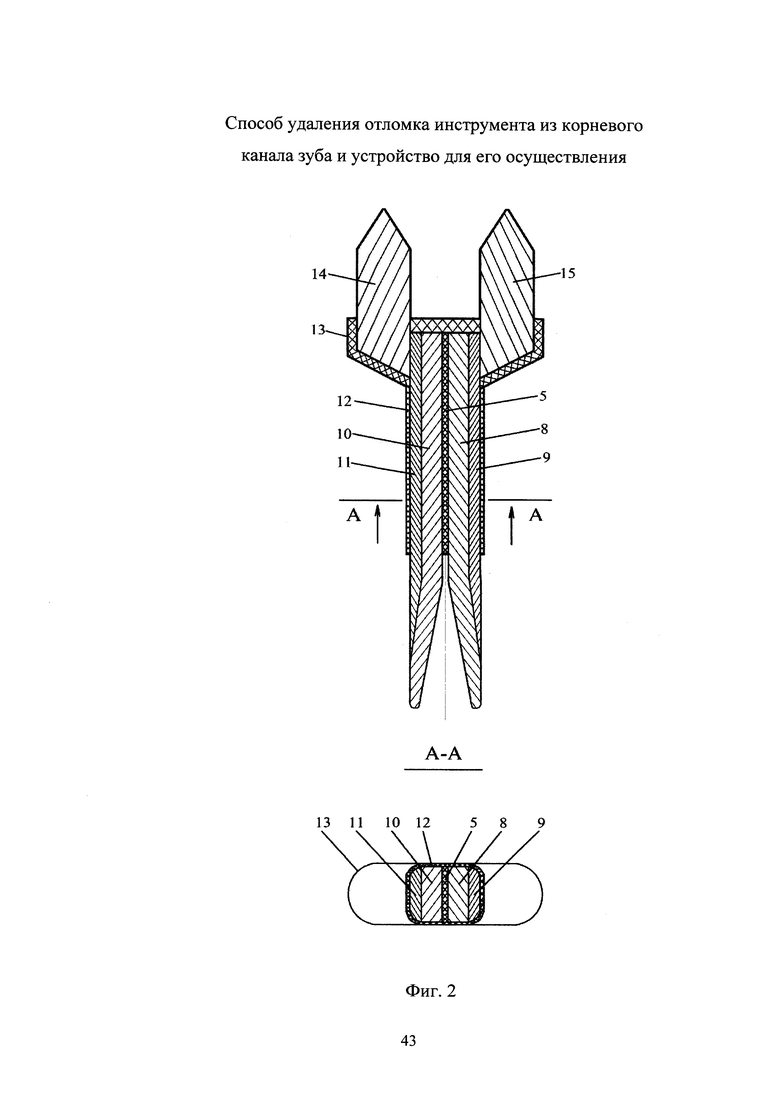
На Фиг. 2 представлен чертеж электродного устройства для удаления отломка инструмента из корневого канала зуба.
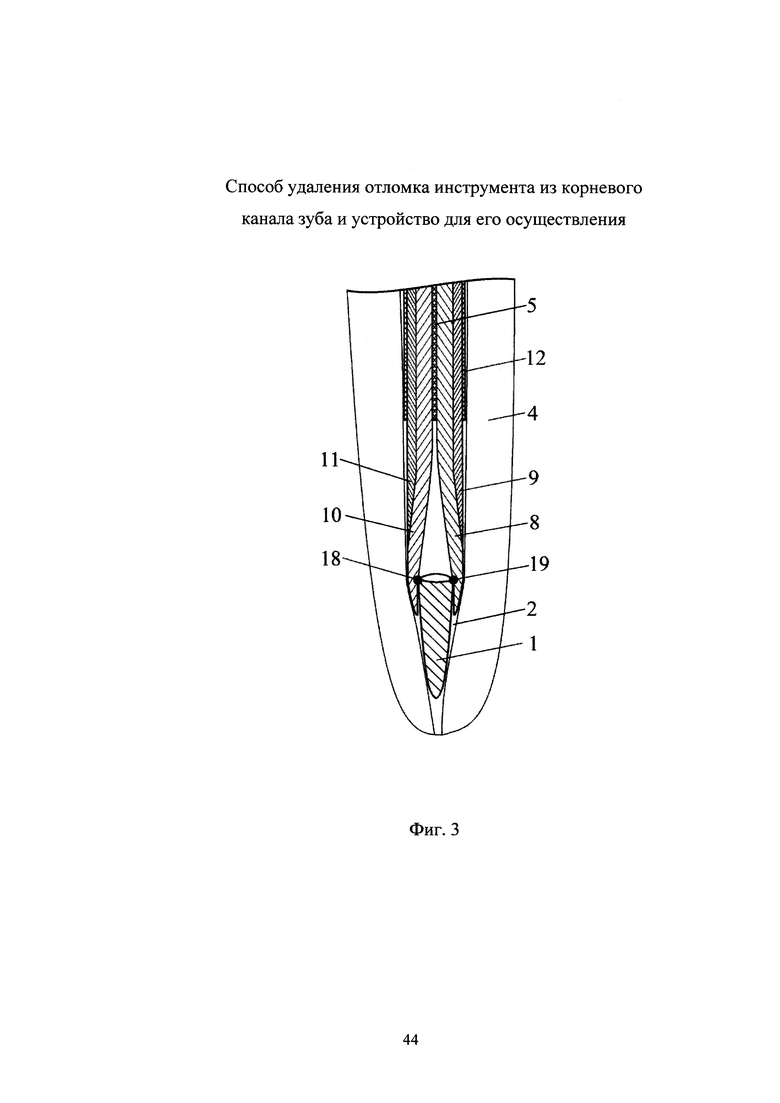
На Фиг. 3 представлена схема рабочей части электродного устройства в увеличенном масштабе, показано положение отломка инструмента и контактные точки с электродами в корневом канале зуба.
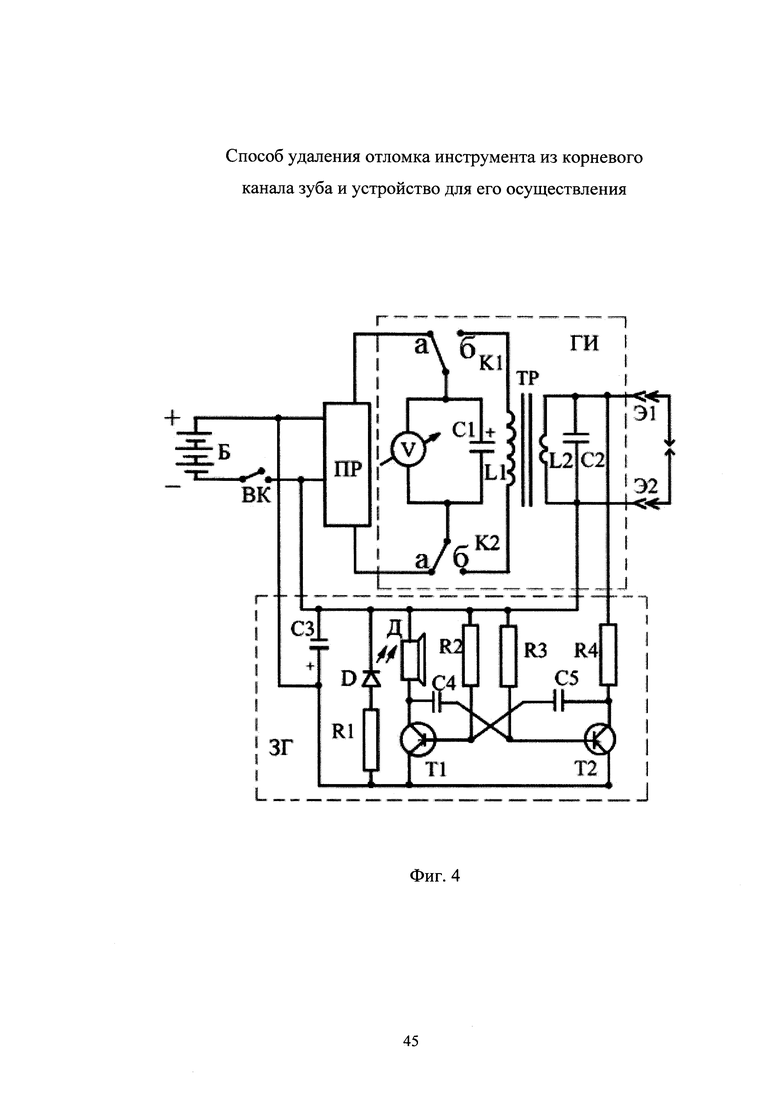
На Фиг. 4 представлена принципиальная электрическая схема генератора импульса тока для контактной сварки кончика отломка инструмента с электродным устройством.
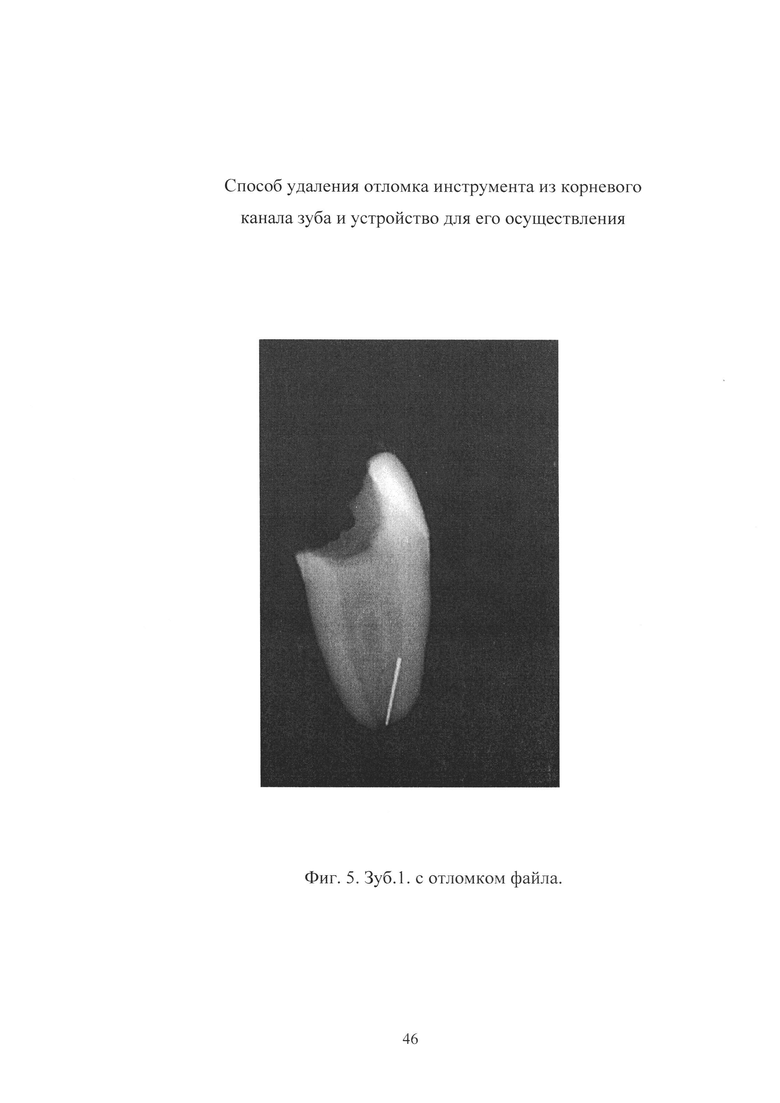
На Фиг. 5 представлен рентгеновский снимок зуба 1 с введенным отрезком файла в подготовленный корневой канал.
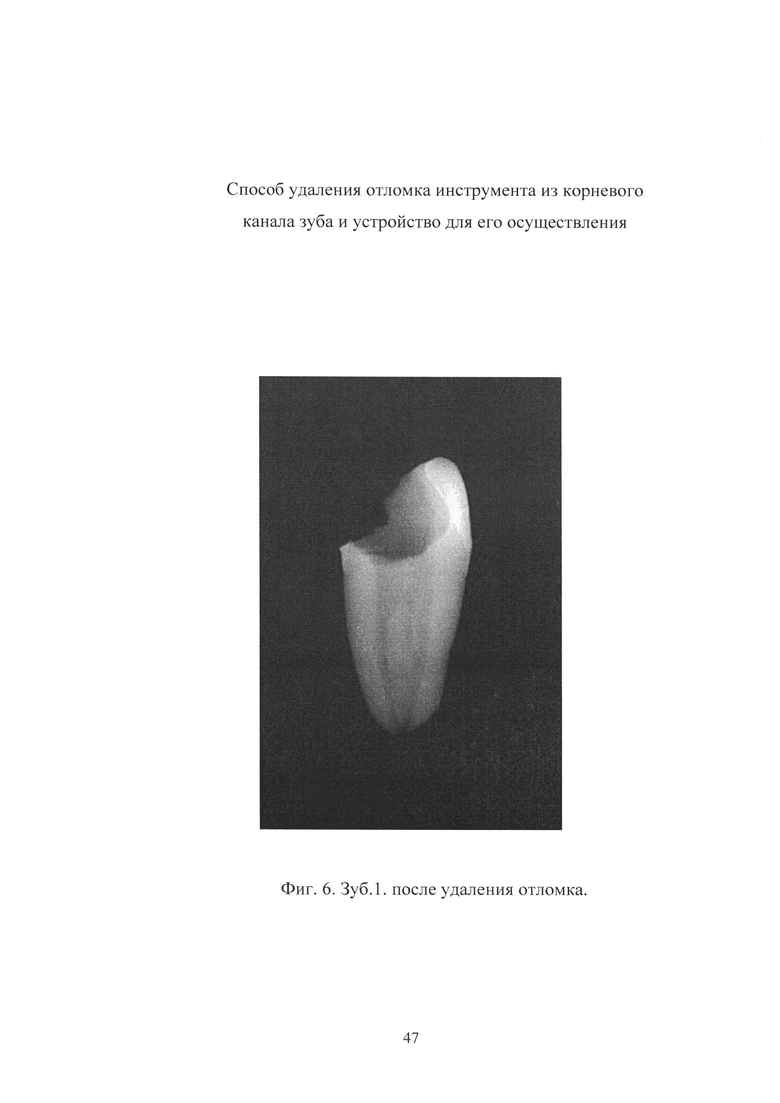
На Фиг. 6 представлен рентгеновский снимок зуба 1 с извлеченным отрезком файла из корневого канала.
На Фиг. 7 представлен рентгеновский снимок зуба 2 с введенным отрезком файла в подготовленный корневой канал.
На Фиг. 8 представлен рентгеновский снимок зуба 2 с извлеченным отрезком файла из корневого канала.
На Фиг. 9 представлен рентгеновский снимок зуба 3 с введенным отрезком файла в подготовленный корневой канал.
На Фиг. 10 представлен рентгеновский снимок зуба 3 с извлеченным отрезком файла из корневого канала.
Сведения, подтверждающие возможность осуществления изобретения.
Предлагаемый способ удаления отломка металлического инструмента из корневого канала зуба и устройство для его осуществления поясняется на фиг. 1, где показана схема взаимного расположения металлического отломка 1 и электродного устройства в корневом канале 2 зуба 4.
Способ заключается в том, что через вход 3 в корневой канал зуба 4 вводят рабочую часть электродного устройства, состоящего из двух электродов: правого электрода 8 и левого электрода 10, изолированных друг от друга тонким слоем диэлектрика 5. Каждый электрод выполнен из биметаллической пластины - никель-фосфористая бронза. Главным рабочим элементом электродов являются никелевые слои 8 и 10. Слои фосфористой бронзы 9 и 11 предназначены для снижения электрического сопротивления электрода и для увеличения его упругих свойств. Биметаллические электроды скреплены между собой компаундом через тонкий слой диэлектрика 5, при этом никелевые слои 8 и 10 повернуты друг к другу.
В концевой части электродного устройства на расстоянии 4-5 мм диэлектрик и компаунд отсутствуют, а электроды разогнуты таким образом, что угол между никелевыми слоями составляет ≈20°, образовавшаяся клинообразная щель является рабочим элементом. Внешние поверхности электродов для сохранения наружных размеров в нижней концевой части частично удалены шлифовкой. При введении электродного устройства в корневой канал 2 зуба 4 кончик металлического отломка инструмента 1, неизбежно попадает в широкую часть клинообразной щели в его рабочей части. Электродное устройство продвигают вдоль корневого канала до образования электрического соединения каждого электрода с отломком инструмента.
Момент образования электрического контакта обоих электродов с металлическим отломком инструмента 1 при введении электродного устройства врач определяет по изменению частоты звука мультивибратора ЗГ, который имеется в устройстве для формирования импульса сварочного тока (см. фиг 4). При наличии контакта металлического отломка 1 с обоими электродами на электродное устройство через подводящие проводники 6 и 7 врач подает электрический импульс от генератора сварочного тока (см. фиг. 4). При этом импульс электрического тока протекает по последовательной цепи, состоящей из левого электрода 10, металлического отломка 1 и правого электрода 8. Сила тока во всей последовательной цепи одинакова, поэтому тепловая энергия выделяется главным образом в точках повышенного сопротивления. В данном случае это точка контакта 18 никелевого слоя левого электрода 10 с отломком 1, и точка контакта 19 никелевого слоя правого электрода 8 с отломком 1. (см. фиг. 3). В результате в точках контакта 18 и 19 происходит контактная микросварка отломка металлического инструмента 1 с электродами. Затем электродное устройство извлекают из канала 2 зуба 4 вместе с приваренным отломком 1.
Таким образом, осуществление контактной микросварки металлического отломка с электродным устройством в разработанном способе существенно отличается от способа прототипа.
Во-первых, использован электрический импульс с плавным нарастанием сварочного импульса тока от нуля до максимального значения, это исключает мгновенное выделение энергии в начальный момент, приводящее к испарению и разбрызгиванию электродов.
Во-вторых, значительно сокращена (в 10 раз) длительность действия сварочного импульса тока: в прототипе τ=0,1 с, в разработанном устройстве τ=0,01 с. Это существенно (в 10 раз) сокращает время теплового воздействия энергии импульса тока на ткани зуба в корневом канале, то есть энергия импульса тока расходуется главным образом на сварку, поэтому энергия электрического импульса может быть уменьшена.
В-третьих, значительно уменьшена общая энергия сварочного импульса тока. В способе-прототипе для разогрева и расплавления кончиков двух электродов и кончика отломка (зона 8) по расчетам энергия сварочного импульса тока составляет 1,87 Дж, в разработанном нами способе сварка происходит в двух точках 18 и 19, в значительно меньшем объеме и поэтому достаточно энергии сварочного импульса 0,45 Дж.
В-четвертых, в разработанном способе процесс контактной сварки осуществляется электрической активацией, которая одновременно сопровождается и дополняется механической активацией, сил упругости биметаллических электродов, действующих между их боковыми поверхностями и отломком. Эти силы всегда равны между собой и направлены навстречу друг к другу, что обеспечивает равномерное распределение энергии сварочного импульса тока между электродами и соответственно прочность контактной сварки.
Устройство для удаления отломка инструмента из корневого канала зуба.
Рассмотрим особенности предлагаемого устройства для удаления металлического отломка инструмента из корневого канала зуба и его работу. Разработанное устройство для удаления металлического отломка инструмента из корневого канала зуба состоит из двух основных блоков.
1. Это электродное устройство, предназначенное для проведения контактной сварки в корневом канале зуба.
2. Генератор импульса сварочного тока.
Электродное устройство
На фиг. 2 представлен чертеж электродного устройства для контактной сварки и удаления отломка инструмента из корневого канала зуба.
В отличие от известной электродной сборки в разработанном электродном устройстве, каждый сварочный электрод (правый 8 и левый 10 на чертеже) изготовлены из биметаллической пластины - никель-фосфористая бронза - и обладают упругими свойствами. Левый биметаллический электрод состоит из слоя никеля 10 и слоя фосфористой бронзы 11. Аналогично правый биметаллический электрод состоит из никелевого слоя 8 и слоя фосфористой бронзы 9.
Основой каждого биметаллического электрода являются никелевые слои 8 и 10. Слои фосфористой бронзы 9 и 11 в каждом электроде являются вспомогательными и позволяют снизить электрическое сопротивление электродов и усилить их упругие свойства. Оба биметаллических электрода скреплены между собой компаундом через тонкую диэлектрическую прокладку 5, таким образом, что никелевые поверхности повернуты друг к другу. Кроме того, углы полученного электродного устройства для уменьшения поперечных размеров скруглены и для увеличения прочности соединения, армированы по поверхности капроновым волокном 12 с пропиткой компаундом (как показано на фиг. 2 в разрезе). В поперечном сечении рабочая часть электродного устройства имеет прямоугольную форму размерами 0,7×0,6 мм, со скругленными углами.
Верхняя часть биметаллических электродов расширена и завершается контактными штырьками 14 и 15 для подключения к источнику сварочного тока. Поверхность контактных штырьков посеребрена. Верхняя часть электродного устройства армирована тонкой капроновой нитью с пропиткой компаундом 13 и может служить ручкой для манипулирования электродным устройством.
Одним из основных, принципиальных отличий разработанного электродного устройства от известной электродной сборки является конструкция рабочей части электродов, где происходит процесс их сварки с металлическим отломком. В разработанной конструкции электродного устройства контакт электродов с металлическим отломком происходит не с торцевой поверхностью электродов, как в известной электродной сборке, а с внутренними боковыми поверхностями, то есть с никелевой стороной биметаллических электродов.
Как показано на фиг. 3 в увеличенном масштабе, нижняя часть биметаллических электродов является рабочей. На расстоянии ≈ 3-4 мм до конца электродов изолирующая прокладка между электродами отсутствует, и с внешней поверхности электроды не армированы капроновым волокном. При изготовлении электродного устройства концы биметаллических пластин разгибают таким образом, что между никелевыми слоями угол составляет ≈20°. В результате, между биметаллическими электродами образуется клинообразная щель, а внешняя поверхность электродов соответственно будет расширена. Для сохранения постоянного сечения вдоль внешней поверхности электродного устройства в нижней, рабочей части, выступающие участки слоя фосфористой бронзы и частично никелевого слоя за прямую линию удалены.
На фиг. 3 показан отломок 1, который попал в зазор между никелевыми слоями электродов 8 и 10 и контактирующие точки 18 и 19, в которых происходит сплавление никелевого слоя с металлическим отломком. Так как никель и фосфористая бронза при соответствующей обработке обладают упругими свойствами, то и рабочая часть электродов длиной 3-4 мм, не склеенные между собой и свободные от диэлектрических и иных покрытий, также сохраняют упругие свойства.
Электродное устройство работает следующим образом (см. Фиг. 1 и 3). При введении электродного устройства разработанной конструкции в корневой канал 2 зуба 4, отломок 1, застрявший в канале 2 подготовленном соответствующим образом, попадает в широкую часть клинообразной щели между электродами. При продвижении электродного устройства, создается плотный контакт между отломком 1 и никелевыми слоями 8 и 10 биметаллических электродов. При этом электроды имеют возможность немного раздвинуться за счет своих упругих свойств.
При подаче сварочного импульса тока, в предложенной конструкции электродного устройства сила тока через оба контакта, как в последовательной цепи будет одинаковой. Кроме того, вектора механических сил, сжимающие конец отломка с двух противоположных сторон, возникающие за счет упругих свойств электродов, также будут равны и направлены навстречу друг другу, и действовать в точках контакта 18 и 19 отломка 1 с никелевыми слоями электродов. Следовательно, электрическая, тепловая активация микроконтактной сварки осуществляемая путем пропускания импульса сварочного тока будет дополнена в необходимый момент механической активацией микроконтактов в точках касания электродов с металлическим отломком за счет упругих свойств электродов в электродном устройстве.
Следовательно, и переходные сопротивления в точках контакта электродов с отломком также будут равны и в момент воздействия импульса тока изменения их переходных сопротивлений в точках сварки 18 и 19 будут происходить одинаковым образом. Итак, разработанная конструкция электродного устройства обеспечивает равенство тепловой энергии, которая выделяется в точках контакта обоих электродов с отломком инструмента.
Таким образом, отличительными признаками в разработанной конструкции электродного устройства являются:
1. В качестве материала для изготовления электродов использована биметаллическая пластина - никель-фосфористая бронза. Никель обладает родственной структурой с используемыми в стоматологии материалами и позволяет получить прочное соединение при контактной сварке. Фосфористая бронза позволяет снизить электрическое сопротивление электрода и обладает упругими свойствами.
2. В известной электродной сборке в устройстве-прототипе контактирование электродов с отломком осуществляется торцевыми поверхностями. Этот способ обладает целым рядом недостатков, которые были рассмотрены выше. В разработанной конструкции электродного устройства предложено контактирование электродов с отломком производить с боковыми никелевыми поверхностями биметаллических электродов. Такая конструкция позволяет выполнить одно из главных условий получения качественной контактной сварки - создает давление на электроды, обеспечивающее осадочную операцию, и вытеснение слоя химически и структурно разнородного металла и их окислы.
3. Проведенные испытания показали, что одновременное воздействие тепловой и механической активации в процессе контактной сварки позволяет получить исключительно прочное сварное соединение отломка инструмента с электродным устройством.
Генератор импульса сварочного тока
Для формирования импульса сварочного тока с необходимыми параметрами с энергией 0,4-0,5 Дж, длительностью импульса 9-10 мс, обоснованные в пп. 1 и 2, разработан генератор импульса сварочного тока (см. Фиг. 4).
В отличие от известного [4] [Патент РФ №2257868 МПК А61С 19/00] «Способа извлечения обломка инструмента из корневого канала зуба и экстрактор для его осуществления» при разработке предлагаемого генератора импульса сварочного тока, авторы отказались от использования транзисторных или тиристорных схем формирования и управления импульсом сварочного тока в процессе сварки. Разработанный генератор простыми средствами позволяет сформировать импульс сварочного тока с плавным законом нарастания, а также точно дозировать длительность импульса и величину его энергии.
Для формирования импульса сварочного тока использован колебательный контур (см. Фиг. 4), состоящий из индуктивности L1 и емкости С1, в котором могут возникать затухающие колебания.
Необходимо пояснить, что при подключении заряженного конденсатора С1 к первичной обмотке L1 (индуктивность) импульсного трансформатора Тр схема представляет собой классический колебательный контур. В случае отсутствия нагрузки во вторичной обмотке L2, в колебательном контуре возникают затухающие колебания (звенящий контур). Если вторичная обмотка импульсного трансформатора имеет нагрузку с очень малым сопротивлением (электроды с отломком R≈0,01 Ом), то колебательный процесс будет завершен неполным первым полупериодом.
Устройство для генерирования импульса сварочного тока состоит из следующих элементов: (см. фиг. 4):
Б. - Автономный источник питания - аккумулятор;
Вк. - Тумблер включения питания;
Пр. - Транзисторный преобразователь напряжения низковольтного источника (аккумулятор) в регулируемое постоянное напряжение, собран по стандартной схеме и предназначен для зарядки электролитического конденсатора С1=100 мкф. Транзисторный преобразователь напряжения позволяет изменять выходное напряжение в пределах 200-300 Вольт. Это необходимо для регулирования энергии сварочного импульса тока. Выход транзисторного преобразователя Пр подключен к контактам «а-а» двухпозиционного переключателя К1-К2.
Ги. - Генератор импульса сварочного тока включает в себя конденсатор С1, вольтметр V для контроля напряжения на конденсаторе С1, двухпозиционный переключатель К1-К2, импульсный трансформатор Тр, первичная обмотка L1 которого подключена к контактам «б-б» двухпозиционного переключателя К1-К2, а к вторичной обмотке L2 подключены конденсатор С2, разъемы сварочных электродов Э1, Э2 и коллекторная цепь транзистора Т2. При переводе переключателя К1-К2 из положения «а-а» в положение «б-б» схема представляет собой классический затухающий LC колебательный контур.
ЗГ. - Блок звуковой сигнализации представляет собой мультивибратор, собранный по стандартной схеме и включает: конденсатор фильтра С3, транзисторы Т1 и Т2, резисторы R2, R3 и разделительные конденсаторы С4 и С5 определяют частоту генерирования мультивибратора. Динамик Д - источник звука, включен в коллекторную цепь транзистора Т1. Коллекторная цепь транзистора Т2, включена последовательно через резистор R4 со вторичной обмоткой L2 импульсного трансформатора Тр. Это необходимо для изменения частоты мультивибратора. (Сигнализация о наличии контакта электродного устройства с отломком инструмента). При возникновении контакта между электродами и отломком изменяется частота генерирования мультивибратора.
D - Светодиод - индикатор о включенном состоянии устройства для генерирования импульса сварочного тока, резистор R1 - гасящее сопротивление.
Генератор импульса сварочного тока работает следующим образом.
При включении тумблера Вк, напряжение источника питания Б поступает на блок звуковой сигнализации ЗГ (мультивибратор), и на транзисторный преобразователь Пр, где низковольтное напряжение аккумулятора повышается. Свечение светодиода D и звуковой сигнал мультивибратора ЗГ свидетельствуют о включенном состоянии прибора. Выходное напряжение транзисторного преобразователя Пр через переключатель К1-К2 при положении контактов в состоянии «а-а» поступает на зарядку электролитического конденсатора С1, при этом вольтметр V указывает величину напряжения на конденсаторе.
Механизм генерирования сварочного импульса тока. Энергия сварочного импульса в разработанном устройстве это по существу энергия, которую получаем со вторичной обмотки L2 импульсного трансформатора Тр. В подготовительном режиме конденсатор С1 подключен к источнику постоянного тока Пр, то есть находится в режиме зарядки и ожидания. После окончания подготовительных операций и введения электродного устройства в канал зуба и создания контакта между электродным устройством и отломком, врач стоматолог подает сварочный импульс тока. Для этого достаточно переключатель К1-К2 перевести из положения «а-а» в положение «б-б».
При этом заряженный конденсатор С1 начнет разряжаться через первичную обмотку L1 импульсного трансформатора Тр, а в сердечнике трансформатора под действием тока первичной обмотки будет разворачиваться магнитное поле. Развертывающееся магнитное поле противодействует быстрому возрастанию тока в обмотке L1 импульсного трансформатора Тр. То есть амплитуда тока в первичной обмотке L1 импульсного трансформатора Тр будет возрастать плавно от нуля до максимума по синусоидальному закону. По существу, первичная обмотка L1 импульсного трансформатора Тр, при подключении к конденсатору С1, представляет собой типичный колебательный контур, в котором возникают затухающие синусоидальные колебания.
Наличие вторичной обмотки L2 с очень малым сопротивлением нагрузки (R≈0,01) приводит к быстрому затуханию свободных колебаний. В результате колебательный процесс будет ограничен одним полупериодом. Во вторичной обмотке L2, изменяющееся магнитное поле сердечника индуктирует импульс напряжения V=0,8-1,0 В, под действием которого образуется сварочный импульс тока. Таким образом, в данной схеме источником энергии для получения сварочного импульса, по существу, является энергия сворачивающегося магнитного поля сердечника импульсного трансформатора.
Отметим, что в разработанной схеме между вторичной выходной обмоткой L2, которая имеет несколько витков, провода сечением 1.5 мм2 и сварочным электродным устройством исключены различные регулирующие и контролирующие устройства, которые могли бы ограничивать или изменять силу сварочного тока. Поэтому сварочный ток определяется, главным образом, контактными сопротивлениями в системе электрод-отломок-электрод. Проведенные измерения переходных сопротивлений дали величину R≈0,01 Ом.
Одна из главных задач при разработке данного способа это минимизация энергии сварочного импульса для предохранения тканей зуба от перегрева. В то же время этой энергии должно быть достаточно для нагрева свариваемых деталей до температуры плавления и на их расплавление в точках контакта.
Первоначально источником этой энергии является накопительный заряженный конденсатор С1. Расчеты энергии заряженного конденсатора, проведенные по формуле:  : при минимальных U=200 В и максимальных U=300 В значениях напряжения на емкости дали следующие величины: минимальная энергия 2 Дж; максимальная энергия 4,5 Дж.
: при минимальных U=200 В и максимальных U=300 В значениях напряжения на емкости дали следующие величины: минимальная энергия 2 Дж; максимальная энергия 4,5 Дж.
Следовательно, энергию заряженного конденсатора С1 можно плавно регулировать от 2 Дж до 4,5 Дж, изменяя напряжение на конденсаторе от 200 до 300 В. Отметим, что полученные величины энергии отражают лишь энергию заряженного конденсатора на начальном этапе и показывают возможность регулирования этой энергии в широких пределах. При подключении конденсатора С1 к индуктивности (к обмотке L1 импульсного трансформатора) происходит затухающий колебательный процесс. В данном случае источником энергии сварочного импульса является энергия, получаемая со вторичной обмотки L2. импульсного трансформатора.
Энергия сварочного импульса тока, получаемая на выходе импульсного трансформатора, используемая непосредственно для сварки, значительно меньше энергии заряженного конденсатора С1, что обусловлено потерями в импульсном трансформаторе ТР. Реальная величина энергии сварочного импульса тока и длительность импульса определены экспериментально и составляют величину: Е=0,4-05 Дж, τ=0,009-0,01 с.
Для проведения операции «сварка» достаточно переключатель К1-К2 из положения «а-а», перевести в положение «б-б». Заряженный конденсатор С1 отключается от транзисторного преобразователя и подключается к первичной обмотке L1 импульсного трансформатора Тр. При этом заряженный конденсатор С1 начинает разряжаться через первичную обмотку L1 импульсного трансформатора Тр. По существу, начинается классический процесс синусоидальных затухающих колебаний в LC контуре.
Ток в первичной обмотке L1 импульсного трансформатора Тр. плавно возрастает и соответственно возрастает энергия магнитного поля в сердечнике трансформатора. В результате во вторичной, понижающей обмотке L2, импульсного трансформатора Тр, имеющей несколько витков провода сечением S=1,5 мм2 индуктируется импульс напряжения, достигающий в амплитуде V=0,8-1 В. На нагрузке с сопротивлением 0,01 Ом, сварочный ток достигает величины 80-100А в импульсе и длительностью τ=0,009-0,01 с.
Таким образом, возрастание импульса тока будет идти плавно по синусоиде от нуля и до достижения амплитудного значения, затем наблюдается резкий спад, так как энергия магнитного поля импульсного трансформатора в этот момент будет исчерпана.
Но до операции «сварка» необходимо провести ряд подготовительных действий. При положении переключателя К1-К2 в состоянии а-а, врачу стоматологу необходимо ввести электродное устройство в подготовленный корневой канал зуба и привести его рабочую часть в соприкосновение с выступающим кончиком отломка инструмента. Для облегчения попадания кончика отломка в зазор между двумя сварочными электродами, кончики электродов предварительно были подготовлены, то есть разогнуты и заточены таким образом, что образуют острый угол ≈20°. Так как операция введения электродного устройства в корневой канал 2 зуба 4 проводится практически без визуального контроля, то наличие замкнутой цепи на нагрузке вторичной обмотки L2 импульсного трансформатора Тр, состоящей из последовательно включенных электродов с кончиком отломка определяют по срабатыванию звуковой сигнализации (изменение тона звукового сигнала мультивибратора).
При замкнутых электродах колебательный контур, состоящий из вторичной обмотки L2 импульсного трансформатора Тр и конденсатора С2 будет закорочен. Это приведет к снижению сопротивления в коллекторной цепи транзистора Т2, и, следовательно, к увеличению частоты генерирования мультивибратора ЗГ.
Для генерирования импульса сварочного тока необходимо переключатель К1-К2 из положения «а-а» перевести в положение «б-б». Под действием разрядного тока конденсатора С1 через первичную обмотку L1 импульсного трансформатора, во вторичной обмотке L2 индуктируется импульс напряжения амплитудой V≈0,9-1 В, под действием которого возникает импульс сварочного тока заданной формы и длительности.
Результаты лабораторных испытаний и примеры осуществления способа.
1. Измерение длительности и энергии сварочного импульса тока.
Рассчитаем длительность импульса как длительность одного полупериода, используя формулу Томсона. Длительность периода,  ; где L - индуктивность, L=0,1 Гн; С - емкость конденсатора, С=100 мкФ. Тогда длительность периода равна:
; где L - индуктивность, L=0,1 Гн; С - емкость конденсатора, С=100 мкФ. Тогда длительность периода равна:  сек. Длительность импульса (один полупериод), Т=0,01 с. Теоретически рассчитанная величина длительности сварочного импульса Т=0,01 с получена без учета затухания. С учетом затухания длительность сварочного импульса незначительно сократиться.
сек. Длительность импульса (один полупериод), Т=0,01 с. Теоретически рассчитанная величина длительности сварочного импульса Т=0,01 с получена без учета затухания. С учетом затухания длительность сварочного импульса незначительно сократиться.
Проведены измерения реальной длительности и энергии сварочного импульса тока. К выходу генератора импульса сварочного тока с помощью гибкого монтажного провода сечением 1,5 мм2 и длиной 0,6 м подключен резистор с сопротивлением R=0,01 Ом. Этот резистор моделирует сопротивление электродного устройства с закрепленным между электродами отломком инструмента. Параллельно резистору подключен вход осциллографа для измерения амплитуды напряжения и длительности импульса. При подаче сварочного импульса тока со вторичной обмотки L2 импульсного трансформатора Tp1 на резистор длительность импульса составила τ=9 мс. Форма импульса представляет собой синусоиду (положительный полупериод переменного тока) с резким спадом заднего фронта. Амплитуда импульса напряжения на осциллограмме составила U=0,98 B. Следовательно, амплитуда тока в импульсе равна:  ;
;
Так как форма импульса практически представляет собой часть синусоиды можно оценить действующее значение тока и напряжения за полупериод. Ток:  ; Напряжение:
; Напряжение:  .
.
По измеренным величинам напряжения и тока рассчитаем энергию электрического импульса W. W=U⋅I⋅t=0,68⋅68⋅0,009=0,434 Дж.
Проведенные измерения реальной энергии сварочного импульса полностью соответствуют ранее рассчитанной, необходимой тепловой энергии для проведения качественной контактной сварки и по существу не оказывает теплового воздействия на окружающие ткани зуба.
2. Наблюдение процесса сварки
Проведено визуальное наблюдение процесса сварки в эксперименте в лабораторных условиях и оценка степени нагрева окружающих тканей в момент сварки.
Электродное устройство с закрепленным между электродами отломком расположено на лабораторном столе. В момент подачи сварочного импульса тока, проводники, соединяющие электродное устройство с генератором импульса и свободно лежащие на столе, вздрагивают и изменяют свое положение. Результат опыта: При осмотре электродного устройства, отломок был прочно сварен с рабочим концом электродного устройства.
Электродное устройство с закрепленным между электродами отломком расположено на лабораторном столе таким образом, чтобы можно было наблюдать его рабочую часть - область контакта электродов с отломком. В момент подачи сварочного импульса тока в области контакта электродов с отломком наблюдается вспышка светящейся точки светло желтого цвета.
Результат опыта: При осмотре электродного устройства, отломок был прочно сварен с рабочим концом электродного устройства.
3. Определение теплового воздействия на ткани в момент проведения сварки.
Испытатель мужчина. Рабочая часть электродного устройства с закрепленным между электродами отломком зажимается между подушечками указательного и большого пальца. В момент подачи сварочного импульса тока в области контакта электродов с отломком подушечки пальцев чувствуют вздрагивание электродов (механическая активация процесса контактной сварки) и нет никаких тепловых ощущений.
Результат опыта: Отломок прочно сварен с рабочим концом электродного устройства.
Испытатель женщина. Рабочая часть электродного устройства с закрепленным между электродами отломком зажимается между подушечками указательного и большого пальца. В момент подачи сварочного импульса тока в области контакта электродов с отломком подушечки пальцев чувствуют вздрагивание электродов и нет никаких тепловых ощущений.
Результат опыта: При осмотре электродного устройства с приваренным отломком наблюдается качественное сварное соединение.
Отсутствие тепловых ощущений при плотном контакте пальцев рук непосредственно с электродами объясняется значительным уменьшением энергии сварочного импульса (в способе-прототипе 1,87 Дж, в разработанном способе 0,45 Дж), то есть энергия теплового импульса уменьшена в 4 раза. Кроме того, сокращена длительность сварочного импульса (в способе-прототипе 0,1 с, в разработанном способе 0,01 с). В данном случае механизм распространения тепла имеет диффузионный характер и количество тепла, передаваемое в окружающую среду, зависит от времени воздействия источника тепла. Следовательно, уменьшены бесполезные затраты энергии импульса на нагрев окружающих тканей.
В способе прототипе существует проблема перегрева окружающих тканей (энергия импульса больше в 4 раза и его длительность больше в 10 раз, то есть общий расход энергии больше в 40 раз). Значительная часть энергии сварочного импульса тока в способе прототипе расходуется на нагрев окружающих тканей.
1. Пробные эксперименты по извлечению отломка инструмента из удаленных зубов.
Пробные эксперименты проведены на удаленных зубах верхней и нижней челюсти. В каждом зубе было выбрано по одному свободно проходимому каналу для введения отломка. Каждый отломок готовили из К-файла размером 25 по ISO путем отрезания кончика длиной ≈3 мм. Отломки вводили в корневой канал и продвигали вдоль канала в апикальную часть. Положение отломка проверяли с помощью рентгенконтроля. На Фиг. 5, 7 и 9 представлены рентгеновские снимки зубов с введенными отломками файлов в подготовленный корневой канал.
Следующий этап эксперимента - это извлечение отломка инструмента из корневого канала зуба с помощью разработанного способа и устройства для его осуществления. Для этого тумблером ВК включаем генератор импульсов сварочного тока (см. Фиг. 4), и переключатель К1-К2 переводим в положение «а-а» для зарядки накопительного конденсатора С1 до выбранного нами напряжения 230 вольт. Вольтметр V измеряет величину напряжения на конденсаторе С1. После достижения заданного напряжения, в корневой канал зуба вводят электродное устройство (см. Фиг. 1), подключенное к выходу генератора импульса сварочного тока.
Введение электродного устройства в корневой канал зуба до касания с отломком - это одна из сложных манипуляций и проводится практически без визуального контроля. При выполнении этой операции врач руководствуется рентгеновским снимком зуба с отломком и звуковым сигналом о наличии электрического контакта обоих электродов с отломком.
Отметим, что особенностью разработанного электродного устройства является его рабочий конец, в котором оба электрода раздвинуты и образуют клинообразную щель (см. Фиг. 2 и 3). Поэтому при продвижении электродного устройства вдоль корневого канала зуба, отломок с высокой вероятностью попадает в щель между электродами. Разработанная конструкция электродного устройства при его продвижении по корневому каналу обеспечивает электрический контакт с отломком боковыми поверхностями электродов, где также присутствуют силы трения. Поэтому значительного влияния на качество сварного соединения не могут оказать возможные зазубрины на торце отломка, а также частички дентинных опилок.
При контактировании электродов с отломком образуется замкнутая электрическая цепь, что подтверждается изменением частоты тона мультивибратора. Повышение тона звука, это сигнал врачу для подачи импульса сварочного тока. Для этого врачу достаточно переключатель К1-К2 из положения «а-а» перевести в положение «б-б». При этом в течение сотых долей секунды осуществляется сварка отломка с электродами и через несколько секунд врач может приступить к извлечению электродного устройства с приваренным отломком.
После извлечения отломка файла из корневого канала зуба проводили рентгеновский контроль на отсутствие остатков отломка в корневом канале, а также, измерения прочности сварного соединения отломка с электродным устройством. На Фиг. 6, 8 и 10 представлены рентгеновские снимки зубов после удаления отломков файла из корневого канала.
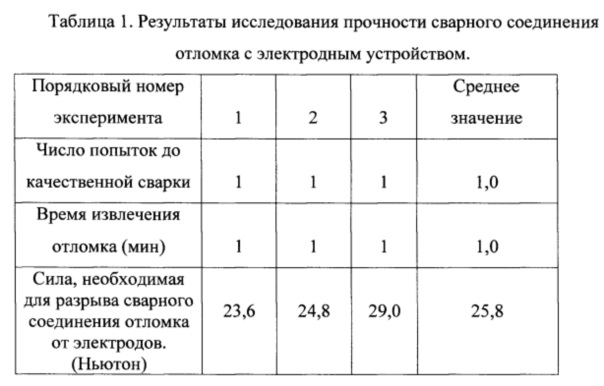
Для определения прочности сварного соединения отломка с электродным устройством измеряли силу, при воздействии которой происходил разрыв сварного соединения. Определение разрывного усилия осуществляли следующим образом. Электродное устройство закрепляли неподвижно в тисках, а к свободному кончику приваренного отломка прикрепляли динамометр с использованием хирургического зажима. При медленном увеличении нагрузки, разрыв сварного соединения происходил в среднем при показаниях динамометра 25,8 Ньютон. В одном случае разорвать сварное соединение не удалось с трех попыток, так как губки хирургического зажима с насечкой не могли удержаться на рифленом кончике отломка при усилиях 29 Н. Результаты исследований представлены в таблице 1.
В эксперименте регистрировали следующие показатели:
1. Число попыток до успешной сварки.
2. Время от первой попытки до успешной сварки.
3. Число опытов.
4. Сила необходимая для разрыва извлеченного отломка от электродного устройства.
Проведенные исследования показывают, что разработанный способ контактной сварки в корневом канале зуба позволяет получить качественное надежное соединение электродного устройства с отломком файла с большим запасом прочности.
Технический результат, обеспечиваемый изобретением:
1. Конструкция предлагаемого сварочного электродного устройства принципиально изменена и обеспечивает одновременно механическую и тепловую активацию процесса контактной сварки электродного устройства с кончиком отломка. Это достигается тем, что в разработанной конструкции электродного устройства, контактирование сварочных электродов с металлическим отломком происходит с внутренними боковыми поверхностями электродов, то есть с никелевой стороной биметаллических электродов. В предложенной конструкции электродного устройства отломок инструмента по существу зажат между никелевыми кончиками электродов.
Кроме того, в процессе введения электродного устройства в корневой канал зуба в момент их соприкосновения и после касания кончика отломка с боковыми поверхностями электродов происходит взаимная зачистка их боковых контактных поверхностей за счет сил трения, а клинообразная форма рабочей части электродов позволяет получить плотный прижим и, следовательно, электрический контакт с наименьшим сопротивлением.
Таким образом, разработанная конструкция электродного устройства обеспечивает постоянный прижим каждого электрода к отломку до начала сварки и непосредственно в момент сварки с одинаковой силой, которые направлены по прямой навстречу друг к другу.
2. Рабочая часть электродов изготовлена из никеля. Использование никеля в качестве материала для изготовления электродов для контактной сварки позволяет получать прочное соединение с различными структурно разнородными материалами, например, с вольфрамом, молибденом и другими металлами, которые трудно поддаются контактной сварке.
Одновременное воздействие в предложенной конструкции сварочного электродного устройства тепловой и механической активации процесса контактной сварки позволило получить исключительно прочное соединение электродного устройства с отломком инструмента. В частности, при исследовании прочности сварного соединения отломок - электродное устройство на растяжение, разрыв на различных образцах происходил при воздействии силой F=23,6-29,0 Ньютон.
3. Разработанный способ позволяет исключить перегрев тканей зуба при контактной сварке. Это достигается одновременным использованием двух приемов:
Во-первых - это сокращение времени сварки. В известном способе (прототипе) используется электрический импульс общей длительностью до 0,1 с. Это приводит к потерям тепловой энергии, предназначенной для сварки, и увеличению времени теплового воздействия на окружающие ткани зуба.
В разработанном способе длительность импульса определяется по существу временем действия одного первого полупериода затухающих колебаний, и составляет τ=0,009-0,01 с. Так как в данном случае процесс распространения тепла носит диффузионный характер, то перегрев тканей зуба зависит от разности температур и времени воздействия источника тепла. Сокращение длительности импульса в 10 раз, до τ=0,009-0,01 с, уменьшает время воздействия источника тепла на ткани зуба, а, следовательно, и их нагрев в ≈10 раз.
Во-вторых, снижение нагрева тканей зуба в корневом канале, достигается за счет значительного уменьшения общей энергии импульса тока до величины Е≈0,45 Дж.
Проведена расчетная оценка энергии импульса тока для сварки кончика отломка с торцами электродов в электродной сборке (для прототипа, зона 8). Расчеты показывают, что в способе-прототипе для сварки кончика отломка с торцами электродов в электродной сборке для зоны сплавления диаметром ≈0,7-0,8 мм необходима в среднем энергия 1,87 Дж.
В новой разработанной конструкции электродного устройства контактирование и сплавление кончика отломка с электродами происходит в двух диаметрально противоположных точках касания 18 и 19 (см. Фиг. 3). Расчеты, проведенные для разработанного способа, показывают, что сумма энергий, необходимая для нагрева и расплавления металла в двух точках диаметром по 0,4 мм получен результат 0,45 Дж. Сравнение результатов расчета показывает, что суммарная тепловая энергия, выделяемая в двух точках касания 18 и 19, в разработанном способе в 4 раза меньше чем в известном способе-прототипе.
Рассчитанные величины энергии, необходимые для получения сварного соединения отломка инструмента с электродной сборкой в способе прототипе и для электродного устройства в разработанном нами способе для различных материалов представлены в таблице 2.
Анализ таблицы 2 показывает, что для сварки отломка инструмента с торцовой частью электродной сборки в способе прототипе при использовании рассмотренных материалов затраты энергии в 4 раза больше, чем в разработанном нами способе при сварке отломка инструмента в клинообразной щели электродного устройства.
Расчет энергии, необходимой для получения сварного соединения отломка с электродами для способа-прототипа и для разработанного способа.
4. Разработанный способ позволяет получить прочное сварное соединение отломка инструмента с электродным устройством. Процесс сварки по существу разделен на три этапа. 1 этап - «медленное нагревание» контактируемых областей электродов и отломка, исключает разбрызгивание металла. 2 этап - импульс тока достигает амплитудного значения - происходит расплавление нагретого металла электродов и отломка в местах контактирования. 3 этап - быстрый спад амплитуды импульса тока, энергия магнитного поля импульсного трансформатора Тр израсходована - идет кристаллизация металла в точках 18 и 19 контактной сварки.
5. В разработанном способе принцип генерирования импульса сварочного тока и отличается простой конструкции и состоит из двух элементов - это конденсатор и индуктивность (первичная обмотка L1 импульсного трансформатора). Вторичная низкоомная обмотка L2 импульсного трансформатора позволила максимально снизить амплитуду напряжения на выходе до U=0,8-1 В, при τ≈ 0,009-0,01 с. Используется моноимпульс тока с плавным возрастанием амплитуды от нуля до максимума.
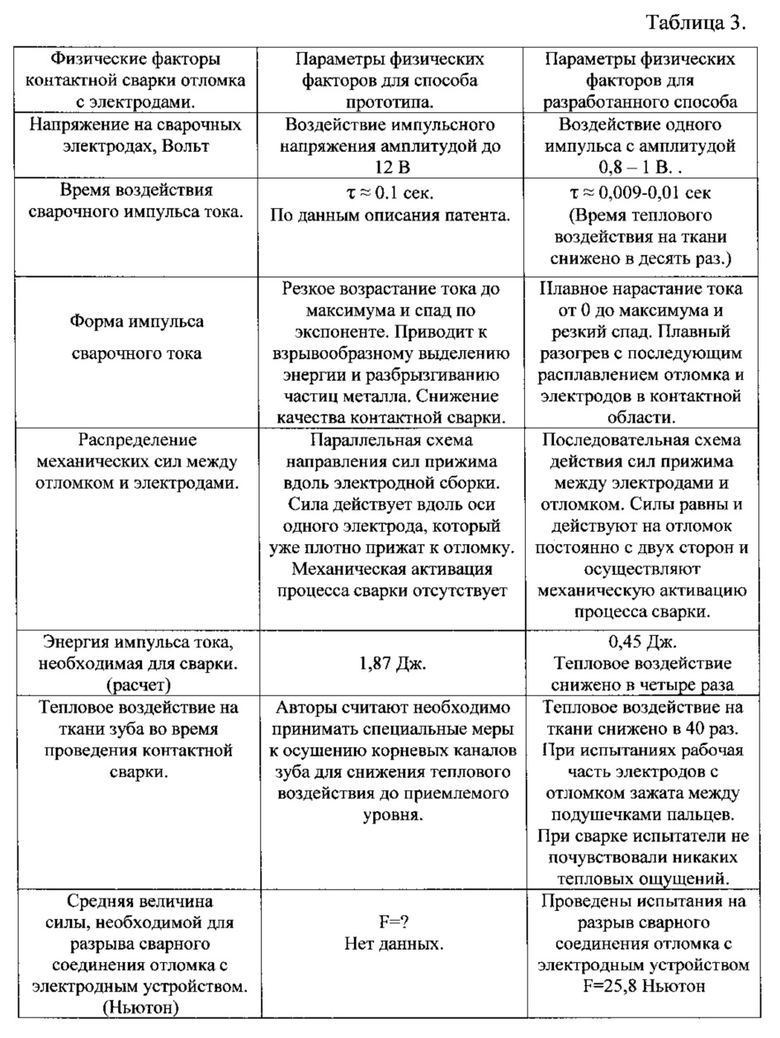
10. Сравнение физических факторов контактной сварки для способа-прототипа и для разработанного способа.
Источники информации:
1. Патент США №5879160 А, от 09.03.1999. ROOT CANAL OBSTRUCTION REMOVAL SYSTEM. (Механическое сцепление с отломком).
2. Патент США №4746292. (Удаление отломка помощью адгезива).
3. Патент США №4337038 А, от 29.06.1982. ELECTROLITIC IMPLEMENT AND METHOD FOR REMOVING METAL PIECES LEFT IN ROOT CANALS OF TEETH. (Электролитическое растворение отломка).
4. Патент РФ №2257868 МПК А61С 19/00 Способ извлечения обломка инструмента из корневого канала зуба и экстрактор для его осуществления. // Александровский В.А., Цыганов А.Б. (Контактная сварка в корневом канале).
5. Александровский В.Л., Цыганов А.Б. Извлечение отломков стальных эндодонтических инструментов с помощью нового электронного прибора-экстрактора. // Клиническая эндодонтия, Т. 1, №1-2, 2007. (Контактная сварка в корневом канале).
6. Авторское свидетельство СССР №363484 А61С 17/00 Инструмент для удаления инородных тел из корневых каналов зубов. // В.Ю. Курляндский, В.Ф. Квасов, П.М. Ященко и Ю.В. Аксенов, от 19.04.1971.
7. Патент РФ №2001601 CI, А61С 3/10 Извлекатель отломков стоматологических инструментов из зуба Едиева. // Б.А. Едиев, А.Е. Едиев, Х.Н. Гафурова, от 13.06.1991.
8. Патент РФ №1809760 А61С 1/07 Устройство для извлечения отломка стержневого инструмента из корневого канала зуба. // А.И. Бондаренко, В.А. Артамонов, Н.А. Бондаренко и Ю.С. Дрожжин. от 18.02.1991.
9. Кочергин К.А. Контактная сварка. - Л.: Машиностроение 1987. - 240 с. (см. с. 61).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ извлечения отломка эндодонтического инструмента из корневого канала зуба | 2022 |
|
RU2821192C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ИМПЕДАНСА ГРАНИЦЫ РАЗДЕЛА МЕТАЛЛИЧЕСКИЙ ЭЛЕКТРОД - БИОЛОГИЧЕСКАЯ ЖИДКОСТЬ | 2009 |
|
RU2408875C1 |
| Устройство для измерения электропроводности биологических тканей и жидкостей | 1983 |
|
SU1116373A1 |
| СПОСОБ ИЗВЛЕЧЕНИЯ ОБЛОМКА ИНСТРУМЕНТА ИЗ КОРНЕВОГО КАНАЛА ЗУБА И ЭКСТРАКТОР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2257868C1 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ ОТЛОМКА РУЧНОГО ЭНДОДОНТИЧЕСКОГО ИНСТРУМЕНТА ИЗ КОРНЕВОГО КАНАЛА ЗУБА И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2017 |
|
RU2681920C1 |
| СПОСОБ ДИАГНОСТИКИ ОТЕКОВ У БЕРЕМЕННЫХ | 2012 |
|
RU2504327C1 |
| СПОСОБ ЭЛЕКТРОКОНТАКТНОЙ ПРИВАРКИ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2008 |
|
RU2385207C1 |
| Устройство для измерения активной и реактивной составляющих импеданса биологических тканей | 1990 |
|
SU1759402A1 |
| СПОСОБ СВАРКИ С ПОМОЩЬЮ КОРОТКОГО ЗАМЫКАНИЯ И АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2217275C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПЛАЦЕНТАРНОЙ НЕДОСТАТОЧНОСТИ ПОСЛЕ РОДОВ | 2010 |
|
RU2438572C1 |
Изобретение относится к медицине, а именно к способу удаления металлического отломка инструмента из корневого канала зуба. Способ осуществляется путем введения в корневой канал электродного устройства, состоящего из двух изолированных друг от друга электродов такой формы, которая обеспечивает при их введении одновременный электрический контакт обоих электродов с металлическим отломком. Затем пропускают через замкнутую цепь, образованную первым электродом, металлическим отломком и вторым электродом, электрический импульс с энергией, достаточной для контактной сварки отломка с электродами. В случае успешной попытки извлекают электроды из корневого канала вместе с приваренным отломком. Для получения прочного соединения электродов с металлическим отломком электрическую активацию микроконтактной сварки осуществляют путем подачи моноимпульса тока с энергией 0,45 Дж с плавным нарастанием амплитуды тока от нуля до максимума и длительностью импульса τ=9-10 мс. Электрическая активация процесса сварки дополняется механической активацией микроконтактов в точках касания электродов с металлическим отломком за счет упругих свойств электродов в электродном устройстве. Моноимпульс сварочного тока формируют в колебательном LC-контуре, состоящем из конденсатора и первичной обмотки импульсного трансформатора. К вторичной, понижающей обмотке которого подключено электродное устройство, состоящее из двух электродов, выполненных из полосок биметаллической пластины - никель-фосфористая бронза, обладающих упругими свойствами. Электроды скреплены вместе через тонкий слой диэлектрика, в концевой рабочей части они разогнуты так, что угол между никелевыми поверхностями электродов составляет ≈20°, и образуют зазор клинообразной формы. Отломок инструмента, попадая в щель между никелевыми поверхностями электродов, замыкает электрическую цепь для осуществления процесса микроконтактной сварки. Техническим результатом является снижение воздействия импульсного напряжения и теплового воздействия на ткани зуба. 10 ил., 3 табл.
Способ удаления металлического отломка инструмента из корневого канала зуба путем введения в корневой канал электродного устройства, состоящего из двух изолированных друг от друга электродов такой формы, которая обеспечивает при их введении одновременный электрический контакт обоих электродов с металлическим отломком, пропускают через замкнутую цепь, образованную первым электродом, металлическим отломком и вторым электродом, электрический импульс с энергией, достаточной для контактной сварки отломка с электродами, и в случае успешной попытки извлекают электроды из корневого канала вместе с приваренным отломком, отличающийся тем, что для получения прочного соединения электродов с металлическим отломком электрическую активацию микроконтактной сварки осуществляют путем подачи моноимпульса тока с энергией 0,45 Дж с плавным нарастанием амплитуды тока от нуля до максимума и длительностью импульса τ=9-10 мс, при этом электрическая активация процесса сварки дополняется механической активацией микроконтактов в точках касания электродов с металлическим отломком за счет упругих свойств электродов в электродном устройстве, моноимпульс сварочного тока формируют в колебательном LC-контуре, состоящем из конденсатора и первичной обмотки импульсного трансформатора, к вторичной, понижающей обмотке которого подключено электродное устройство, состоящее из двух электродов, выполненных из полосок биметаллической пластины - никель-фосфористая бронза, обладающих упругими свойствами, электроды скреплены вместе через тонкий слой диэлектрика, в концевой рабочей части они разогнуты так, что угол между никелевыми поверхностями электродов составляет ≈20°, и образуют зазор клинообразной формы, отломок инструмента, попадая в щель между никелевыми поверхностями электродов, замыкает электрическую цепь для осуществления процесса микроконтактной сварки.
| ЗАПИСКИ ГОРНОГО ИНСТИТУТА | |||
| Индукционная катушка | 1920 |
|
SU187A1 |
| Компенсационный пиргеометр | 1959 |
|
SU130216A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2006 |
|
RU2340782C2 |
| US 2015044634 A1, 12.02.2015 | |||
| US 2008050696 A1, 28.02.2008. | |||

