1. Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к сборной конструкции из разнородных материалов и способу изготовления сборного корпуса из разнородных материалов.
2. Описание предшествующего уровня техники
[0002] Известны способы соединения разнородных материалов друг с другом (см. публикацию японской патентной заявки №2013-22622, публикацию японской патентной заявки №2013-133044 и публикацию японской патентной заявки заявка №2005-308116). Например, в следующей публикации JP 2013-22622 A раскрыта технология соединения стального элемента и элемента из алюминиевого сплава с использованием стального прокалывающего металлического элемента. Более конкретно, этот прокалывающий металлический элемент включает в себя, как единое целое, стержень в виде столбика и головку в форме диска, имеющую больший диаметр, чем таковой у стержня на первом конце в продольном направлении стержня. Стержень этого прокалывающего металлического элемента забивается в элемент из алюминиевого сплава таким образом, что стержень формирует сквозное отверстие в элементе из алюминиевого сплава, и головка входит в контакт с поверхностью элемента из алюминиевого сплава. После зажатия прокалывающего металлического элемента, забитого таким образом, передний конец стержня прокалывающего металлического элемента и стальной элемент соединяют вместе с помощью точечной сварки, тем самым соединяя стальной элемент и элемент из алюминиевого сплава друг с другом с помощью прокалывающего металлического элемента.
[0003] В предшествующем уровне техники, элемент из алюминиевого сплава пробивается стержнем в виде столбика прокалывающего металлического элемента в процессе вышеуказанного изготовления, что создает конструкцию, в которой наружная цилиндрическая поверхность стержня прокалывающего металлического элемента находится в контакте с внутренней цилиндрической поверхностью сквозного отверстия в элементе из алюминиевого сплава. Таким образом, например, при нагревании в процессе сушки покрытия и т.п., если возникает разница в удлинении между стальным элементом и элементом из алюминиевого сплава вследствие разницы в линейном расширении между ними, к стержню прокалывающего металлического элемента и сквозному отверстию элемента из алюминиевого сплава прикладывается нагрузка. Однако разность в линейном расширении между стальным элементом и элементом из алюминиевого сплава при нагревании сравнительно небольшая, так что при этом поддерживается удовлетворительное состояние соединения между стальным элементом и элементом из алюминиевого сплава.
[0004] Оба присоединяемых объекта в предшествующем уровне техники, описанные в вышеуказанной публикации JP 2013-22622 A, являются металлическими элементами, однако для соединения металлических элементов и полимерных элементов имеются определенные требования с учетом снижения веса. При этом разность в линейном расширении между металлическими элементами и полимерными элементами во время нагревания зачастую больше, чем разность в линейном расширении во время нагревания между разнородными металлическими элементами. Таким образом, в конструкции для соединения металлического элемента и полимерного элемента с использованием прокалывающего металлического элемента (заклепки) такой формы, как описано в вышеупомянутом предшествующем уровне техники, имеется резерв для совершенствования в поддержании удовлетворительного состояния соединения между металлическим элементом и полимерным элементом во время нагревания.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] Настоящим изобретением предложена сборная конструкция из разнородных материалов и способ изготовления сборного корпуса из разнородных материалов, способных поддерживать желательное состояние соединения между металлическим присоединяемым элементом и полимерным присоединяемым элементом во время нагревания в случае присоединения металлического присоединяемого элемента и полимерного присоединяемого элемента с использованием заклепки.
[0006] Сборная конструкция из разнородных материалов согласно первому объекту изобретения содержит: первый присоединяемый элемент в форме пластины, изготовленный из полимера, при этом первый присоединяемый элемент содержит отверстие, пролегающее через первый присоединяемый элемент; второй присоединяемый элемент в форме пластины, изготовленный из металла, причем второй присоединяемый элемент содержит участок, который обращен к отверстию и внешнему контуру отверстия; а также заклепку, содержащую: участок в форме стержня, размещенный внутри отверстия, притом участок в форме стержня имеет продольное направление в направлении толщины платины первого присоединяемого элемента; а также головку, выполненную как одно целое с первым концом в продольном направлении участка в форме стержня, при этом головка размещена снаружи отверстия. Заклепка изготовлена из металла, и заклепка выполнена таким образом, что окантовочный участок, формирующий часть головки, находится в соприкосновении с поверхностью первого присоединяемого элемента, при этом торец второй концевой стороны в продольном направлении участка в форме стержня присоединен ко второму присоединяемому элементу посредством привариваемого участка, и окантовочный участок зажимает первый присоединяемый элемент между окантовочным участком и вторым присоединяемым элементом. Участок в форме стержня содержит: стержень в форме короткого столбика, простирающийся из центра головки; участок с увеличенным диаметром, выполненный как продолжение этого стержня и имеющий размер диаметра, заданный большим, чем размер диаметра стержня; и пробивочный участок, присоединенный ко второму присоединяемому элементу посредством привариваемого участка. Отверстие содержит: участок отверстия малого диаметра, выполненный рядом с внешним контуром стержня, причем участок отверстия малого диаметра имеет размер внутреннего диаметра, равный размеру диаметра участка с увеличенным диаметром; и участок отверстия большого диаметра, выполненный рядом с внешним контуром пробивочного участка, притом участок отверстия большого диаметра имеет размер внутреннего диаметра больший, чем размер диаметра участка с увеличенным диаметром. В радиальном направлении участка в форме стержня по всему контуру между внутренней цилиндрической поверхностью отверстия и наружной цилиндрической поверхностью участка в форме стержня установлен зазор.
[0007] Согласно вышеуказанному объекту, окантовочный участок металлической заклепки вступает в соприкосновение с поверхностью первого присоединяемого элемента, изготовленного из полимера, при этом участок заклепки в форме стержня размещен в отверстии первого присоединяемого элемента, пробивочный участок участка в форме стержня присоединен ко второму присоединяемому элементу, изготовленному из металла, через привариваемый участок, и окантовочный участок зажимает первый присоединяемый элемент между окантовочным участком и вторым присоединяемым элементом.
[0008] Пробивочный участок участка в форме стержня выполнен как продолжение стержня (части участка в форме стержня), простирающегося от головки заклепки, и имеет участок с увеличенным диаметром, имеющим размер диаметра больше, чем размер диаметра этого стержня, а для участка отверстия малого диаметра, представляющего собой часть отверстия и расположенного по внешнему контуру стержня, установлен размер внутреннего диаметра, равный размеру диаметра участка с увеличенным диаметром. Более конкретно, размер внутреннего диаметра участка отверстия малого диаметра установлен большим, чем размер диаметра стержня. Участок отверстия большого диаметра, который является другой частью отверстия, и расположен по внешнему контуру пробивочного участка, имеет размер внутреннего диаметра больше, чем размер диаметра участка с увеличенным диаметром. В радиальном направлении участка в форме стержня по всему контуру между внутренней цилиндрической поверхностью отверстия и наружной цилиндрической поверхностью участка в форме стержня предусмотрен зазор; поэтому даже если разница в удлинении в радиальном направлении участка в форме стержня возникает между первым присоединяемым элементом, изготовленным из полимера, и вторым присоединяемым элементом, изготовленным из металла, из-за разницы в линейном расширении между первым присоединяемым элементом и вторым присоединяемым элементом во время нагревания, разница в удлинении компенсируется зазором. Соответственно, можно предотвратить или устранить нагрузку, приложенную к участку в форме стержня и отверстию из-за разницы в удлинении.
[0009] Согласно первому объекту, первый присоединяемый элемент может представлять собой армированный волокном элемент из полимера. Первый присоединяемый элемент может содержать основную часть; и выступающую часть, выполненную выступающей из основной части в направлении второго присоединяемого элемента. Выступающая часть может содержать участок, на котором сформирован участок с отверстием большого диаметра; а также посадочную поверхность, сформированную по всему внешнему контуру края выреза на участке с отверстием большого диаметра, которая обращена ко второму присоединяемому элементу, при этом посадочная поверхность входит в поверхностный контакт со вторым присоединяемым элементом, и окантовочный участок, который выполнен так, чтобы перекрываться со всей посадочной поверхностью, если смотреть в продольном направлении участка в форме стержня.
[0010] Согласно вышеуказанному объекту, поскольку первый присоединяемый элемент выполнен из армированного волокном полимера, из-за анизотропии армирующих волокон возникает перекос. Однако в первом присоединяемом элементе выполнена выступающая часть, выступающая из основной части в направлении второго присоединяемого элемента, и выступающая часть снабжена посадочной поверхностью, входящей в контакт со вторым присоединяемым элементом; таким образом, можно устранить влияние перекоса по сравнению с конструкцией, в которой не сформирована выступающая часть, и можно с высокой точностью привести первый присоединяемый элемент в поверхностный контакт со вторым присоединяемым элементом.
[0011] С другой стороны, поскольку участок отверстия большого диаметра, имеющий размер внутреннего диаметра, больший, чем таковой у участка отверстия малого диаметра, сформирован в выступающей части, посадочная поверхность установлена в местоположение, более удаленное от осевой линии (центральной оси) заклепки, по сравнению с противопоставляемой конструкцией, не имеющей, к примеру, участка отверстия большого диаметра. Чтобы выйти из этого положения, окантовочный участок заклепки выполнен так, чтобы его перекрывала вся посадочная поверхность первого присоединяемого элемента, если смотреть в продольном направлении участка в форме стержня; поэтому даже если посадочная поверхность установлена в положении, удаленном от осевой линии заклепки, можно приложить усилие зажима в продольном направлении участка в форме стержня к первому присоединяемому элементу между окантовочным участком и вторым присоединяемым элементом по всему внешнему контуру участка заклепки в форме стержня.
[0012] Способ изготовления сборного корпуса из разнородных материалов согласно второму объекту изобретения представляет собой способ изготовления для соединения первого присоединяемого элемента и второго присоединяемого элемента с использованием заклепки. Заклепка содержит: стержень в форме короткого столбика; головку, выполненную как единое целое с первым концом в продольном направлении стержня, притом головка имеет размер диаметра, больший, чем размер диаметра стержня; а также пробивочный участок, выполненный как единое целое со вторым концом в продольном направлении стержня, при этом пробивочный участок имеет участок с увеличенным диаметром, размер диаметра которого больше, чем размер диаметра стержня, и меньше, чем размер диаметра головки. Первый присоединяемый элемент в форме пластины изготовлен из полимера. Первый присоединяемый элемент содержит глухое отверстие. Глухое отверстие имеет размер внутреннего диаметра больший, чем размер диаметра участка с увеличенным диаметром, и меньший, чем размер диаметра головки. Второй присоединяемый элемент в форме пластины изготовлен из металла. Способ изготовления содержит первый этап прокалывания внутренней центральной зоны глухого отверстия с помощью пробивочного участка от поверхности, противоположной поверхности, образующей глухое отверстие первого присоединяемого элемента, с тем, чтобы привести окантовочный участок, образующий часть головки, в соприкосновение с поверхностью первого присоединяемого элемента; и второй этап размещения второго присоединяемого элемента таким образом, чтобы он был обращен к поверхности, образующей глухое отверстие первого присоединяемого элемента, после первого этапа, с тем, чтобы приварить торец пробивочного участка заклепки ко второму присоединяемому элементу, при этом первый присоединяемый элемент зажимается между окантовочным участком заклепки и вторым присоединяемым элементом.
[0013] Согласно вышеуказанному объекту, на первом этапе пробивочный участок применяется для прокалывания внутренней центральной зоны глухого отверстия первого присоединяемого элемента от поверхности первого присоединяемого элемента, противоположной поверхности, образующей глухое отверстие, что приводит окантовочный участок, образующий часть головки заклепки, в соприкосновение с поверхностью первого присоединяемого элемента. В этом случае заклепка выполнена таким образом, что пробивочный участок и головка соединены через стержень, и на пробивочном участке участок с увеличенным диаметром имеет больший размер диаметра, чем размер диаметра стержня в форме короткого столбика; таким образом, формируется зазор по всему внешнему контуру стержня между внутренней цилиндрической поверхностью отверстия первого присоединяемого элемента, проколотым пробивочным участком, и стержнем заклепки. Размер внутреннего диаметра глухого отверстия установлен большим, чем размер диаметра участка с увеличенным диаметром заклепки; поэтому зазор формируется по всему внешнему контуру пробивочного участка заклепки.
[0014] На втором этапе после первого этапа второй присоединяемый элемент размещают таким образом, чтобы быть обращенным к поверхности, образующей глухое отверстие первого присоединяемого элемента, и в то время как первый присоединяемый элемент зажимается между окантовочным участком заклепки и вторым присоединяемым элементом, торец пробивочного участка заклепки приваривают ко второму присоединяемому элементу. При этом размер диаметра головки, включающий окантовочный участок, установлен большим, чем размер диаметра участка с увеличенным диаметром пробивочного участка, и размер внутреннего диаметра глухого отверстия; поэтому усилие зажима в продольном направлении заклепки можно применить к первому присоединяемому элементу между окантовочным участком и вторым присоединяемым элементом по всему внешнему контуру стержня заклепки и пробивочным участком. Таким образом, первый присоединяемый элемент и второй присоединяемый элемент могут быть присоединены друг к другу с использованием заклепки.
[0015] Если изготовленный сборный корпус из разнородных материалов нагревается, даже если разница в удлинении в радиальном направлении возникает между первым присоединяемым элементом, изготовленным из полимера, и вторым присоединяемым элементом, изготовленным из металла, из-за разницы в линейном расширении между ними, разница в удлинении компенсируется зазором. Таким образом, можно ограничить или устранить нагрузку, прикладываемую к стержню, пробивочному участку, и сквозному отверстию, размещенному на их наружных окружностях из-за вышеуказанной разницы в удлинении.
[0016] Согласно второму объекту, на втором этапе пара электродов может быть размещена так, чтобы удерживать центр головки заклепки, участок в форме стержня, включающий в себя стержень и пробивочный участок, и второй присоединяемый элемент между электродами, и на пару электродов может быть подан ток для приваривания торца пробивочного участка заклепки ко второму присоединяемому элементу.
[0017] Согласно вышеупомянутому варианту осуществления, можно достичь высокого результата по поддержанию предпочтительного состояния соединения между металлическим присоединяемым элементом и полимерным присоединяемым элементом во время нагревания в случае соединения металлического присоединяемого элемента и полимерного присоединяемого элемента с использованием заклепки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018] Особенности, преимущества, а также техническое и промышленное значение типовых вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, на которых идентичными ссылочными позициями обозначены идентичные элементы, и на которых:
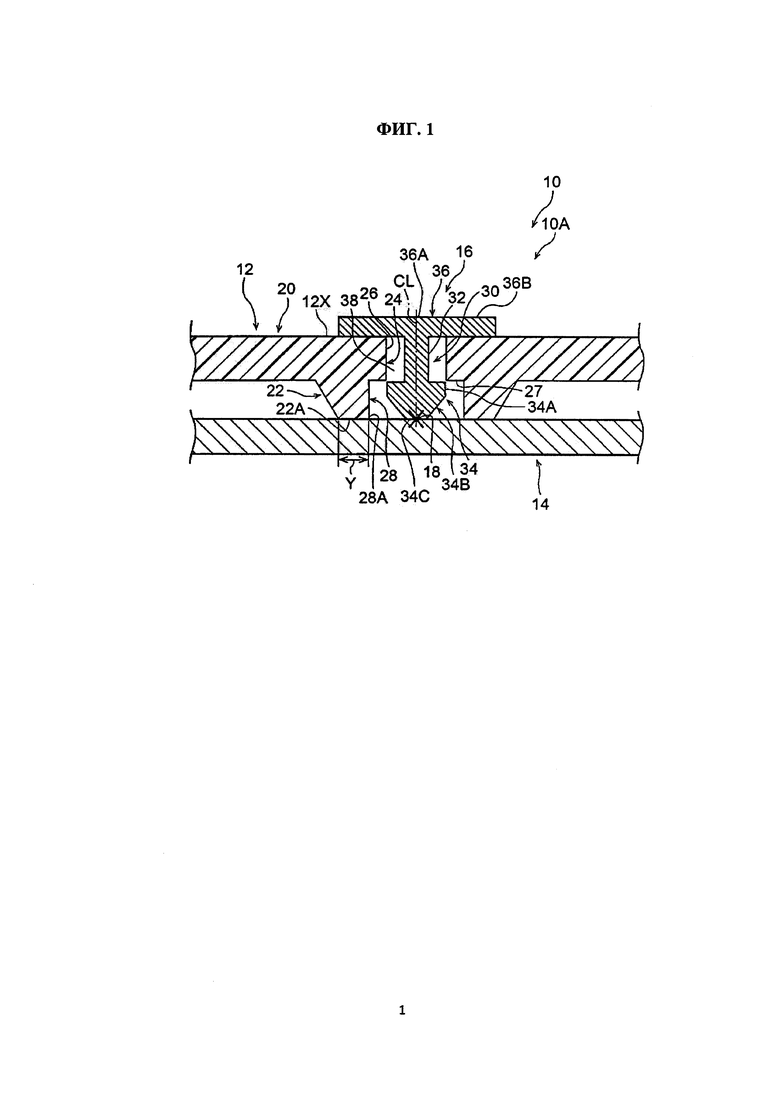
Фиг. 1 представляет собой вид в разрезе, изображающий сборную конструкцию из разнородных материалов согласно одному варианту осуществления настоящего изобретения;
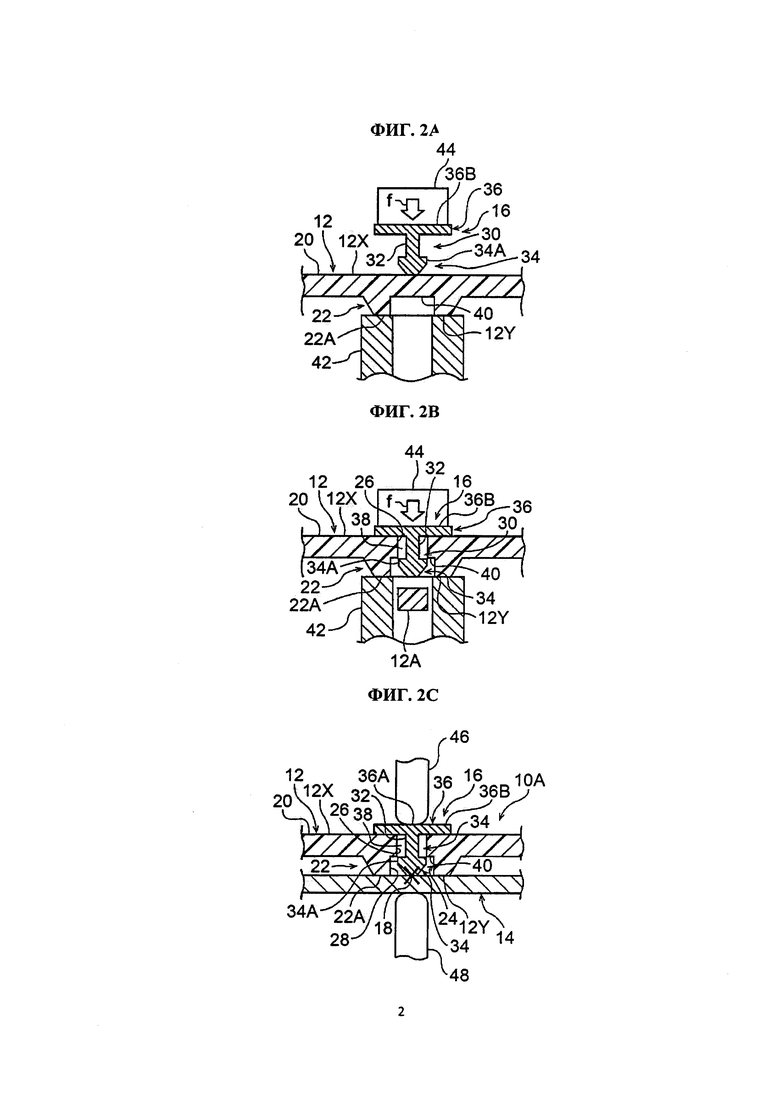
Фиг. 2A представляет собой вид в разрезе, показывающий процесс способа изготовления сборного корпуса из разнородных материалов, содержащего сборную конструкцию из разнородных материалов с фиг. 1, и показывающий положение, в котором пробивочный участок упирается в поверхность, противоположную поверхности, образующей глухое отверстие первого присоединяемого элемента на первом этапе;
Фиг. 2B представляет собой вид в разрезе, показывающий процесс способа изготовления сборного корпуса из разнородных материалов, содержащего сборную конструкцию из разнородных материалов с фиг. 1, и показывающий положение, в котором пробивочный участок приводится в действие для прокалывания внутренней центральной зоны глухого отверстия первого присоединяемого элемента, с тем, чтобы привести окантовочный участок в контакт с поверхностью первого присоединяемого элемента на первом этапе;
Фиг. 2C представляет собой вид в разрезе, показывающий процесс способа изготовления сборного корпуса из разнородных материалов, содержащего сборную конструкцию из разнородных материалов с фиг. 1, и показывающий положение, в котором торец пробивочного участка заклепки приварен точечной сваркой ко второму присоединяемому элементу на втором этапе;
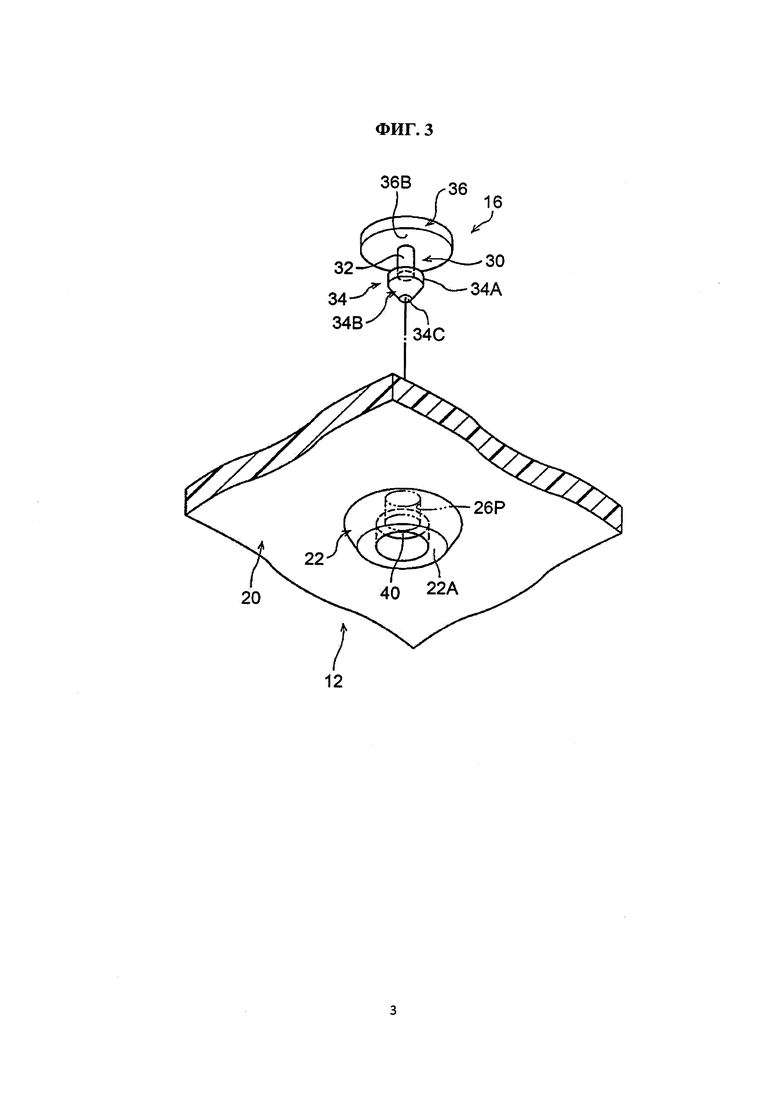
Фиг. 3 представляет собой объемный вид, показывающий заклепку и первый присоединяемый элемент в положении с фиг. 2A, если смотреть под углом снизу; и
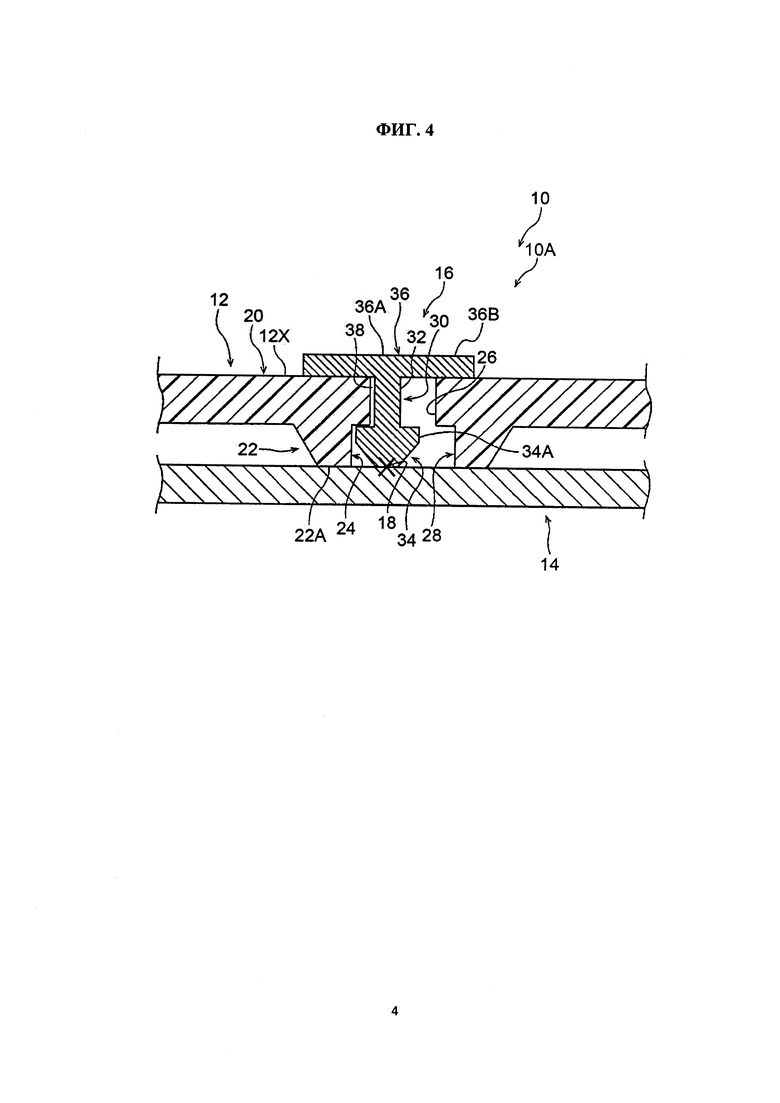
Фиг. 4 представляет собой вид в разрезе, показывающий положение, в котором сборный корпус из разнородных материалов, содержащий сборную конструкцию из разнородных материалов с фиг. 1, подвергнут нагреву.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0019] Сборная конструкция из разнородных материалов и способ изготовления сборного корпуса из разнородных материалов согласно варианту осуществления настоящего изобретения будут описаны со ссылкой на фиг. 1-4. На фиг. 1 показан вид в разрезе в положении, в котором сборная конструкция 10 из разнородных материалов согласно настоящему варианту осуществления взята вдоль осевой линии CL заклепки 16 (позже описана подробно).
[0020] Конфигурация варианта осуществления
Как показано на фиг. 1, в сборной конструкции 10 из разнородных материалов, первый присоединяемый элемент 12 (верхняя пластина) в форме пластины, изготовленный из полимера, и второй присоединяемый элемент 14 (нижняя пластина) в форме пластины, изготовленный из металла, и содержащий участок, обращенный к первому присоединяемому элементу 12, присоединены друг к другу посредством заклепки 16, изготовленной из металла. Сборная конструкция 10 из разнородных материалов применима к различным конструктивным компонентам при соединении полимерных панельных элементов и металлических панельных элементов. В качестве примера сборная конструкция 10 из разнородных материалов применима к конструктивному компоненту транспортного средства, и например, сборная конструкция 10 из разнородных материалов 10 применима к конструктивному компоненту при соединении полимерной панели пола и металлической внутренней панели локера, конструктивному компоненту при соединении полимерной панели пола и металлической приборной панели (передней стенки внутренней части кузова транспортного средства), и т.п.
[0021] В настоящем варианте осуществления, в качестве примера, первый присоединяемый элемент 12 выполнен как армированный волокном полимерный элемент. Армированный волокном полимерный материал, формирующий первый присоединяемый элемент 12, представляет собой композитный материал, образованный упрочняющими волокнами (армирующими волокнами) с полимером (армированный углеродным волокном полимер (CFRP), как пример в настоящем варианте осуществления). Этот первый присоединяемый элемент 12 применим, например, для панели пола транспортного средства.
[0022] Первый присоединяемый элемент 12 снабжен отверстием 24, проходящим через первый присоединяемый элемент 12 в направлении толщины его пластины. Первый присоединяемый элемент 12 имеет, в общем, форму, образованную путем вращения образующей, как показано на фиг. 1, вокруг центральной осевой линии (осевой линии, соответствующей осевой линии CL заклепки 16 в настоящем варианте осуществления) отверстия 24. Более конкретно, первый присоединяемый элемент 12 содержит основную часть 20, имеющую заранее определенную толщину пластины, и выступающую часть 22, выступающую от основной части 20 в направлении второго присоединяемого элемента 14. Отверстие 24, выполненное в первом присоединяемом элементе 12, содержит участок 26 отверстия малого диаметра, выполненный в основной части 20, и участок 28 отверстия большого диаметра, выполненный в выступающей части 22. Участку 26 отверстия малого диаметра и участку 28 отверстия большого диаметра установлены заданные соответствующие постоянные размеры внутреннего диаметра, и размер внутреннего диаметра участка 28 отверстия большого диаметра должен быть больше, чем размер внутреннего диаметра участка 26 отверстия малого диаметра. Внутренняя цилиндрическая поверхность участка 26 отверстия малого диаметра и внутренняя цилиндрическая поверхность участка 28 отверстия большого диаметра соединены соединяющей поверхностью 27, перпендикулярной относительно направления, в котором отверстие 24 проходит через первый присоединяемый элемент 12.
[0023] Выступающая часть 22 снабжена посадочной поверхностью 22A по всему внешнему контуру края 28A выреза участка 28 отверстия большого диаметра, которая обращена ко второму присоединяемому элементу 14, и, как показано на фиг.3, посадочная поверхность 22A выполнена в форме кольца для контакта поверхностей со вторым присоединяемым элементом 14. Наружный размер диаметра выступающей части 22 установлен с постепенным уменьшением от основной части 20 ко второму присоединяемому элементу 14.
[0024] В настоящем варианте осуществления, в качестве примера, второй присоединяемый элемент 14 выполнен как элемент из алюминиевого сплава. Второй присоединяемый элемент 14 содержит участок, обращенный к отверстию 24 первого присоединяемого элемента 12 и соответствующему внешнему контуру. Второй присоединяемый элемент 14 применим, например, к внутренней панели локера, или приборной панели транспортного средства.
[0025] При этом заклепка 16 выполнена из материала, привариваемого ко второму присоединяемому элементу 14. Заклепка 16 имеет, в общем, форму, образованную путем вращения образующей, как показано на фиг. 1, вокруг ее осевой линии CL (см. фиг. 3), и содержит участок 30 в форме стержня и головку 36. Участок 30 в форме стержня размещен в отверстии 24 первого присоединяемого элемента 12 и имеет ее продольное направление в направлении толщины пластины первого присоединяемого элемента 12. Продольное направление заклепки 16 совпадает с продольным направлением участка 30 в форме стержня. Головка 36 выполнена как единое целое с участком 30 в форме стержня, на первом конце (верхнем конце на чертеже) в продольном направлении участка 30 в форме стержня и размещена снаружи отверстия 24. Указанная головка 36 сформирована как часть в виде диска и содержит середину 36A, продолжающуюся до участка 30 в форме стержня, а также окантовочный участок 36B, пролегающий в форме окантовки к середине 36A.
[0026] Окантовочный участок 36B заклепки 16, образующий часть головки 36, входит в поверхностный контакт с поверхностью 12X первого присоединяемого элемента 12, при этом торец со стороны второго конца (нижний конец на чертеже) в продольном направлении участка 30 в форме стержня присоединен ко второму присоединяемому элементу 14 посредством участка точечной сварки 18 (участок сварки обозначен «X»), тем самым зажимая первый присоединяемый элемент 12 между окантовочным участком 36B и вторым присоединяемым элементом 14. Окантовочный участок 36B размещен так, чтобы быть перекрытым всей посадочной поверхностью 22A первого присоединяемого элемента 12, если смотреть в продольном направлении участка 30 в форме стержня. В настоящем варианте осуществления, в качестве примера, размер диаметра головки 36 установлен равным размеру диаметра окружности внешнего контура торца посадочной поверхности 22A.
[0027] Участок 30 в форме стержня заклепки 16 включает в себя стержень 32 и пробивочный участок 34. Стержень 32 имеет форму короткого столбика, пролегающую в продольном направлении участка 30 в форме стержня от центра 36A головки 36 заклепки 16. Размер диаметра стержня 32 должен быть меньше, чем размер диаметра головки 36. Пробивочный участок 34, выполненный как единое целое, чтобы продолжить противоположную от головки 36 сторону стержня 32.
[0028] Указанный пробивочный участок 34 содержит участок 34A с увеличенным диаметром и конусный участок 34B. Участок 34A с увеличенным диаметром выполнен продолжающимся до стержня 32 и должен иметь постоянный размер диаметра, который больше, чем размер диаметра стержня 32, и меньше, чем размер диаметра головки 36. Конусный участок 34B выполнен на противоположной стороне от стержня 32 таким образом, чтобы продолжаться до участка 34A с увеличенным диаметром, и имеет диаметр, постепенно уменьшающийся в противоположную сторону от участка 34A с увеличенным диаметром. Передняя концевая поверхность конусного участка 34B определена в форме круга как поверхность 34C для присоединения, и поверхность 34C для присоединения присоединена ко второму присоединяемому элементу 14 посредством участка 18 точечной сварки. В настоящем варианте осуществления, размер диаметра поверхности 34C для присоединения на пробивочном участке 34 должен быть несколько меньше, чем размер диаметра стержня 32.
[0029] Далее, помимо прочего, будет описана взаимосвязь между вышеупомянутым отверстием 24 первого присоединяемого элемента 12 и участком 30 в форме стержня заклепки 16. Участок 26 отверстия малого диаметра, образующий часть отверстия 24, установлен рядом с внешним контуром стержня 32, и имеет размер внутреннего диаметра, равный размеру диаметра участка 34A с увеличенным диаметром. Участок 28 отверстия большого диаметра, образующий часть отверстия 24, установлен рядом с внешним контуром пробивочного участка 34 и имеет размер внутреннего диаметра больше, чем размер диаметра участка 34A с увеличенным диаметром, и меньше, чем размер диаметра головки 36. Зазор 38 сформирован в радиальном направлении на участке 30 в форме стержня по всей окружности между внутренней цилиндрической поверхностью отверстия 24 и наружной цилиндрической поверхностью участка 30 в форме стержня. В настоящем варианте осуществления, размер радиального зазора на участке 30 в форме стержня между стержнем 32 и участком 26 отверстия малого диаметра установлен равным размеру радиального зазора на участке 30 в форме стержня между участком 34A с увеличенным диаметром и участком 28 отверстия большого диаметра.
[0030] Кольцеобразная посадочная поверхность 22A, которой оснащена выступающая часть 22, выполнена таким образом, что размер Y от внутренней радиальной кромки до наружной радиальной кромки посадочной поверхности 22A установлен большим, чем минимальное значение размера радиального зазора на участке 30 в форме стержня между отверстием 24 и участком 30 в форме стержня.
[0031] Способ изготовления сборного корпуса из разнородных материалов, его функционирование и результат
Будет описан способ изготовления сборного корпуса 10A из разнородных материалов, который представляет собой конструктивный элемент, включающий в себя вышеупомянутую сборную конструкцию 10 из разнородных материалов, после чего будет описано его функционирование и результат вышеупомянутого варианта осуществления.
[0032] На фиг. 2A и фиг. 2B показан первый этап способа производства сборного корпуса из разнородных материалов 10A (см. фиг. 2C), а на фиг. 3 показан объемный вид заклепки 16 и первого присоединяемого элемента 12 в положении с фиг. 2A, если смотреть под углом снизу. На фиг. 2C показан второй этап способа изготовления сборного корпуса из разнородных материалов 10A.
[0033] Как показано на фиг. 2A и фиг. 3, первый присоединяемый элемент 12 в положении до того, как первый присоединяемый элемент 12 и второй присоединяемый элемент 14 (см. фиг. 2C) присоединяются друг к другу, не имеет участка 26 отверстия малого диаметра, как показано на фиг. 1. В последующем описании и чертежах ссылочная позиция 12 также применена к первому присоединяемому элементу в состоянии, в котором нет участка 26 отверстия малого диаметра, образованном в первом присоединяемом элементе 12. На фиг. 3 запланированное местоположение 26P, на котором должен быть образован участок 26 отверстия малого диаметра (см. фиг. 1), обозначено штрихпунктирной с двумя точками линией. Как показано на фиг. 2A и фиг. 3, в первом присоединяемом элементе 12, до соединения со вторым присоединяемым элементом 14 (см. фиг. 2C), в выступающей части 22 формируется глухое отверстие 40. Глухое отверстие 40 сформировано в местоположении, где выполняется вышеупомянутый участок 28 отверстия большого диаметра (см. фиг. 1). Размер внутреннего диаметра глухого отверстия 40 устанавливается большим, чем размер диаметра участка 34A с увеличенным диаметром заклепки 16, и меньше, чем размер диаметра головки 36 заклепки 16.
[0034] Как показано на фиг. 2A, на первом этапе посадочная поверхность 22A первого присоединяемого элемента 12 поддерживается опорным основанием 42 цилиндрической формы. Заклепка 16 размещена с верхней стороны первого присоединяемого элемента 12 таким образом, чтобы пробивочный участок 34 был помещен непосредственно над внутренней центральной зоной (непосредственно над положением крепления) глухого отверстия 40 первого присоединяемого элемента 12, и заклепка 16 сверху прижимается пробойником 44 (см. стрелку f). В частности, на первом этапе пробивочный участок 34 приводится в действие для прокалывания внутренней центральной части глухого отверстия 40 первого присоединяемого элемента 12 от поверхности 12X первого присоединяемого элемента 12, противоположной образующей поверхности 12Y глухого отверстия 40, как показано на фиг. 2B, тем самым формируя участок 26 отверстия малого диаметра в первом присоединяемом элементе 12, и приводя окантовочный участок 36B заклепки 16 в поверхностный контакт с поверхностью 12X первого присоединяемого элемента 12. На фиг. 2B, участок, вырубленный из первого присоединяемого элемента 12 пробивочным участком 34 заклепки 16, обозначен ссылочной позицией 12A.
[0035] На данном первом этапе нет необходимости предварительно формировать сквозное отверстие для размещения в нем заклепки 16, и заклепка 16 предварительно поддерживается поверхностью 12X первого присоединяемого элемента 12. В ходе первого этапа, зазор формируется по всему внешнему контуру стержня 32 между внутренней цилиндрической поверхностью участка 26 отверстия малого диаметра первого присоединяемого элемента 12, проколотого пробивочным участком 34 на первом этапе, и стержнем 32 заклепки 16. Размер внутреннего диаметра глухого отверстия 40 установлен большим, чем размер диаметра участка 34A с увеличенным диаметром заклепки 16; поэтому зазор формируется по всему внешнему контуру пробивочного участка 34 заклепки 16.
[0036] Далее, на втором этапе, следующем за первым этапом, опорное основание 42 отводится в направлении отдаления от первого присоединяемого элемента 12, а пробойник 44 отводится в направлении отдаления от заклепки 16, и после этого, как показано на фиг. 2C, второй присоединяемый элемент 14 располагают так, чтобы он был обращен к первому присоединяемому элементу 12 рядом с образующей поверхностью 12Y глухого отверстия 40. На втором этапе пару электродов 46 и 48 размещают так, чтобы зажимать центральную часть 36A головки 36 и участок 30 в форме стержня заклепки 16, и второй присоединяемый элемент 14 между ними, и в то время, как первый присоединяемый элемент 12 зажат между окантовочным участком 36B заклепки 16 и вторым присоединяемым элементом 14, через пару электродов 46 и 48 подается ток, приваривая точечной сваркой торец пробивочного участка 34 заклепки 16 ко второму присоединяемому элементу 14.
[0037] При этом размер диаметра головки 36, включающий в себя окантовочный участок 36B, установлен большим, чем оба размера - размер диаметра участка 34A с увеличенным диаметром пробивочного участка 34, и размер внутреннего диаметра глухого отверстия 40. Таким образом, усилие зажима в продольном направлении заклепки 16 может быть приложено к первому присоединяемому элементу 12 между окантовочным участком 36B и вторым присоединяемым элементом 14 по всему внешнему контуру стержня 32 заклепки 16 и пробивочного участка 34. После второго этапа, электрод 46 отводится в направлении отдаления от заклепки 16, а электрод 48 отводится в направлении отдаления от второго присоединяемого элемента 14.
[0038] Как упомянуто выше, первый присоединяемый элемент 12, изготовленный из полимера, и второй присоединяемый элемент 14, изготовленный из металла, могут быть присоединены друг к другу с использованием заклепки 16. Другими словами, получают сборный корпус 10A из разнородных материалов согласно настоящему варианту осуществления.
[0039] В сборном корпусе 10A из разнородных материалов, содержащем сборную конструкцию 10 из разнородных материалов, изготовленную вышеупомянутым способом изготовления, как показано на фиг. 1, в радиальном направлении участка 30 в форме стержня сформирован зазор 38 по всему контуру между внутренней цилиндрической поверхностью отверстия 24 первого присоединяемого элемента 12 и наружной цилиндрической поверхностью участка 30 в форме стержня заклепки 16. Таким образом, во время нагревания, например, в процессе сушки покрытия транспортного средства, и т.п., даже если в радиальном направлении участка 30 в форме стержня разница в удлинении возникает между первым присоединяемым элементом 12 и вторым присоединяемым элементом 14 из-за разницы в линейном расширении между ними, разница в удлинении компенсируется зазором 38, как показано на фиг. 4. Соответственно, можно предотвратить или устранить нагрузку, приложенную к участку 30 в форме стержня и отверстию 24 из-за вышеупомянутой разницы в удлинении.
[0040] Для дополнительного пояснения фиг. 4, второй присоединяемый элемент 14, изготовленный из металла, сравнительно удлинен влево на чертеже относительно первого присоединяемого элемента 12, изготовленного из армированного волокном полимера, благодаря нагреванию; таким образом, заклепка 16, соединенная со вторым присоединяемым элементом 14, относительно смещается влево на чертеже относительно первого присоединяемого элемента 12. Однако, если величина относительного смещения участка 30 в форме стержня заклепки 16 относительно внутренней цилиндрической поверхности отверстия 24 первого присоединяемого элемента 12 меньше, чем минимальная протяженность (в правом и левом направлении на чертеже) зазора 38 до нагревания, можно предотвратить от вступления в соприкосновение участка 30 в форме стержня заклепки 16 с внутренней цилиндрической поверхностью отверстия 24, тем самым предотвращая приложение нагрузки к участку 30 в форме стержня и отверстию 24. Если величина относительного смещения участка 30 в форме стержня заклепки 16 относительно внутренней цилиндрической поверхности отверстия 24 первого присоединяемого элемента 12 равна минимальной протяженности (в правом и левом направлении на чертеже) зазора 38 до нагревания, участок 30 в форме стержня заклепки 16 вступает в соприкосновение с внутренней цилиндрической поверхностью отверстия 24, однако нагрузка, приложенная к участку 30 в форме стержня и отверстию 24, устраняется.
[0041] При этом в сборном корпусе 10A из разнородных материалов, включающем в себя сборную конструкцию 10 из разнородных материалов, как показано на фиг. 1, поскольку первый присоединяемый элемент 12 изготовлен из армированного волокном полимера, из-за анизотропии армированных волокон возникает перекос. Однако в первом присоединяемом элементе 12, формируется выступающая часть 22, выступающая из основной части 20 в направлении второго присоединяемого элемента 14, и в выступающей части 22 формируется посадочная поверхность 22A, вступающая в поверхностный контакт со вторым присоединяемым элементом 14; поэтому можно устранить влияние перекоса по сравнению с конструкцией, не образующей выступающей части 22, и можно привести первый присоединяемый элемент 12 в поверхностное соприкосновение со вторым присоединяемым элементом 14 с высокой точностью.
[0042] С другой стороны, поскольку участок 28 отверстия большого диаметра, имеющий размер внутреннего диаметра больший, чем таковой у участка 26 отверстия малого диаметра, сформирован в выступающей части 22, посадочная поверхность 22A установлена в местоположение, более удаленное от осевой линии CL заклепки 16, по сравнению с противопоставляемой конструкцией, не имеющей, например, участка 28 отверстия большого диаметра. Чтобы решить эту задачу, в настоящем варианте осуществления, окантовочный участок 36В заклепки 16 должен быть перекрыт со всей посадочной поверхностью 22A первого присоединяемого элемента 12, если смотреть в продольном направлении участка 30 в форме стержня; поэтому даже если посадочная поверхность 22A установлена в местоположение, удаленное от осевой линии CL заклепки 16, можно приложить желательное усилие зажима в продольном направлении участка 30 в форме стержня к первому присоединяемому элементу 12 между окантовочным участком 36B и вторым присоединяемым элементом 14 по всему внешнему контуру участка 30 в форме стержня заклепки 16.
[0043] В настоящем варианте осуществления, если смотреть в продольном направлении участка 30 в форме стержня, окантовочный участок 36B заклепки 16 должен перекрываться со всей посадочной поверхностью 22A первого присоединяемого элемента 12, и кольцевая посадочная поверхность 22A, сформированная на выступающей части 22, должна быть выполнена так, чтобы размер Y от радиальной внутренней кромки до радиальной наружной кромки был бы больше, чем минимальное значение размера зазора в радиальном направлении участка 30 в форме стержня между отверстием 24 и участком 30 в форме стержня. Если между первым присоединяемым элементом 12 и вторым присоединяемым элементом 14 во время нагревания возникает разница в удлинении в радиальном направлении участка 30 в форме стержня, относительное смещение в радиальном направлении участка 30 в форме стержня возникает между окантовочным участком 36B и первым присоединяемым элементом 12, как показано на фиг. 4. В этом случае, даже в состоянии, при котором наружная цилиндрическая поверхность участка 30 в форме стержня и внутренняя цилиндрическая поверхность отверстия 24 вступают в соприкосновение друг с другом (не показано на чертеже), можно приложить усилие зажима в продольном направлении участка 30 в форме стержня к первому присоединяемому элементу 12 между окантовочным участком 36B и вторым присоединяемым элементом 14 по всему внешнему контуру участка 30 в форме стержня заклепки 16.
[0044] Как упомянуто выше, согласно настоящему варианту осуществления, можно поддерживать предпочтительное состояние соединения между первым присоединяемым элементом 12, изготовленным из полимера, и вторым присоединяемым элементом 14, изготовленным из металла, во время нагревания, даже если первый присоединяемый элемент 12, изготовленный из полимера, и второй присоединяемый элемент 14, изготовленный из металла, присоединены друг к другу с использованием заклепки 16.
[0045] В настоящем варианте осуществления, можно соединить второй присоединяемый элемент 14 и заклепку 16 друг с другом, используя существующее средство для сварки. Таким образом, поскольку нет необходимости дополнительно обеспечивать средство для присоединения второго присоединяемого элемента 14 и заклепки 16, можно дополнительно сократить расходы путем устранения нового технического средства, по сравнению со случаем обеспечения такого нового технического средства.
[0046] Дополнительное пояснение варианта осуществления В вышеупомянутом варианте осуществления, первый присоединяемый элемент 12 выполнен из армированного углеродным волокном полимера, однако может также быть изготовлен из другого полимера, армированного волокнами, например, армированного стекловолокном полимера, или выполнен из полимера, не содержащего армированных волокон. В настоящем варианте осуществления, второй присоединяемый элемент 14 изготовлен из алюминиевого сплава, однако второй присоединяемый элемент 14 может также быть выполнен из другого металла, например, стали.
[0047] В настоящем варианте осуществления, выступающая часть 22 выполнена на первом присоединяемом элементе 12, однако он может быть выполнен так, что отсутствует часть, соответствующая выступающей части 22 вышеупомянутого варианта осуществления, однако участок отверстия большого диаметра формируется в части, соответствующей, например, основной части 20 вышеупомянутого варианта осуществления.
[0048] В вышеупомянутом варианте осуществления, наружный размер диаметра выступающей части 22 установлен постепенно уменьшающимся от основной части 20 ко второму присоединяемому элементу 14, однако наружный размер диаметра выступающей части 22 может быть постоянным по всей длине в направлении выступа выступающей части 22.
[0049] В вышеупомянутом варианте осуществления, пробивочный участок 34 заклепки 16 присоединен ко второму присоединяемому элементу 14 посредством участка 18 точечной сварки, однако пробивочный участок заклепки может быть присоединен ко второму присоединяемому элементу посредством привариваемого участка, отличного от участка точечной сварки.
[0050] В качестве варианта вышеупомянутого варианта осуществления, размер диаметра поверхности 34C для присоединения на пробивочном участке 34 может быть установлен так, чтобы он был равным размеру диаметра стержня 32, либо может быть больше размера диаметра стержня 32.
[0051] В вышеупомянутом варианте осуществления, размер диаметра головки 36 заклепки 16 установлен равным размеру диаметра круглой формы, выполненной на внешнем концевом контуре посадочной поверхности 22A первого присоединяемого элемента 12, однако он может быть выполнен так, что размер диаметра головки заклепки будет больше, чем размер диаметра круглой формы, выполненной на внешнем концевом контуре посадочной поверхности первого присоединяемого элемента. В такой конфигурации, например, радиальный размер головки заклепки может быть установлен так, чтобы он был не меньше размера, полученного путем сложения радиального размера круглой формы, выполненной на внешнем концевом контуре посадочной поверхности первого присоединяемого элемента, и минимального значения размера зазора в радиальном направлении участка в форме стержня между отверстием и участком в форме стержня. В этой конфигурации, даже если наружная цилиндрическая поверхность участка в форме стержня вступает в соприкосновение с внутренней цилиндрической поверхностью отверстия из-за разницы в удлинении в радиальном направлении участка в форме стержня между первым присоединяемым элементом и вторым присоединяемым элементом во время нагревания, можно сохранить степень наложения между окантовочным участком заклепки и посадочной поверхностью первого присоединяемого элемента, если смотреть в продольном направлении участка в форме стержня.
[0052] Описания «зазор установлен» и «окантовочный участок установлен, чтобы перекрываться со всей посадочной поверхностью, если смотреть в продольном направлении участка в форме стержня» определяют конфигурацию в обычное время (во время отсутствия нагревания), как в вышеупомянутом варианте осуществления.
[0053] Вышеупомянутый вариант осуществления и множественные вариации могут быть реализованы при их надлежащем сочетании.
[0054] Как упомянуто выше, был описан один из примеров настоящего изобретения, однако настоящее изобретение не ограничивается этими описаниями, и очевидно, что многочисленные модификации помимо этих описаний могут быть выполнены в пределах технического объема и концепции изобретения.
Изобретение относится к сборному корпусу из разнородных материалов. Корпус содержит первый присоединяемый элемент в форме пластины с отверстием, изготовленный из полимера, второй присоединяемый элемент в форме пластины с участком, обращенным к отверстию, изготовленный из металла, и заклепку, содержащую участок в форме стержня, размещенный внутри отверстия, изготовленную из металла. Участок в форме стержня имеет головку, размещенную снаружи отверстия. Участок в форме стержня содержит участок с увеличенным диаметром и пробивочный участок, присоединенный ко второму присоединяемому элементу посредством привариваемого участка. Отверстие содержит участок малого диаметра и участок большого диаметра. Участок отверстия большого диаметра имеет размер внутреннего диаметра больший, чем размер диаметра упомянутого участка с увеличенным диаметром. В результате улучшается соединение присоединяемых элементов. 2 н. и 2 з.п. ф-лы, 4 ил.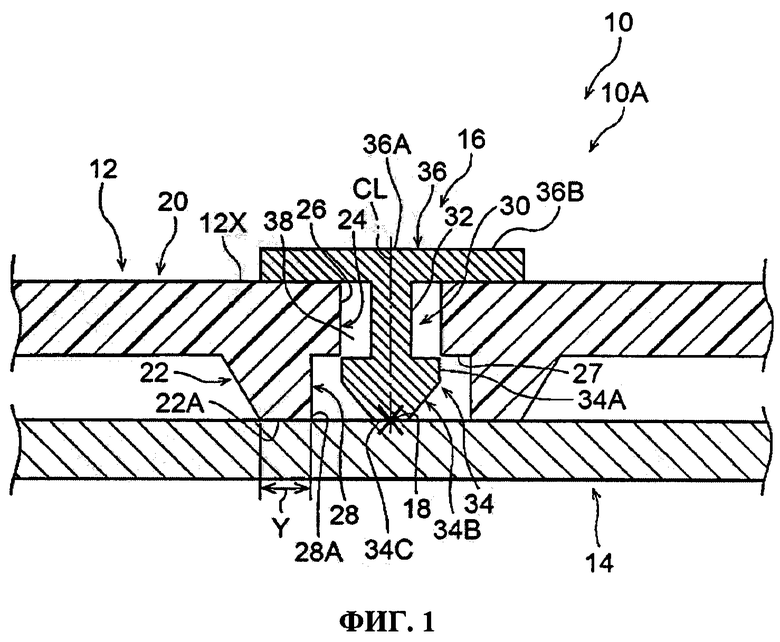
1. Сборный корпус из разнородных материалов, содержащий
первый присоединяемый элемент в форме пластины, изготовленный из полимера, при этом первый присоединяемый элемент содержит отверстие, пролегающее через первый присоединяемый элемент;
второй присоединяемый элемент в форме пластины, изготовленный из металла, причем второй присоединяемый элемент содержит участок, который обращен к отверстию и внешнему контуру отверстия; и
заклепку, содержащую участок в форме стержня, размещенный внутри отверстия, при этом участок в форме стержня имеет продольное направление в направлении толщины пластины первого присоединяемого элемента; а также головку, выполненную, как единое целое с первым концом в продольном направлении участка в форме стержня, при этом головка размещена снаружи отверстия,
при этом
заклепка изготовлена из металла и выполнена таким образом, что окантовочный участок, формирующий часть головки, находится в соприкосновении с поверхностью первого присоединяемого элемента, при этом торец второй концевой стороны в продольном направлении участка в форме стержня присоединен ко второму присоединяемому элементу посредством привариваемого участка, и окантовочный участок зажимает первый присоединяемый элемент между окантовочным участком и вторым присоединяемым элементом,
участок в форме стержня содержит стержень в форме короткого столбика, простирающийся от центра головки; участок с увеличенным диаметром, выполненный как продолжение этого стержня и имеющий размер диаметра, заданный большим, чем размер диаметра стержня; и пробивочный участок, присоединенный ко второму присоединяемому элементу посредством привариваемого участка,
отверстие содержит участок отверстия малого диаметра, выполненный рядом с внешним контуром стержня, причем участок отверстия малого диаметра имеет размер внутреннего диаметра, равный размеру диаметра упомянутого участка с увеличенным диаметром; и участок отверстия большого диаметра, выполненный рядом с внешним контуром пробивочного участка, притом участок отверстия большого диаметра имеет размер внутреннего диаметра больший, чем размер диаметра упомянутого участка с увеличенным диаметром,
причем
имеется радиальный зазор по всему контуру между внутренней цилиндрической поверхностью отверстия и наружной цилиндрической поверхностью участка в форме стержня.
2. Сборный корпус из разнородных материалов по п. 1, в котором
первый присоединяемый элемент выполнен как армированный волокном элемент из полимера и содержит
основную часть и
выступающую часть, выполненную выступающей из основной части в направлении второго присоединяемого элемента, при этом выступающая часть содержит: участок, на котором сформирован участок с отверстием большого диаметра; и посадочную поверхность, сформированную по всей внешней кромке отверстия на этом участке отверстия большого диаметра, которая обращена ко второму присоединяемому элементу, причем посадочная поверхность входит в поверхностный контакт со вторым присоединяемым элементом,
при этом
окантовочный участок выполнен так, чтобы перекрываться со всей посадочной поверхностью в продольном направлении участка в форме стержня.
3. Способ изготовления сборного корпуса из разнородных материалов с использованием заклепки,
причем заклепка содержит
стержень в форме короткого столбика;
головку, выполненную как единое целое с первым концом в продольном направлении стержня, при этом головка имеет размер диаметра, больший, чем размер диаметра стержня; и
пробивочный участок, выполненный как единое целое со вторым концом в продольном направлении стержня, при этом пробивочный участок имеет участок с увеличенным диаметром, размер диаметра которого больше, чем размер диаметра стержня, и меньше, чем размер диаметра головки,
первый присоединяемый элемент в форме пластины, изготовленный из полимера, причем первый присоединяемый элемент содержит выемку, при этом выемка имеет размер внутреннего диаметра, больший, чем размер диаметра участка с увеличенным диаметром, и меньший, чем размер диаметра головки,
и
второй присоединяемый элемент в форме пластины, изготовленный из металла,
при этом способ включает
первый этап прокалывания пробивочным участком внутренней центральной зоны выемки от поверхности, противоположной поверхности, образующей выемку первого присоединяемого элемента, с тем, чтобы привести окантовочный участок, образующий часть головки, в соприкосновение с поверхностью первого присоединяемого элемента; и
второй этап размещения второго присоединяемого элемента таким образом, чтобы быть обращенным к поверхности, образующей выемку первого присоединяемого элемента, после первого этапа, с тем, чтобы приварить торец пробивочного участка заклепки ко второму присоединяемому элементу, при этом первый присоединяемый элемент зажимается между окантовочным участком заклепки и вторым присоединяемым элементом.
4. Способ изготовления по п. 3, в котором
на втором этапе пару электродов располагают так, чтобы зажимать середину головки заклепки, участок в форме стержня, который включает в себя стержень и пробивочный участок, и второй присоединяемый элемент между электродами, при этом
на пару электродов подают ток с тем, чтобы приварить торец пробивочного участка заклепки ко второму присоединяемому элементу.
| JP 2013022622 A, 04.02.2013 | |||
| СБОРОЧНЫЙ УЗЕЛ ИЗ НЕСКОЛЬКИХ ПЛИТ, НАЛОЖЕННЫХ ДРУГ НА ДРУГА, ВЫПОЛНЕННЫЙ СВАРКОЙ ТРЕНИЕМ | 2008 |
|
RU2470196C2 |
| СПОСОБ СОЕДИНЕНИЯ ДВУХ ДЕТАЛЕЙ, ИЗ КОТОРЫХ, ПО МЕНЬШЕЙ МЕРЕ, ОДНА ВЫПОЛНЕНА ИЗ КОМПОЗИТНОГО МАТЕРИАЛА, ВСТАВКА ДЛЯ ВЫПОЛНЕНИЯ СОЕДИНЕНИЯ | 2006 |
|
RU2392505C2 |
| DE 102011055044 A1, 08.05.2013. | |||

