1. Область техники, к которой относится изобретение
[0001] Изобретение относится к соединительному элементу для разнородных материалов, сборной конструкции из разнородных материалов, а также способу изготовления сборного корпуса из разнородных материалов.
2. Описание предшествующего уровня техники
[0002] Известна технология соединения вместе разнородных материалов (см. публикацию японской патентной заявки №2013-22622 и 2011-189698). Например, в JP 2013-22622 раскрыто изобретение по присоединению стального элемента и элемента из алюминиевого сплава с помощью прокалывающей металлической детали из стали. Вкратце, согласно изобретению, прокалывающую металлическую деталь из стали, которая проходит через элемент из алюминиевого сплава, заклепывают, и прокалывающую металлическую деталь из стали и стальной элемент соединяют вместе точечной сваркой. При этом на участке головки прокалывающей металлической детали из стали выполнен участок с канавкой в поверхности, наложенной на элемент из алюминиевого сплава так, чтобы окружать участок вала, и участок элемента из алюминиевого сплава, спрессованного при заклепывании, плотно входит в пазовый участок.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0003] При этом существует необходимость соединения металлического элемента и элемента из полимера. Например, когда элемент из полимера применяется вместо элемента из алюминиевого сплава, описанного в JP 2013-22622А, описанного выше, возникает такая проблема, как растрескивание и смещение элемента из полимера при заклепывании.
[0004] С учетом вышеуказанных обстоятельств, задача изобретения состоит в получении соединительного элемента для разнородных материалов, сборной конструкции из разнородных материалов, и способа изготовления сборного корпуса из разнородных материалов, в котором присоединяемый элемент, изготовленный из металла, и присоединяемый элемент, изготовленный из полимера, могут быть надлежащим образом соединены вместе.
[0005] Согласно первому объекту изобретения, соединительный элемент для разнородных материалов содержит трубчатую часть, фланцевую часть, заклепываемую подлежащую деформированию часть, первую соединительную деталь, изготовленную из металла, а также вторую соединительную деталь, изготовленную из металла. Трубчатая часть проходит через первый присоединяемый элемент, изготовленный из полимера. Фланцевая часть простирается в форме фланца радиально с наружной стороны трубчатой части с одного конца трубчатой части в осевом направлении. Заклепываемая подлежащая деформированию часть является другой концевой стороной трубчатой части в осевом направлении. В первой соединительной детали, изготовленной из металла, подлежащая деформированию часть закрепляет первый присоединяемый элемент между подлежащей деформированию частью и фланцевой частью, изогнутой таким образом, чтобы центральный участок, в направлении вдоль осевого направления, трубчатой части вытянулся радиально с наружной стороны трубчатой части для образования отогнутого сложенного участка, когда сжимающая нагрузка заранее заданной величины или более прикладывается к трубчатой части в осевом направлении. Вторая соединительная деталь, изготовленная из металла, имеющая форму короткого цилиндра, жестко прикреплена к трубчатой части первой соединительной детали в положении, при котором вторая соединительная деталь соосно вставлена в трубчатую часть, и приварена точечной сваркой ко второму присоединяемому элементу, изготовленному из металла, со стороны одной торцевой поверхности, в осевом направлении, второй соединительной детали.
[0006] В соответствии с вышеуказанным объектом, в соединительном элементе для разнородных материалов, вторая соединительная деталь, имеющая форму короткого цилиндра и изготовленная из металла, жестко прикреплена к трубчатой части первой соединительной детали, изготовленной из металла, в положении, в котором вторая соединительная деталь соосно вставлена в трубчатую часть. В первой соединительной детали, трубчатая часть проходит через первый присоединяемый элемент, изготовленный из полимера, фланцевая часть простирается в форме фланца радиально с наружной стороны трубчатой части с одного конца трубчатой части в осевом направлении, а другая концевая сторона трубчатой части в осевом направлении сформирована в качестве заклепываемой подлежащей деформированию части. Подлежащая деформированию часть закрепляет первый присоединяемый элемент между подлежащей деформированию частью и фланцевой частью, изогнутая таким образом, чтобы центральный участок, в направлении вдоль осевого направления, трубчатой части вытянулся радиально с наружной стороны трубчатой части для образования отогнутого сложенного участка, когда сжимающая нагрузка заранее заданной величины или более прикладывается к трубчатой части в осевом направлении.
[0007] Таким образом, можно жестко закрепить первую соединительную деталь к первому присоединяемому элементу, и при этом устранить локальную нагрузку, воздействующую на первый присоединяемый элемент. Также, поскольку открытый участок на удаленном конце подлежащей деформированию части (то есть, открытый конец на другой концевой стороне трубчатой части в осевом направлении) не увеличивается в диаметре (или почти не увеличивается в диаметре), когда заклепываемая подлежащая деформированию часть отогнута назад и деформирована, как описано выше, можно избежать ситуации (или с большой вероятностью избежать ситуации), в которой открытый участок на удаленном конце подлежащей деформированию части растрескивается во время заклепывания. Также, во второй соединительной детали, одна торцевая поверхность в осевом направлении приварена точечной сваркой ко второму присоединяемому элементу, изготовленному из металла. Соответственно, второй присоединяемый элемент, изготовленный из металла, соединен с первым присоединяемым элементом, изготовленным из полимера, через вторую соединительную деталь и первую соединительную деталь.
[0008] Согласно вышеуказанному объекту, ближний участок подлежащей деформированию части может содержать первую скошенную поверхность. Первая скошенная поверхность наклонена радиально к внутренней стороне трубчатой части в противоположную сторону по отношению к удаленной концевой кромке подлежащей деформированию части путем срезания наружной боковой поверхности ближнего участка по всей окружности. Удаленный концевой участок подлежащей деформированию части может содержать вторую скошенную поверхность. Вторая скошенная поверхность наклонена радиально к внутренней стороне трубчатой части в направлении удаленной концевой кромки подлежащей деформированию части путем срезания наружной боковой поверхности удаленного концевого участка по всей окружности.
[0009] В соответствии с вышеуказанным объектом, когда сжимающая нагрузка заранее определенной величины или более прикладывается к трубчатой части в осевом направлении, нагрузка в направлении наклона первой скошенной поверхности приложена к ближнему участку подлежащей деформированию части, а нагрузка в направлении наклона второй суженной поверхности приложена к удаленному концевому участку подлежащей деформированию части. Подлежащая деформированию часть деформируется посредством приложенных нагрузок, как описано выше, таким образом, чтобы быть изогнутой с наружной стороны трубчатой части от ближнего участка, и отгибается назад на промежуточном участке между ближним участком и удаленным концевым участком подлежащей деформированию части. Поэтому, когда сжимающая нагрузка заранее определенной величины или более приложена к трубчатой части в осевом направлении в положении, в котором фланцевая часть вводится в соприкосновение с первым присоединяемым элементом, путем пропускания трубчатой части через первый присоединяемый элемент, подлежащая деформированию часть деформируется, как описано выше, и первый присоединяемый элемент удерживается между фланцевой частью и подлежащей деформированию частью.
[0010] Согласно вышеуказанному объекту, ближний участок может содержать ступенчатую поверхность. Ступенчатая поверхность образует участок с канавкой, имеющий в сечении V-образную форму вместе с первой скошенной поверхностью, и направлена перпендикулярно осевому направлению трубчатой части.
[0011] В соответствии с вышеуказанным объектом, ступенчатая поверхность, которая образована на ближнем участке подлежащей деформированию части, образует участок с канавкой, имеющий в сечении V-образную форму вместе с первой скошенной поверхностью, и направлена перпендикулярно осевому направлению трубчатой части. Поэтому, когда сжимающая нагрузка заранее заданной величины или более приложена к трубчатой части в осевом направлении, подлежащая деформированию часть может целенаправленно изгибаться вдоль направления, перпендикулярного осевому направлению трубчатой части от ближнего участка. Поэтому, когда подлежащая деформированию часть изогнута и деформирована радиально с наружной стороны трубчатой части, первый присоединяемый элемент устойчиво удерживается между фланцевой частью и подлежащей деформированию частью.
[0012] Согласно второму объекту изобретения, сборная конструкция из разнородных материалов содержит первый присоединяемый элемент, изготовленный из полимера, трубчатый участок, фланцевую часть, первую соединительную деталь, изготовленную из металла, вторую соединительную деталь, изготовленную из металла, и второй присоединяемый элемент, изготовленный из металла. Трубчатый участок проходит через первый присоединяемый элемент. Фланцевая часть простирается в форме фланца радиально с наружной стороны трубчатого участка с одного конца трубчатого участка в осевом направлении. Первая соединительная деталь, изготовленная из металла, содержит заклепываемый участок. Заклепываемый участок простирается в форме фланца радиально с наружной стороны трубчатого участка на другом конце в осевом направлении, с целью закрепления первого присоединяемого элемента между заклепываемым участком и фланцевой частью, и содержит отогнутый сложенный концевой участок, загнутый к противолежащей поверхности относительно фланцевой части, и радиально к внутренней стороне трубчатого участка. Отогнутый сложенный концевой участок установлен в положение с перекрытием трубчатого участка, если смотреть в осевом направлении. Вторая соединительная деталь, изготовленная из металла, имеет форму короткого цилиндра, и жестко прикреплена к трубчатому участку первой соединительной детали в положении, при котором вторая соединительная деталь соосно вставлена в трубчатый участок. Второй присоединяемый элемент, изготовленный из металла, размещен обращенным к первому присоединяемому элементу, при этом одна торцевая поверхность, в осевом направлении, второй соединительной детали приварена точечной сваркой ко второму присоединяемому элементу.
[0013] В соответствии с вышеуказанным объектом, в первой соединительной детали, изготовленной из металла, трубчатый участок проходит через первый присоединяемый элемент, изготовленный из полимера, и фланцевая часть, простирающаяся радиально с наружной стороны трубчатого участка с одного конца трубчатого участка в осевом направлении, и заклепываемый участок, содержащий участок, простирающийся в форме фланца радиально с наружной стороны трубчатого участка на другом конце трубчатого участка в осевом направлении с целью закрепления первого присоединяемого элемента. Поэтому можно жестко закрепить первую соединительную деталь к первому присоединяемому элементу, и при этом устранить локальную нагрузку, воздействующую на первый присоединяемый элемент. Также, заклепываемый участок отогнут к противолежащей поверхности относительно фланцевой части и радиально к внутренней стороне трубчатого участка от участка в форме фланца, в котором закреплен первый присоединяемый элемент между участком в форме фланца и фланцевой частью, и отогнутый сложенный концевой участок установлен в положение с перекрытием трубчатого участка, если смотреть в осевом направлении трубчатого участка. То есть, в такой конфигурации, открытый участок на удаленном конце заклепываемого участка (то есть, открытый конец, сформированный отогнутым сложенным концевым участком) имеет примерно такой же диаметр, что и у трубчатого участка. Таким образом, нет необходимости (или почти нет необходимости) увеличивать диаметр открытого участка на удаленном конце заклепываемого участка во время заклепывания. Поэтому можно избежать (или с большой вероятностью избежать) ситуации, в которой открытый участок на удаленном конце заклепываемого участка растрескивается во время заклепывания
[0014] Также, вторая соединительная деталь, изготовленная из металла, имеет форму короткого цилиндра, и жестко прикреплена к трубчатому участку первой соединительной детали в положении, в котором вторая соединительная деталь соосно вставлена в трубчатый участок. Одна торцевая поверхность в осевом направлении второй соединительной детали приварена точечной сваркой ко второму присоединяемому элементу, изготовленному из металла, который размещен обращенным к первому присоединяемому элементу. То есть, второй присоединяемый элемент, изготовленный из металла, соединен с первым присоединяемым элементом, изготовленным из полимера через вторую соединительную деталь и первую соединительную деталь.
[0015] Способ изготовления сборного корпуса из разнородных материалов с использованием соединительного элемента для разнородных материалов согласно первому объекту включает в себя этапы а) - с), описанные ниже:
a) приведение фланцевой части в соприкосновение с первым присоединяемым элементом путем пропускания трубчатой части через первый присоединяемый элемент;
b) после осуществления соприкосновения, изгибание подлежащей деформированию части таким образом, чтобы центральный участок, в направлении вдоль осевого направления, на подлежащей деформированию части вытянулся радиально с наружной стороны трубчатой части для образования отогнутого сложенного участка, и закрепление первого присоединяемого элемента между изогнутой подлежащей деформированию частью и фланцевой частью; и
c) после осуществления закрепления, точечная сварка одной торцевой поверхности в осевом направлении второй соединительной детали со вторым присоединяемым элементом путем размещения второго присоединяемого элемента обращенным к первому присоединяемому элементу.
[0016] В соответствии с вышеуказанным объектом, при приведении фланцевой части в соприкосновение с первым присоединяемым элементом, фланцевая часть приводится в соприкосновение с первым присоединяемым элементом путем пропускания трубчатой части через первый присоединяемый элемент. При закреплении после приведения фланцевой части в соприкосновение с первым присоединяемым элементом, подлежащую деформированию часть изгибают таким образом, чтобы центральный участок, в направлении вдоль осевого направления, трубчатой части на подлежащей деформированию части вытянулся радиально с наружной стороны трубчатой части для образования отогнутого сложенного участка, а первый присоединяемый элемент закрепляется между изогнутой подлежащей деформированию частью и фланцевой частью. Поэтому можно жестко прикрепить первую соединительную деталь к первому присоединяемому элементу, и при этом устранить локальную нагрузку, воздействующую на первый присоединяемый элемент. Также, поскольку открытый участок на удаленном конце подлежащей деформированию части не увеличивается в диаметре (или почти не увеличивается в диаметре), когда заклепываемая подлежащая деформированию часть отогнута и деформирована, как описано выше, можно избежать (или с высокой вероятностью избежать) ситуации, в которой открытый участок на удаленном конце подлежащей деформированию части растрескивается при закреплении (то есть, во время заклепывания). При точечной сварке после закрепления, одна торцевая поверхность в осевом направлении второй соединительной детали приваривается точечной сваркой ко второму присоединяемому элементу путем размещения второго присоединяемого элемента, обращенным к первому присоединяемому элементу. Соответственно, второй присоединяемый элемент, изготовленный из металла, может быть соединен с первым присоединяемым элементом, изготовленным из полимера, через вторую соединительную деталь и первую соединительную деталь.
[0017] Как описано выше, изобретение имеет тот отличный результат, что второй присоединяемый элемент, изготовленный из металла, и первый присоединяемый элемент, изготовленный из полимера, могут быть надлежащим образом присоединены друг к другу.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018] Признаки, преимущества, а также техническая и промышленная значимость примерных вариантов осуществления изобретения будут описаны ниже со ссылкой на сопровождающие чертежи, при этом одинаковыми ссылочными позициями обозначены одинаковые элементы, и на которых:
Фиг. 1 представляет собой вид в разрезе, иллюстрирующий соединительный элемент для разнородных материалов согласно первому варианту осуществления изобретения;
Фиг. 2А представляет собой вид в разрезе, иллюстрирующий каждый этап способа изготовления сборного корпуса из разнородных материалов с использованием соединительного элемента для разнородных материалов на фиг. 1, и показывает первый этап;
Фиг. 2В представляет собой вид в разрезе, иллюстрирующий каждый этап способа изготовления сборного корпуса из разнородных материалов с использованием соединительного элемента для разнородных материалов на фиг. 1, и показывает второй этап;
Фиг. 2С представляет собой вид в разрезе, иллюстрирующий каждый этап способа изготовления сборного корпуса из разнородных материалов с использованием соединительного элемента для разнородных материалов на фиг. 1, и показывает третий этап;
Фиг. 3 представляет собой вид в разрезе, иллюстрирующий соединительный элемент для разнородных материалов согласно второму варианту осуществления изобретения;
Фиг. 4А представляет собой вид в разрезе, иллюстрирующий этап образования сквозного отверстия в первом присоединяемом элементе с использованием соединительного элемента для разнородных материалов на фиг. 3, и показывает положение, при котором соединительный элемент для разнородных материалов начинает давить на первый присоединяемый элемент; и
Фиг. 4В представляет собой вид в разрезе, иллюстрирующий этап образования сквозного отверстия в первом присоединяемом элементе с использованием соединительного элемента для разнородных материалов на фиг. 3, и показывает положение, в котором соединительный элемент для разнородных материалов формирует сквозное отверстие в первом присоединяемом элементе.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0019] Первый вариант осуществления
Соединительный элемент для разнородных материалов, сборная конструкция из разнородных материалов, и способ изготовления сборного корпуса из разнородных материалов согласно первому варианту осуществления изобретения будут описаны с использованием фиг. 1, 2. На фиг.1 показан вид в разрезе соединительного элемента 12 для разнородных материалов согласно настоящему варианту осуществления в положении, в котором соединительный элемент 12 для разнородных материалов разрезан в продольном направлении соединительного элемента 12 для разнородных материалов. Также, на фиг. 2А, 2В, 2С показаны виды в разрезе соответствующих этапов способа изготовления сборного корпуса 10 из разнородных материалов с использованием соединительного элемента 12 для разнородных материалов.
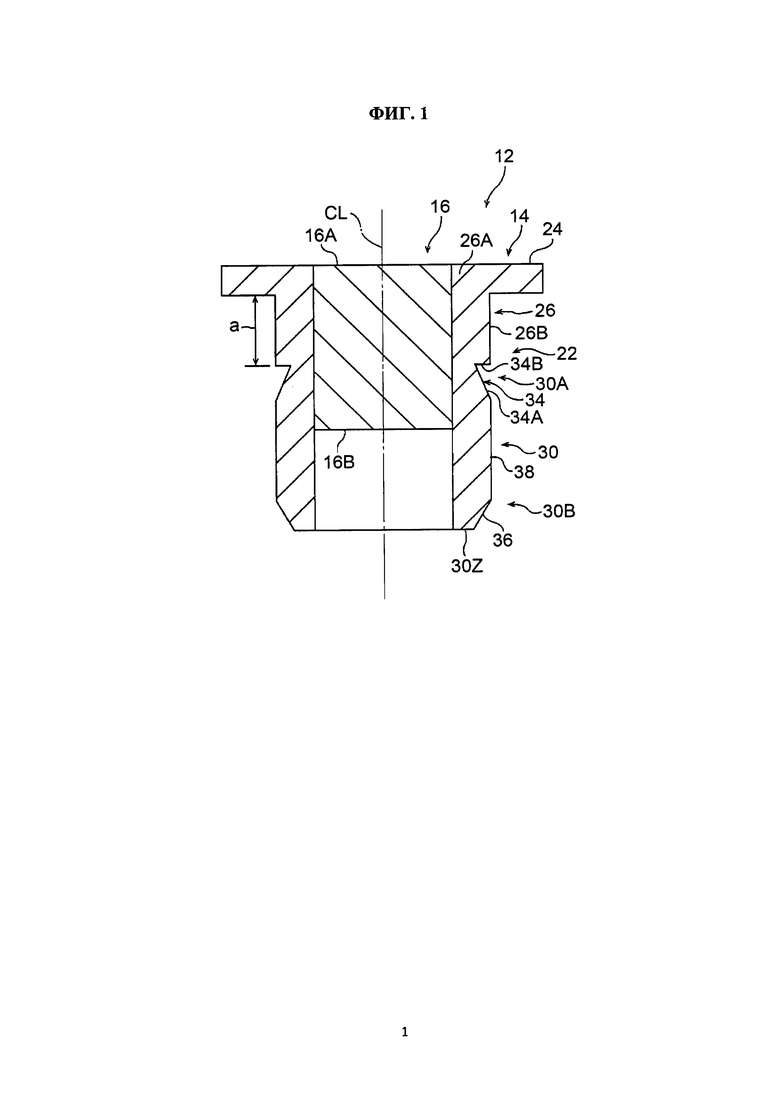
[0020] Как показано на фиг. 1, соединительный элемент 12 для разнородных материалов имеет конструкцию из двух частей, в которой наружная периферийная часть соединительного элемента 12 для разнородных материалов образована первой соединительной деталью 14, изготовленной из металла, а центральная часть образована второй соединительной деталью 16, изготовленной из металла. Первая соединительная деталь 14 представляет собой составляющую часть, которая может заклепывать первый присоединяемый элемент 18 (см. фиг. 2А, 2В, 2С), выполненный из армированного волокном полимера (FRP), а вторая соединительная деталь 16 представляет собой составляющую часть, которая может быть приварена точечной сваркой ко второму присоединяемому элементу 20 (см. фиг. 2С), изготовленному из металла (например, изготовленному из стали).
[0021] Следует отметить, что армированный волокном полимерный материал, формирующий первый присоединяемый элемент 18, показанный на фиг. 2А, 2В, 2С, представляет собой композитный материал (например, армированный углеродным волокном полимерный материал (CFRP)), образованный связующими волокнами (армирующими волокнами) совместно с полимером. Первый присоединяемый элемент 18 применяется, например, в панели пола, которая образует участок пола транспортного средства. Также, второй присоединяемый элемент 20 применяется, например, в пороговой панели (также именуемой «боковым брусом»), которая образует нижнюю концевую часть обеих боковых сторон кузова транспортного средства.
[0022] Первая соединительная деталь 14, показанная на фиг. 1 содержит трубчатую часть 22, которая имеет круглую трубчатую форму, а также содержит фланцевую часть 24, которая простирается в виде фланца радиально с наружной стороны трубчатой части 22 с одного конца трубчатой части 22 в осевом направлении (верхний конец на чертежах). Следует отметить, что ось трубчатой части 22 обозначена на чертежах ссылочной позицией CL. Трубчатая часть 22 первой соединительной детали 14 является частью, проходящей через первый присоединяемый элемент 18 (см. фиг. 2А, 2В, 2С).
[0023] Также, у трубчатой части 22, одна концевая сторона в осевом направлении (верхняя сторона на чертежах) представляет собой трубчатую часть 26 с фланцевой стороны, которая соединена с фланцевой частью 24, а другая концевая сторона в осевом направлении (нижняя сторона на чертежах) представляет собой заклепываемую подлежащую деформированию часть. Трубчатая часть 26 с фланцевой стороны образована соединительным концевым участком 26А, который соединен с внутренней боковой стороной фланцевой части 24, и коротким трубчатым участком 26 В цилиндрической формы, который соединен с соединительным концевым участком 26А. При эксплуатации короткий трубчатый участок 26В располагается на внутренней боковой стороне сквозного отверстия 18А первого присоединяемого 18 элемента, как показано на фиг. 2С. Осевая длина «а» (см. фиг. 1) короткого трубчатого участка 26В устанавливается таким образом, чтобы соответствовать длине «b» в направлении толщины пластины первого присоединяемого 18 элемента.
[0024] Как показано на фиг. 1, участок 34 с канавкой, имеющий в сечении V-образную форму, выполнен на ближнем участке 30 А подлежащей деформации части 30 путем срезания наружной боковой поверхности ближнего участка 30А по всей окружности. Участок 34 с канавкой служит для создания изгиба подлежащей деформированию части 30 во время заклепывания (в качестве инициатора для изгиба). Участок 34 с канавкой образован первой скошенной поверхностью 34А и ступенчатой поверхностью 34В. Первая скошенная поверхность 34А наклонена радиально к внутренней стороне трубчатой части 22 в противоположную сторону по отношению к удаленной концевой кромке (нижней стороне на чертежах) подлежащей деформированию части 30. При этом ступенчатая поверхность 34В направлена перпендикулярно осевому направлению трубчатой части 22. У первой скошенной поверхности 34А и ступенчатой поверхности 34В, соответствующие концевые участки с радиальной внутренней стороны трубчатой части 22 соединены вместе.
[0025] Также, на удаленном концевом участке 30В подлежащей деформации части 30 выполнена вторая скошенная поверхность 36 путем срезания наружной боковой поверхности удаленного концевого участка 30В по всей окружности. Вторая скошенная поверхность 36 служит для создания изгиба подлежащей деформации части 30 во время заклепывания. Вторая скошенная поверхность 36 наклонена радиально к внутренней стороне трубчатой части 22 по направлению к удаленной концевой кромке подлежащей деформированию части 30.
[0026] Подлежащая деформированию часть 30 закрепляет первый присоединяемый элемент 18 между подлежащей деформированию частью 30 и фланцевой частью 24, которая изогнута таким образом, чтобы центральный участок, в направлении вдоль осевого направления трубчатой части 22, вытянулся радиально с наружной стороны трубчатой части 22 для образования отогнутого сложенного участка 30Х, как показано на фиг. 2 В когда сжимающая нагрузка заранее определенной величины или более прикладывается к трубчатой части 22 в осевом направлении.
[0027] То есть, на подлежащей деформированию части 30, показанной на фиг. 1, участок, соединяющий участок формирования участка 34 с канавкой и участок формирования второй скошенной поверхности 36, представляет собой подлежащий изгибанию участок 38, который является участком, изгибающимся радиально наружу, когда сжимающая нагрузка заранее определенной величины или более прикладывается к трубчатой части 22 в осевом направлении. Подлежащий изгибанию участок 38 представляет собой участок для обеспечения линейной длины участка, который отгибается со складыванием, когда сжимающая нагрузка прикладывается к трубчатой части 22 в осевом направлении.
[0028] С другой стороны, вторая соединительная деталь 16 жестко прикреплена к трубчатой части 22 первой соединительной детали 14 в положении, при котором вторая соединительная деталь 16 соосно вставлена в трубчатую часть 22. Вторая соединительная деталь 16 образована в форме короткого цилиндра, и длина вдоль оси второй соединительной детали 16 определяется согласно длине вдоль оси первой соединительной детали 14 в положении после того, как первая соединительная деталь 14 подвергается заклепыванию. Хотя на иллюстрации не показано, вторая соединительная деталь 16 жестко прикреплена к внутренней боковой поверхности короткого трубчатого участка 26В первой соединительной детали 14 с коротким трубчатым участком 26В, с использованием поджатая со стороны наружной боковой поверхности короткого трубчатого участка 26В, и клепка производится после того, как вторая соединительная деталь 16 вставлена в трубчатую часть 22 первой соединительной детали 14.
[0029] Следует отметить, что область плотного контакта между наружной боковой поверхностью второй соединительной детали 16 и внутренней боковой поверхностью короткого трубчатого участка 26В может пролегать по всей области, или может быть расположена с промежутками в окружном направлении (другими словами, участок, выступающий радиально с внутренней стороны, может быть расположен с промежутками в окружном направлении на внутренней боковой поверхности короткого трубчатого участка 26В). Также, например, заранее может быть выполнен участок с углублением для подгонки на наружной боковой поверхности второй соединительной детали 16 на участке, соответствующем короткому трубчатому участку 26В первой соединительной детали 14, а участок внутренней боковой поверхности короткого трубчатого участка 26В первой соединительной детали 14 может подгоняться к участку с углублением на наружной боковой поверхности второй соединительной детали 16 с помощью короткого трубчатого участка 26В, с использованием поджатая со стороны наружной боковой поверхности, и клепка производится после того, как вторая соединительная деталь 16 вставлена в трубчатую часть 22 первой соединительной детали 14.
[0030] Во второй соединительной детали 16, первая торцевая поверхность 16А, расположенная на открытом участке с одной концевой стороны по оси (верхняя сторона на чертежах) трубчатой части 22 первой соединительной детали 14, выполнена заподлицо с поверхностью фланцевой части 24. Вторая торцевая поверхность 16В, которая представляет собой поверхность, противоположную первой торцевой поверхности 16А на второй соединительной детали 16, расположена в положении, смещенном внутрь от открытого участка с другой концевой стороны по оси (нижняя сторона на чертежах) трубчатой части 22 первой соединительной детали 14. Более конкретно, вторая торцевая поверхность 16В второй соединительной детали 16 расположена с внутренней стороны подлежащего изгибанию участка 38.
[0031] Как показано на фиг. 2С, вторая торцевая поверхность 16В (одна торцевая поверхность по оси) второй соединительной детали 16 приварена точечной сваркой ко второму присоединяемому элементу 20, в настоящем варианте осуществления изготовленному из металла. Хотя вторая торцевая поверхность 16В второй соединительной детали 16 приварена точечной сваркой ко второму присоединяемому элементу 20, как один пример в настоящем варианте осуществления, первая торцевая поверхность 16А второй соединительной детали 16 может быть приварена точечной сваркой ко второму присоединяемому элементу 20.
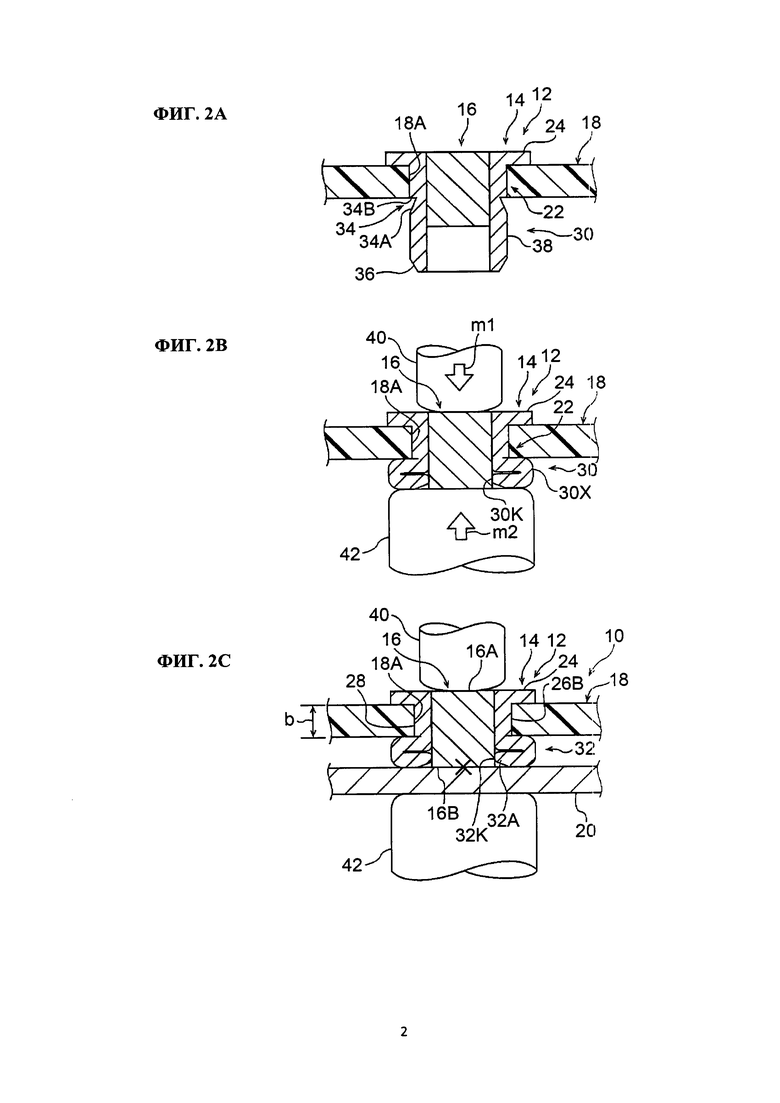
[0032] (Сборная конструкция из разнородных материалов) Далее будет описана сборная конструкция из разнородных материалов, в которой первый присоединяемый элемент 18, изготовленный из пластмассы, и второй присоединяемый элемент 20, изготовленный из металла, соединяют вместе посредством соединительного элемента 12 для разнородных материалов (первой соединительной детали 14 и второй соединительной детали 16). На фиг. 2С, сборный корпус 10 из разнородных материалов, в котором применена сборная конструкция из разнородных материалов в соответствии с изобретением, показан между электродной парой 40, 42 описанной ниже.
[0033] Первая соединительная деталь 14, изготовленная из металла содержит круглый трубчатый участок 28 в качестве трубчатого участка, проходящего через первый присоединяемый элемент 18. Следует отметить, что круглый трубчатый участок 28 образован трубчатой частью 26 с фланцевой стороны и одним участком на ближнем участке 30А подлежащей деформированию части 30, показанной на фиг. 1. Также, как показано на фиг. 2С, первая соединительная деталь 14 содержит фланцевую часть 24, которая простирается в виде фланца радиально с наружной стороны круглого трубчатого участка 28 с одного конца круглого трубчатого участка 28 в осевом направлении (верхняя сторона на чертежах), и также содержит заклепываемый участок 32, который, не прерываясь, пролегает до другого конца круглого трубчатого участка 28 по оси.
[0034] Заклепываемый участок 32 пролегает в виде фланца радиально с наружной стороны круглого трубчатого участка 28 с другого конца круглого трубчатого участка 28 по оси, чтобы закреплять первый присоединяемый элемент 18 между заклепываемым участком 32 и фланцевой частью 24. Заклепываемый участок 32 также загибается к противолежащей поверхности относительно фланцевой части 24 и радиально к внутренней стороне круглого трубчатого участка 28, а отогнутый концевой участок 32А заклепываемого участка 32 устанавливается в положение с перекрытием круглого трубчатого участка 28, если смотреть в осевом направлении круглого трубчатого участка 28. Следует отметить, что заклепываемый участок 32 сформирован участком подлежащей деформированию части 30, показанным на фиг. 1, отличным от участка на ближнем участке 30А.
[0035] Вторая соединительная деталь 16, изготовленная из металла, показанная на фиг. 2С, имеет форму короткого цилиндра, и жестко прикреплена к круглому трубчатому участку 28 первой соединительной детали 14 в положении, в котором вторая соединительная деталь 16 соосно вставлена в круглый трубчатый участок 28. Также, второй присоединяемый элемент 20, изготовленный из металла, размещен обращенным к первому присоединяемому элементу 18, изготовленному из полимера, и вторая торцевая поверхность 16В (одна торцевая поверхность по оси) второй соединительной детали 16 приварена точечной сваркой ко второму присоединяемому элементу 20. Заклепываемый участок 32 расположен между первым присоединяемым элементом 18 и вторым присоединяемым элементом 20.
[0036] (Функционирование и результат применения способа изготовления сборного корпуса из разнородных материалов) Далее, функционирование и результат применения вышеуказанного способа данного варианта осуществления будут описаны посредством описания способа изготовления сборного корпуса 10 из разнородных материалов (см. фиг. 2С) с использованием соединительного элемента 12 для разнородных материалов.
[0037] Сначала, на первом этапе способа изготовления сборного корпуса 10 из разнородных материалов (см. фиг. 2С), фланцевая часть 24 вводится в соприкосновение с первым присоединяемым элементом 18, изготовленным из полимера и имеющим форму панели, показанной на фиг. 2А, путем пропускания трубчатой части 22 первой соединительной детали 14, изготовленной из металла, через первый присоединяемый элемент 18 в положении, при котором первый присоединяемый элемент 18 опирается на не показанный опорный участок.
[0038] В настоящем варианте осуществления, в качестве первого примера, трубчатую часть 22 первой соединительной детали 14 пропускают через сквозное отверстие 18А, которое ранее выполнено в первом присоединяемом элементе 18. Однако первая соединительная деталь 14 может быть размещена, как показано на фиг. 2А, например, путем пробивания первого присоединяемого элемента 18 удаленным концевым участком трубчатой части 22 первой соединительной детали 14 для формирования сквозного отверстия 18А, и после этого перемещения первой соединительной детали 14, пока фланцевая часть 24 первой соединительной детали 14 не придет в соприкосновение с первым присоединяемым элементом 18.
[0039] На втором этапе после первого этапа, электродную пару 40, 42 размещают с противоположных сторон вдоль осевого направления соединительного элемента 12 для разнородных материалов, и перемещают в направлении, в котором электродная пара 40, 42 приближается друг к другу с помощью не показанного приводного механизма (см. стрелки m1, m2), как показано на фиг. 2В. Один из электродов 40 останавливается в положении соприкосновения с первой торцевой поверхностью 16А второй соединительной детали 16, а второй из электродов 42 продолжает перемещаться после вступления в соприкосновение с удаленным концевым участком подлежащей деформированию части 30 первой соединительной детали 14, и останавливается в положении соприкосновения со второй торцевой поверхностью 16 В второй соединительной детали 16. Электродная пара 40, 42 составляет часть известного электрического заклепочного устройства, и прикладывает сжимающую нагрузку заранее определенной величины или более к соединительному элементу 12 для разнородных материалов вдоль осевого направления.
[0040] Таким образом, на втором этапе, предназначенную для склепывания подлежащую деформированию часть 30 соединительного элемента 12 для разнородных материалов изгибают таким образом, чтобы центральный участок, в направлении вдоль осевого направления трубчатой части 22, на подлежащей деформированию части 30 вытянулся радиально с наружной стороны трубчатой части 22 для образования отогнутого сложенного участка 30Х, а первый присоединяемый элемент 18 удерживается между изогнутой подлежащей деформированию частью 30 и фланцевой частью 24. Соответственно, можно жестко закрепить первую соединительную деталь 14 с первым присоединяемым элементом 18, и при этом устранить локальную нагрузку, воздействующую на первый присоединяемый элемент 18. Также, поскольку открытый участок на удаленном конце 30K подлежащей деформированию части 30 не увеличивается в диаметре (или почти не увеличивается в диаметре), когда предназначенная для склепывания подлежащая деформированию часть 30 отогнута и деформирована, как описано выше, можно предотвратить (или с высокой вероятностью предотвратить) ситуацию, при которой открытый участок на удаленном конце 30K подлежащей деформированию части 30 растрескивается на втором этапе (то есть, во время заклепывания).
[0041] На втором этапе, например, вместо электрического заклепочного устройства может быть использовано известное прессующее устройство, содержащее электродную пару 40, 42, для изгиба подлежащей деформированию части 30 путем приложения в осевом направлении сжимающей нагрузки, заранее определенной величины или более, к соединительному элементу 12 для разнородных материалов.
[0042] Также, как показано на фиг. 1, в соединительном элементе 12 для разнородных материалов настоящего варианта осуществления, первая скошенная поверхность 34А, описанная выше, выполнена на ближнем участке 30А подлежащей деформированию части 30, а вторая скошенная поверхность 36, описанная выше, выполнена на удаленном концевом участке 30В подлежащей деформированию части 30. Поэтому, когда сжимающая нагрузка заранее определенной величины или более приложена к трубчатой части 22 в осевом направлении, нагрузка в направлении наклона первой скошенной поверхности 34А воздействует на ближний участок 30А подлежащей деформированию части 30, а нагрузка в направлении наклона второй скошенной поверхности 36 воздействует на удаленный концевой участок 30В подлежащей деформированию части 30. Подлежащая деформированию часть 30 деформируется посредством приложенных вышеописанных нагрузок таким образом, чтобы быть изогнутой радиально с наружной стороны трубчатой части 22 от ближнего участка 30А, и загибается назад на промежуточном участке между ближним участком 30А и удаленным концевым участком 30В подлежащей деформированию части 30 (см. фиг. 2В).
[0043] Также, в настоящем варианте осуществления, ступенчатая поверхность 34В, которая выполнена на ближнем участке 30А подлежащей деформированию части 30, формирует участок 34 с канавкой, имеющий в сечении V-образную форму вместе с первой скошенной поверхностью 34А, и направлена перпендикулярно осевому направлению трубчатой части 22. Поэтому, когда сжимающая нагрузка, заранее определенной величины или более, приложена к трубчатой части 22 в осевом направлении, подлежащая деформированию часть 30 может целенаправленно изгибаться вдоль направления, перпендикулярного осевому направлению трубчатой части 22 от ближнего участка 30А. Поэтому, когда подлежащая деформированию часть 30 изогнута и деформирована радиально с наружной стороны трубчатой части 22, как показано на фиг.2 В, первый присоединяемый элемент 18 устойчиво закрепляется между фланцевой частью 24 и подлежащей деформированию частью 30.
[0044] Далее, на третьем этапе после второго этапа, второй присоединяемый элемент 20, изготовленный из металла и имеющий форму панели, размещен обращенным к первому присоединяемому элементу 18 путем вставки второго присоединяемого элемента 20 между соединительным элементом 12 для разнородных материалов и электродом 42, как показано на фиг. 2С после отведения электрода 42 в направлении, в котором электрод 42 отделен от соединительного элемента 12 для разнородных материалов. На третьем этапе, вторую торцевую поверхность 16В (одну торцевую поверхность по оси) второй соединительной детали 16 приваривают точечной сваркой ко второму присоединяемому элементу 20 путем пропускания электричества между электродной парой 40, 42 в положении, при котором вторая соединительная деталь 16 и второй присоединяемый элемент 20 удерживаются между электродной парой 40, 42. Следует отметить, что после третьего этапа электродная пара 40, 42 перемещается в направлении, в котором электродная пара 40, 42 отделена от второй соединительной детали 16 и второго присоединяемого элемента 20, с помощью не показанного приводного механизма.
[0045] Соответственно, второй присоединяемый элемент 20, изготовленный из металла, может быть присоединен к первому присоединяемому элементом 18, изготовленному из полимера, через вторую соединительную деталь 16 и первую соединительную деталь 14. То есть, сборный корпус 10 из разнородных материалов согласно настоящему варианту осуществления изготовлен.
[0046] Далее будет сделано дополнительное описание сборного корпуса 10 из разнородных материалов, имеющего сборную конструкцию из разнородных материалов, произведенную вышеуказанным способом изготовления. Заклепываемый участок 32 первой соединительной детали 14 в сборном корпусе 10 из разнородных материалов загнут к противолежащей поверхности относительно фланцевой части 24 и радиально к внутренней стороне круглого трубчатого участка 28 от участка в форме фланца, который удерживает первый присоединяемый элемент 18 между участком в форме фланца и фланцевой частью 24, и отогнутый концевой участок 32А устанавливается в положение с перекрытием круглого трубчатого участка 28, если смотреть в осевом направлении круглого трубчатого участка 28. То есть, в такой конфигурации, открытый участок на удаленном конце 32K заклепываемого участка 32 имеет примерно такой же диаметр, что и круглый трубчатый участок 28. Таким образом, нет необходимости (или почти нет необходимости) увеличивать диаметр открытого участка на удаленном конце 32K заклепываемого участка 32 во время заклепывания. Поэтому при изготовлении сборного корпуса 10 из разнородных материалов, можно избежать (или с высокой вероятностью избежать) ситуации, в которой открытый участок на удаленном конце 32K заклепываемого участка 32 растрескивается во время заклепывания
[0047] Как описано выше, в соответствии с настоящим вариантом осуществления, второй присоединяемый элемент 20, изготовленный из металла, и первый присоединяемый элемент 18, изготовленный из полимера, могут быть надлежащим образом присоединены друг с другом.
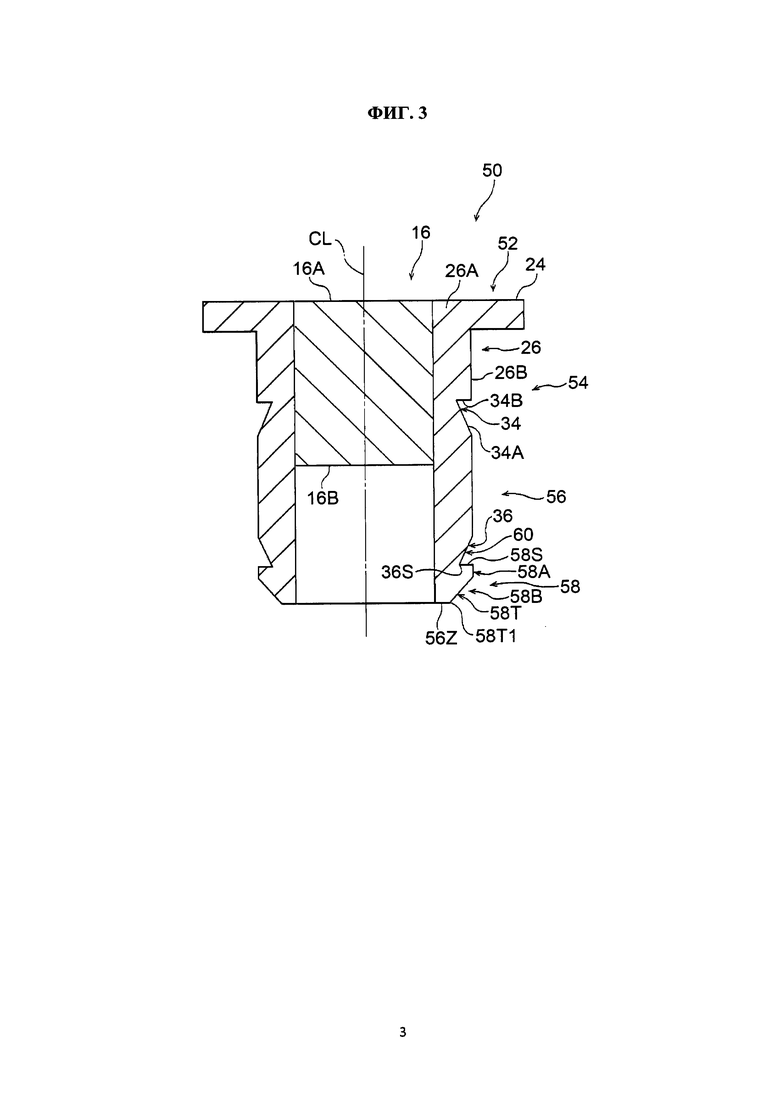
[0048] Второй вариант осуществления Далее будет описан второй вариант осуществления изобретения с использованием фиг. 3 и фиг. 4А, 4В. На фиг. 3 показан вид в разрезе соединительного элемента 50 для разнородных материалов согласно настоящему варианту осуществления в положении, в котором соединительный элемент 50 для разнородных материалов разрезан вдоль осевого направления соединительного элемента 50 для разнородных материалов (вид в разрезе, соответствующий фиг. 1 первого варианта осуществления). Как показано на фиг. 3, соединительный элемент 50 для разнородных материалов содержит первую соединительную деталь 52, изготовленную из металла, показанную на фиг. 3, вместо первой соединительной детали 14 соединительного элемента 12 для разнородных материалов первого варианта осуществления, показанного на фиг. 1. Первая соединительная деталь 52 имеет конфигурацию, в которой пробивочная часть 58, показанная на фиг. 3, добавлена к удаленной концевой кромке подлежащей деформированию части 30 первой соединительной детали 14 первого варианта осуществления, показанного на фиг. 1. Соединительный элемент 50 для разнородных материалов имеет, по существу, такую же конфигурацию, что и соединительный элемент 12 для разнородных материалов первого варианта осуществления (см. фиг. 1), за исключением пробивочной части 58. Поэтому, по существу, таким же составляющим элементам, что и таковые у первого варианта осуществления присвоены те же ссылочные позиции, и их описание опущено.
[0049] Следует отметить, что трубчатая часть 54 настоящего варианта осуществления образована частью, соответствующей трубчатой части 22 первого варианта осуществления (см. фиг. 1), и пробивочной частью 58. Также, подлежащая деформированию часть 56 настоящего варианта осуществления образована частью, соответствующей подлежащей деформированию части 30 первого варианта осуществления (см. фиг. 1), и пробивочной частью 58.
[0050] Пробивочная часть 58 представляет собой часть для пробивания первого присоединяемого элемента 18 (см. фиг. 4А, 4В) в направлении толщины пластины. Участок 58А на ближней концевой стороне пробивочной части 58 задается с той же толщиной стенки, что и у общего участка (участка, который не вырезан (например, короткого трубчатого участка 26В)) из трубчатой части 54. Следует отметить, что участок 58А на ближней концевой стороне пробивочной части 58 содержит торцевую поверхность 58S, которая образует участок 60 с канавкой, имеющей в сечении V-образную форму вместе со второй скошенной поверхностью 36, а торцевая поверхность 58S направлена перпендикулярно осевому направлению трубчатой части 54.
[0051] Также, скошенная поверхность 58Т выполнена на участке, содержащем удаленный концевой участок 58В пробивочной части 58, путем точения наружной боковой поверхности участка по всей окружности. Скошенная поверхность 58Т наклонена радиально к внутренней стороне трубчатой части 54 в направлении удаленной концевой кромки подлежащей деформированию части 56. Местоположение удаленного конца 58Т1 скошенной поверхности 58Т смещено радиально к внутренней стороне трубчатой части 54 по отношению к местоположению удаленного конца 36S второй скошенной поверхности 36. То есть, площадь удаленной торцевой поверхности 56Z подлежащей деформированию части 56 задается меньшей, чем площадь удаленной торцевой поверхности 30Z подлежащей деформированию части 30 в первом варианте осуществления, показанном на фиг. 1 с учетом пробивания первого присоединяемого элемента 18 (см. фиг. 4А, 4B). Следует отметить, что угол наклона скошенной поверхности 58Т, показанной на фиг. 3, и форма пробивочной части 58 устанавливаются с учетом нагрузки при пробивании первого присоединяемого элемента 18 (см. фиг. 4А, 4В) и нагрузки во время заклепывания.
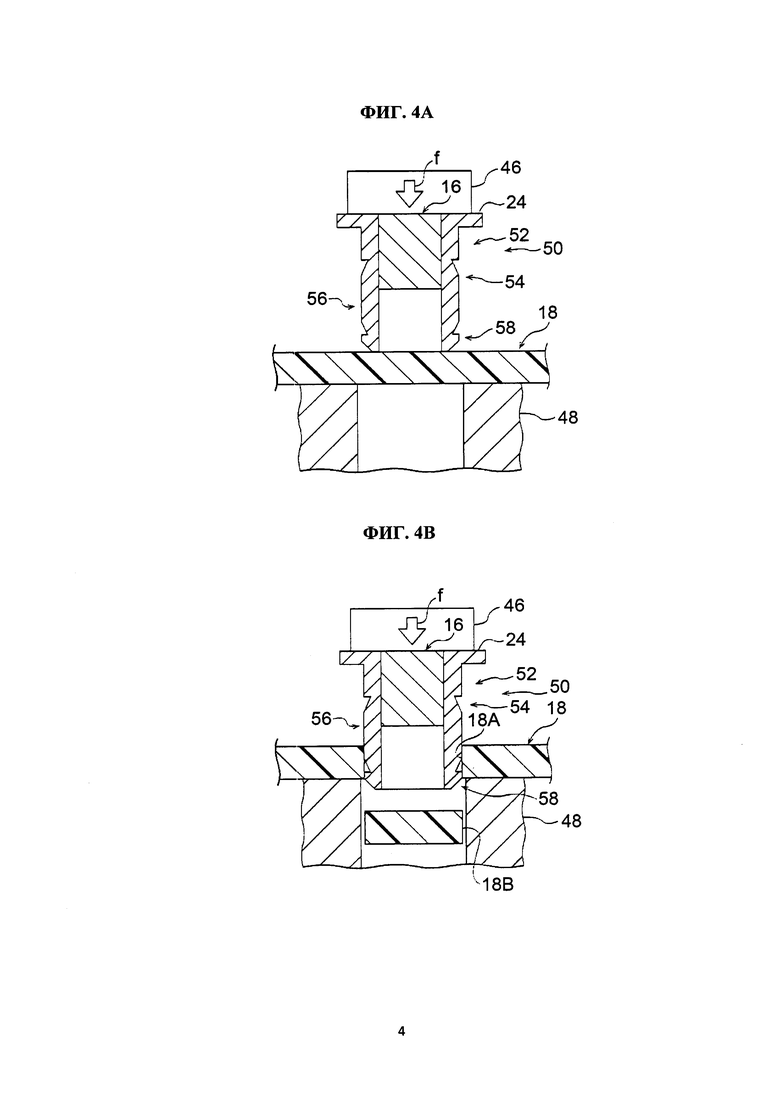
[0052] На фиг. 4А, 4В показаны виды в разрезе этапа формирования сквозного отверстия 18А в первом присоединяемом элементе 18 с использованием соединительного элемента 50 для разнородных материалов на фиг. 3. Более конкретно, на фиг. 4А показано положение, в котором соединительный элемент 50 для разнородных материалов начинает давить на первый присоединяемый элемент 18, а на фиг. 4В показано положение, в котором соединительный элемент 50 для разнородных материалов пробивает первый присоединяемый элемент 18 для формирования сквозного отверстия 18А.
[0053] Как показано на фиг. 4А, первый присоединяемый элемент 18 опирается на круглое опорное основание 48 в форме трубы с наружной периферийной стороны участка, где должно быть выполнено сквозное отверстие. Соединительный элемент 50 для разнородных материалов расположен на верхней стороне первого присоединяемого элемента 18 с пробивочной частью 58, размещенной в направлении первого присоединяемого элемента 18. Соединительный элемент 50 для разнородных материалов прижат с верхней стороны пробойником 46 (см. стрелку f). Соответственно, пробивочная часть 58 соединительного элемента 50 для разнородных материалов (первая соединительная деталь 52) пробивает первый присоединительный элемент 18 для образования сквозного отверстия 18А в первом присоединительном элементе 18, как показано на фиг. 4В. Следует отметить, что участок, выбитый из первого присоединительного элемента 18, на чертежах обозначен ссылочной позицией 18В.
[0054] Далее будет кратко описан способ изготовления сборного корпуса из разнородных материалов с использованием соединительного элемента 50 для разнородных материалов. В настоящем варианте осуществления, соединительный элемент 50 для разнородных материалов настоящего варианта осуществления используется вместо соединительного элемента 12 для разнородных материалов в первом варианте осуществления (см. фиг. 1), и применен способ, сходный со способом изготовления сборного корпуса 10 из разнородных материалов, показанным на фиг. 2А, 2В, 2С. Соответственно, можно изготовить сборный корпус из разнородных материалов (не показан), который является почти таким же, что и сборный корпус 10 из разнородных материалов в первом варианте осуществления, и в котором применена сборная конструкция из разнородных материалов по данному изобретению.
[0055] Следует отметить, что этапы с первого по третий (см. фиг. 2А-2С) могут быть выполнены вслед за этапом на фиг. 4В, поскольку электрод 42, показанный на фиг. 2В, после этапа на фиг. 4В может быть размещен внутри трубки опорного основания 48, показанного на фиг. 4А, 4В, когда диаметр отверстия опорного основания 48 устанавливается слегка большим.
[0056] В соответствии с конфигурацией настоящего варианта осуществления, можно получить, по существу, то же функционирование и результат, что и таковые первого варианта осуществления, описанные выше.
[0057] Дополнительное пояснение вариантов осуществления В соединительных элементах 12, 50 для разнородных материалов вышеупомянутых вариантов осуществления, трубчатые части 22, 54 имеют круглую трубчатую форму, а вторая соединительная деталь 16 имеет форму короткого круглого цилиндра. Хотя такая конфигурация более предпочтительна, трубчатая часть, например, может иметь форму прямоугольной трубы, а вторая соединительная деталь может иметь форму короткой прямоугольной призмы. Аналогичным образом, в сборной конструкции из разнородных материалов вышеупомянутого первого варианта осуществления, трубчатый участок первой соединительной детали 14 представляет собой круглый трубчатый участок 28. Однако трубчатый участок первой соединительной детали может представлять собой прямоугольный трубчатый участок.
[0058] Также, в качестве модификации вышеупомянутых вариантов осуществления, в дополнение к вышеупомянутой конфигурации на центральном участке между ближним участком и удаленным концевым участком на внутренней боковой поверхности подлежащих деформированию частей 30, 56 первых соединительных деталей 14, 52, может быть выполнен участок с канавкой, вырезанной по всей окружности, чтобы вызвать изгиб подлежащих деформированию частей 30, 56 во время заклепывания.
[0059] Также, в качестве модификации вышеупомянутых вариантов осуществления, наружная боковая поверхность подлежащей деформированию части первой соединительной детали может быть выполнена с изогнутой формой, которая задается так, чтобы получить больший диаметр (быть увеличена в диаметре), который плавно увеличивается к центральному участку между ближним участком и удаленным концевым участком.
[0060] Также, в вышеупомянутых вариантах осуществления, ступенчатая поверхность 34В, образующая участок 34 с канавкой, имеющей в сечении V-образную форму совместно с первой скошенной поверхностью 34А, устанавливается перпендикулярной осевому направлению трубчатых частей 22, 54 на ближнем участке подлежащих деформированию частей 30, 56. Хотя такая конфигурация более предпочтительна, поверхность, образующая участок с канавкой совместно с первой скошенной поверхностью на ближнем участке подлежащей деформированию части, может быть установлена, например, слегка наклоненной относительно направления, перпендикулярного осевому направлению трубчатой части.
[0061] Также, в вышеупомянутом первом варианте осуществления, случай, в котором первый присоединяемый элемент 18 касается панели пола, а второй присоединяемый элемент 20 касается пороговой панели, описан как один пример. Однако первый присоединяемый элемент и второй присоединяемый элемент могут быть применены, как другие элементы, например, конструктивный элемент боковой двери транспортного средства.
[0062] Следует отметить, что вышеупомянутые варианты осуществления и вышеупомянутая совокупность модификаций могут сочетаться друг с другом и реализовываться.
[0063] Хотя примеры изобретения были описаны выше, изобретение не ограничено вышеуказанными примерами, и понятно, что изобретение может быть различными способами модифицировано и осуществлено в пределах объема изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНАЯ КОНСТРУКЦИЯ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ И СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО КОРПУСА ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2016 |
|
RU2644827C2 |
| ШТАМПОВКА ДЛЯ ФОРМИРОВАНИЯ КОМПОЗИТНОЙ КОНСТРУКЦИИ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ, ИМЕЮЩЕЙ СТРУКТУРИРОВАННЫЕ ЭЛЕМЕНТЫ | 2015 |
|
RU2691670C2 |
| Способ диффузионной сварки разнородных материалов | 2023 |
|
RU2821984C1 |
| СПОСОБ БЕСФЛЮСОВОЙ ПАЙКИ РАЗНОРОДНЫХ МАТЕРИАЛОВ | 2010 |
|
RU2442680C1 |
| ЛЕГКО УСТАНАВЛИВАЕМЫЙ СБОРНЫЙ ЗАМОК | 2009 |
|
RU2504631C2 |
| КОРПУС ДЛЯ ИНЪЕКЦИОННОГО УСТРОЙСТВА И ВЗАИМНОЕ СОЕДИНЕНИЕ ДЕТАЛЕЙ КОРПУСА | 2016 |
|
RU2714666C2 |
| СВЕТОДИОДНОЕ ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО И СВЕТОДИОДНАЯ СИСТЕМА ЛИНЕЙНОГО ОСВЕЩЕНИЯ | 2013 |
|
RU2639890C2 |
| СОЕДИНИТЕЛЬ ДЛЯ ГИБКОЙ ТРУБЫ | 2009 |
|
RU2451863C1 |
| ПЕРЕХОДНЫЙ ЭЛЕМЕНТ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1987 |
|
SU1480463A1 |
| СБОРНО-РАЗБОРНОЕ ДОРОЖНОЕ ПОКРЫТИЕ И СПОСОБ ЕГО СБОРКИ | 2014 |
|
RU2576536C1 |
Изобретение относится к соединительному элементу, способу изготовления сборного корпуса из разнородных материалов и к сборной конструкции из разнородных материалов. Соединительный элемент содержит трубчатую часть, фланцевую часть, заклепываемую подлежащую деформированию часть, первую соединительную деталь, изготовленную из металла, и вторую соединительную деталь, изготовленную из металла. Трубчатая часть проходит через первый присоединяемый элемент, изготовленный из полимера. Фланцевая часть простирается в виде фланца радиально с наружной стороны трубчатой части с одного осевого конца трубчатой части. Подлежащая деформированию часть является другой осевой концевой стороной трубчатой части. В первой соединительной детали подлежащая деформированию часть закрепляет первый присоединяемый элемент между подлежащей деформированию частью и фланцевой частью, которая изогнута таким образом, что центральный участок, в направлении вдоль осевого направления, вытянут радиально с наружной стороны для формирования отогнутого участка, когда сжимающая нагрузка заранее определенной величины или более прикладывается к трубчатой части в осевом направлении. Изобретение обеспечивает повышение жесткости и точности скрепления деталей. 3 н. и 2 з.п. ф-лы, 7 ил.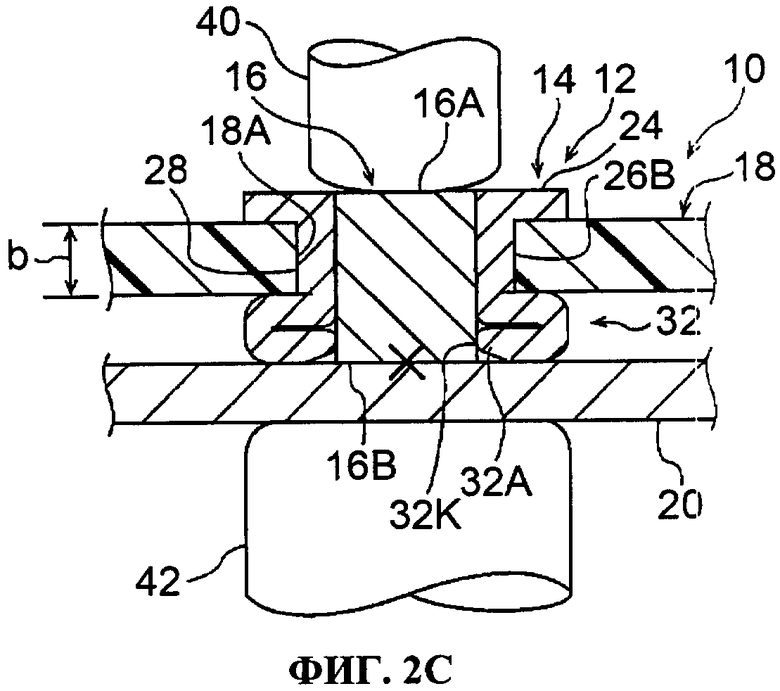
1. Соединительный элемент для разнородных материалов, содержащий:
трубчатую часть, которая проходит через первый присоединяемый элемент, изготовленный из полимера;
фланцевую часть, которая простирается в форме фланца радиально с наружной стороны трубчатой части с одного конца трубчатой части в осевом направлении;
заклепываемую подлежащую деформированию часть, при этом подлежащая деформированию часть является другой концевой стороной трубчатой части в осевом направлении;
первую соединительную деталь, изготовленную из металла, на которой подлежащая деформированию часть закрепляет первый присоединяемый элемент между подлежащей деформированию частью и фланцевой частью, которая изогнута таким образом, чтобы центральный участок, в направлении вдоль осевого направления, трубчатой части вытянулся радиально с наружной стороны трубчатой части для образования отогнутого сложенного участка, когда сжимающая нагрузка заранее определенной величины или более прикладывается к трубчатой части в осевом направлении; и
вторую соединительную деталь, изготовленную из металла, которая имеет форму короткого цилиндра и жестко прикреплена к трубчатой части первой соединительной детали в положении, в котором вторая соединительная деталь соосно вставлена в трубчатую часть и приварена точечной сваркой ко второму присоединяемому элементу, изготовленному из металла, со стороны одной торцевой поверхности, в осевом направлении второй соединительной детали.
2. Соединительный элемент для разнородных материалов по п. 1, в котором
ближний участок подлежащей деформированию части содержит первую скошенную поверхность, при этом первая скошенная поверхность наклонена радиально к внутренней стороне трубчатой части в противоположную сторону по отношению к удаленной концевой кромке подлежащей деформированию части путем срезания наружной боковой поверхности ближнего участка по всей окружности, и
удаленный концевой участок подлежащей деформированию части содержит вторую скошенную поверхность, причем вторая скошенная поверхность наклонена радиально к внутренней стороне трубчатой части в направлении удаленной концевой кромки подлежащей деформированию части путем срезания наружной боковой поверхности удаленного концевого участка по всей окружности.
3. Соединительный элемент для разнородных материалов по п. 2, в котором ближний участок содержит ступенчатую поверхность, при этом ступенчатая поверхность образует участок с канавкой, имеющий в сечении V-образную форму вместе с первой скошенной поверхностью, и направлена перпендикулярно осевому направлению трубчатой части.
4. Способ изготовления сборного корпуса из разнородных материалов с использованием соединительного элемента для разнородных материалов по любому из пп. 1-3, при этом способ изготовления содержит:
приведение фланцевой части в соприкосновение с первым присоединяемым элементом путем пропускания трубчатой части через первый присоединяемый элемент;
после осуществления соприкосновения изгибание подлежащей деформированию части таким образом, чтобы центральный участок, в направлении вдоль осевого направления, на подлежащей деформированию части вытянулся радиально с наружной стороны трубчатой части для образования отогнутого сложенного участка, и закрепление первого присоединяемого элемента между изогнутой подлежащей деформированию частью и фланцевой частью; и
после осуществления закрепления точечную сварку одной торцевой поверхности в осевом направлении второй соединительной детали ко второму присоединяемому элементу путем размещения второго присоединяемого элемента обращенным к первому присоединяемому элементу.
5. Сборная конструкция из разнородных материалов, содержащая:
первый присоединяемый элемент, изготовленный из полимера;
трубчатый участок, который проходит через первый присоединяемый элемент;
фланцевую часть, которая простирается в форме фланца радиально с наружной стороны трубчатого участка с одного конца трубчатого участка в осевом направлении;
первую соединительную деталь, изготовленную из металла, которая содержит заклепываемый участок, причем заклепываемый участок простирается в форме фланца радиально с наружной стороны трубчатого участка на другом конце в осевом направлении с целью закрепления первого присоединяемого элемента между заклепываемым участком и фланцевым участком, и содержащую отогнутый сложенный концевой участок, загнутый к противолежащей поверхности относительно фланцевой части и радиально к внутренней стороне трубчатого участка, при этом отогнутый сложенный концевой участок установлен в положение с перекрытием трубчатого участка, если смотреть в осевом направлении;
вторую соединительную деталь, изготовленную из металла, которая имеет форму короткого цилиндра и жестко прикреплена к трубчатому участку первой соединительной детали в положении, при котором вторая соединительная деталь соосно вставлена в трубчатый участок; и
второй присоединяемый элемент, изготовленный из металла, который размещен обращенным к первому присоединяемому элементу, при этом одна торцевая поверхность, в осевом направлении, второй соединительной детали приварена точечной сваркой ко второму присоединяемому элементу.
| JP 2013022622 A, 04.02.2013 | |||
| JP 2010207898 A, 24.09.2010 | |||
| WO 9715418 A1, 01.05.1997 | |||
| СПОСОБ МУФТОКЛЕЕВОГО СОЕДИНЕНИЯ ТРУБ, ЭПОКСИДНАЯ КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СОЕДИНИТЕЛЬНЫХ ЭЛЕМЕНТОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2141600C1 |

