Изобретение относится к нефтяной промышленности и может быть использовано для удаления асфальтосмолопарафиновых отложений с внутренней поверхности насосно-компрессорных труб.
Наиболее близким к предлагаемому является депарафинизатор скребковый автоматический, который содержит электропривод, состоящий из соединенных между собой электродвигателя и редуктора, барабан для намотки скребковой проволоки, вал которого закреплен на выходном валу редуктора, вертикальную стойку, жестко соединенную узлом крепления с трубой лубрикатора. На верхнем конце вертикальной стойки на площадке под отрицательным углом к горизонту от 10 до 20° жестко закреплен электропривод. Ниже на вертикальной стойке закреплено устройство контроля натяжения скребковой проволоки, выполненное съемным, и устройство прецизионной регулировки положения вала барабана относительно центра скважины. Устройство прецизионной регулировки снабжено средствами плавного прецизионного изменения величины угла поворота вертикальной стойки вокруг своей продольной осевой линии в узле крепления и средствами фиксации достигнутого положения. Свободный конец проволоки привязан к скребку в лубрикаторе (РФ, патент №2435939, Е21В 37/02, 10.12.2011).
Известно, что даже на одном и том же месторождении нефтяные скважины имеют отличающиеся характеристики, а следовательно, и отличающиеся характеристики асфальтосмолопарафиновых отложений, образующихся на внутренней поверхности насосно-компрессорных труб (НКТ). В результате на одном и том же месторождении требуются депарафинизаторы скважин с различными техническими характеристиками, существенно отличающимися друг от друга. Например, очистка тяжелых отложений требует увеличения мощности электродвигателя для подъема скребка, что при использовании известного депарафинизатора возможно только в результате замены электродвигателя. Кроме того, очистка НКТ с защитным покрытием скребками из эластомера требует определенной скорости движения скребка, что, в свою очередь, требует применения соответствующего электропривода. В известном депарафинизаторе, в принципе, возможно изменение скорости движения скребка путем изменения электрического режима работы электродвигателя. Однако такое изменение возможно в допустимых пределах от оптимального режима работы, а именно: 10% в ту или иную сторону, что эффективно только для улучшения показателей очистки в пределах одной и той же скважины. Кроме того, известный депарафинизатор обеспечивает конкретную, фиксированную глубину очистки, поскольку в нем отсутствуют средства, позволяющие использовать барабаны с различной емкостью (длиной проволоки).
В известном депарафинизаторе вертикальная стойка закреплена во втулке хомута стопорным винтом, упирающимся в боковую поверхность стойки, и регулировочными винтами для изменения угла поворота вертикальной стойки с последующей фиксацией положения, которые обеспечивают дополнительную фиксацию стойки. Использование для фиксации стойки только сил трения снижает жесткость конструкции. В результате в процессе работы депарафинизатора требуется периодическая дополнительная коррекция положения стойки для сохранения центровки барабана относительно оси НКТ. Кроме того, даже при повторной установке относительно оси НКТ барабана того же типа сложность выполняемой операции и присутствие субъективного фактора обуславливают невозможность достижения положения барабана, идентичного исходному, что лишает известный депарафинизатор универсальности и, кроме того, приводит к снижению устойчивости работы депарафинизатора.
Таким образом, недостаток известного депарафинизатора состоит в отсутствии универсальности, в недостаточной жесткости конструкции, в снижении устойчивости работы.
Предлагаемое изобретение решает задачу создания механизма депарафинизации скважин автоматического, осуществление которого позволяет достичь технического результата, заключающегося в достижении универсальности при одновременном повышении жесткости конструкции и повышении устойчивости работы.
Сущность изобретения заключается в том, что в заявленном механизме депарафинизации скважин автоматическом, содержащем электропривод, состоящий из электродвигателя и редуктора, подключенного входным валом к валу электродвигателя, барабан для намотки скребковой проволоки, закрепленный на выходном валу редуктора, лубрикатор со скребком, к которому привязан свободный конец проволоки, намотанной на барабан, вертикальную стойку, на верхнем конце которой под отрицательным углом к горизонту от 10 до 20° закреплена площадка с жестко закрепленным на ней электроприводом, ниже площадки на вертикальной стойке закреплено устройство контроля натяжения скребковой проволоки, при этом нижний конец вертикальной стойки жестко соединен узлом крепления с трубой лубрикатора на расстоянии от нее, при этом продольные оси вертикальной стойки и трубы лубрикатора параллельны, кроме того, вертикальная стойка размещена в узле крепления разъемно и, в незакрепленном состоянии, с возможностью поворота в узле вокруг своей продольной осевой линии на требуемый угол, новым является то, что вал электродвигателя соединен с входным валом редуктора посредством сменной зубчатой передачи, а в площадке, закрепленной на верхнем конце вертикальной стойки, выполнены регулировочные пазы Г-образной формы для крепления электропривода, вертикальный и горизонтальный элементы которых параллельны соответственно поперечной и продольной осям симметрии площадки, при этом концы горизонтальных элементов ориентированы в сторону, противоположную направлению наружного конца выходного вала редуктора, кроме того, вертикальная стойка закреплена в узле крепления жестко и разъемно посредством введенного фиксатора положения вертикальной стойки, выполненного в виде разъемного сочленения, сочленяемая часть которого закреплена на боковой поверхности вертикальной стойки, а приемная часть размещена в узле крепления, при этом вертикальные плоскости симметрии стойки с закрепленной на ней площадкой, узла крепления и трубы лубрикатора совпадают. Кроме того: зубчатая передача содержит шестерню, закрепленную на валу электродвигателя, и взаимодействующее с ней зубчатое колесо, закрепленное на входном валу редуктора, и размещена в корпусе, выполненном в виде плиты, которая жестко и разъемно соединяет между собой корпусы электродвигателя и редуктора, при этом в плите со стороны электродвигателя выполнена сквозная цилиндрическая выемка, в которой размещена шестерня, закрепленная на валу электродвигателя, а со стороны редуктора в плите выполнена выемка в форме цилиндрического стакана, дно которого обращено в сторону электродвигателя, в которой размещено зубчатое колесо, закрепленное на входном валу редуктора, при этом выемки выполнены соосно с валом электродвигателя и входным валом редуктора соответственно и с образованием общего внутреннего пространства, обеспечивающим возможность взаимодействия между собой шестерни и зубчатого колеса; в фиксаторе положения вертикальной стойки сочленяемая часть представляет собой упор, который приварен к боковой поверхности вертикальной стойки, а приемная часть - выемку в стенке корпуса узла крепления, выполненную в форме, конгруэнтной упору.
Существенные признаки формулы изобретения: " Механизм депарафинизации скважин автоматический, содержащий электропривод, состоящий из электродвигателя и редуктора, подключенного входным валом к валу электродвигателя, барабан для намотки скребковой проволоки, закрепленный на выходном валу редуктора, лубрикатор со скребком, к которому привязан свободный конец проволоки, намотанной на барабан, вертикальную стойку, на верхнем конце которой под отрицательным углом к горизонту от 10 до 20° закреплена площадка с жестко закрепленным на ней электроприводом, ниже площадки на вертикальной стойке закреплено устройство контроля натяжения скребковой проволоки, при этом нижний конец вертикальной стойки жестко соединен узлом крепления с трубой лубрикатора на расстоянии от нее, при этом продольные оси вертикальной стойки и трубы лубрикатора параллельны, кроме того, вертикальная стойка размещена в узле крепления разъемно и, в незакрепленном состоянии, с возможностью поворота в узле вокруг своей продольной осевой линии на требуемый угол,…" являются неотъемлемой частью заявленного депарафинизатора и обеспечивают его осуществимость, а следовательно, обеспечивают достижение заявленного технического результата.
Заявленный технический результат достигается следующим образом. В заявленном депарафинизаторе вал электродвигателя соединен с входным валом редуктора посредством сменной зубчатой передачи, что обеспечивает возможность придания заявленному депарафинизатору свойства универсальность. Это достигается благодаря тому, что замена зубчатой передачи позволяет, изменяя передаточное число, изменять скорость вращения выходного вала редуктора, а следовательно, позволяет изменять и скорость вращения барабана с проволокой. Как показал опыт, возможность изменения передаточного числа зубчатой передачи позволяет, не изменяя мощность электродвигателя привода, увеличить усилие на проволоке при подъеме скребка в 2 раза, что, в свою очередь, позволяет, не заменяя электродвигатель, использовать заявленный депарафинизатор для очистки отложений с отличающимися характеристиками, в том числе для очистки тяжелых отложений. Кроме того, возможность регулирования скорости спуска и подъема скребка заменой зубчатой передачи позволяет установить на заявленном депарафинизаторе скорость движения скребка, обеспечивающую возможность обработки НКТ в соответствии с используемыми скребками и конструктивными особенностями внутренних стенок НКТ. В частности, позволяет установить среднюю скорость спуска и подъема скребка 10 м/мин с учетом наличия защитного покрытия внутренних стенок НКТ и обеспечения возможности использования скребков из эластомера.
Сменная зубчатая передача содержит шестерню, закрепленную на валу электродвигателя, и взаимодействующее с ней зубчатое колесо, закрепленное на входном валу редуктора, и размещена в корпусе, выполненном в виде плиты, которая жестко соединяет между собой корпусы электродвигателя и редуктора, что обеспечивает жесткость конструкции. Выбор плиты в качестве корпуса позволяет, используя толщину плиты, разместить внутри нее зубчатую передачу, путем выполнения соответствующих выемок для размещения шестерни, закрепленной на валу электродвигателя, и для зубчатого колеса, закрепленного на входном валу редуктора. При этом в плите со стороны электродвигателя выполнена сквозная цилиндрическая выемка, в которой размещена шестерня, закрепленная на валу электродвигателя, а со стороны редуктора в плите выполнена выемка в форме цилиндрического стакана, дно которого обращено в сторону электродвигателя, в которой размещено зубчатое колесо, закрепленное на входном валу редуктора. Цилиндрическая форма выемок является оптимальной, поскольку повторяет пространственную фигуру рабочего объема, формируемого при вращении шестерни и зубчатого колеса, что позволяет минимизировать пространство рабочего объема, одновременно обеспечивая возможность их взаимодействия, а следовательно, минимизировать габаритные размеры плиты и, следовательно, ее вес, что позволяет использовать плиту для соединения электродвигателя и редуктора без ухудшения жесткости конструкции. Кроме того, выполнение выемки для зубчатого колеса в форме цилиндрического стакана, дно которого обращено в сторону электродвигателя, позволяет использовать ее стенки в качестве направляющих при соединении посредством плиты электродвигателя и редуктора. При этом, поскольку выемки выполнены соосно с валом электродвигателя и входным валом редуктора соответственно, то это исключает образование биений в процессе вращения при взаимодействии шестерни и зубчатой передачи, а также обеспечивает сохранение фиксированной центровки валов двигателя и редуктора, что повышает и обеспечивает жесткость конструкции и обеспечивает устойчивую работу депарафинизатора. Таким образом, использование предлагаемой плиты для соединения корпусов электродвигателя и редуктора обеспечивает возможность организации не только жесткого, но и разъемного соединения и, как следствие, возможность замены зубчатой передачи, обеспечивая возможность достижения заявленного технического результата.
В заявленном депарафинизаторе вертикальная стойка закреплена в узле крепления жестко и разъемно посредством введенного фиксатора положения вертикальной стойки, выполненного в виде разъемного сочленения, сочленяемая часть которого закреплена на боковой поверхности вертикальной стойки, а приемная часть размещена в узле крепления. При этом в зафиксированном положении стойки вертикальная плоскость симметрии стойки с закрепленной на ней площадкой вертикальные плоскости узла крепления и трубы лубрикатора совпадают, т.е. их пространственное положение после закрепления стойки также зафиксировано. В результате исключается возможность изменения пространственного положения стойки относительно оси лубрикатора, а следовательно, относительно оси НКТ, в процессе работы депарафинизатора (далее - относительно оси НКТ). Поскольку исходное положение площадки не меняется, то для конкретного закрепления на площадке привода положение барабана относительно оси НКТ также не меняется.
Кроме того, выполнение фиксатора положения вертикальной стойки в виде разъемного сочленения повышает жесткость конструкции, а следовательно, жесткость фиксации вертикальной стойки в узле в требуемом положении относительно продольной оси НКТ. Это обусловлено тем, что в фиксаторе положения вертикальной стойки сочленяемая часть представляет собой упор, который приварен к боковой поверхности вертикальной стойки, а приемная часть - выемку, выполненную в стенке корпуса узла крепления в форме, конгруэнтной упору. Выполнение фиксатора положения вертикальной стойки в виде сочленения обеспечивает надежную фиксацию стойки в узле благодаря механическому совмещению упора с выемкой. При этом выполнение выемки конгруэнтной упору обеспечивает сочленение частей фиксатора с усилием, что также повышает жесткость конструкции.
В заявленном депарафинизаторе в площадке для закрепления электропривода выполнены регулировочные пазы Г-образной формы, вертикальный и горизонтальный элементы которых параллельны соответственно поперечной и продольной осям симметрии площадки, а концы горизонтальных элементов ориентированы в сторону, противоположную направлению наружного конца выходного вала редуктора. Это позволяет, не изменяя положение вертикальной стойки, а следовательно, не изменяя положения площадки, варьируя положением электропривода на площадке, регулировать относительно оси НКТ положение барабана, закрепленного на выходном валу редуктора. В результате после замены барабана на другой с отличающейся емкостью обеспечивается возможность компенсации его отклонения от продольной оси НКТ, что обусловлено изменением его габаритных размеров. Это позволяет в заявленном депарафинизаторе использовать барабаны с отличающейся емкостью, а именно с длиной скребковой проволоки от 1600 до 2500 м, и применять барабаны диаметром 590 мм и 640 мм, сохраняя требуемое рабочее положение барабана относительно оси НКТ, при котором скребковая проволока проходит через центр НКТ. Причем если длина проволоки увеличена за счет полного заполнения вала барабана, что приводит к ее заметному отклонению от оси НКТ в горизонтальной плоскости симметрии вала барабана, то привод смещают вдоль вертикального элемента паза, параллельного поперечной оси симметрии площадки, до получения рабочего положения барабана. Если длина проволоки увеличена за счет увеличения ширины барабана, то линия вертикальной симметрии вала барабана, проходящая через вал между щеками барабана, смещается в сторону привода. В этом случае привод смещают вдоль горизонтального элемента паза, параллельного продольной оси симметрии площадки, до получения рабочего положения барабана, что обеспечивается благодаря тому, что концы горизонтальных элементов ориентированы в сторону, противоположную направлению наружного конца выходного вала редуктора.
Кроме того, зная, какие емкости барабанов могут быть использованы с данным депарафинизатором, длину регулировочных пазов заранее рассчитывают, что позволяет для регулировки положения конкретного барабана устанавливать привод в конкретное фиксированное положение. Так, например, при использовании барабана с длиной проволоки 1600 м привод устанавливают в крайнее нижнее положение в вертикальных элементах пазов; при использовании барабана с длиной проволоки 2100 м привод устанавливают в точках пересечения вертикального и горизонтального элементов пазов; при использовании барабана с длиной проволоки до 2500 м привод устанавливают в крайнее положение в горизонтальных элементах пазов. В результате обеспечивается оперативная и точная центровка барабана относительно оси НКТ.
Таким образом, выполнение в площадке регулировочных пазов, обеспечивающих возможность регулировки положения барабана относительно оси НКТ, в совокупности с предлагаемым закреплением вертикальной стойки посредством фиксатора положения, исключающим возможность изменения пространственного положения стойки относительно оси НКТ в процессе работы депарафинизатора, обеспечивают возможность центровки барабана относительно оси НКТ при его замене на другой с отличающейся емкостью, что, в свою очередь, обеспечивает возможность достижения универсальности заявленного депарафинизатора при одновременном повышении жесткости конструкции и повышении устойчивости работы.
Из вышеизложенного следует, что в заявленном депарафинизаторе технический результат (достижение универсальности заявленного депарафинизатора при одновременном повышении жесткости конструкции и повышении устойчивости работы) обеспечивается:
- благодаря соединению вала электродвигателя с входным валом редуктора посредством сменной зубчатой передачи, что обеспечивает возможность изменения усилия на скребковой проволоке и изменения скорости движения скребка подбором передаточного числа зубчатой передачи;
- выполнением фиксатора положения вертикальной стойки в виде разъемного сочленения, сочленяемая часть которого закреплена на боковой поверхности вертикальной стойки, а приемная часть размещена в узле крепления, и закрепление стойки таким образом, что вертикальные плоскости симметрии стойки с закрепленной на ней площадкой, узла крепления и трубы лубрикатора совпадают, что обеспечивает жесткое закрепление вертикальной стойки в узле в неизменном положении относительно продольной оси НКТ;
- выполнением в площадке для закрепления электропривода регулировочных пазов Г-образной формы, вертикальный и горизонтальный элементы которых параллельны соответственно поперечной и продольной осям симметрии площадки, при этом концы горизонтальных элементов ориентированы в сторону, противоположную направлению наружного конца выходного вала редуктора, что, в совокупности с неизменным положением вертикальной стойки относительно оси НКТ, обеспечивает возможность корректировки положения барабана относительно оси НКТ при его замене на другой с отличающейся емкостью.
В результате: заявленный депарафинизатор позволяет изменять глубину очистки НКТ до 2500 м; позволяет в широких пределах регулировать режим очистки без увеличения мощности электропривода, что, в свою очередь, позволяет использовать различные модели скребков, выполнять очистку НКТ с защитным покрытием, используя скребки из эластомера. Кроме того, заявленный депарафинизатор позволяет использовать электродвигатели мощностью 0,37 кВт и 0,75 кВт. В результате обеспечивается достижение универсальности заявляемого депарафинизатора.
Одновременно упрощается обслуживание депарафинизатора благодаря предлагаемому выполнению фиксатора положения вертикальной стойки в виде разъемного сочленения. Так, например, для замены барабана или для производства ремонтных и исследовательских работ требуется отвернуть барабан для высвобождения входа в НКТ. Возможность возврата вертикальной стойки в исходное рабочее положение не требует выполнения дополнительной центровки барабана и электропривода относительно оси НКТ.
Таким образом, из вышеизложенного следует, что заявленный механизм депарафинизации скважин автоматический при осуществлении обеспечивает достижение технического результата, заключающегося в достижении универсальности при одновременном повышении жесткости конструкции и повышении устойчивости работы.
Кроме того, заявленный механизм депарафинизации скважин автоматический при осуществлении обеспечивает достижение дополнительного технического результата, заключающегося в упрощении обслуживания.
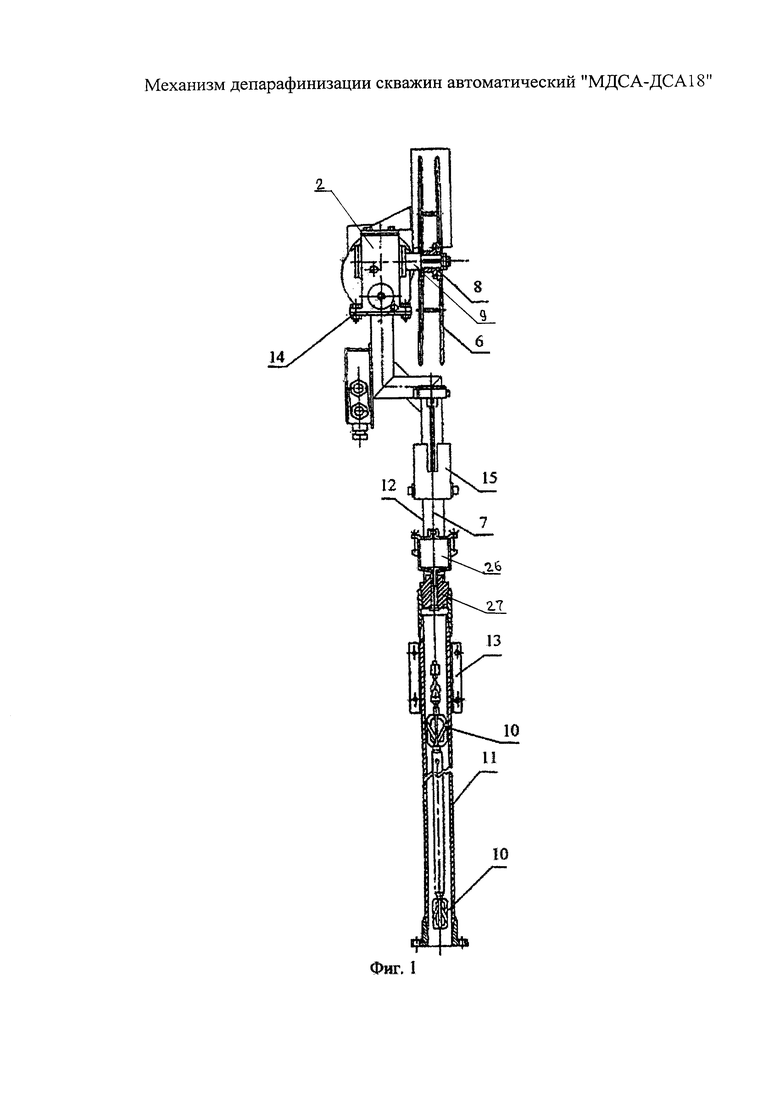
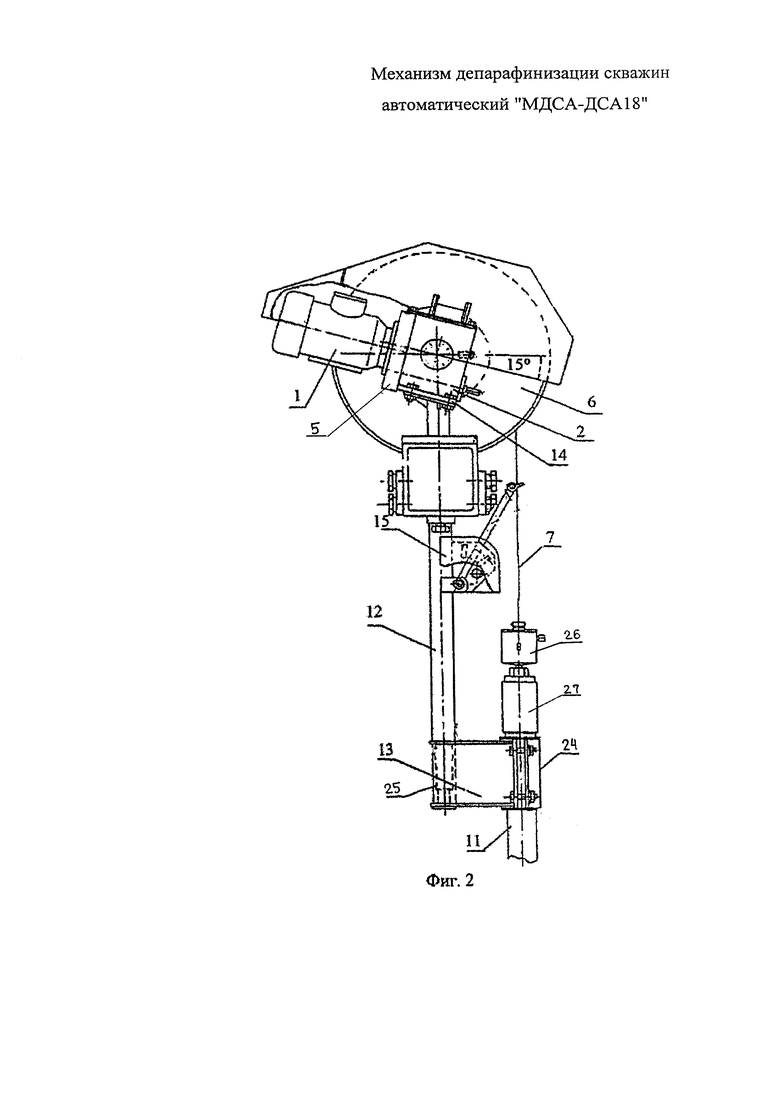
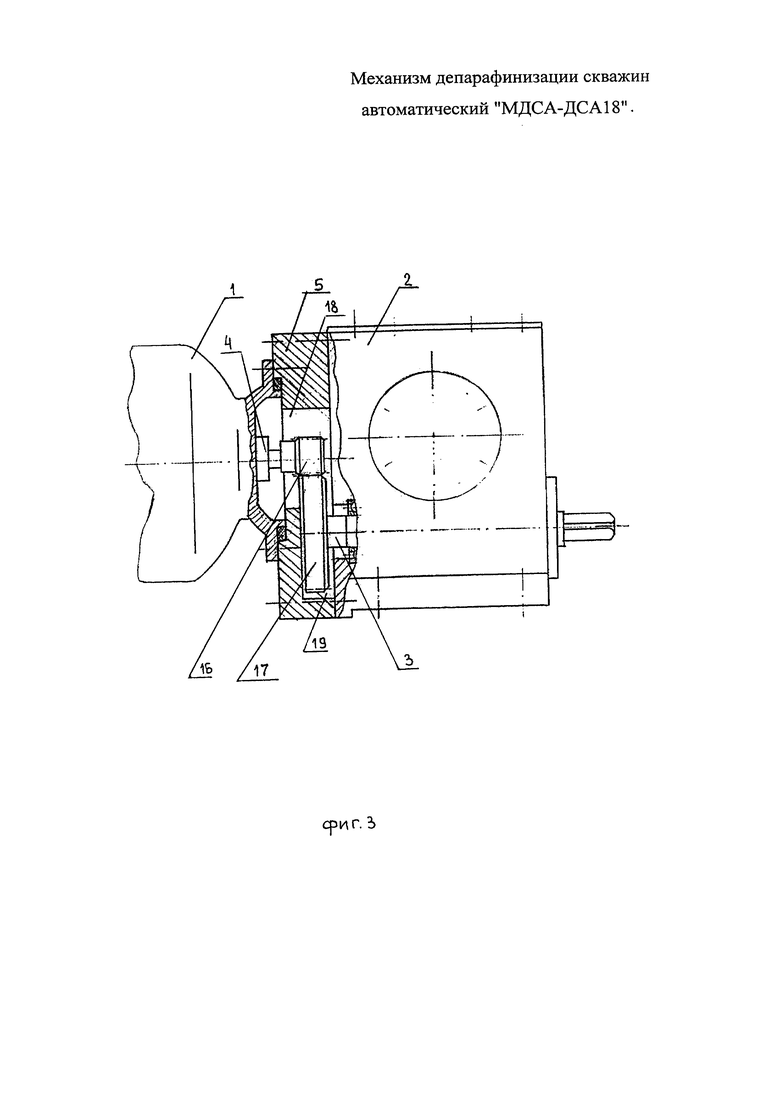
На фиг. 1 изображен заявленный механизм депарафинизации скважин автоматический "МДСА-ДСА18", вид спереди; на фиг. 2 - то же, вид сбоку; на фиг. 3 - соединение вала электродвигателя с входным валом редуктора посредством сменной зубчатой передачи; на фиг. 4 - площадка для закрепления электропривода с Г-образными пазами (схематично); на фиг. 5 - закрепление вертикальной стойки в узле крепления к лубрикатору посредством фиксатора положения (схематично).
Заявленный механизм депарафинизации скважин автоматический "МДСА-ДСА18" содержит (фиг. 1): электропривод, состоящий из электродвигателя 1 и редуктора 2, подключенного входным валом 3 к валу 4 (фиг. 3) электродвигателя 1. Корпусы электродвигателя 1 и редуктора 2 жестко и разъемно соединены между собой посредством плиты 5; барабан 6 для намотки скребковой проволоки 7, закрепленный своим валом 8 на выходном валу 9 редуктора 2; скребок 10, к которому привязан свободный конец проволоки 7, опущен в лубрикатор 11; вертикальную стойку 12, нижний конец которой жестко соединен узлом 13 крепления с трубой лубрикатора 11 на расстоянии от нее, при этом продольные оси вертикальной стойки 12 и трубы лубрикатора 11 параллельны, кроме того, вертикальная стойка 12 размещена в узле 13 крепления разъемно и, в незакрепленном состоянии, с возможностью поворота в узле вокруг своей продольной осевой линии на требуемый угол; на верхнем конце вертикальной стойки 12 под отрицательным углом к горизонту от 10 до 20° закреплена площадка 14 с жестко закрепленным на ней электроприводом (электродвигатель 1, редуктор 2); ниже площадки 14 на вертикальной стойке 12 закреплено устройство контроля 15 натяжения скребковой проволоки 7. Вал 4 электродвигателя 1 соединен с входным валом 3 редуктора 2 посредством сменной зубчатой передачи 16, 17, корпусом для которой является плита 5.
Зубчатая передача содержит шестерню 16, закрепленную на валу 4 электродвигателя 1, и взаимодействующее с ней зубчатое колесо 17, закрепленное на входном валу 3 редуктора 2, и размещена в корпусе, выполненном в виде плиты 5, которая жестко и разъемно соединяет между собой корпуса электродвигателя 1 и редуктора 2. В плите 5 со стороны электродвигателя 1 выполнена сквозная цилиндрическая выемка 18, в которой размещена шестерня 16, закрепленная на валу 4 электродвигателя 1. Со стороны редуктора 2 в плите 5 выполнена выемка 19 в форме цилиндрического стакана, дно которого обращено в сторону электродвигателя 1, в которой размещено зубчатое колесо 17, закрепленное на входном валу 3 редуктора 2. Выемки 18, 19 выполнены соосно с валом 4 электродвигателя 1 и входным валом 3 редуктора 2 соответственно и с образованием общего внутреннего пространства, обеспечивающего возможность взаимодействия между собой шестерни 16 и зубчатого колеса 17.
В площадке 14, закрепленной на верхнем конце вертикальной стойки 12, выполнены регулировочные пазы 20 Г-образной формы для крепления электропривода, вертикальный и горизонтальный элементы которых параллельны соответственно поперечной и продольной осям симметрии площадки 14 (фиг. 4). Концы горизонтальных элементов ориентированы в сторону, противоположную направлению наружного конца выходного вала 9 редуктора 2.
Вертикальная стойка 12 закреплена в узле 13 крепления жестко и разъемно посредством введенного фиксатора 21 положения вертикальной стойки (фиг. 5), выполненного в виде разъемного сочленения, сочленяемая часть 22 которого закреплена на боковой поверхности вертикальной стойки 12, а приемная часть 23 размещена в узле 13 крепления, при этом вертикальные плоскости симметрии стойки 12 с закрепленной на ней площадкой 14, узла крепления 13 и трубы лубрикатора совпадают. В фиксаторе 21 положения вертикальной стойки 12 сочленяемая часть 22 представляет собой упор, который приварен к боковой поверхности вертикальной стойки 12, а приемная часть 23 - выемку, выполненную в стенке корпуса узла 13 крепления в форме, конгруэнтной упору.
Узел 13 крепления вертикальной стойки 12 к трубе лубрикатора 11 может быть выполнен аналогично прототипу РФ, патент №2435939, Е21В 37/02, 10.12.2011, и содержит хомут 24, жестко закрепленный резьбовым соединением с контрением на трубе лубрикатора 10, и втулку 25 для размещения вертикальной стойки 12, жестко закрепленную в узле 13 напротив хомута 24, например сваркой.
Крепление стойки 12 в узле 13 может быть выполнено аналогично прототипу РФ, патент №2435939, Е21В 37/02, 10.12.2011. Втулка 25 выполнена с внутренней проточкой. Нижний конец стойки 12 проточен конгруэнтно сопрягающейся с ней поверхности втулки 25. В результате стойка 12 удерживается в узле 13 благодаря образованным после проточки «плечикам» и введенному фиксатору 21. При этом упор 22 приварен таким образом, что фиксатор 21 срабатывает одновременно с установкой стойки 12 на плечики во втулке 25. После вывода упора 22 из выемки 23 (стойка 12 приподнята) диаметр втулки 25 обеспечивает возможность поворота в ней вертикальной стойки 12 вокруг своей оси с усилием.
Скребковая проволока 7 пропущена в лубрикатор 11 через масляный бачок 26 и сальник 27.
Заявленный механизм депарафинизации скважин автоматический "МДСА-ДСА18" используют следующим образом. Закрепление площадки 14 для привода на верхнем конце вертикальной стойки 12 и установку фиксатора 21 положения вертикальной стойки 12 выполняют в заводских условиях. Площадку 14 закрепляют таким образом, чтобы после установки стойки 12 в узел 13 концы горизонтальных элементов регулировочных пазов 20 для крепления электропривода были ориентированы в сторону, противоположную направлению наружного конца выходного вала 9 редуктора 2. Стойку 12 с закрепленной на ее верхнем конце площадкой 14 вставляют в узел крепления так, чтобы их вертикальные плоскости симметрии и плоскость вертикальной симметрии узла крепления 13 совпадали. После чего монтируют фиксатор 21 положения вертикальной стойки 12. К боковой поверхности стойки 12 и в стенке узла крепления 13, охватывающей вертикальную стойку, после предварительной разметки, закрепляют (приваривают) упор 22 и соответственно выполняют выемку 23 для упора. Поскольку узел крепления 13 охватывает и трубу лубрикатора 11 (хомутом), то в результате в заявленном депарафинизаторе вертикальные плоскости симметрии стойки 12 с закрепленной на ней площадкой 14 и узла крепления 13 всегда совпадают с плоскостью вертикальной симметрии трубы лубрикатора 11, а следовательно, с плоскостью вертикальной симметрии НКТ. В результате положение стойки 12 с площадкой 14, благодаря предлагаемой фиксации в узле крепления 13, во время работы депарафинизатора всегда остается постоянным относительно продольной оси лубрикатора 11, а следовательно, относительно продольной оси НКТ, даже после неоднократных разборок и сборок.
Полную сборку депарафинизатора осуществляют на месте эксплуатации. Закрепляют на трубе лубрикатора 11 хомут 24 узла крепления 13, в котором во втулке 25 размещают вертикальную стойку 12 с площадкой 14 и поворачивают ее до тех пор, пока сочленяемая часть фиксатора не установится в его приемной части. Затем присоединяют к электродвигателю 1 резьбовым соединением плиту 5. Предварительно, выбирают параметры сменной зубчатой передачи, обеспечивающей требуемый режим работы привода в зависимости от характеристик скважины, характеристики отложений и конструктивных особенностей НКТ: скорость движения проволоки, требуемое усилие при подъеме скребка. На выходном валу 4 электродвигателя 2 закрепляют шестерню 16. На входном валу 3 редуктора 1 закрепляют зубчатое колесо 17. После чего электродвигатель с плитой осторожно надвигают на зубчатое колесо 17 таким образом, чтобы оно вошло в зацепление с зубьями шестерни 16, и далее до полного контакта плиты 5 с боковой поверхностью редуктора 2. Закрепляют плиту 5 на корпусе редуктора 2 резьбовым соединением. Закрепляют электропривод на площадке 14 в регулировочных пазах 20 в соответствии с используемым барабаном 6 для намотки скребковой проволоки 7, например, в местах пересечения вертикального и горизонтального элементов пазов 20. Затем на выходном валу 9 редуктора 2 закрепляют барабан для намотки скребковой проволоки, которую пропускают через масляный бачок и сальник. Натяжение проволоки контролирует устройство 15. Поскольку места расположения регулировочных пазов 20 и их вертикальный и горизонтальный размеры заранее рассчитаны для использования конкретных барабанов 6, то последний сразу устанавливается в рабочее положение, при котором скребковая проволока 7 с привязанным к ней скребком 10 проходит практически в центре НКТ.
Для замены зубчатой передачи отсоединяют плиту 5 от корпуса редуктора 2 и вместе с жестко закрепленным на ней электродвигателем 1 сдвигают в сторону, открывая доступ к шестерне 16 и зубчатому колесу 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕПАРАФИНИЗАТОР СКРЕБКОВЫЙ АВТОМАТИЧЕСКИЙ | 2010 |
|
RU2435939C1 |
| МЕХАНИЗМ ДЕПАРАФИНИЗАЦИИ СКВАЖИН АВТОМАТИЧЕСКИЙ МДСА (ВАРИАНТЫ) | 2014 |
|
RU2569426C1 |
| САЛЬНИКОВОЕ УСТРОЙСТВО ЛУБРИКАТОРА | 2011 |
|
RU2475620C1 |
| САЛЬНИКОВОЕ УСТРОЙСТВО ЛУБРИКАТОРА | 2012 |
|
RU2495223C1 |
| УЗЕЛ ПРИСОЕДИНЕНИЯ СКРЕБКА К ТЯГОВОМУ ОРГАНУ | 2012 |
|
RU2485288C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ | 2014 |
|
RU2568202C1 |
| СКРЕБКОВОЕ УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2529851C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ (ВАРИАНТЫ) | 2009 |
|
RU2393333C1 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ НАСОСНО-КОМПРЕССОРНОЙ ТРУБЫ (ВАРИАНТЫ) | 2013 |
|
RU2527549C1 |
| ЛУБРИКАТОР | 2009 |
|
RU2388898C1 |

Изобретение относится к нефтяной промышленности и может быть использовано для удаления асфальтосмолопарафиновых отложений с внутренней поверхности насосно-компрессорных труб. Механизм содержит электропривод, состоящий из электродвигателя и редуктора. Вал электродвигателя соединен с входным валом редуктора посредством сменной зубчатой передачи, что позволяет изменять режимы чистки НКТ. На выходном валу редуктора закреплен барабан для намотки скребковой проволоки. Электропривод закреплен на площадке на верхнем конце стойки. Стойка нижним концом жестко, разъемно и с возможностью поворота соединена узлом крепления с трубой лубрикатора. Фиксатор положения стойки выполнен в виде разъемного сочленения, обеспечивает неизменность ее пространственного положения в узле крепления относительно оси лубрикатора. В площадке выполнены регулировочные пазы Г-образной формы для крепления электропривода. Это позволяет регулировать положение барабана относительно оси лубрикатора в случае его замены. Обеспечивается универсальность при одновременном повышении жесткости конструкции и повышении устойчивости работы. 2 з.п. ф-лы. 5 ил.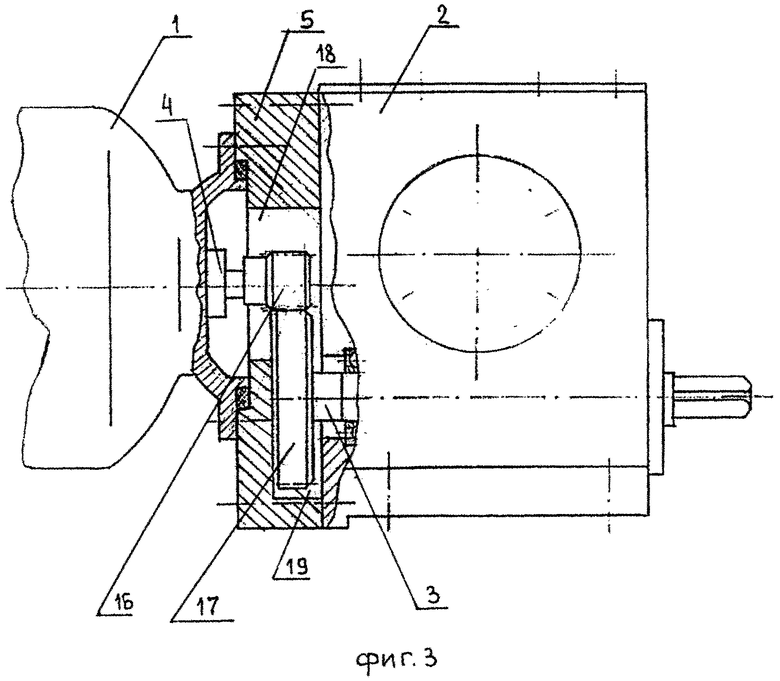
1. Механизм депарафинизации скважин автоматический, содержащий электропривод, состоящий из электродвигателя и редуктора, подключенного входным валом к валу электродвигателя, барабан для намотки скребковой проволоки, закрепленный на выходном валу редуктора, лубрикатор со скребком, к которому привязан свободный конец проволоки, намотанной на барабан, вертикальную стойку, на верхнем конце которой под отрицательным углом к горизонту от 10 до 20° закреплена площадка с жестко закрепленным на ней электроприводом, ниже площадки на вертикальной стойке закреплено устройство контроля натяжения скребковой проволоки, при этом нижний конец вертикальной стойки жестко соединен узлом крепления с трубой лубрикатора на расстоянии от нее, при этом продольные оси вертикальной стойки и трубы лубрикатора параллельны, кроме того, вертикальная стойка размещена в узле крепления разъемно и, в незакрепленном состоянии, с возможностью поворота в узле вокруг своей продольной осевой линии на требуемый угол, отличающийся тем, что вал электродвигателя соединен с входным валом редуктора посредством сменной зубчатой передачи, а в площадке, закрепленной на верхнем конце вертикальной стойки, выполнены регулировочные пазы Г-образной формы для крепления электропривода, вертикальный и горизонтальный элементы которых параллельны соответственно поперечной и продольной осям симметрии площадки, при этом концы горизонтальных элементов ориентированы в сторону, противоположную направлению наружного конца выходного вала редуктора, кроме того, вертикальная стойка закреплена в узле крепления жестко и разъемно посредством введенного фиксатора положения вертикальной стойки, выполненного в виде разъемного сочленения, сочленяемая часть которого закреплена на боковой поверхности вертикальной стойки, а приемная часть размещена в узле крепления, при этом вертикальные плоскости симметрии стойки с закрепленной на ней площадкой, узла крепления и трубы лубрикатора совпадают.
2. Механизм депарафинизации скважин автоматический по п. 1, отличающийся тем, что зубчатая передача содержит шестерню, закрепленную на валу электродвигателя, и взаимодействующее с ней зубчатое колесо, закрепленное на входном валу редуктора, и размещена в корпусе, выполненном в виде плиты, которая жестко и разъемно соединяет между собой корпусы электродвигателя и редуктора, при этом в плите со стороны электродвигателя выполнена сквозная цилиндрическая выемка, в которой размещена шестерня, закрепленная на валу электродвигателя, а со стороны редуктора в плите выполнена выемка в форме цилиндрического стакана, дно которого обращено в сторону электродвигателя, в которой размещено зубчатое колесо, закрепленное на входном валу редуктора, при этом выемки выполнены соосно с валом электродвигателя и входным валом редуктора соответственно и с образованием общего внутреннего пространства, обеспечивающим возможность взаимодействия между собой шестерни и зубчатого колеса.
3. Механизм депарафинизации скважин автоматический по п. 1, отличающийся тем, что в фиксаторе положения вертикальной стойки сочленяемая часть представляет собой упор, который приварен к боковой поверхности вертикальной стойки, а приемная часть - выемку в стенке корпуса узла крепления, выполненную в форме, конгруэнтной упору.
| ДЕПАРАФИНИЗАТОР СКРЕБКОВЫЙ АВТОМАТИЧЕСКИЙ | 2010 |
|
RU2435939C1 |
| Автоматическая депарафинизационная установка | 1959 |
|
SU129152A1 |
| RU 100550 U1, 20.12.2010 | |||
| Способ изготовления карбидкремниевых электронагревателей | 1961 |
|
SU145671A1 |
| US 20120211229 A1, 23.08.2012. | |||

