ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к преформе для формирования контейнера. Более конкретно, настоящее изобретение относится к преформе для формирования контейнера с различной толщиной.
Описание предшествующего уровня техники
[0002] Традиционно, многочисленные типы контейнеров, включающие в себя пластиковые бутылки для хранения жидкостей, формируются посредством дутьевого формования. Для некоторых применений желательны ручки для переноски контейнера.
[0003] Ручки обычно присоединяются на отдельном этапе процесса, после того как основная часть контейнера была сформирована посредством дутьевого формования. Например, после удаления сформированной основной части контейнера из выдувной формы сформированная основная часть контейнера может затем быть перенесена в другую форму, и ручка может быть сформирована на сформированной основной части контейнера посредством инжекционного формования. Альтернативно, отдельно сформированная ручка может быть защелкнута на горлышко сформированной основной части контейнера.
[0004] Другие примеры способов для формирования контейнера с ручкой изложены в разделе "Уровень техники" патента США № 8,524,143. Патент США № 8,524,143 и патент США № 9,505,163, которые описывают способ для формирования контейнера с цельной ручкой и контейнера с выемкой для цельной ручки, таким образом, включены в настоящую заявку в своей полноте посредством ссылки.
[0005] Дополнительно, преформы для формирования пластиковых бутылок традиционно имеют равномерную толщину, так что преформа может быть легко изъята из формы для преформы.
Сущность изобретения
[0006] Согласно одному или более вариантам осуществления настоящего изобретения, преформа для контейнера содержит полую цилиндрическую основную часть, имеющую первую толщину, полую цилиндрическую толстую часть, имеющую вторую толщину, большую первой толщины, и искривленную торцевую часть, при этом внутренние поверхности основной части, толстой части и торцевой части формируют полость.
[0007] Согласно одному или более вариантам осуществления настоящего изобретения, внешний диаметр толстой части больше внешнего диаметра основной части.
[0008] Согласно одному или более вариантам осуществления настоящего изобретения, внутренний диаметр толстой части является таким же, что и внутренний диаметр основной части.
[0009] Согласно одному или более вариантам осуществления настоящего изобретения, преформа для контейнера содержит сужающуюся переходную часть, сформированную между основной частью и толстой частью, так что толщина увеличивается постепенно от основной части к толстой части.
[0010] Согласно одному или более вариантам осуществления настоящего изобретения преформа для контейнера содержит резьбовую часть горлышка, расположенную над основной частью.
[0011] Согласно одному или более вариантам осуществления настоящего изобретения, преформа для контейнера содержит цельную ручку, присоединенную к основной части в верхней точке присоединения и присоединенную к толстой части в нижней точке присоединения.
[0012] Согласно одному или более вариантам осуществления настоящего изобретения, преформа для контейнера содержит цельную ручку, присоединенную к основной части как в верхней точке присоединения, так и в нижней точке присоединения.
[0013] Согласно одному или более вариантам осуществления настоящего изобретения, преформа для контейнера содержит цельную ручку, присоединенную к основной части в верхней точке присоединения и присоединенную к сужающейся переходной части в нижней точке присоединения.
[0014] Согласно одному или более вариантам осуществления настоящего изобретения, основная часть содержит переходную часть с сужающимся внутренним диаметром, которая постепенно уменьшает внутренний диаметр основной части в нижнем направлении.
[0015] Согласно одному или более вариантам осуществления настоящего изобретения, преформа для контейнера содержит верхнюю выемку для присоединения ручки, расположенную на основной части, и нижнюю выемку для присоединения ручки, расположенную на сужающейся переходной части.
[0016] Согласно одному или более вариантам осуществления настоящего изобретения, преформа для контейнера содержит другую толстую часть, расположенную на верхней стороне основной части и имеющую третью толщину, большую первой толщины, при этом толстая часть располагается на нижней стороне основной части.
[0017] Согласно одному или более вариантам осуществления настоящего изобретения, форма для формирования преформы содержит первую форму для преформы, содержащую первую полость формы для преформы, которая включает в себя первое верхнее отверстие и первое нижнее отверстие, вторую форму для преформы, содержащую вторую полость формы для преформы, которая включает в себя второе верхнее отверстие и второе нижнее отверстие, третью форму для преформы, содержащую третью полость формы для преформы, которая включает в себя третье верхнее отверстие и третье нижнее отверстие, и стержнеобразную внутреннюю форму. Первая форма для преформы и вторая форма для преформы выполнены с возможностью объединяться так, что первая и вторая полости форм для преформы формируют первое пространство, соответствующее внешней форме верхней части преформы, имеющей переменный внешний диаметр. Третья полость формы для преформы имеет второе пространство, соответствующе внешней форме нижней части преформы, имеющей постоянный внешний диаметр. Стержнеобразная внутренняя форма выполнена так, чтобы вставляться в первую, вторую и третью полости форм для преформы, и соответствует внутренней полости преформы. Третья форма для преформы выполена так, что расплавленная пластмасса может вводиться через третье нижнее отверстие.
[0018] Согласно одному или более вариантам осуществления настоящего изобретения, когда первая, вторая и третья формы для преформы объединяются, первое и второе нижние отверстия первой и второй полостей формы для преформы сообщаются с третьим верхним отверстием третьей полости формы для преформы, так что расплавленная пластмасса, вводимая из третьего нижнего отверстия, может протекать в первую и вторую полости формы для преформы.
[0019] Согласно одному или более вариантам осуществления настоящего изобретения, первая и вторая полости формы содержат углубления в форме ручки.
[0020] Согласно одному или более вариантам осуществления настоящего изобретения, способ формирования преформы содержит закрытие первой формы для преформы, содержащей первую полость формы для преформы, которая включает в себя первое верхнее отверстие и первое нижнее отверстие, и второй формы для преформы, содержащей вторую полость формы для преформы, которая включает в себя второе верхнее отверстие и второе нижнее отверстие, так что первая и вторая полости формы для преформы формируют первое пространство, соответствующее внешней форме верхней части преформы, имеющей переменный внешний диаметр, размещение третьей формы для преформы, содержащей третью полость формы для преформы, которая включает в себя третье верхнее отверстие и третье нижнее отверстие, под закрытыми первой и второй формами для преформы, причем третья полость формы для преформы имеет второе пространство, соответствующее внешней форме нижней части преформы, имеющей постоянный внешний диаметр, вставку стержнеобразной внутренней формы в первую, вторую и третью полости формы для преформы, введение расплавленной пластмассы через третье нижнее отверстие в первую, вторую и третью полости форм для преформы и вокруг внешней стороны стержнеобразной внутренней формы, охлаждение расплавленной пластмассы, чтобы формировать отвердевшую пластмассовую преформу, удаление первой, второй и третьей форм для преформы, чтобы раскрывать внешнюю сторону преформы, и удаление стержнеобразной внутренней формы из преформы.
[0021] Согласно одному или более вариантам осуществления настоящего изобретения, первая и вторая полости формы содержат углубления в форме ручки.
[0022] Согласно одному или более вариантам осуществления настоящего изобретения, по меньшей мере часть внутреннего диаметра закрытых первой и второй полостей форм для преформы больше по сравнению с внутренним диаметром третьей полости формы для преформы.
Краткое описание чертежей
[0023] Отличительные признаки настоящего изобретения станут более очевидными из последующего описания в сочетании с сопровождающими чертежами.
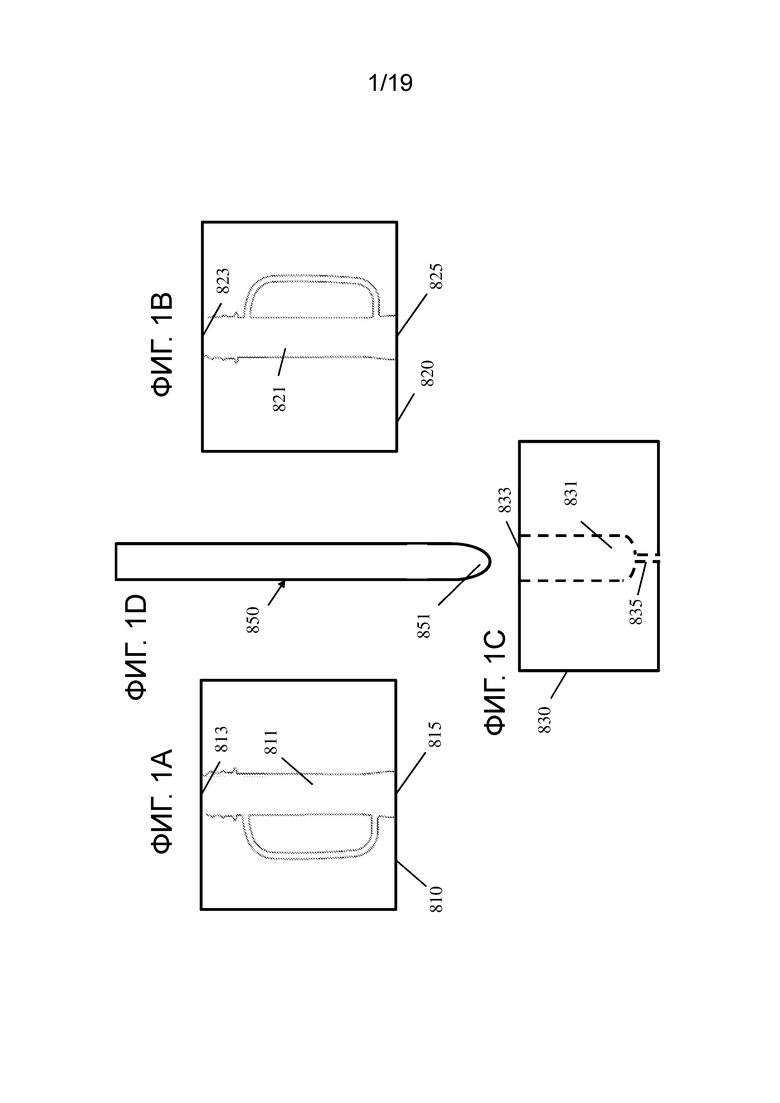
[0024] Фиг.1A и 1B показывают внутренние виды первой формы для преформы и второй формы для преформы для формирования преформы согласно одному или более вариантам осуществления настоящего изобретения.
[0025] Фиг.1C показывает передний вид нижней формы для преформы для формирования преформы согласно одному или более вариантам осуществления настоящего изобретения.
[0026] Фиг.1D показывает передний вид стержнеобразной внутренней формы для формирования преформы согласно одному или более вариантам осуществления настоящего изобретения.
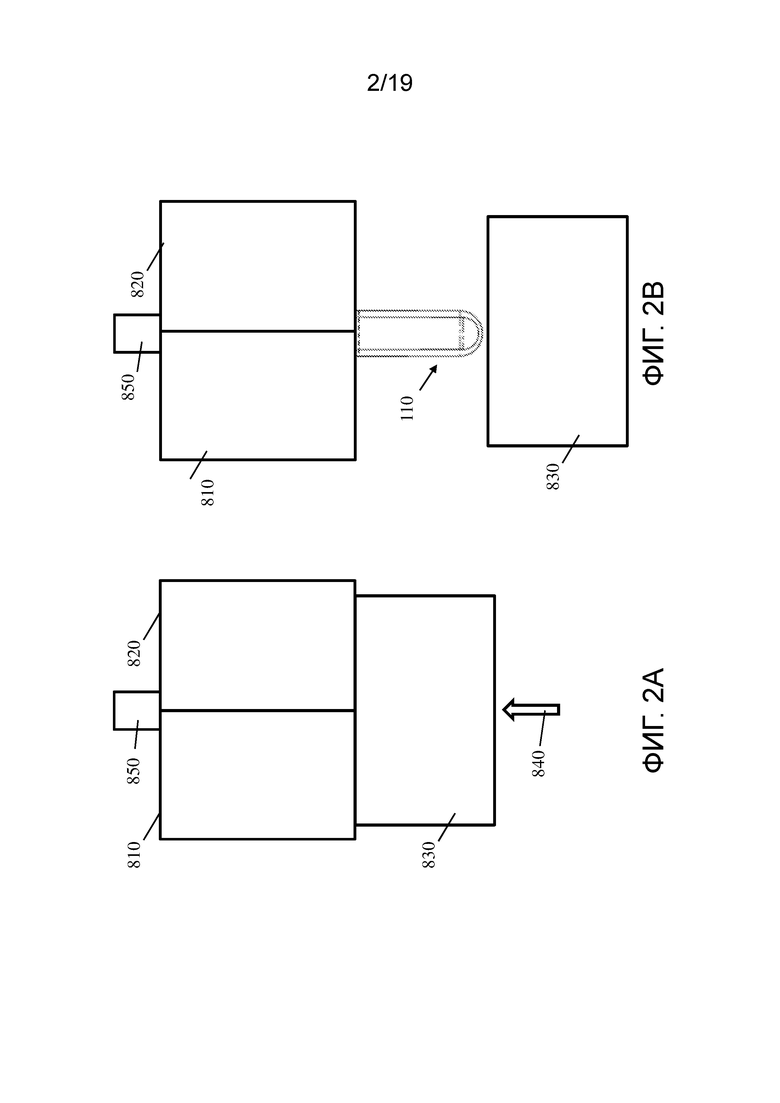
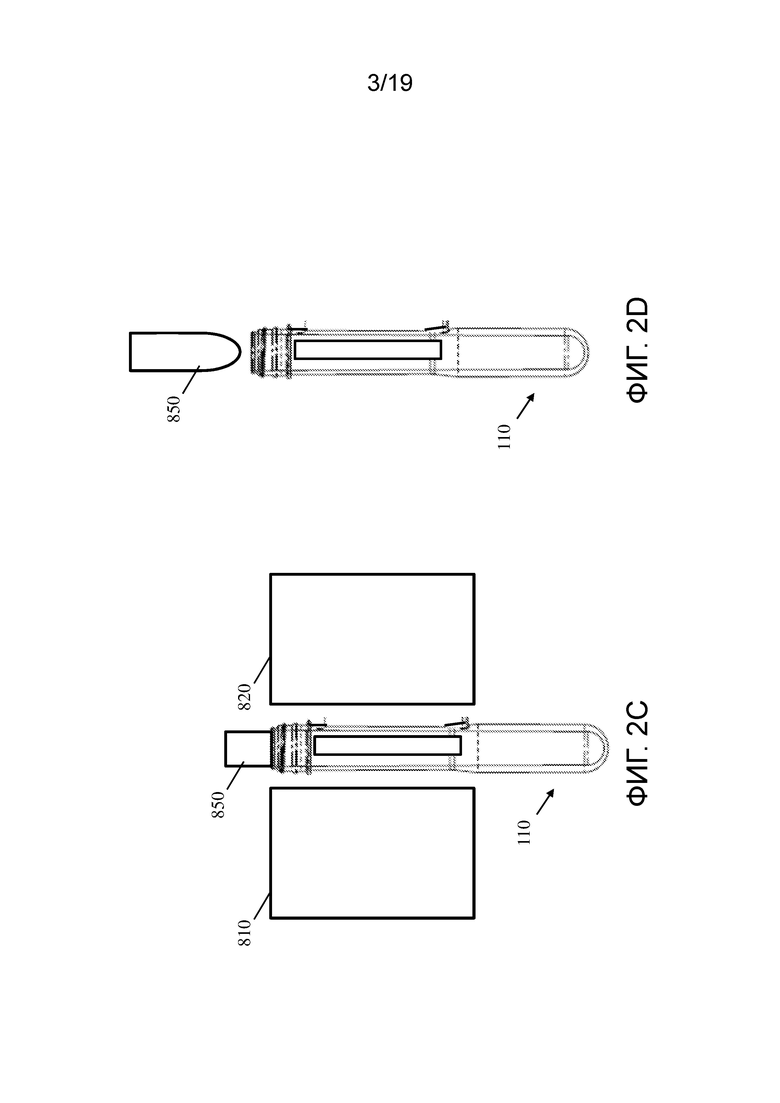
[0027] Фиг.2A–2D показывают производственный процесс для формирования преформы согласно одному или более вариантам осуществления настоящего изобретения.
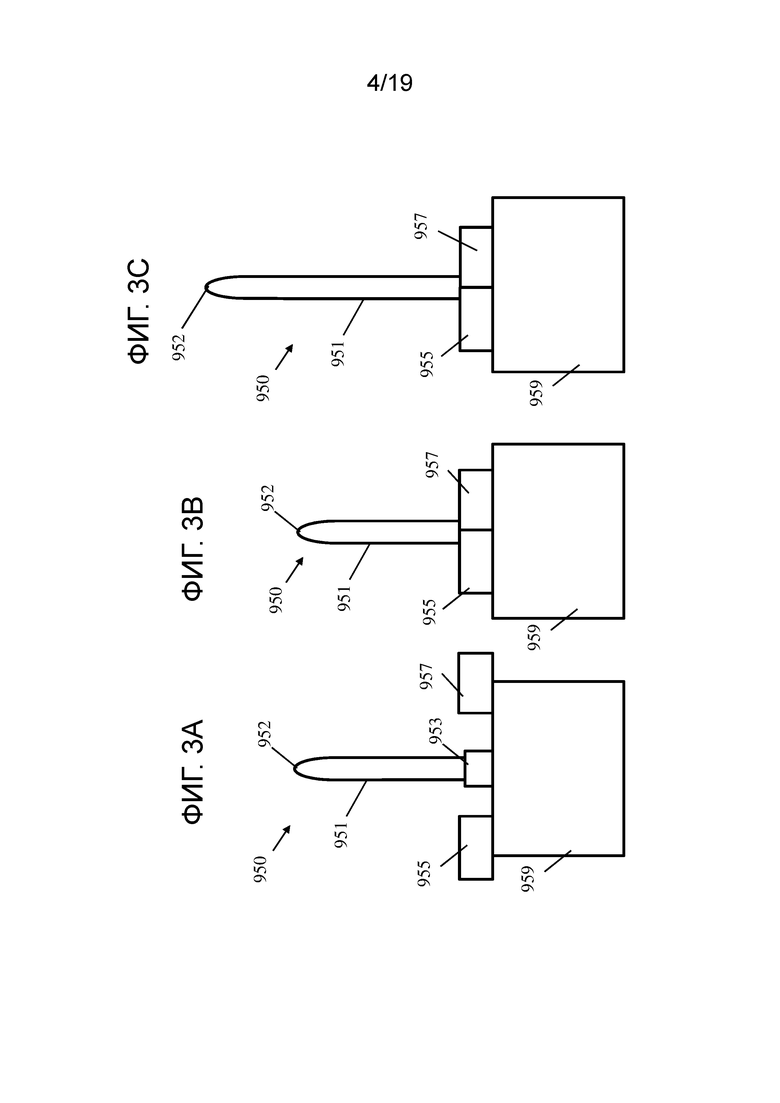
[0028] Фиг.3A–3C показывают оборудование для вытяжки преформы и процесс вытяжки преформы с изъятой преформой согласно одному или более вариантам осуществления настоящего изобретения.
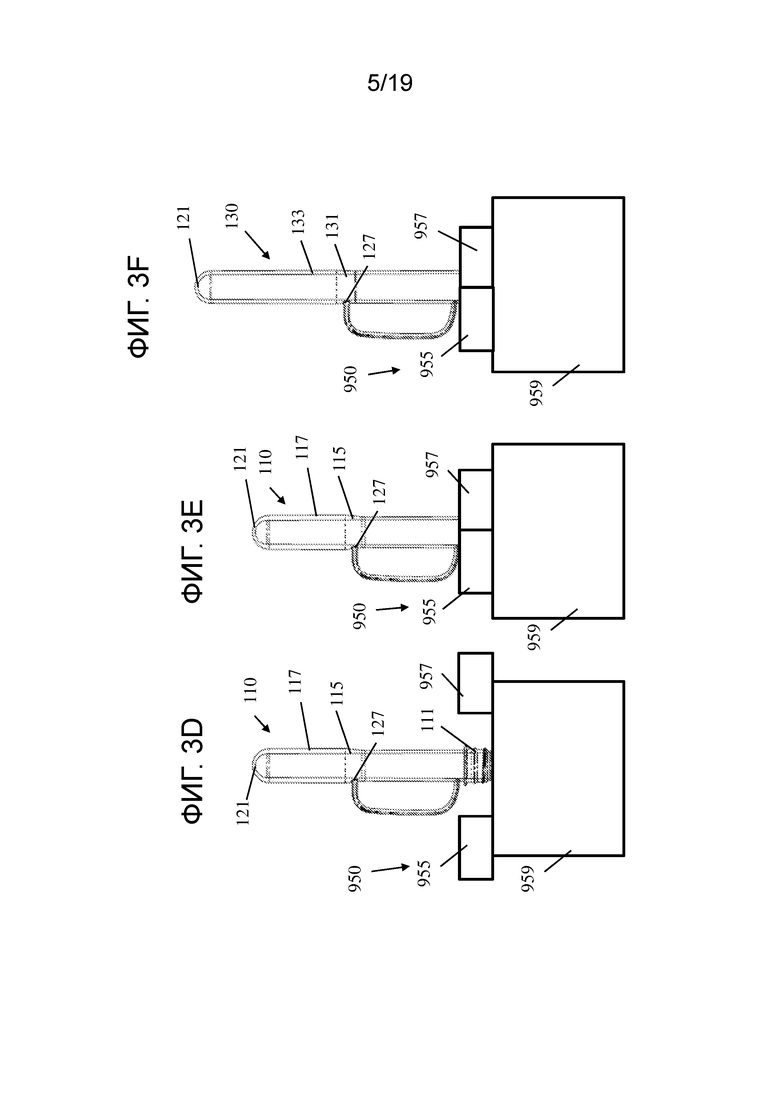
[0029] Фиг.3D–3F показывает оборудование для вытяжки преформы и процесс вытяжки преформы согласно одному или более вариантам осуществления настоящего изобретения.
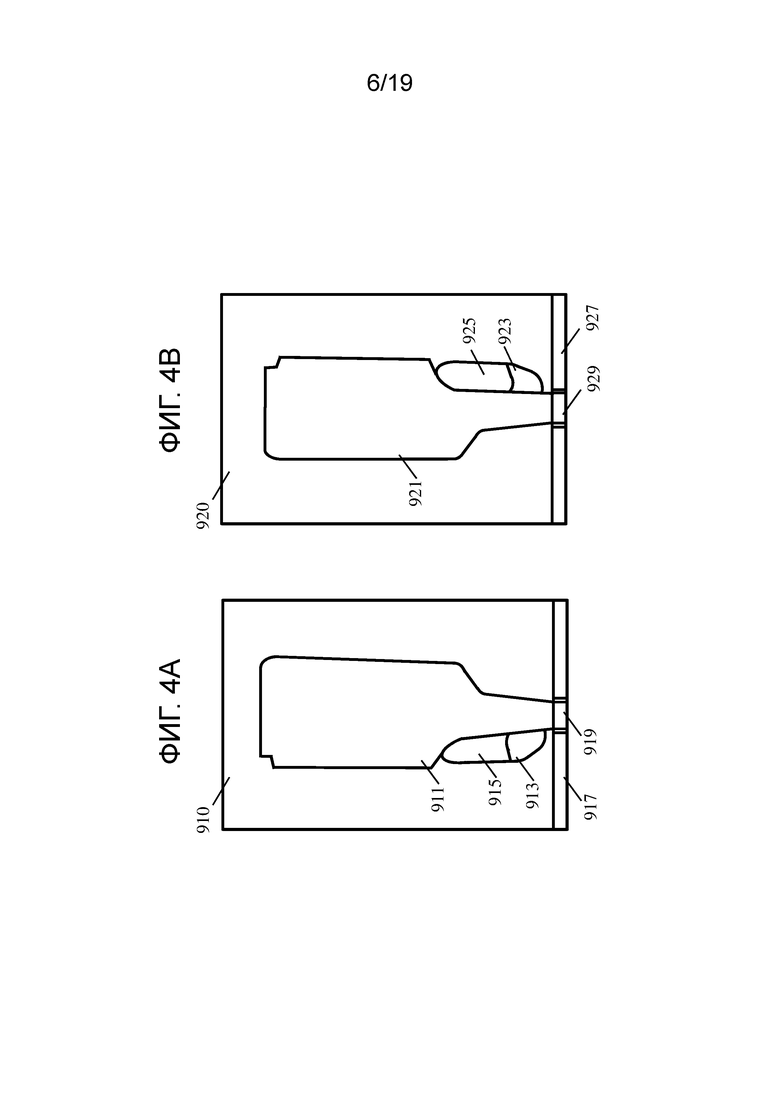
[0030] Фиг.4A–4B показывают внутренние виды первой выдувной формы и второй выдувной формы согласно одному или более вариантам осуществления настоящего изобретения.
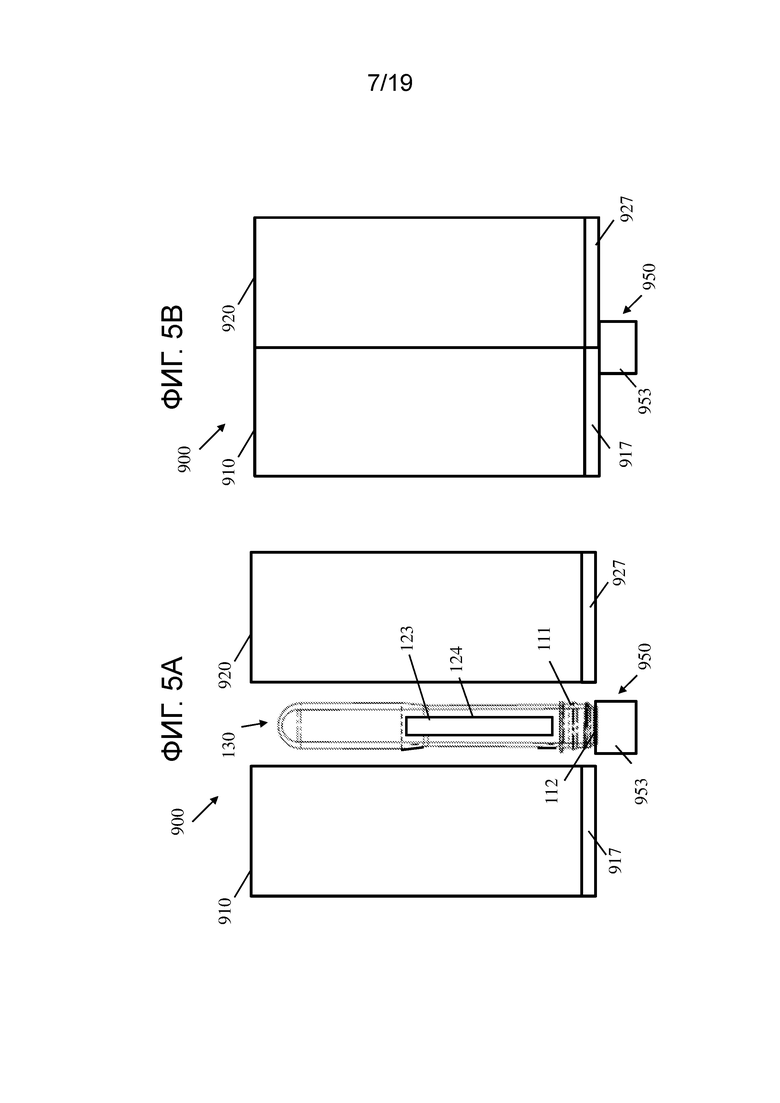
[0031] Фиг.5A–5B показывают производственный процесс формирования контейнера из вытянутой преформы согласно одному или более вариантам осуществления настоящего изобретения.
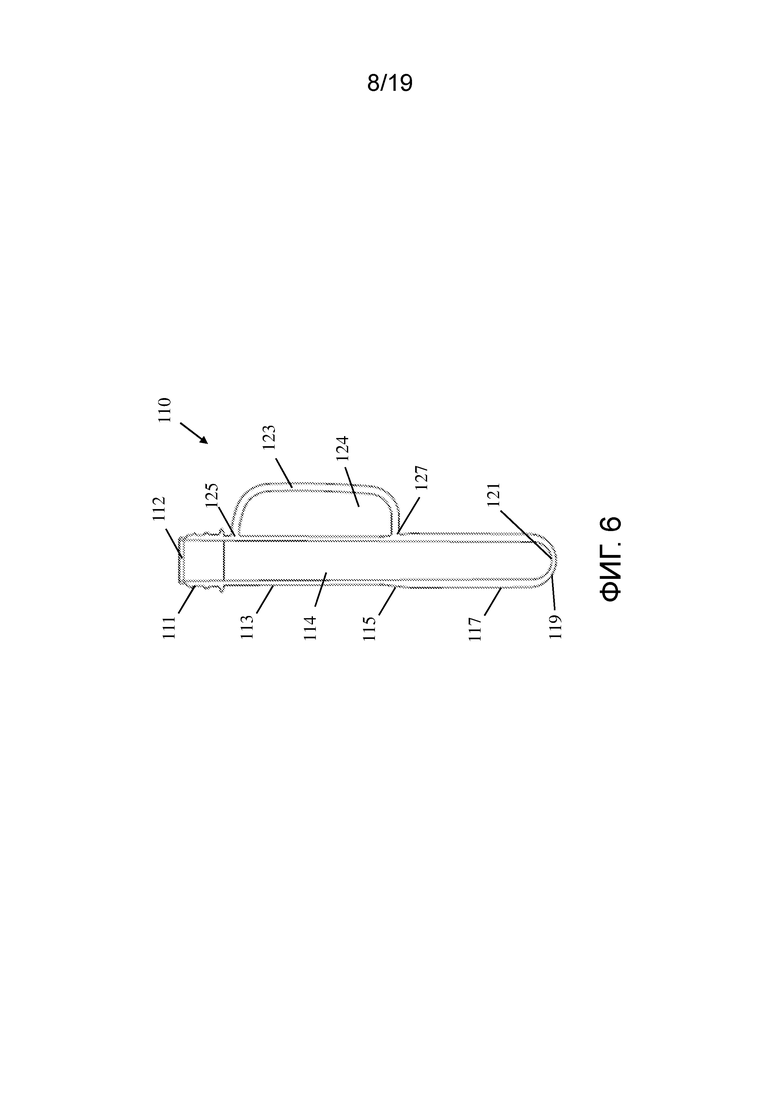
[0032] Фиг.6 показывает вид в поперечном сечении преформы согласно одному или более вариантам осуществления настоящего изобретения.
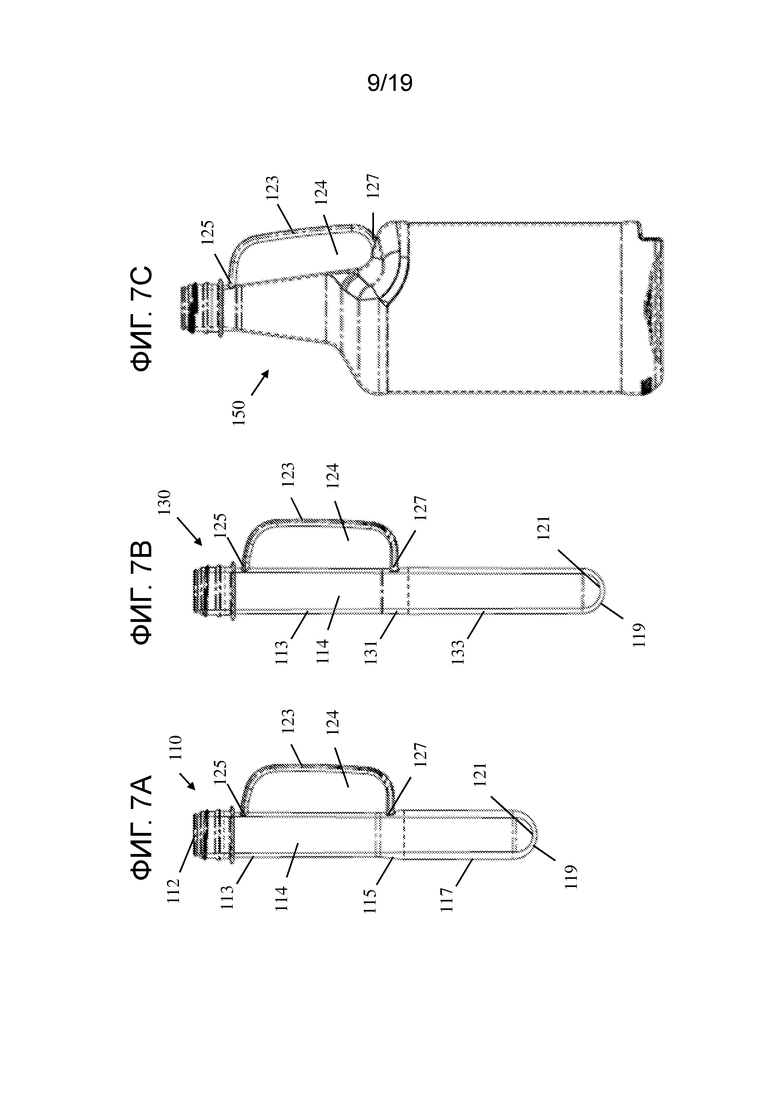
[0033] Фиг.7A–7C показывает передние виды преформы, вытянутой преформы и выдутого контейнера, согласно одному или более вариантам осуществления настоящего изобретения.
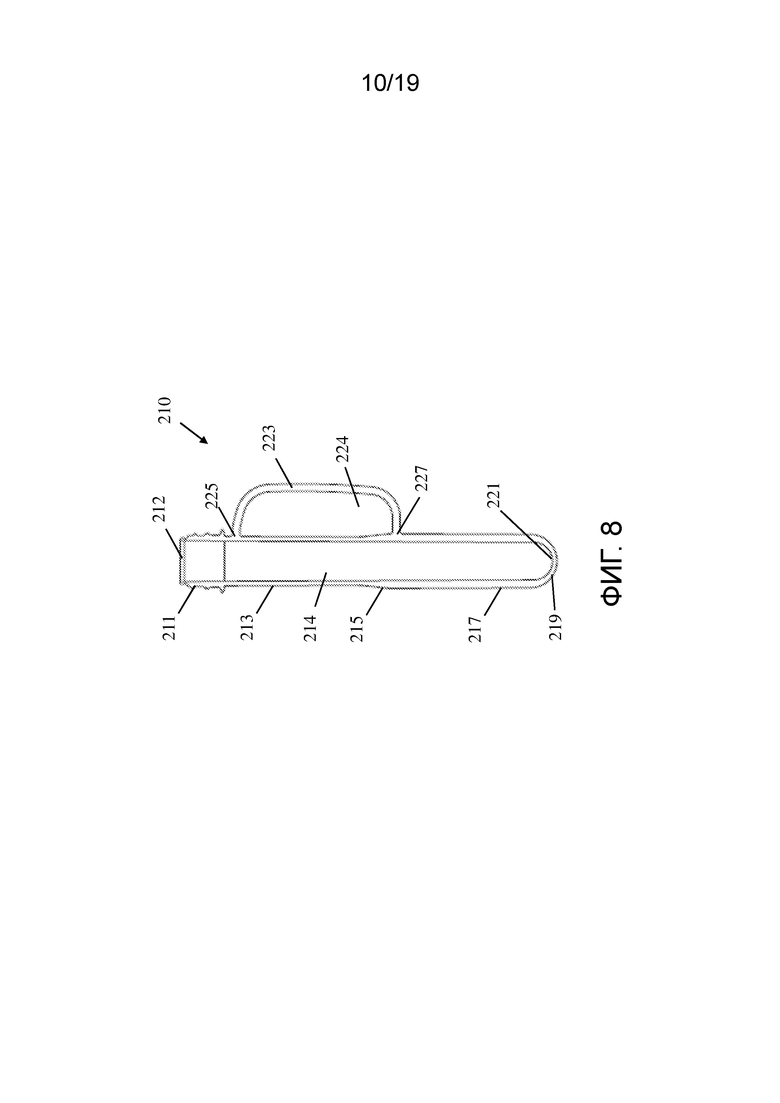
[0034] Фиг.8 показывает вид в поперечном сечении преформы согласно одному или более вариантам осуществления настоящего изобретения.
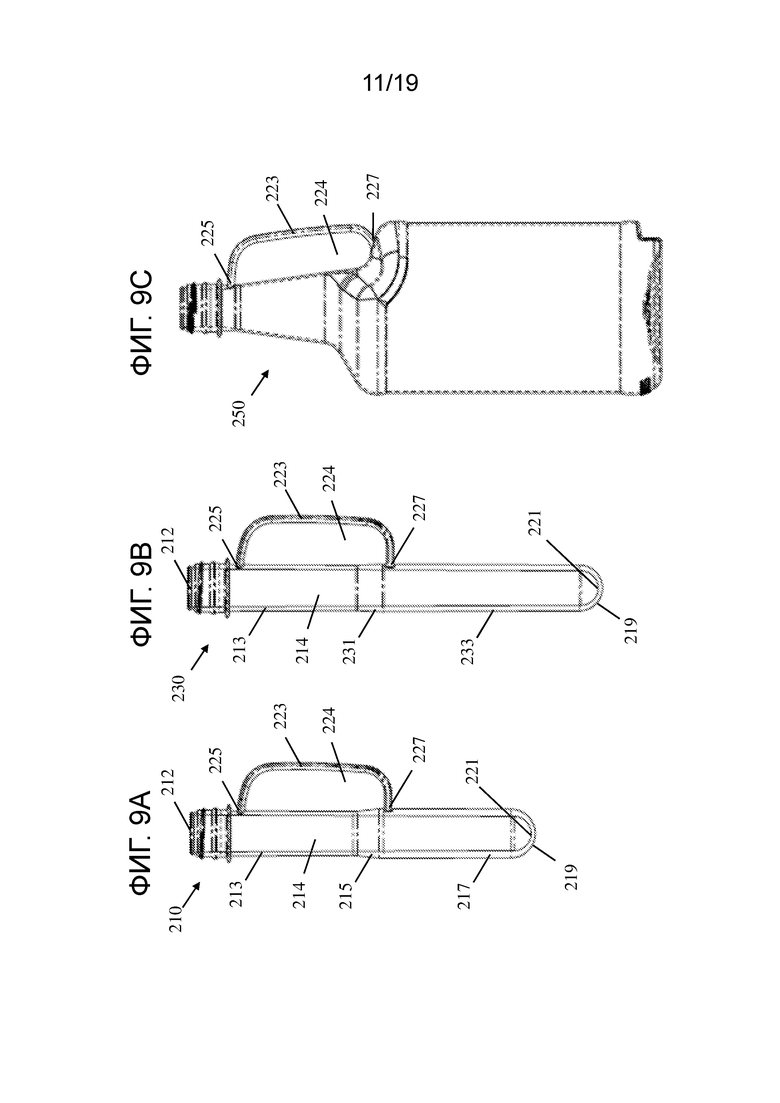
[0035] Фиг.9A–9C показывают передние виды преформы, вытянутой преформы и выдутого контейнера, согласно одному или более вариантам осуществления настоящего изобретения.
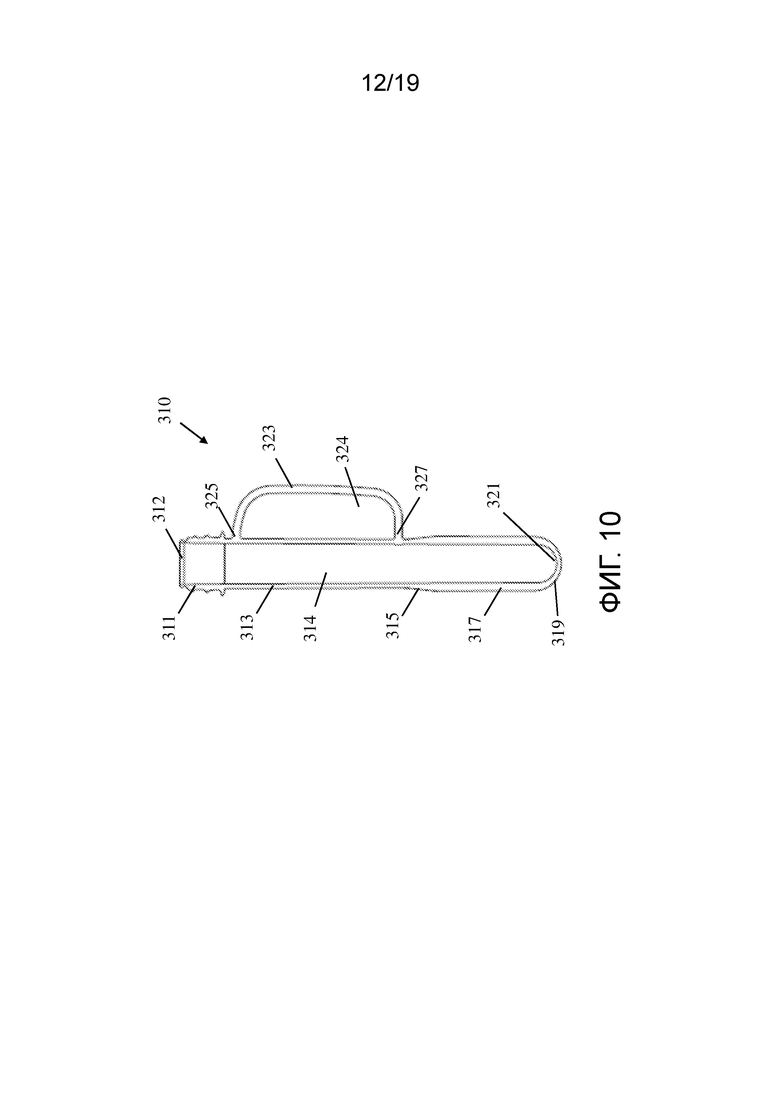
[0036] Фиг.10 показывает вид в поперечном сечении преформы согласно одному или более вариантам осуществления настоящего изобретения.
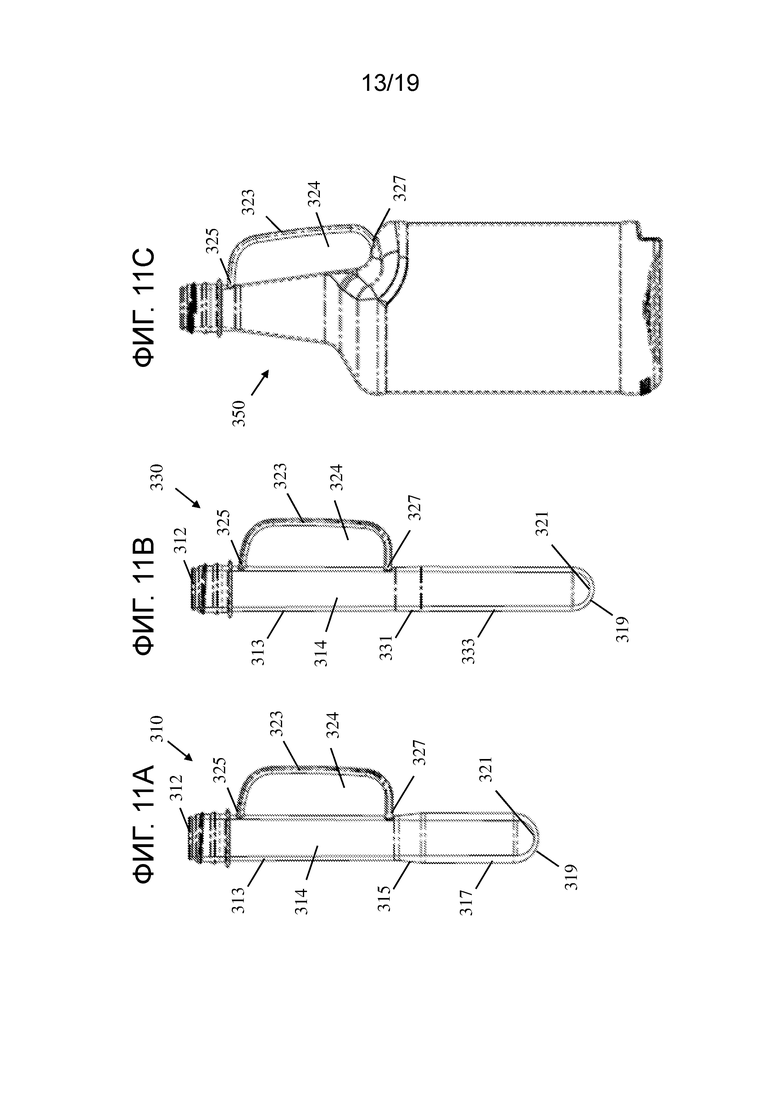
[0037] Фиг.11A–11C показывают передние виды преформы, вытянутой преформы и выдутого контейнера, согласно одному или более вариантам осуществления настоящего изобретения.
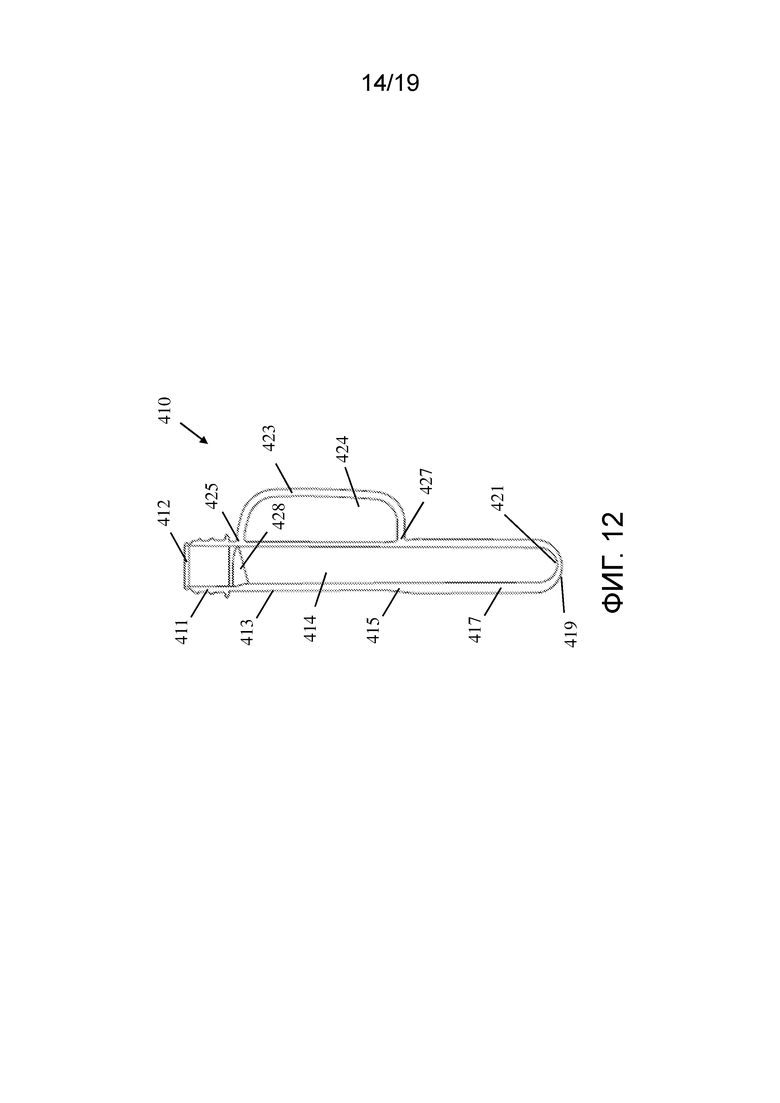
[0038] Фиг.12 показывает вид в поперечном сечении преформы согласно одному или более вариантам осуществления настоящего изобретения.
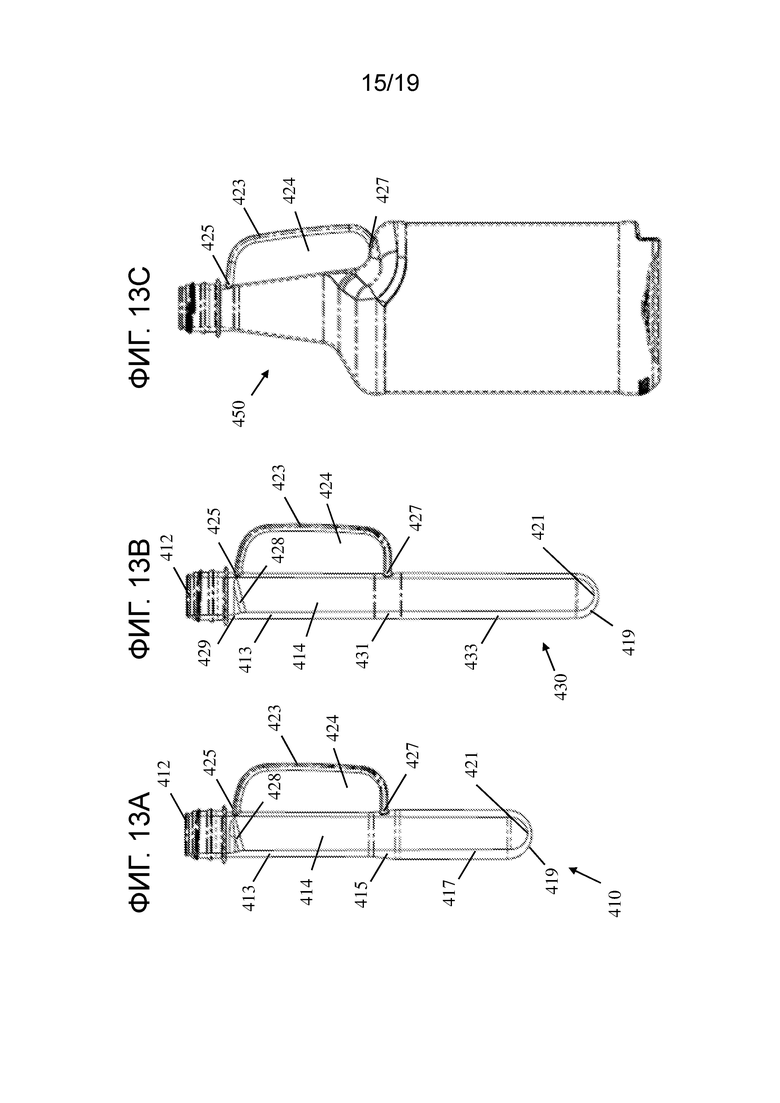
[0039] Фиг.13A–13C показывает передние виды преформы, вытянутой преформы и выдутого контейнера, согласно одному или более вариантам осуществления настоящего изобретения.
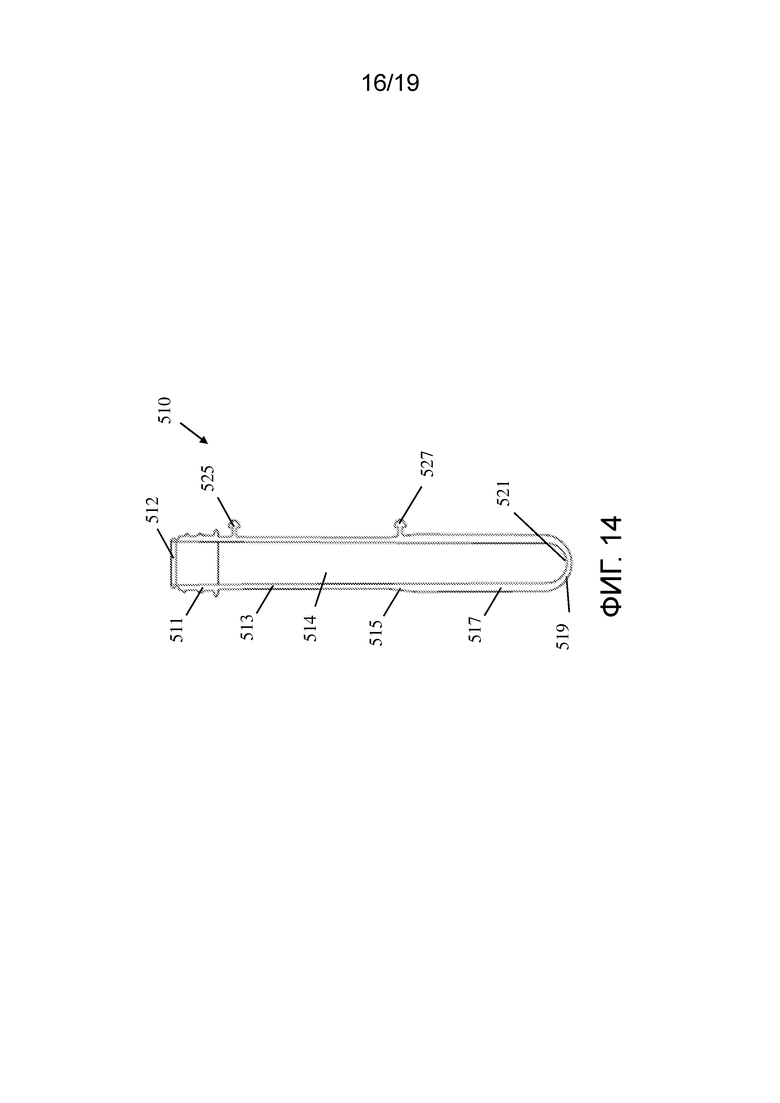
[0040] Фиг.14 показывает вид в поперечном сечении преформы согласно одному или более вариантам осуществления настоящего изобретения.
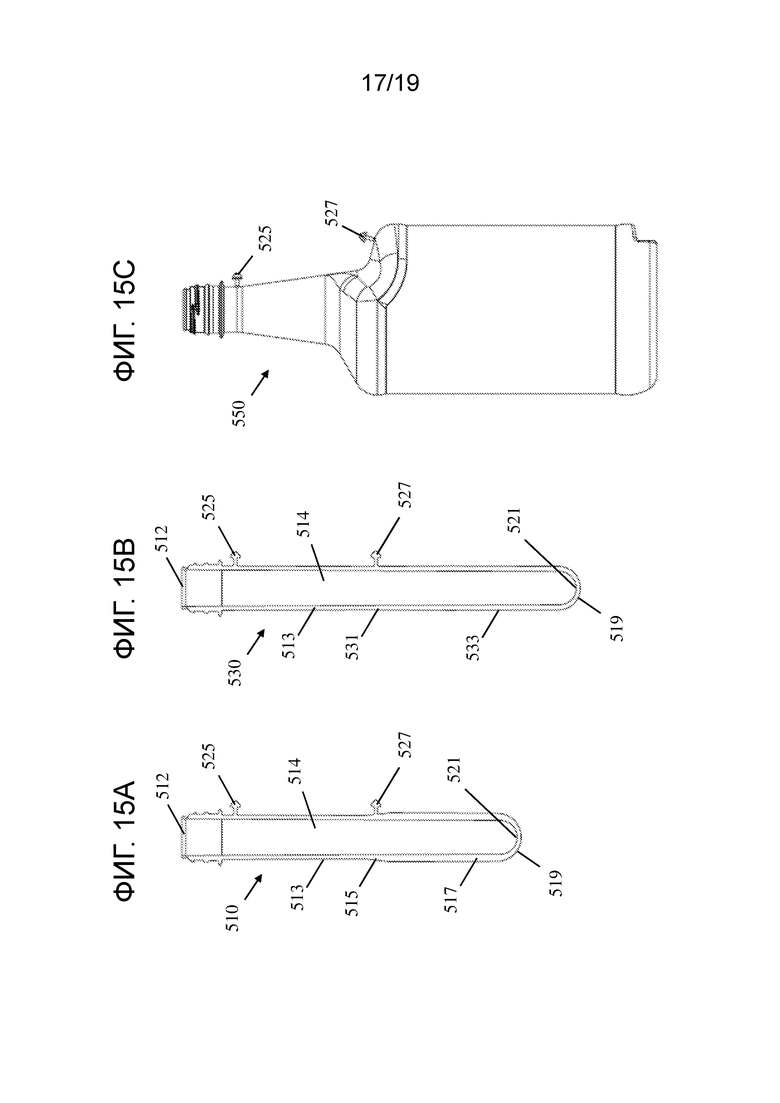
[0041] Фиг.15A–15B показывают виды в поперечном сечении преформы и вытянутой преформы, а фиг.15C показывает передний вид выдутого контейнера, согласно одному или более вариантам осуществления настоящего изобретения.
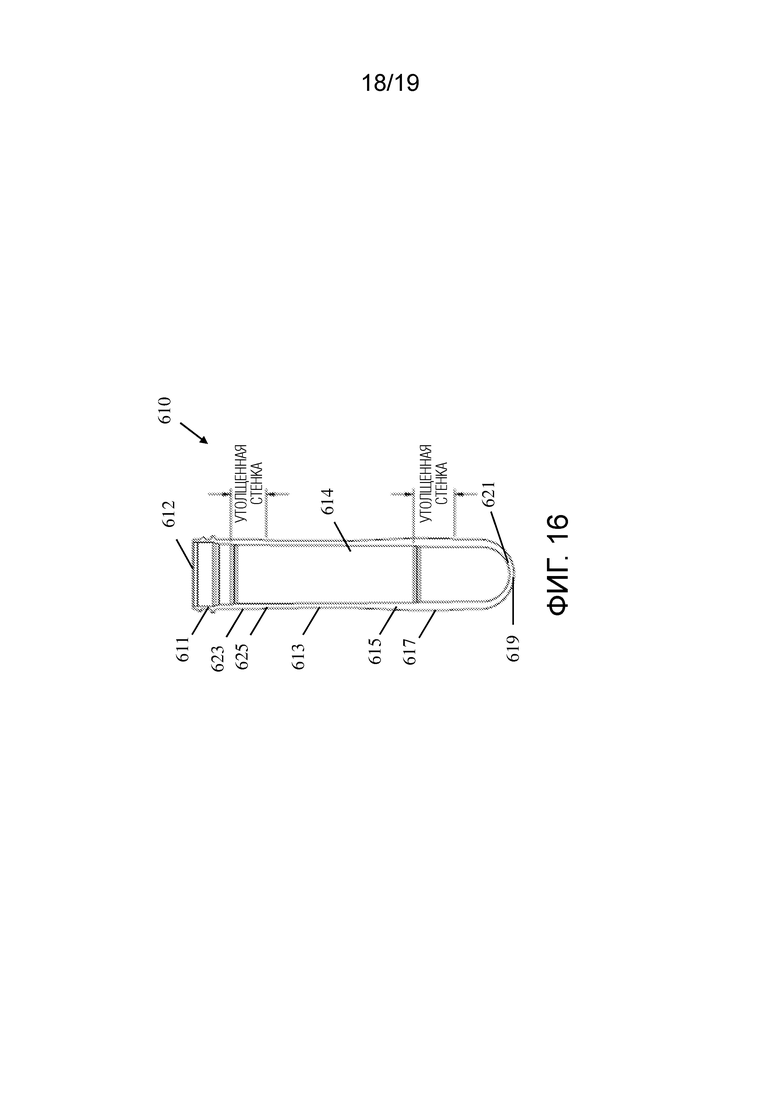
[0042] Фиг.16 показывает вид в поперечном сечении преформы согласно одному или более вариантам осуществления настоящего изобретения.
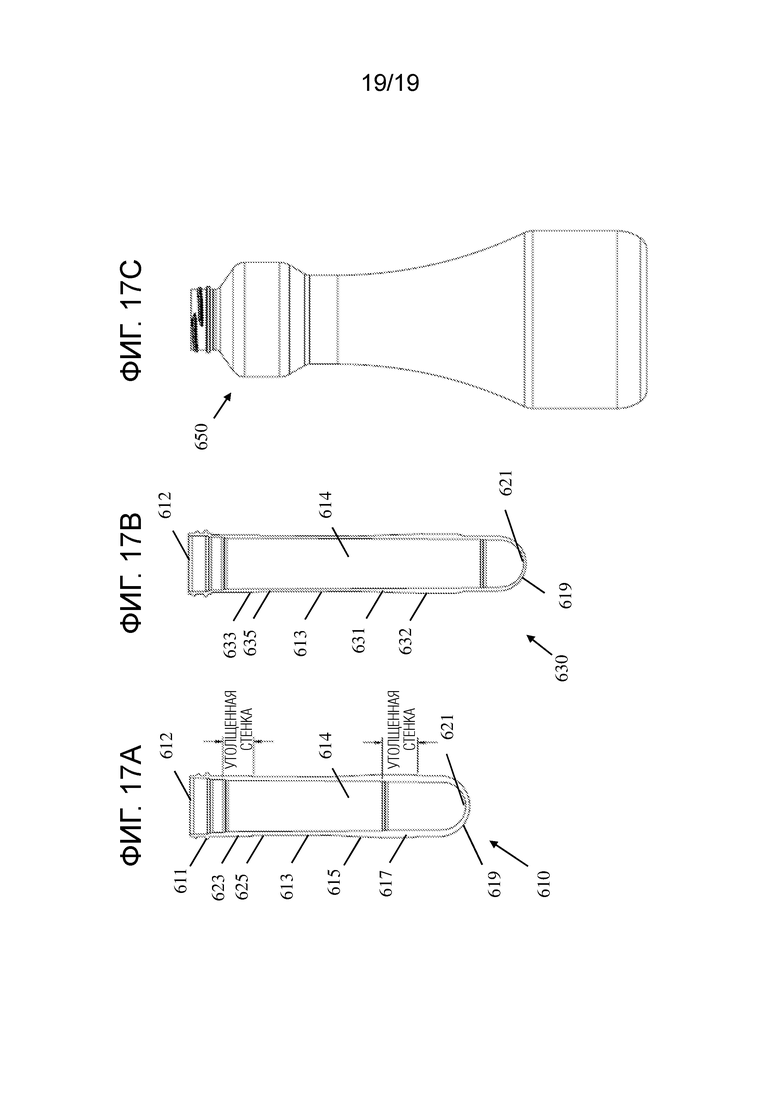
[0043] Фиг.17A–17B показывают виды в поперечном сечении преформы и вытянутой преформы, а фиг.17C показывает передний вид выдутого контейнера, согласно одному или более вариантам осуществления настоящего изобретения.
Подробное описание изобретения
[0044] Варианты осуществления изобретения будут описаны подробно ниже со ссылкой на чертежи. В вариантах осуществления изобретения многочисленные конкретные детали излагаются для того, чтобы обеспечивать более полное понимание изобретения. Однако, обычному специалисту в области техники будет понятно, что изобретение может быть применено на практике без этих конкретных деталей. В других случаях хорошо известные отличительные признаки не были описаны подробно, чтобы избегать запутывания изобретения.
[0045] Фиг.1A показывает вид с внутренней стороны первой формы 810 для преформы согласно одному или более вариантам осуществления настоящего изобретения. Первая форма 810 для преформы имеет первую полость 811 формы для преформы, сформированную в ней. Первая полость 811 формы для преформы проходит к верху и к низу первой формы 810 для преформы, так что первая форма 810 для преформы имеет верхнее отверстие 813 и нижнее отверстие 815. Здесь, диаметр нижнего отверстия 815 является равным максимальному диаметру самой нижней части преформы.
[0046] Фиг.1B показывает вид с внутренней стороны второй формы 820 для преформы согласно одному или более вариантам осуществления настоящего изобретения. Вторая форма 820 для преформы имеет вторую полость 821 формы для преформы, сформированную в ней. Вторая полость 821 формы для преформы проходит к верху и к низу второй формы 820 для преформы, так что вторая форма 820 для преформы имеет верхнее отверстие 823 и нижнее отверстие 825. Здесь, диаметр нижнего отверстия 825 является равным максимальному диаметру самой нижней части преформы. Согласно одному или более вариантам осуществления настоящего изобретения, вторая полость 821 формы для преформы имеет зеркальное изображение первой полости 811 формы для преформы. Альтернативно, вторая полость 821 формы для преформы может иметь форму, отличную от зеркального изображения первой полости 811 формы для преформы.
[0047] Фиг.1C показывает передний вид нижней формы 830 для преформы для формирования преформы согласно одному или более вариантам осуществления настоящего изобретения. Нижняя форма 830 для преформы имеет третью полость 831 формы для преформы, сформированную в ней. Третья полость 831 формы для преформы протягивается до верха нижней формы 830 для преформы, чтобы формировать верхнее отверстие 833. Дно третьей полости 831 формы для преформы находится в нижней форме 830 для преформы, с тонким нижним отверстием 835, через которое расплавленная термопластмасса может быть введена. Диаметр верхнего отверстия 833 нижней формы 830 для преформы является равным диаметру нижних отверстий 815, 825 первой и второй форм 810, 820 для преформы.
[0048] Фиг.1D показывает передний вид стержнеобразной внутренней формы 850 для формирования преформы согласно одному или более вариантам осуществления настоящего изобретения. Здесь, стержнеобразная внутренняя форма 850 имеет постоянный диаметр вплоть до своей передней крайней части 851. Альтернативно, стержнеобразная внутренняя форма 850 может иметь переменные диаметры, пока диаметр не увеличивается в нижнем направлении, так как такая форма может предохранять стержнеобразную внутреннюю форму 850 от изъятия из преформы.
[0049] Фиг.2A–2D показывают производственный процесс формирования преформы согласно одному или более вариантам осуществления настоящего изобретения. Как показано на фиг.2A, первая и вторая формы 810, 820 для преформы приводятся вместе в закрытую позицию поверх нижней формы 830 для преформы, таким образом, что верхнее отверстие 833 третьей полости 831 формы для преформы выравнивается с нижними отверстиями 815, 825 первой и второй полостей 811, 821 форм для преформы. Стержнеобразная внутренняя форма 850 вставляется в закрытые первую и вторую полости 811, 821 форм для преформы и третью полость 831 формы для преформы через их верхние отверстия 813, 823, 833. Расплавленная термопластмасса 840 затем вводится в третью полость 831 преформы через ее тонкое нижнее отверстие 835, с тем, чтобы заполнять пространство внутри третьей полости 831 формы для преформы и вплоть до верха первой и второй полостей 811, 821 форм для преформы, за исключением пространства, занятого стержнеобразной внутренней формой 850. Расплавленной пластмассе 840 затем предоставляется возможность остыть. Согласно одному или более вариантам осуществления настоящего изобретения, расплавленная пластмасса 840 активно охлаждается посредством охлаждающего механизма. Согласно одному или более вариантам осуществления настоящего изобретения, охлаждающий механизм может быть одним или более из вентилятора, воздушного кондиционера и радиатора.
[0050] Как показано на фиг.2B, после того как расплавленная пластмасса 840 остыла и затвердела, нижняя форма 830 для преформы убирается посредством скольжения вниз от затвердевшей преформы 110, раскрывая нижнюю часть преформы 110. Затем, как показано на фиг.2C, первая и вторая формы 810, 820 для преформы убираются посредством перемещения в противоположных направлениях от преформы 110. Наконец, как показано на фиг.2D, преформа 110 скользит вниз от стержнеобразной внутренней формы 850, или, альтернативно, стержнеобразная внутренняя форма 850 убирается посредством скольжения вверх от преформы 110. Тем самым, преформа 110 формируется. В то время как преформа 110, показанная на фиг.6, используется в качестве примера на фиг.1A–2D, аналогичный производственный процесс может быть применен, чтобы формировать преформы 210, 310, 410, 510, 610, показанные на фиг.8, 10, 12, 14 и 16, также как другие преформы.
[0051] Фиг.3A–3C показывают оборудование 950 для вытяжки преформы и процесс вытяжки преформы с изъятой преформой согласно одному или более вариантам осуществления настоящего изобретения. Оборудование 950 для вытяжки преформы имеет основание 959, на котором располагаются матрица 953 и первый захватывающий механизм 955 и второй захватывающий механизм 957. Вытяжной стержень 951 протягивается вверх из отверстия в основании 959 и матрице 953. Вытяжной стержень 951 имеет передний край 952 на своей самой верхней части. Как показано на фиг.3A, первый и второй захватывающие механизмы 955, 957 первоначально находятся на расстоянии друг от друга в поперечном направлении. Как показано на фиг.3B, первый и второй захватывающие механизмы 955, 957 приводятся в действие, чтобы приводиться вместе вокруг матрицы 953. Согласно одному или более вариантам осуществления настоящего изобретения, актуатор для приведения в действие первого и второго захватывающих механизмов 955, 957 располагаются в основании 959. После этого, как показано на фиг.3C, вытяжной стержень 951 выдвигается вертикально вверх из матрицы 953 и основания 959 в свою конечную позицию.
[0052] Фиг.3D–3F показывают оборудование 950 для вытяжки преформы и процесс вытяжки преформы согласно одному или более вариантам осуществления настоящего изобретения. Как показано на фиг.3D, преформа 110 размещается верхней стороной вниз вокруг матрицы 953 и вытяжного стержня 951. Как показано на фиг.3E, первый захватывающий механизм 955 и второй захватывающий механизм 957 приводятся в действие, чтобы сводиться вместе вокруг части 111 горлышка преформы 110, чтобы закреплять части 111 горлышка между собой. После этого, как показано на фиг.3F, вытяжной стержень 951 выдвигается вертикально вверх из матрицы 953 и основания 959, чтобы нажимать на основание 121 преформы 110, вытягивая по меньшей мере толстую часть 117 и сужающуюся переходную часть 115 преформы 110 до тех пор, пока вытяжной стержень 951 не достигнет своей конечной позиции. После того как вытяжной стержень 951 достигает своей конечной позиции, как показано на фиг.3F, вытянутая преформа 130 формируется с верхней утонченной частью 131 и нижней утонченной частью 133 в позициях, соответствующих переходной части 115 и толстой части 117, соответственно.
[0053] Согласно одному или более вариантам осуществления настоящего изобретения, преформа 110 нагревается перед вытяжкой посредством вытяжного стержня 951. Согласно одному или более вариантам осуществления настоящего изобретения, преформа 110 нагревается во время вытягивания посредством вытяжного стержня 951. Например, патент США № 9505163, который включен в настоящую заявку посредством ссылки, показывает примеры нагрева преформы перед вытяжкой с помощью вытяжного стержня. Согласно одному или более вариантам осуществления настоящего изобретения, только толстая часть 117 преформы 110 и/или сужающаяся переходная часть 115 нагревается перед и/или во время вытяжки посредством вытяжного стержня 951. Согласно одному или более вариантам осуществления настоящего изобретения, в ориентации, показанной на фиг.3D–3F, только часть в и/или выше нижней точки 127 присоединения нагревается перед и/или во время вытяжки посредством вытяжного стержня 951.
[0054] Посредством нагрева только толстой части 117 преформы 110 и/или сужающейся переходной части 115 или посредством нагрева только части в и/или выше нижней точки 127 присоединения, форма цельной ручки 123 может быть сохранена, без необходимости размещения защиты на цельной ручке 123. Т.е. скручивание или непреднамеренное вытягивание ручки не происходит из–за процесса нагрева и/или вытягивания. Согласно одному или более вариантам осуществления настоящего изобретения, в ориентации, показанной на фиг.3D–3F, только часть в и/или выше нижней точки 127 присоединения нагревается перед и/или во время вытяжки посредством вытяжного стержня 951.
[0055] В то время как преформа 110 и вытянутая преформа 130, показанная на фиг.7A–7B, используются в качестве примера на фиг.3D–3F, аналогичный производственный процесс может быть применен, чтобы вытягивать преформы 210, 310, 410, 510, 610, показанные на фиг.9A, 11A, 13A, 15A и 17A, чтобы формировать вытянутые преформы 230, 330, 430, 530, 630, показанные на фиг.9B, 11B, 13B, 15B и 17B, также как и другие преформы. Кроме того, в то время как первый и второй захватывающие механизмы 955, 957, которые приводятся в действие вместе, чтобы закреплять часть 111 горлышка, показаны на фиг.3D–3F, другие захватывающие механизмы также могут быть использованы. Например, патент США № 9,505,163, который включен в настоящую заявку посредством ссылки, показывает примеры захватывающих механизмов. Дополнительно, другие захватывающие механизмы, которые находятся в рамках знания обычного специалиста в области техники, могут быть применены.
[0056] Фиг.4A показывает вид с внутренней стороны первой выдувной формы 910 согласно одному или более вариантам осуществления настоящего изобретения, а фиг.4B показывает вторую выдувную форму 920 согласно одному или более вариантам осуществления настоящего изобретения. Согласно одному или более вариантам осуществления настоящего изобретения, каждая из первой выдувной формы 910 и второй выдувной формы 920 является половиной полной формы, так что, когда первая выдувная форма 910 и вторая выдувная форма 920 сводятся вместе, полная форма формируется. Первый захват 917 формы располагается на дне первой выдувной формы 910, а второй захват 927 формы располагается на дне второй выдувной формы 920. Как показано на фиг.4A, первая выдувная форма 910 имеет первое углубление 911 выдувной формы в форме одной стороны желаемого контейнера, нижнее углубление 915 ручки и верхний клиновой затвор 913 кармана ручки. Как показано на фиг.4B, вторая выдувная форма 920 имеет второе углубление 921 выдувной формы в форме другой стороны желаемого контейнера, верхнее углубление 923 ручки и нижний клиновой затвор 925 кармана ручки. Примеры верхнего клинового затвора 913 кармана ручки и нижний клиновой затвор 925 кармана ручки описываются в патенте США № 9,505,163, который включен в настоящую заявку посредством ссылки. Первый захват 917 формы включает в себя полукруглую первую захватывающую поверхность 919 формы, а второй захват 927 формы включает в себя полукруглую вторую захватывающую поверхность 929 формы.
[0057] Фиг.5A–5B показывают производственный процесс для формирования контейнера 150, показанного на фиг.7C, из вытянутой преформы 130 согласно одному или более вариантам осуществления настоящего изобретения. Первая выдувная форма 910 и вторая выдувная форма 920 первоначально находятся в открытой позиции, показанной на фиг.5A. После того как вытянутая преформа 130, расположенная на матрице 950, позиционируется между первой выдувной формой 910 и второй выдувной формой 920, первая выдувная форма 910 и вторая выдувная форма 920 сводятся вместе в закрытую позицию, показанную на фиг.5B. Когда первая выдувная форма 910 и вторая выдувная форма 920 сводятся вместе, первая захватная поверхность 919 формы первого захвата 917 формы и вторая захватная поверхность 929 формы второго захвата 927 формы сводятся вместе вокруг части 111 горлышка вытянутой преформы 130, и часть 111 горлышка вытянутой преформы 130 закрепляется посредством первого и второго захватов 917, 927 формы. Структуры и действия захватов формы описываются в патенте США № 9,505,163, который включен в настоящую заявку посредством ссылки.
[0058] Когда первая и вторая выдувные формы 910, 920 сводятся вместе, верхний клиновой затвор 913 кармана ручки, который выступает из первой выдувной формы 910, вставляется в верхнюю часть кармана 124 ручки вытянутой преформы 130 и в верхнее углубление 923 ручки второй выдувной формы 920. Аналогично, когда первая и вторая выдувные формы 910, 920 сводятся вместе, нижний клиновой затвор 925 кармана ручки, который выступает из второй выдувной формы 920, вставляется в нижнюю часть кармана 124 ручки вытянутой преформы 130 и в нижнее углубление 915 ручки первой формы 910. Сужающаяся кулачковая поверхность верхнего клинового затвора 913 кармана ручки и сужающаяся кулачковая поверхность нижнего клинового затвора 925 кармана ручки функционируют как кулачки на цельной ручке 123, толкающие цельную ручку 123 в выдвинутую позицию. Согласно одному или более вариантам осуществления настоящего изобретения, верхний клиновой затвор 913 кармана ручки и нижний клиновой затвор 925 кармана ручки просто перемещают цельную ручку 123 в ее конечную позицию на выдутом контейнере 150. Альтернативно, верхний клиновой затвор 913 кармана ручки и нижний клиновой затвор 925 кармана ручки могут изменять форму цельной ручки 123, в то же время перемещая цельную ручку 123 в ее конечную позицию на выдутом контейнере 150, так что форма цельной ручки 123 модифицируется. Согласно одному или более вариантам осуществления настоящего изобретения, вытянутая преформа нагревается перед размещением между первой и второй выдувными формами 910, 920. Согласно одному или более вариантам осуществления настоящего изобретения, вытянутая преформа нагревается во время размещения между первой и второй выдувными формами 910, 920.
[0059] Как только первая и вторая выдувные формы 910, 920 находятся в закрытой позиции, показанной на фиг.5B, воздух нагнетается в вытянутую преформу 130 через ее раструбную часть 112, чтобы формировать выдутый контейнер 150. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, нагнетание воздуха в вытянутую преформу 130 начинается, в то время как первая и вторая выдувные формы 910, 920 перемещаются в закрытую позицию, так что перемещение цельной ручки 123 вытянутой преформы 130 в выдвинутую позицию происходит одновременно с расширением вытянутой преформы 130 во время процесса выдувания. После того как процесс выдувания завершаетсся, и вытянутая преформа 130 расширилась, чтобы заполнять первое углубление 911 выдувной преформы и второе углубление 921 выдувной преформы, чтобы формировать выдутый контейнер 150, и выдутый контейнер 150 достаточно охлаждается, первая и вторая выдувные формы 910, 920 перемещаются на расстояние друг от друга в открытую позицию, так что выдутый контейнер 150 может быть изъят. Согласно одному или более вариантам осуществления настоящего изобретения, нагретый воздух может нагнетаться в вытянутую преформу 130.
[0060] Хотя выше описаны варианты осуществления, в которых вытянутая преформа 130 помещается в первую и вторую выдувные формы 910, 920 в открытой позиции, изобретение не ограничивается этим. В одном или более вариантах осуществления настоящего изобретения первая и вторая выдувные формы 910, 920 могут быть сведены вместе вокруг невытянутой преформы 110, закрепляя часть 111 горлышка преформы 110 в первой и второй захватных поверхностях 919, 929 формы. Вытяжной стержень 950 может затем быть выдвинут вверх, чтобы вытягивать преформу 110 в закрытой первой и второй выдувных формах 910, 920, чтобы формировать вытянутую преформу 130. Однако для этого может потребоваться вставить верхний и нижний клиновые затворы 913, 925 кармана ручки в первую и вторую выдувные формы 910, 920, после того как вытяжка выполнена.
[0061] Дополнительно, хотя выше описаны варианты осуществления, в которых верхний и нижний клиновые затворы 913, 925 кармана ручки вставлены в карман 124 ручки вытянутой преформы 130 с противоположных сторон, изобретение не ограничивается этим. Согласно одному или более вариантам осуществления настоящего изобретения, одна из первой и второй выдувных форм 910, 920 могут иметь единственный клиновой затвор кармана ручки, который занимает полностью карман 124 ручки, чтобы перемещать и/или модифицировать цельную ручку 123 самостоятельно.
[0062] В то время как вытянутая преформа 130 и сформированный контейнер 150, показанные на фиг.7B и 7C, используются в качестве примера на фиг.4A–5B, аналогичный производственный процесс может быть применен для формирования заготовок 210, 310, 410, 510, 610, показанных на фиг.8, 10, 12, 14 и 16, также как и других заготовок.
[0063] Фиг.6 показывает вид в поперечном сечении преформы 110 согласно одному или более вариантам осуществления настоящего изобретения, а фиг.7A показывает вид спереди преформы 110 согласно одному или более вариантам осуществления настоящего изобретения. На фиг.6 и 7A преформа 110 ориентирована открытым раструбной частью 112 сверху. Согласно одному или более вариантам осуществления настоящего изобретения, преформа 110 формируется из пластмассы. Преформа 110 имеет резьбовой часть 111 горлышка сверху с открытой раструбной частью 112, сформированной в ней. Преформа 110 дополнительно имеет основную часть 113 под частью 111 горлышка, толстую часть 117 под основной частью 113 и полусферическую торцевую часть 119, сформированную на дне преформы 110. Преформа 110 имеет сужающуюся переходную часть 115, сформированную между основной частью 113 и толстой частью 117, так что толщина преформы увеличивается постепенно от основной части 113 до толстой части 117. Внутренние поверхности части 111 горлышка, основной части 113, переходной части 115, толстой части 117 и торцевой части 119 формируют полость 114 преформы 110. Основание 121 полости 114 формируется посредством торцевой части 119.
[0064] Согласно одному или более вариантам осуществления настоящего изобретения, часть 111 горлышка, основная часть 113, переходная часть 115 и толстая часть 117 имеют практически одинаковый диаметр, в то время как внешний диаметр толстой части 117 больше внешнего диаметра основной части 113, при этом переходная часть 115 связывает два внешних диаметра. Согласно одному или более вариантам осуществления настоящего изобретения, толщина торцевой части 119 является такой же, что и толщина основной части 113. Преформа 110 также имеет резьбовой стопор, сформированный на дне части 111 горлышка. Согласно одному или более вариантам осуществления настоящего изобретения, внутренняя окружность торцевой части 119 содержит небольшую кольцеобразную выемку для зацепления с вытяжным стержнем 950.
[0065] Согласно одному или более вариантам осуществления настоящего изобретения, преформа 110 формируется с цельной ручкой 123. Цельная ручка 123 присоединяется к основной части 113 в верхней точке 125 присоединения и к переходной части 115 в нижней точке 127 присоединения. Согласно одному или более вариантам осуществления настоящего изобретения, нижняя точка 127 присоединения располагается в среднем участке переходной части 115. Цельная ручка 123 проходит наружу от верхней точки 125 присоединения и изгибается вниз к прямому участку ручки, затем внутрь к нижней точке 127 присоединения. Карман 124 ручки формируется в цельной ручке 123, ограниченный цельной ручкой 123, основной частью 113 и участком переходной части 115.
[0066] Фиг.7B показывает передний вид вытянутой преформы 130, сформированной из вытяжки преформы 110, показанной на фиг.6 и 7A, согласно одному или более вариантам осуществления настоящего изобретения. Вытянутая преформа 130 является аналогичной невытянутой преформе 110 выше переходной части 115, также как торцевой части 119, и, следовательно, ее описание пропускается. Как показано на фиг.7A–7B, переходная часть 115 вытягивается посредством вытяжного стержня 950, чтобы формировать верхнюю утолщенная часть 131, в то время как толстая часть 117 вытягивается посредством вытяжного стержня 950, чтобы формировать нижнюю утонченную часть 133. Согласно одному или более вариантам осуществления настоящего изобретения, основная часть 113, верхняя утолщенная часть 131 и нижнюю утонченную часть 133 имеют практически одинаковую толщину. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, основная часть 113, верхняя утолщенная часть 131 и нижнюю утонченную часть 133 могут изменяться по толщине, хотя и в меньшей степени, чем перед вытяжкой.
[0067] Фиг.7C показывает передний вид выдутого контейнера 150, сформированного из выдувания вытянутой преформы 130, показанной на фиг.7B, согласно одному или более вариантам осуществления настоящего изобретения. Согласно одному или более вариантам осуществления настоящего изобретения, форма выдутого контейнера 150 соответствует форме первого и второго углублений 911, 921 выдувной формы для первой и второй выдувных форм 910, 920. Как показано на фиг.7B–7C, согласно одному или более вариантам осуществления настоящего изобретения, когда вытянутая преформа 130 выдувается, позиции первой и второй точек 125, 127 присоединения сдвигаются наружу, так что позиции цельной ручки 123 и кармана 124 ручки сдвигаются, в то же время практически сохраняя свои первоначальные формы. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, форма и/или толщина цельной ручки 123 и форма и/или размер кармана 124 ручки могут быть модифицированы согласно процессу выдувки.
[0068] Фиг.8 показывает вид в поперечном сечении преформы 210 согласно одному или более вариантам осуществления настоящего изобретения, а фиг.9A показывает вид спереди преформы 210 согласно одному или более вариантам осуществления настоящего изобретения. На фиг.8 и 9A преформа 210 ориентирована открытой раструбной частью 212 сверху. Согласно одному или более вариантам осуществления настоящего изобретения, преформа 210 формируется из пластмассы. Преформа 210 имеет резьбовую часть 211 горлышка сверху с открытой раструбной частью 212, сформированным в нем. Преформа 210 дополнительно имеет основную часть 213 под частью 211 горлышка, толстую часть 217 под основной частью 213 и полусферическую торцевую часть 219, сформированную на дне преформы 210. Преформа 210 имеет сужающуюся переходную часть 215, сформированную между основной частью 213 и толстой частью 217, так что толщина преформы увеличивается постепенно от основной части 213 до толстой части 217. Внутренние поверхности части 211 горлышка, основной части 213, переходной части 215, толстой части 217 и торцевой части 219 формируют полость 214 преформы 210. Основание 221 полости 214 формируется посредством торцевой части 219.
[0069] Согласно одному или более вариантам осуществления настоящего изобретения, часть 211 горлышка, основная часть 213, переходная часть 215 и толстая часть 217 имеют практически одинаковый диаметр, в то время как внешний диаметр толстой части 217 больше внешнего диаметра основной части 213, при этом переходная часть 215 связывает два внешних диаметра. Согласно одному или более вариантам осуществления настоящего изобретения, толщина торцевой части 219 является такой же, что и толщина основной части 213. Преформа 210 также имеет резьбовой стопор, сформированный на дне части 211 горлышка. Согласно одному или более вариантам осуществления настоящего изобретения, внутренняя окружность торцевой части 219 содержит небольшую кольцеобразную выемку для зацепления с вытяжным стержнем 950.
[0070] Согласно одному или более вариантам осуществления настоящего изобретения, преформа 210 формируется с цельной ручкой 223. Цельная ручка 223 присоединяется к основной части 213 в верхней точке 225 присоединения, и к самому верхнему участку толстой части 217 в нижней точке 227 присоединения, непосредственно под переходной частью 215. Цельная ручка 223 протягивается наружу от верхней точки 225 присоединения и изгибается вниз к прямому участку ручки, затем внутрь к нижней точке 227 присоединения. Карман 224 ручки формируется в цельной ручке 223, ограниченный цельной ручкой 223 и основной частью 213 и участком переходной части 215.
[0071] Фиг.9B показывает передний вид вытянутой преформы 230, сформированной из вытяжки преформы 210, показанной на фиг.8 и 9A, согласно одному или более вариантам осуществления настоящего изобретения. Вытянутая преформа 230 является аналогичной невытянутой преформе 210 выше переходной части 215, также как торцевой части 219, и, следовательно, ее описание пропускается. Как показано на фиг.9A–9B, переходная часть 215 вытягивается посредством вытяжного стержня 950, чтобы формировать верхняя утолщенная часть 231, в то время как толстая часть 217 вытягивается посредством вытяжного стержня 950, чтобы формировать нижнюю утонченную часть 233. Согласно одному или более вариантам осуществления настоящего изобретения, основная часть 213, верхняя утолщенная часть 231 и нижнюю утонченную часть 233 имеют практически одинаковую толщину. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, основная часть 213, верхняя утолщенная часть 231 и нижняя утонченная часть 233 могут изменяться по толщине, хотя и в меньшей степени, чем перед вытяжкой.
[0072] Фиг.9C показывает передний вид выдутого контейнера 250, сформированного из выдувания вытянутой преформы 230, показанной на фиг.9B, согласно одному или более вариантам осуществления настоящего изобретения. Согласно одному или более вариантам осуществления настоящего изобретения, форма выдутого контейнера 250 соответствует форме первого и второго углублений 911, 921 выдувной формы для первой и второй выдувных форм 910, 920. Как показано на фиг.9B–9C, согласно одному или более вариантам осуществления настоящего изобретения, когда вытянутая преформа 230 выдувается, позиции первой и второй точек 225, 227 присоединения сдвигаются наружу, так что позиции цельной ручки 223 и кармана 224 ручки сдвигаются, в то же время практически сохраняя свои первоначальные формы. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, форма и/или толщина цельной ручки 223 и форма и/или размер кармана 224 ручки могут быть модифицированы согласно процессу выдувки.
[0073] Фиг.10 показывает вид в поперечном сечении преформы 310 согласно одному или более вариантам осуществления настоящего изобретения, а фиг.11A показывает вид спереди преформы 310 согласно одному или более вариантам осуществления настоящего изобретения. На фиг.10 и 11A преформа 310 ориентирована открытой раструбной частью 312 сверху. Согласно одному или более вариантам осуществления настоящего изобретения, преформа 310 формируется из пластмассы. Преформа 310 имеет резьбовую часть 311 горлышка сверху с открытой раструбной частью 312, сформированной в ней. Преформа 310 дополнительно имеет основную часть 313 под частью 311 горлышка, толстую часть 317 под основной частью 313 и полусферическую торцевую часть 319, сформированную на дне преформы 310. Преформа 310 имеет сужающуюся переходную часть 315, сформированную между основной частью 313 и толстой частью 317, так что толщина преформы увеличивается постепенно от основной части 313 до толстой части 317. Внутренние поверхности части 311 горлышка, основной части 313, переходной части 315, толстой части 317 и торцевой части 319 формируют полость 314 преформы 310. Основание 321 полости 314 формируется посредством торцевой части 319.
[0074] Согласно одному или более вариантам осуществления настоящего изобретения, часть 311 горлышка, основная часть 313, переходная часть 315 и толстая часть 317 имеют практически одинаковый диаметр, в то время как внешний диаметр толстой части 317 больше внешнего диаметра основной части 313, при этом переходная часть 315 связывает два внешних диаметра. Согласно одному или более вариантам осуществления настоящего изобретения, толщина торцевой части 319 является такой же, что и толщина основной части 313. Преформа 310 также имеет резьбовой стопор, сформированный на дне части 311 горлышка. Согласно одному или более вариантам осуществления настоящего изобретения, внутренняя окружность торцевой части 319 содержит небольшую кольцеобразную выемку для зацепления с вытяжным стержнем 950.
[0075] Согласно одному или более вариантам осуществления настоящего изобретения, преформа 310 формируется с цельной ручкой 323. Цельная ручка 323 присоединяется к основной части 313 в верхней точке 325 присоединения и нижней точке 327 присоединения. Согласно одному или более вариантам осуществления настоящего изобретения, нижняя точка 327 присоединения находится непосредственно над переходной частью 315. Цельная ручка 323 протягивается наружу от верхней точки 325 присоединения и изгибается вниз к прямому участку ручки, затем внутрь к нижней точке 327 присоединения. Карман 324 ручки формируется в цельной ручке 323, ограниченный цельной ручкой 323 и основной частью 313 и участком переходной части 315.
[0076] Фиг.11B показывает передний вид вытянутой преформы 330, сформированной из вытяжки преформы 310, показанной на фиг.10 и 11A, согласно одному или более вариантам осуществления настоящего изобретения. Вытянутая преформа 330 является аналогичной невытянутой преформе 310 выше переходной части 315, также как торцевой части 319, и, следовательно, ее описание пропускается. Как показано на фиг.11A–11B, переходная часть 315 вытягивается посредством вытяжного стержня 950, чтобы формировать верхнюю утолщенную часть 331, в то время как толстая часть 317 вытягивается посредством вытяжного стержня 950, чтобы формировать нижнюю утонченную часть 333. Согласно одному или более вариантам осуществления настоящего изобретения, основная часть 313, верхняя утолщенная часть 331 и нижняя утонченная часть 333 имеют практически одинаковую толщину. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, основная часть 313, верхняя утолщенная часть 331 и нижняя утонченная часть 333 могут изменяться по толщине, хотя и в меньшей степени, чем перед вытяжкой.
[0077] Фиг.11C показывает передний вид выдутого контейнера 350, сформированного из выдувания вытянутой преформы 330, показанной на фиг.11B, согласно одному или более вариантам осуществления настоящего изобретения. Согласно одному или более вариантам осуществления настоящего изобретения, форма выдутого контейнера 350 соответствует форме первого и второго углублений 911, 921 выдувной формы для первой и второй выдувных форм 910, 920. Как показано на фиг.11B–11C, согласно одному или более вариантам осуществления настоящего изобретения, когда вытянутая преформа 330 выдувается, позиции первой и второй точек 325, 327 присоединения сдвигаются наружу, так что позиции цельной ручки 323 и кармана 324 ручки сдвигаются, в то же время практически сохраняя свои первоначальные формы. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, форма и/или толщина цельной ручки 323 и форма и/или размер кармана 324 ручки могут быть модифицированы согласно процессу выдувки.
[0078] Фиг.12 показывает вид в поперечном сечении преформы 410 согласно одному или более вариантам осуществления настоящего изобретения, а фиг.13A показывает вид спереди преформы 410 согласно одному или более вариантам осуществления настоящего изобретения. На фиг.12 и 13A преформа 410 ориентирована открытой раструбной частью 412 сверху. Согласно одному или более вариантам осуществления настоящего изобретения, преформа 410 формируется из пластмассы. Преформа 410 имеет резьбовой часть 311 горлышка сверху с открытой раструбной частью 412, сформированной в ней. Преформа 410 дополнительно имеет основную часть 413 под частью 411 горлышка, толстую часть 417 под основной частью 413 и полусферическую торцевую часть 419, сформированную на дне преформы 410. Преформа 410 имеет сужающуюся переходную часть 415, сформированную между основной частью 413 и толстой частью 417, так что толщина преформы увеличивается постепенно от основной части 413 до толстой части 417. Внутренние поверхности части 411 горлышка, основной части 413, переходной части 415, толстой части 417 и торцевой части 419 формируют полость 414 преформы 410. Основание 421 полости 414 формируется посредством торцевой части 419.
[0079] Согласно одному или более вариантам осуществления настоящего изобретения, нижний участок основной части 413, переходная часть 415 и толстая часть 417 имеют практически одинаковый диаметр. Внутренний диаметр части 411 горлышка больше внутреннего диаметра нижнего участка основной части 413, переходной части 415 и толстой части 417. Переходная часть 428 с сужающимся внутренним диаметром формируется в основной части 413 между толстой частью 411 и остатком основной части 413, связывая два различных диаметра. В то время как переходная часть 428 с сужающимся внутренним диаметром формируется на вершине основной части 413 на фиг.12–13A, переходная часть 428 с сужающимся внутренним диаметром может также быть сформирован в других частях преформы 410, пока внутренний диаметр уменьшается или остается одинаковым в нижнем направлении, так что вытяжной стержень 950, который может иметь соответственно переменные диаметры, может быть вставлен в и вынут из полости 414.
[0080] Внешний диаметр толстой части 417 больше внешнего диаметра основной части 413, при этом переходная часть 415 связывает два внешних диаметра. Согласно одному или более вариантам осуществления настоящего изобретения, толщина торцевой части 419 является такой же, что и толщина основной части 413. Преформа 410 также имеет резьбовой стопор, сформированный на дне части 411 горлышка. Согласно одному или более вариантам осуществления настоящего изобретения, внутренняя окружность торцевой части 419 содержит небольшую кольцеобразную выемку для зацепления с вытяжным стержнем 950.
[0081] Согласно одному или более вариантам осуществления настоящего изобретения, преформа 410 формируется с цельной ручкой 423. Цельная ручка 423 присоединяется к основной части 413 в верхней точке 425 присоединения и к переходной части 415 в нижней точке 427 присоединения. Согласно одному или более вариантам осуществления настоящего изобретения, нижняя точка 427 присоединения располагается в среднем участке переходной части 415. Цельная ручка 423 протягивается наружу от верхней точки 425 присоединения и изгибается вниз к прямому участку ручки, затем внутрь к нижней точке 427 присоединения. Карман 424 ручки формируется в цельной ручке 423, ограниченный цельной ручкой 423 и основной частью 413 и участком переходной части 415.
[0082] Фиг.13B показывает передний вид вытянутой преформы 430, сформированной из вытяжки преформы 410, показанной на фиг.12 и 13A, согласно одному или более вариантам осуществления настоящего изобретения. Вытянутая преформа 430 является аналогичной невытянутой преформе 410 выше переходной части 415, также как торцевой части 419, и, следовательно, ее описание пропускается. Как показано на фиг.13A–13B, переходная часть 415 вытягивается посредством вытяжного стержня 950, чтобы формировать верхняя утолщенная часть 431, в то время как толстая часть 417 вытягивается посредством вытяжного стержня 950, чтобы формировать нижнюю утонченную часть 433. Согласно одному или более вариантам осуществления настоящего изобретения, основная часть 413, верхняя утолщенная часть 431 и нижнюю утонченную часть 433 имеют практически одинаковую толщину. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, основная часть 413, верхняя утолщенная часть 431 и нижнюю утонченную часть 433 могут изменяться по толщине, хотя и в меньшей степени, чем перед вытяжкой.
[0083] Фиг.13C показывает передний вид выдутого контейнера 450, сформированного из выдувания вытянутой преформы 430, показанной на фиг.13B, согласно одному или более вариантам осуществления настоящего изобретения. Согласно одному или более вариантам осуществления настоящего изобретения, форма выдутого контейнера 450 соответствует форме первого и второго углублений 911, 921 выдувной формы для первой и второй выдувных форм 910, 920. Как показано на фиг.13B–13C, согласно одному или более вариантам осуществления настоящего изобретения, когда вытянутая преформа 430 выдувается, позиции первой и второй точек 425, 427 присоединения сдвигаются наружу, так что позиции цельной ручки 423 и кармана 424 ручки сдвигаются, в то же время практически сохраняя свои первоначальные формы. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, форма и/или толщина цельной ручки 423 и форма и/или размер кармана 424 ручки могут быть модифицированы согласно процессу выдувки.
[0084] Фиг.14 и 15A показывают виды в поперечном сечении преформы 510 согласно одному или более вариантам осуществления настоящего изобретения. На фиг.14 и 15A преформа 510 ориентирована открытой раструбной частью 512 сверху. Согласно одному или более вариантам осуществления настоящего изобретения, преформа 510 формируется из пластмассы. Преформа 510 имеет резьбовую часть 511 горлышка сверху с открытой раструбной частью 512, сформированной в ней. Преформа 510 дополнительно имеет основную часть 513 под частью 511 горлышка, толстую часть 517 под основной частью 513 и полусферическую торцевую часть 519, сформированную на дне преформы 510. Преформа 510 имеет сужающуюся переходную часть 515, сформированную между основной частью 513 и толстой частью 517, так что толщина преформы увеличивается постепенно от основной части 513 до толстой части 517. Внутренние поверхности части 511 горлышка, основной части 513, переходной части 515, толстой части 517 и торцевой части 519 формируют полость 514 преформы 510. Основание 521 полости 514 формируется посредством торцевой части 519.
[0085] Согласно одному или более вариантам осуществления настоящего изобретения, часть 511 горлышка, основная часть 513, переходная часть 515 и толстая часть 517 имеют практически одинаковый диаметр, в то время как внешний диаметр толстой части 517 больше внешнего диаметра основной части 513, при этом переходная часть 515 связывает два внешних диаметра. Согласно одному или более вариантам осуществления настоящего изобретения, толщина торцевой части 519 является такой же, что и толщина основной части 513. Преформа 510 также имеет резьбовой стопор, сформированный на дне части 511 горлышка. Согласно одному или более вариантам осуществления настоящего изобретения, внутренняя окружность торцевой части 519 содержит небольшую кольцеобразную выемку для зацепления с вытяжным стержнем 950.
[0086] Согласно одному или более вариантам осуществления настоящего изобретения, преформа 510 формируется с верхней выемкой 525 для присоединения ручки и нижней выемкой 527 для присоединения ручки. Верхняя выемка 525 для присоединения ручки располагается на основной части 513, а нижняя выемка 527 для присоединения ручки располагается на переходной части 515. Согласно одному или более вариантам осуществления настоящего изобретения, нижняя выемка 527 для присоединения располагается в средней части переходной части 515. Альтернативно, нижняя выемка 527 для присоединения может быть расположена на основной части 513 или толстой части 517.
[0087] Фиг.15B показывает вид в поперечном сечении вытянутой преформы 530, сформированной из вытяжки преформы 510, показанной на фиг.14 и 15A, согласно одному или более вариантам осуществления настоящего изобретения. Вытянутая преформа 530 является аналогичной невытянутой преформе 510 выше переходной части 515, также как торцевой части 519, и, следовательно, ее описание пропускается. Как показано на фиг.15A–15B, переходная часть 515 вытягивается посредством вытяжного стержня 950, чтобы формировать верхнюю утолщенную часть 531, в то время как толстая часть 517 вытягивается посредством вытяжного стержня 950, чтобы формировать нижнюю утонченную часть 533. Согласно одному или более вариантам осуществления настоящего изобретения, основная часть 513, верхняя утолщенная часть 531 и нижняя утонченная часть 533 имеют практически одинаковую толщину. Альтернативно, согласно одному или более вариантам осуществления настоящего изобретения, основная часть 513, верхняя утолщенная часть 531 и нижняя утонченная часть 533 могут изменяться по толщине, хотя и в меньшей степени, чем перед вытяжкой.
[0088] Фиг.15C показывает передний вид выдутого контейнера 550, сформированного из выдувания вытянутой преформы 530, показанной на фиг.15B, согласно одному или более вариантам осуществления настоящего изобретения. Согласно одному или более вариантам осуществления настоящего изобретения, форма выдутого контейнера 550 соответствует форме первого и второго углублений 911, 921 выдувной формы для первой и второй выдувных форм 910, 920, хотя клиновые затворы и углубления ручек не будут частью выдувных форм 910, 920 для выдутого контейнера 550. Как показано на фиг.15B–15C, согласно одному или более вариантам осуществления настоящего изобретения, когда вытянутая преформа 530 выдувается, первая и вторая выемки 525, 527 для присоединения ручки сдвигаются наружу. После того как выдувной контейнер 550 сформирован, ручка может быть присоединена к выемкам 525, 527 для присоединения ручки.
[0089] Фиг.16–17A показывают виды в поперечном сечении преформы 610 согласно одному или более вариантам осуществления настоящего изобретения. На фиг.16–17A преформа 610 ориентирована открытой раструбной частью 612 сверху. Согласно одному или более вариантам осуществления настоящего изобретения, преформа 610 формируется из пластмассы. Преформа 610 имеет резьбовую часть 611 горлышка сверху с открытой раструбной частью 612, сформированной в ней. Преформа 610 дополнительно имеет верхнюю толстую часть 623 под частью горлышка, основную часть 613 под верхней толстой частью 623, нижнюю толстую часть 617 под основной частью 613 и полусферическую торцевую часть 619, сформированную на дне преформы 610. Преформа 610 имеет верхнюю сужающуюся переходную часть 625, сформированную между верхней толстой частью 623 и основной частью 613, и нижнюю сужающуюся переходную часть 615, сформированную между основной частью 613 и толстой частью 617, так что толщина преформы увеличивается постепенно от основной части 613 до верхней и нижней толстых частей 617, 623, соответственно. Внутренние поверхности части 611 горлышка, основной части 613, верхней и нижней переходных частей 625, 615, верхней и нижней толстых частей 623, 617 и торцевой части 619 формируют полость 614 преформы 610. Основание 621 полости 614 формируется посредством торцевой части 619.
[0090] Согласно одному или более вариантам осуществления настоящего изобретения, часть 611 горлышка, основная часть 613, верхняя и нижняя переходные части 625, 615 и верхняя и нижняя толстые части 623, 617 имеют практически одинаковый диаметр, в то время как внешний диаметр верхней и нижней толстых частей 612, 617 являются большими по сравнению с внешним диаметром основной части 613, при этом переходная часть 615 связывает внешние диаметры. Согласно одному или более вариантам осуществления настоящего изобретения, толщина торцевой части 619 является такой же, что и толщина основной части 613. Преформа 610 также имеет резьбовой стопор, сформированный на дне части 611 горлышка. Согласно одному или более вариантам осуществления настоящего изобретения, внутренняя окружность торцевой части 619 содержит небольшую кольцеобразную выемку для зацепления с вытяжным стержнем 950.
[0091] Фиг.17B показывает вид в поперечном сечении вытянутой преформы 630, сформированной из вытяжки преформы 610, показанной на фиг.16 и 17A, согласно одному или более вариантам осуществления настоящего изобретения. Как показано на фиг.17A–17B, верхнюю и нижнюю переходные части 625, 615 вытягиваются посредством вытяжного стержня 950, чтобы формировать вторую и третью утонченные части 635, 631, в то время как верхняя и нижняя толстые части 623, 617 вытягиваются посредством вытяжного стержня 950, чтобы формировать первую и четвертую утонченные части 633, 632. Согласно одному или более вариантам осуществления настоящего изобретения, основная часть 613 и первая, вторая, третья и четвертая утонченные части 633, 635, 631, 632 могут изменяться по толщине, хотя и в меньшей степени, чем перед вытяжкой.
[0092] Фиг.17C показывает передний вид выдутого контейнера 650, сформированного из выдувания вытянутой преформы 630, показанной на фиг.17B, согласно одному или более вариантам осуществления настоящего изобретения. Согласно одному или более вариантам осуществления настоящего изобретения, форма выдутого контейнера 650 соответствует форме первого и второго углублений 911, 921 выдувной формы для первой и второй выдувных форм 910, 920, хотя клиновые затворы и углубления ручек не будут частью выдувных форм 910, 920 для выдутого контейнера 650. Изменение толщин на всем протяжении вытянутой преформы 630 предоставляет возможность больших степеней свободы в формах окончательного выдутого контейнера 650.
[0093] В то время как изобретение было представлено относительно ограниченного числа вариантов осуществления, специалисты в области техники, имеющие пользу от этого изобретения, поймут, что другие варианты осуществления могут быть придуманы, которые не отступают от рамок настоящего изобретения. Соответственно, рамки изобретения должны быть ограничены только прилагаемой формулой изобретения.
Изобретение относится к преформе для контейнера. Техническим результатом является улучшенный контроль формы ручки. Технический результат достигается преформой для контейнера, которая содержит полую цилиндрическую основную часть, имеющую первую толщину, полую цилиндрическую толстую часть, имеющую вторую толщину, большую первой толщины, искривленную торцевую часть. Сужающаяся переходная часть сформирована между основной частью и толстой частью так, что толщина преформы увеличивается постепенно от первой толщины основной части ко второй тощине толстой части. При этом внутренние поверхности основной части, толстой части и торцевой части формируют полость. Цельная ручка присоединена к основной части в верхней точке присоединения и присоединена к основной части в нижней точке присоединения. 3 н. и 9 з.п. ф-лы, 42 ил.
1. Преформа для контейнера, содержащая:
полую цилиндрическую основную часть, имеющую первую толщину;
полую цилиндрическую толстую часть, имеющую вторую толщину, большую первой толщины;
искривленную торцевую часть;
сужающуюся переходную часть, сформированную между основной частью и толстой частью так, что толщина преформы увеличивается постепенно от первой толщины основной части ко второй толщине толстой части, при этом внутренние поверхности основной части, толстой части и торцевой части формируют полость; и
цельную ручку, присоединенную к основной части в верхней точке присоединения и присоединенную к основной части в нижней точке присоединения.
2. Преформа по п.1,
при этом внешний диаметр толстой части больше внешнего диаметра основной части.
3. Преформа по п.1,
при этом внутренний диаметр толстой части является таким же, что и внутренний диаметр основной части.
4. Преформа п.2,
при этом внешний диаметр сужающейся переходной части увеличивается постепенно от внешнего диаметра основной части к внешнему диаметру толстой части.
5. Преформа п.1, дополнительно содержащая:
резьбовую часть горлышка, расположенную над основной частью.
6. Преформа по п.1,
при этом основная часть содержит переходную часть с сужающимся внутренним диаметром, которая постепенно уменьшает внутренний диаметр основной части в нижнем направлении.
7. Форма для формирования преформы по п.1, содержащая:
первую форму для преформы, содержащую первую полость формы для преформы, которая включает в себя первое верхнее отверстие и первое нижнее отверстие;
вторую форму для преформы, содержащую вторую полость формы для преформы, которая включает в себя второе верхнее отверстие и второе нижнее отверстие;
третью форму для преформы, содержащую третью полость формы для преформы, которая включает в себя третье верхнее отверстие и третье нижнее отверстие; и
стержнеобразную внутреннюю форму,
при этом первая форма для преформы и вторая форма для преформы выполнены с возможностью объединяться так, что первая и вторая полости формы для преформы формируют первое пространство, соответствующее внешней форме верхней части преформы по п.1,
третья полость формы для преформы выполнена с возможностью образования второго пространства, соответствующего внешней форме нижней части преформы по п.1,
стержнеобразная внутренняя форма выполнена с возможностью вставляться в первую, вторую и третью полости форм для преформы, и соответствует внутренней полости преформы, и
третья форма для преформы выполнена так, что расплавленная пластмасса может вводиться через третье нижнее отверстие.
8. Форма по п.7,
при этом, когда первая, вторая и третья формы для преформы объединяются, первое и второе нижние отверстия первой и второй полостей форм для преформы сообщаются с третьим верхним отверстием третьей полости формы для преформы, так что расплавленная пластмасса, вводимая из третьего нижнего отверстия, может протекать в первую и вторую полости форм для преформы.
9. Форма по п.7,
при этом первая и вторая полости форм содержат углубления в форме ручки.
10. Способ формирования преформы по п.1, содержащий этапы, на которых:
закрывают первую форму для преформы, содержащую первую полость формы для преформы, которая включает в себя первое верхнее отверстие и первое нижнее отверстие, и вторую форму для преформы, содержащую вторую полость формы для преформы, которая включает в себя второе верхнее отверстие и второе нижнее отверстие, так что первая и вторая полости форм для преформы формируют первое пространство, соответствующее внешней форме верхней части преформы по п.1;
располагают третью форму для преформы, содержащую третью полость формы для преформы, которая включает в себя третье верхнее отверстие и третье нижнее отверстие под закрытыми первой и второй формами для преформы, причем третья полость формы для преформы имеет второе пространство, соответствующее внешней форме нижней части преформы по п.1;
вставляют стержнеобразную внутреннюю форму в первую, вторую и третью полости форм для преформы;
вводят расплавленную пластмассу через третье нижнее отверстие в первую, вторую и третью полости форм для преформы и вокруг внешней стороны стержнеобразной внутренней формы;
охлаждают расплавленную пластмассу, чтобы формировать отвердевшую пластмассовую преформу;
убирают первую, вторую и третью формы для преформы, чтобы раскрывать внешнюю сторону преформы; и
убирают стержнеобразную внутреннюю форму из преформы.
11. Способ по п.10,
при этом первая и вторая полости форм содержат углубления в форме ручки.
12. Способ по п.10,
при этом по меньшей мере часть внутреннего диаметра закрытых первой и второй полостей форм для преформы больше внутреннего диаметра третьей полости формы для преформы.
| US 2015044620 A1, 12.02.2015 | |||
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕНОБЕТОНА | 2010 |
|
RU2439033C1 |
| US 4942008 A1, 17.07.1990 | |||
| ПЛАСТМАССОВЫЙ КОНТЕЙНЕР | 2008 |
|
RU2468973C2 |
| РАЗЪЕМНАЯ ВСТАВКА ПРЕСС-ФОРМЫ | 2006 |
|
RU2365500C1 |
| Шариковые коньки | 1928 |
|
SU12539A1 |

