Изобретение относится к способам изготовления образцов для испытаний и может применяться при аттестации сотовых структур в области кораблестроения, авиастроения и космической техники.
Известен способ испытания трехслойной прямоугольной пластины, при котором образец для испытаний изготавливают склеиванием двух пластин сотового заполнителя с жесткими обшивками в пятислойную конструкцию с выступающими за края сотового заполнителя концами среднего жесткого слоя, разрезанного по линии, перпендикулярной приложению нагрузке и разделяющей пластину сотового заполнителя на две равные части по авторскому свидетельству SU 1035456 А, кл. G01N 3/00, опубл. 15.08.1983.
Недостатком данного способа является низкая прочность соединения сотового заполнителя к обшивкам, в результате чего при испытаниях жесткого сотового заполнителя разрушение в зоне соединения обшивок с заполнителем происходит до разрушения сотового заполнителя.
Известен ближайший прототип заявляемого способа, описанный в ОСТ 101188-92, в котором изготавливают два одинаковых блока сотового заполнителя и приклеивают их торцевыми поверхностями к металлическим пластинам, через которые передается нагружение при испытаниях.
Недостатком данного способа является низкая прочность соединения блоков сотового заполнителя с пластинами, в результате чего при испытаниях сотового заполнителя, выполненного из толстой фольги (более 50 мкм), разрушение в зоне соединения обшивок с заполнителем происходит до разрушения сотового заполнителя.
Техническим результатом предлагаемого изобретения является увеличение прочности соединения сотового заполнителя с пластинами за счет увеличения площади склейки сотовой структуры с пластинами.
Для достижения указанного технического результата представленного изобретения предложен способ изготовления образца сотового заполнителя для испытаний на определение предела прочности и модуля упругости сотового заполнителя при сдвиге, включающий изготовление двух одинаковых блоков сотового заполнителя и приклеивание их торцевыми поверхностями к металлическим пластинам, через которые передается нагружение при испытаниях, в котором согласно изобретению перед приклеиванием блока его обезжиривают со стороны первой торцевой поверхности и окунают этой торцевой поверхностью в ванну, заполненную полимерным заполнителем, на всю глубину заполнения, отверждают полимерный заполнитель и извлекают блок, после чего повторяют те же операции со второй торцевой поверхностью блока.
Способ изготовления образца сотового заполнителя для испытаний отличается тем, что глубину заполнения ванны полимерным заполнителем определяют исходя из расчетных значений прочностных свойств сотового заполнителя.
Способ изготовления образца сотового заполнителя для испытаний отличается тем, что ванну заполняют связующим или клеевой композицией.
Обезжиривание первой торцевой поверхности блока сотового заполнителя и окунание его этим торцом в ванну, заполненную полимерным заполнителем, отверждение полимерного заполнителя, извлечение его из ванны и повторение тех же операций со второй торцевой поверхностью блока позволяют увеличить прочность соединения между фольгой сотовой структуры и полимерным заполнителем за счет большой площади контакта, а также между пластинами и сотовым заполнителем за счет подкрепления сотовой структуры в зоне контакта с пластинами.
Определение глубины заполнения ванны полимерным заполнителем, исходя из расчетных значений прочностных свойств сотового заполнителя, позволяет увеличить прочность клеевого соединения полимерного заполнителя с сотовой структурой.
Заполнение ванны связующим или клеевой композицией повышает прочность соединения сотовой структуры с пластинами за счет более высоких прочностных характеристик подкрепленной сотовой структуры в зоне контакта с пластинами.
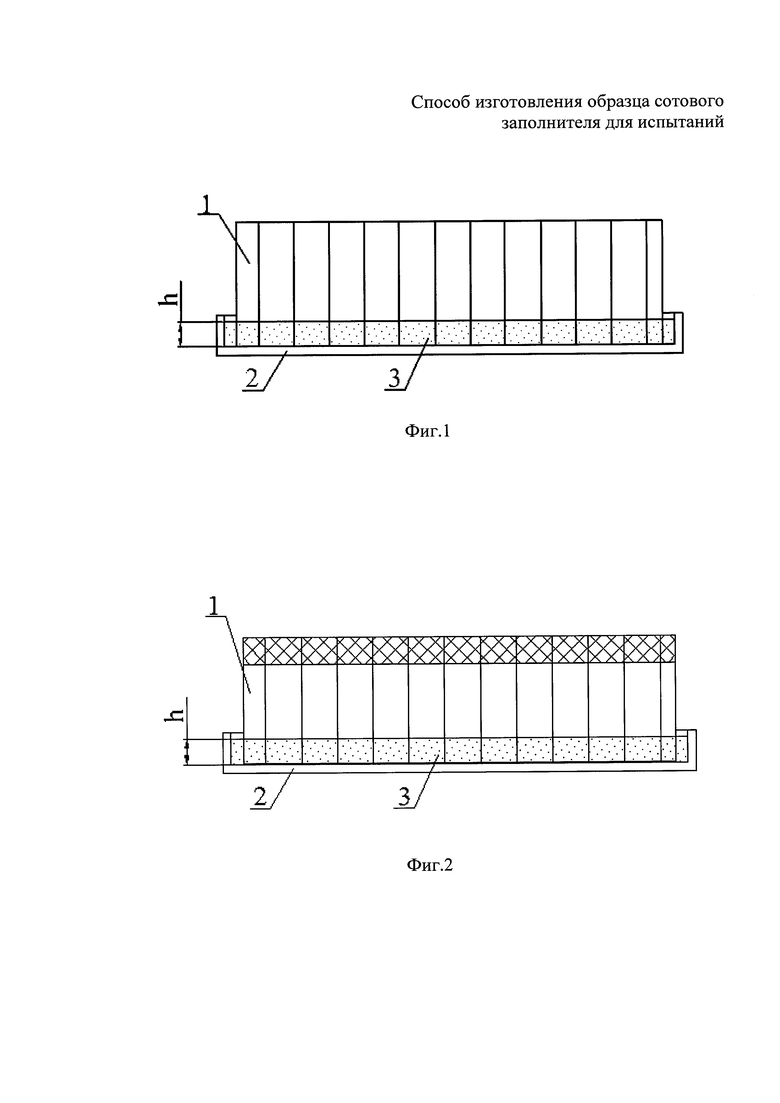
На фиг. 1 показан в разрезе блок сотового заполнителя при окунании в ванну первой торцевой поверхностью на глубину h.
На фиг. 2 показан в разрезе блок сотового заполнителя при окунании в ванну второй торцевой поверхностью на глубину h.
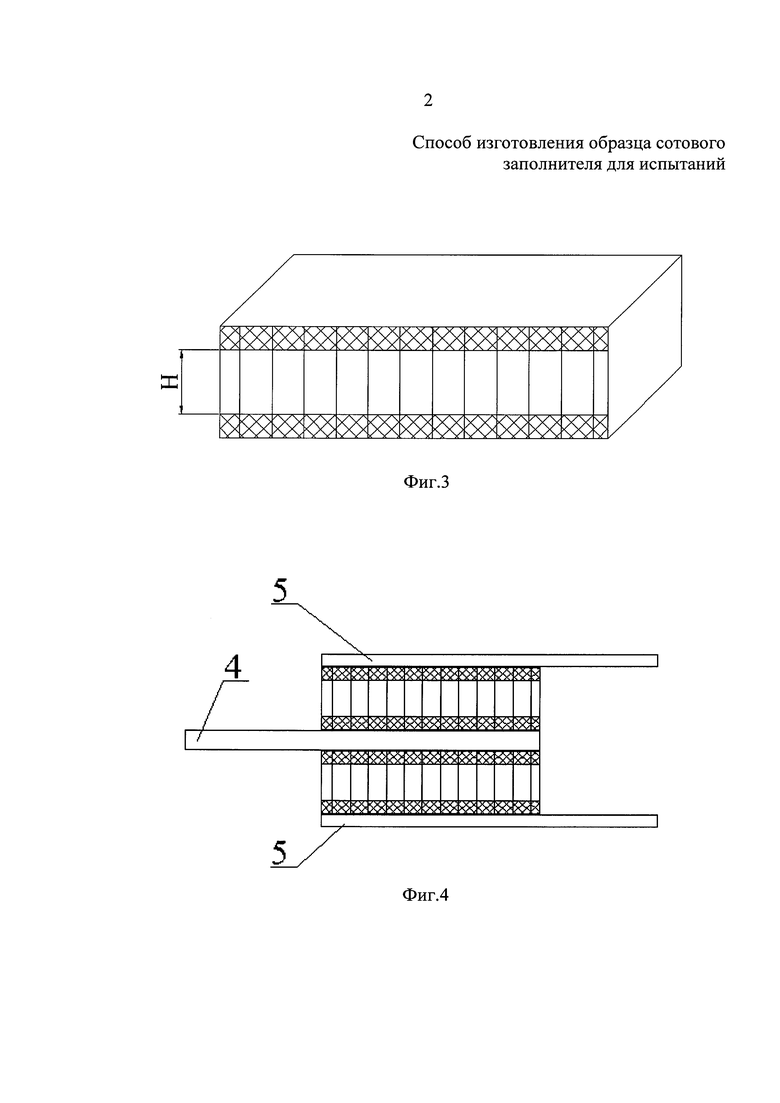
На фиг. 3 представлен в разрезе блок сотового заполнителя для испытания сотовой структуры высотой Н.
На фиг. 4 показан в разрезе образец для испытаний на определение предела прочности и модуля упругости сотового заполнителя при сдвиге.
Способ осуществляют в следующей последовательности.
Вырезают блок сотового заполнителя 1, первую его торцевую поверхность обезжиривают и окунают ею в ванну 2 с полимерным заполнителем 3, глубина которого в ванне 2 равна h, отверждают полимерный заполнитель 3 и извлекают сотовый заполнитель 1 из ванны 2, затем обезжиривают блок 1 со стороны второй торцевой поверхности и окунают ею в ванну 2 с полимерным заполнителем 3, который также отверждают, после чего те же операции проводят со вторым блоком и склеивают их с металлическими пластинами 4, 5 в образец для испытаний сотового заполнителя на определение предела прочности и модуля упругости при сдвиге.
Пример 1
Вырезают блок сотового заполнителя марки CRIII-1/8-5052-.003-12.0 высотой 26 мм размерами 80×80 мм из алюминиевой фольги толщиной 76 мкм. Затем один из торцов блока обезжиривают окунанием в ацетон и опускают в ванну, заполненную заливочной композицией ЗК-1 на глубину 3 мм. Блок прижимают грузом ко дну ванны, для обеспечения плотного контакта.
После отверждения ЗК-1 при комнатной температуре снимают груз, блок вместе с отвержденной заливочной композицией извлекают из ванны. Те же операции повторяют с противоположным торцом блока. Затем таким же образом изготавливают второй блок, склеивают с металлическими пластинами в образец для испытаний.
Пример 2
Вырезают блок сотового заполнителя марки АСП-1,8-2Н-60Н-129 высотой 20 мм размерами 80×80 мм из алюминиевой фольги толщиной 60 мкм. Затем один из торцов блока обезжиривают окунанием в ацетон и опускают в ванну, заполненную клеевой композицией ВК-9 на глубину 2 мм. Блок прижимают грузом ко дну ванны, для обеспечения плотного контакта. После отверждения ВК-9 при комнатной температуре груз снимают, блок вместе с отвержденной заливочной композицией извлекают из ванны.
Те же операции повторяют с противоположным торцом блока. Затем таким же образом изготавливают второй блок, склеивают с металлическими пластинами в образец для испытаний.
Таким образом, предложенный способ позволяет увеличить прочность соединения между фольгой сотовой структуры и полимерным заполнителем за счет большой площади контакта, а также между пластинами и сотовым заполнителем за счет подкрепления сотовой структуры в зоне контакта с обшивкой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| СТЕКЛОПЛАСТИКОВЫЙ СОТОВЫЙ ЗАПОЛНИТЕЛЬ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2009 |
|
RU2398798C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559446C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОЙ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2022 |
|
RU2797465C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| Клеевая композиция и содержащая ее алюминиевая слоистая структура с повышенной прочностью на расслаивание клеевых соединений | 2016 |
|
RU2625849C1 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ ПЛЕНОЧНЫЙ КЛЕЙ | 2015 |
|
RU2601480C1 |
| КАРКАС КОНСТРУКЦИИ АНТЕННОГО РЕФЛЕКТОРА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2556424C2 |
| ЭЛЕКТРОНАГРЕВАТЕЛЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО НАГРЕВАТЕЛЬНОГО ЭЛЕМЕНТА ДЛЯ НЕГО | 2011 |
|
RU2483493C2 |
| Образец для испытаний сотового заполнителя | 2016 |
|
RU2634020C1 |
Изобретение относится к способам изготовления образцов для испытаний и может применяться при аттестации сотовых структур в области кораблестроения, авиастроения и космической техники. Изготавливают два одинаковых блока сотового заполнителя и приклеивают их торцевыми поверхностями к металлическим пластинам, через которые передается нагружение при испытаниях. Перед приклеиванием блока его обезжиривают со стороны первой торцевой поверхности и окунают этой торцевой поверхностью в ванну, заполненную полимерным заполнителем, на всю глубину заполнения. Отверждают полимерный заполнитель и извлекают блок, после чего повторяют те же операции со второй торцевой поверхностью блока. Обеспечивается увеличение прочности соединения сотового заполнителя с пластинами за счет увеличения площади склейки сотовой структуры с пластинами. 2 з.п. ф-лы, 4 ил.
1. Способ изготовления образца сотового заполнителя для испытаний на определение предела прочности и модуля упругости сотового заполнителя при сдвиге, включающий изготовление двух одинаковых блоков сотового заполнителя и приклеивание их торцевыми поверхностями к металлическим пластинам, через которые передается нагружение при испытаниях, отличающийся тем, что перед приклеиванием блока его обезжиривают со стороны первой торцевой поверхности и окунают этой торцевой поверхностью в ванну, заполненную полимерным заполнителем, на всю глубину заполнения, отверждают полимерный заполнитель и извлекают блок, после чего повторяют те же операции со второй торцевой поверхностью блока.
2. Способ изготовления по п. 1, отличающийся тем, что глубину заполнения ванны полимерным заполнителем определяют исходя из расчетных значений прочностных свойств сотового заполнителя.
3. Способ изготовления по п. 1, отличающийся тем, что ванну заполняют связующим или клеевой композицией.
| Механические кривошипные ножницы | 1953 |
|
SU101188A1 |
| Способ испытания трехслойной прямоугольной пластины | 1982 |
|
SU1035456A1 |
| Образец для испытания трехслойных панелей на сдвиг и устройство для испытания образцов трехслойных панелей на сдвиг | 1981 |
|
SU989375A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ | 2013 |
|
RU2540665C1 |

