Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению деталей трения из древесины.
Известен способ получения прессованной древесины, в котором модифицирующий состав используется в виде суспензии твердых частиц в высоковязкой жидкости, например глицерине (авт. свид. СССР №1766659, B27N 1/02, В27K 5/06, опубл. 07.10.92).
Недостатком способа является сложность удаления растворителя, например глицерина, из древесины.
Известно устройство для пропитки древесины под давлением, в котором создают давление с одного торца заготовок, а просачивание поперек волокон исключается механически (патент РФ №2227779, В27K 3/10, опубл. 27.04.2004).
Недостатком способа является трудоемкость процесса и длительное время пропитки.
Известен способ пропитки древесины с торца под давлением, в котором для интенсификации процесса используют чередование импульсов давления и воздействия ультразвука (патент РФ №2378106, В27K 3/02, В27K 3/08, опубл. 10.01.2010), принят за прототип.
Недостатком способа является то, что при данном способе невозможно получить концентрацию маслянистой жидкости менее 40% по отношению к массе сухой древесины, т.к. в древесину движется чистая жидкость без растворителя. Если использовать растворитель, то возникает трудноразрешимая проблема удаления растворителя из древесины и способ становится непригодным для практической реализации.
Цель изобретения - повышение качества и технологических возможностей пропитки. Это достигается тем, что при способе пропитки заготовок древесины с торца под давлением пропитывающий состав состоит из аэрозоля маслянистого модификатора концентрацией 5,7-10%, давление с одного торца заготовки составляет 2,5-6 МПа, разрежение с другого торца заготовки 80 кПа при температуре заготовки и пропитывающего состава 70-75°С и влажности заготовки 3-5%.
При изготовлении деталей трения из прессованной древесины для снижения коэффициента трения и увеличения износостойкости в древесине должно находиться 7-9% от массы сухой древесины антифрикционного состава, состоящего из маслянистой основы (минеральное масло, солидол, парафин, церезин и т.д.) с добавками наночастиц графита и дисульфида молибдена. Если содержание смазки в деревянном подшипнике менее 7%, то коэффициент трения увеличивается в несколько раз. При содержании смазки более 9% коэффициент трения не снижается, но снижается прочность и износостойкость, т.к. смазка является пластификатором и размягчает древесину.
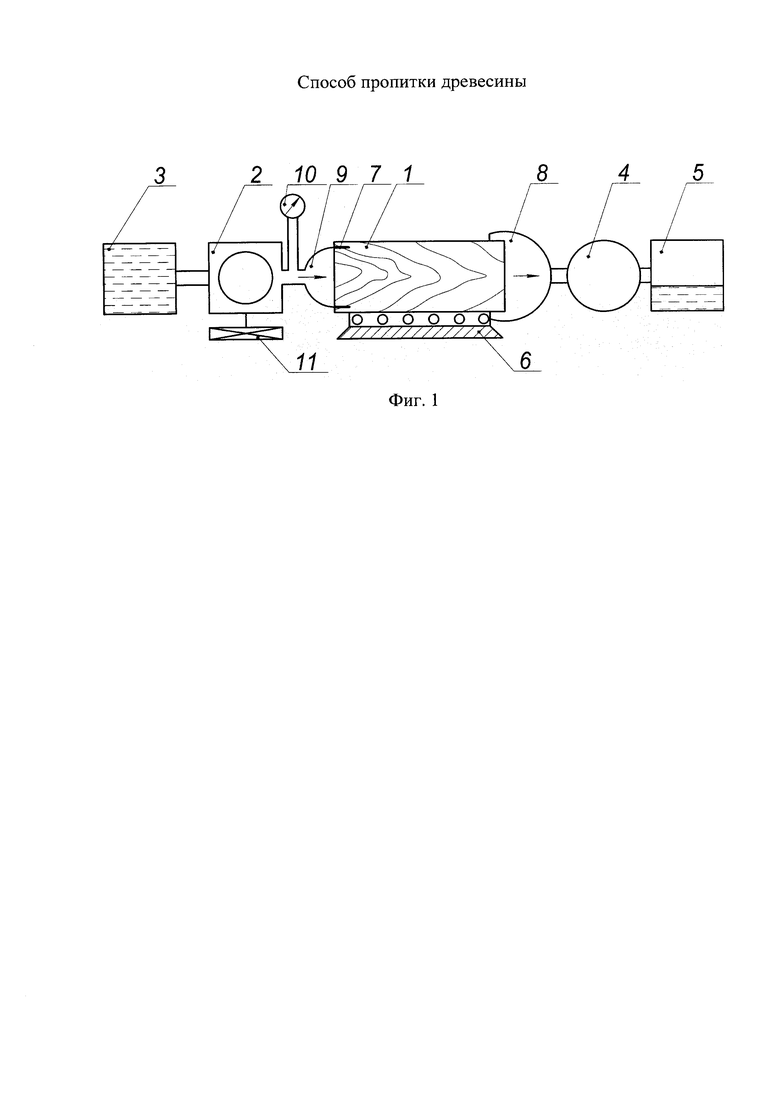
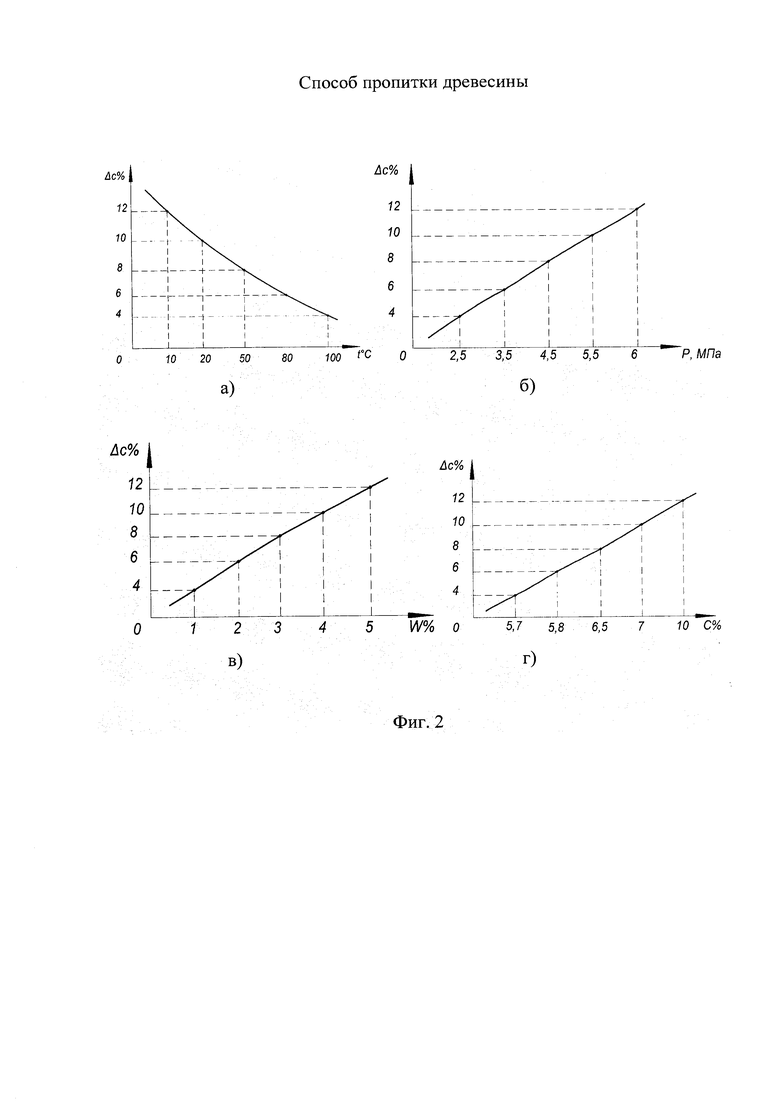
Данный способ реализуется в установке, схема которой представлена на фиг. 1. На фиг. 2 представлены технологические параметры работы установки: а) зависимость содержания смазки в древесине (Δс, %) от температуры (t, °С); б) зависимость содержания смазки в древесине (Δс, %) от давления (Р, МПа); в) зависимость содержания смазки в древесине (Δс, %) от влажности (W, %); г) зависимость содержания смазки в древесине (Δ, %) от содержания модификатора в древесине (С, %).
Устройство содержит обогреваемую раму 6 с обогревательными элементами, закрепленными на ней топливным насосом высокого давления (ТНВД) 2, заготовкой из древесины 1, с одного торца от заготовки подключена пропиточная головка 9, с другого вакуумная головка 8, разряжение в которой создается с помощью вакуум-насоса 4. Жидкость для пропитки подается из емкости с горячей смазкой 3, а после пропитывания заготовки сливается в сепаратор 5. На корпусе пропиточной головки расположен манометр 10.
Способ пропитки осуществляется следующим образом. Древесную заготовку 1 влажностью 3-5% закрепляют в обогреваемой раме 6, с одного торца врезают в заготовку ножи 7 прямоугольного сечения с помощью гидроцилиндра (на чертеже не показан), с другого торца надевают вакуумную головку 8. Включением вакуум-насоса 4 в заготовке создают небольшой вакуум 80 кПа для создания направленного потока аэрозоля. Из емкости 3 смазку с температурой 70-75°С подают в ТНВД, из которого компрессором 11 через форсунки аэрозольная смесь концентрацией 5,7-10% под давлением 2,5-6 МПа подается в торец заготовки. Время пропитки зависит от длины заготовки и при длине 0,7 м составляет 20 мин. При этом содержание смазки в заготовке составляет 7-9% при перепаде концентрации на торцах заготовки не более 1%, т.е. на торце, в который закачивается аэрозоль, концентрация смазки будет 9%, на противоположном торце 8%.
Оптимальные значения давления, вакуума, концентрации смазки, температуры и влажности выбираются исходя из графиков а, б, в и г на фиг. 2. Влажность заготовки менее 3% технически очень трудно реализовать, при влажности более 5% в древесине образуется парогазовая смесь, препятствующая направленному движению аэрозоля. При температуре менее 70°С аэрозольная смесь начинает разделяться и более крупные капли жидкости начинают осаждаться с одного торца заготовки. В результате не удается достичь равномерного распределения смазки по длине заготовки. При температуре 75°С минеральное масло начинает коксоваться и качество смеси ухудшается. Концентрация аэрозоля и давление в заготовке создаются ТНВД 2 и компрессором 11. Время пропитки зависит от породы древесины и длины заготовки и составляет 15-20 мин.
Пример 1. Заготовку из древесины березы сечением 85×85 мм длиной 700 мм влажностью 3% закрепляют на раме, присоединяют к торцам пропиточную и вакуумную головки. В заготовке создают разрежение 80 кПа (большее разрежение нельзя создать, т.к. начинается подсос воздуха через боковые пласти заготовки) и поддерживают его на всем протяжении процесса. В емкости при температуре 70°С создают пропиточную смесь, состоящую из 65% минерального масла и 35% церезина марки 100 с добавками графита и дисульфида молибдена. Смесь поступает в ТНВД, где с помощью компрессора создается аэрозоль концентрацией 5,7% при давлении 2,5 МПа. Аэрозоль закачивается в торец заготовки, проходит по всей длине и избытки его поступают в сепаратор, где воздух отделяется от смазки. Смазка возвращается в емкость. Время пропитки составило 20 мин. В результате пропитки концентрация смазки с одного торца заготовки составляет 7%, с другого торца 8%, в среднем 7,5%.
Пропитанные заготовки прессуют до плотности 1250 кг/м3, обрабатывают и получают готовый подшипник скольжения, работающий на самосмазке взамен бронзы и текстолита.
Пример 2. Заготовку из древесины березы сечением 100×100 длиной 60 мм влажностью 5% пропитывают аэрозолем концентрацией 10% смазки, состоящей из минерального масла И-20 загущенного наночастицами графита и дисульфида молибдена при давлении 6 МПа и разрежении 80 кПа в течение 15 мин. В результате получают пропитанную заготовку со средней концентрацией смазки 9% по отношению к массе сухой древесины и равномерным распределением смазки по длине заготовки. После прессования и формования получают подшипники из модифицированной древесины плотностью 1300 кг/м3, работающие на самосмазке взамен шарикоподшипников.
Преимуществом данного способа пропитки является то, что он позволяет вводить антифрикционные маслянистые составы в древесину в малых количествах без применения растворителей с равномерным распределением смазки по всему объему заготовки. Это позволяет получать подшипники скольжения с коэффициентом трения 0,05 и линейным износом 1,12*10-9 м, что превышает показатели известных деревянных подшипников.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пропитки древесины | 2017 |
|
RU2684312C1 |
| Способ локальной модификации древесины в строительных конструкциях | 2018 |
|
RU2713115C1 |
| СПОСОБ МОДИФИЦИРОВАНИЯ ДРЕВЕСИНЫ | 2011 |
|
RU2474492C1 |
| Способ получения деревянных опор ЛЭП | 2021 |
|
RU2777903C1 |
| СПОСОБ ПРОПИТКИ ДРЕВЕСИНЫ | 2008 |
|
RU2378106C2 |
| Способ получения древесины с измененной текстурой | 2019 |
|
RU2726556C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2007 |
|
RU2346809C2 |
| Способ получения модифицированной древесины | 2019 |
|
RU2712521C1 |
| Способ получения модифицированной древесины | 2018 |
|
RU2710171C1 |
| СПОСОБ ПОЛУЧЕНИЯ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2008 |
|
RU2401195C2 |
Изобретение относится к деревообрабатывающей промышленности, в частности к пропитке древесины. Способ пропитки древесины включает введение пропитывающего состава с торца под давлением. Пропитывающий состав используют в виде аэрозоля с концентрацией модификатора 5,7-10%. Давление с одного торца заготовки (1) составляет 2,5-6 МПа. Разрежение с другого торца заготовки составляет 80 кПа. При этом температура заготовки и пропитывающего состава составляет 70-75°С, а влажность заготовки составляет 3-5%. Повышается качество пропитки. 2 ил.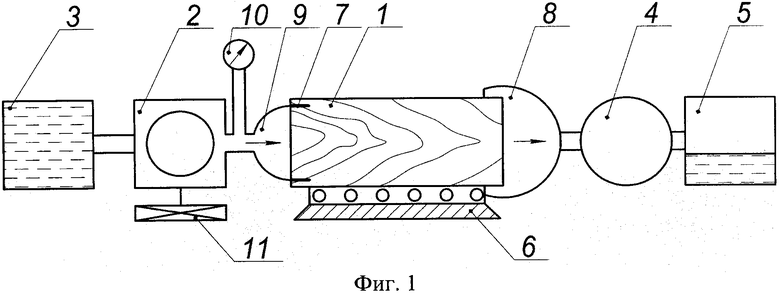
Способ пропитки древесины, включающий введение пропитывающего состава с торца под давлением, отличающийся тем, что пропитывающий состав используют в виде аэрозоля с концентрацией модификатора 5,7-10%, давление с одного торца заготовки составляет 2,5-6 МПа, разрежение с другого торца заготовки 80 кПа при температуре заготовки и пропитывающего состава 70-75°С и влажности заготовки 3-5%.
| СПОСОБ ПРОПИТКИ ДРЕВЕСИНЫ | 2008 |
|
RU2378106C2 |
| СПОСОБ ОБРАБОТКИ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 1997 |
|
RU2129954C1 |
| СПОСОБ ОБРАБОТКИ ДЕРЕВЯННЫХ ИЗДЕЛИЙ | 2012 |
|
RU2497663C1 |
| US 4716060 A1, 29.12.1987 | |||
| Радиоэлектронный блок | 1988 |
|
SU1651401A1 |

