ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к оснастке для формирования фиброармированных пластиков (FRP или ФАП), применяемой для формирования конструкции из ФАП, и к способу формирования конструкции из ФАП.
УРОВЕНЬ ТЕХНИКИ
[0002] В последние годы расширяются области применения конструкций из ФАП в промышленных изделиях. Преимуществом конструкции из ФАП является возможность достижения сокращения количества деталей и сборочных операций благодаря применению методики объединенного формирования.
[0003] При объединении в одно целое множества частей выполняют формирование, при котором соединяют основные конструкционные элементы, такие как наружная оболочка, и армирующие части, такие как продольный элемент жесткости. В этом случае важное значение приобретает точность расположения основного конструкционного элемента и армирующих частей. Кроме того, при соединении важны способ опрессовки основного конструкционного элемента и армирующей части и способ размещения оправок.
[0004] Способ формирования конструкции из ФАП путем объединения и соединения основного конструкционного элемента и армирующей части раскрыт на фиг. 11 и 22 в заявке на патент США (US 2011/0315824 А [патентный документ 1]). В способе формирования конструкции из ФАП, раскрытом в патентном документе 1, в оснастке для формирования конструкции из ФАП предварительно выполняют выемку для позиционирования придающей жесткость заготовки (армирующей части), при этом упомянутую придающую жесткость заготовку (армирующую часть) размещают в выемке, после чего укладывают армирующий слой (базовый материал основного конструкционного элемента) с покрытием придающей жесткость заготовки. Затем размещают антиадгезионный материал и лист для диффузии матричной смолы и покрывают формуемую конструкцию из ФАП всасывающим мешком. Далее вакуумируют внутреннее пространство упомянутого мешка и впрыскивают матричную смолу. После этого выполняют нагревание и прочие действия для отверждения матричной смолы.
[0005] Кроме того, в качестве похожей методики, в патентном документе 2 раскрыто применение оснастки охватываемого типа, когда армирующий элемент накладывают на конструкцию из композитного материала, являющуюся фюзеляжем самолета. Кроме того, в патентном документе 3 описано применение оснастки, составленной из опорного тела и множества панелей, когда на конструкцию из композитного материала, являющуюся фюзеляжем самолета, накладывают армирующий элемент или стрингер.
[0006] В способе формирования конструкции из ФАП, описанном в патентном документе 1, армирующую часть укладывают непосредственно в выемку, образованную в оснастке, для позиционирования относительно основной конструкции. При применении этого способа позиционирования необходимо определять ширину выемки оснастки с учетом допуска формы армирующей части. Существует проблема, связанная с тем, что точность расположения армирующей части относительно основной конструкции ухудшается вследствие влияния упомянутого допуска формы. В частности, при применении способа взаимного соединения существует проблема, связанная с трудностью обеспечения высокой точности при позиционировании отвержденной части на неотвержденной части.
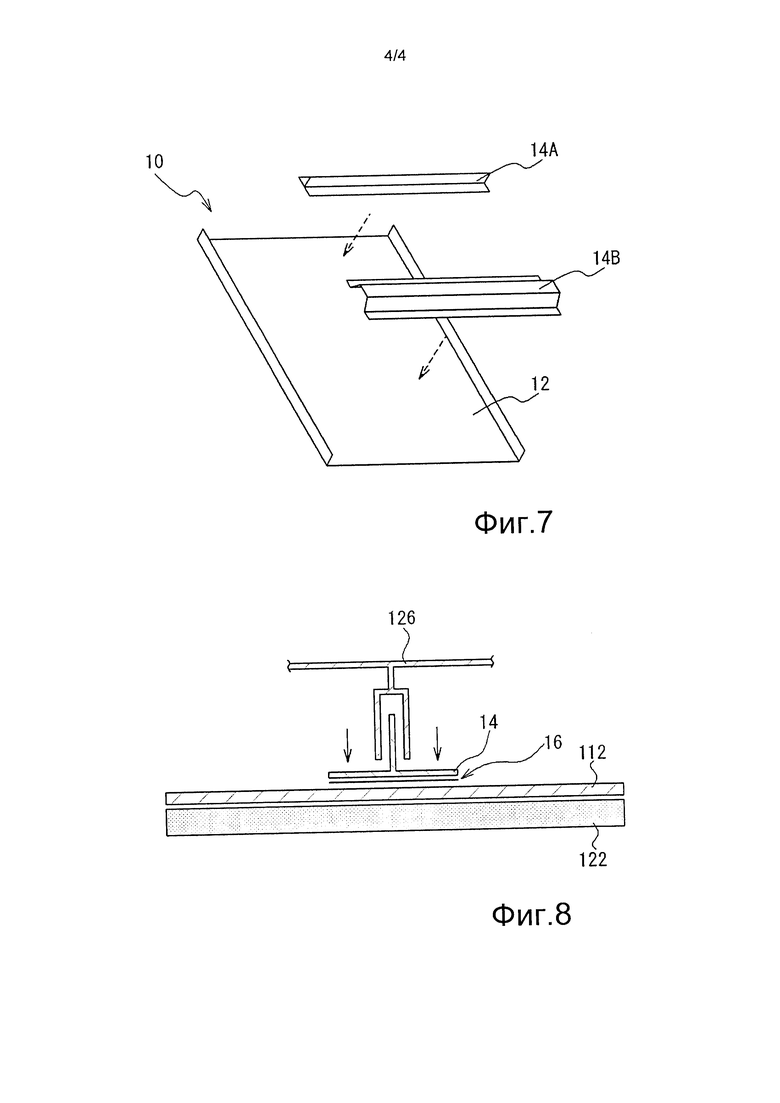
[0007] На фиг. 8 показан традиционный способ расположения армирующей части 14 на основной конструкции 112. Конструкция из ФАП имеет основную конструкцию 112, армирующую часть 14 и соединительный участок 16, соединяющий основную конструкцию 112 и армирующую часть 14.
[0008] Например, основная конструкция 112 выполнена из препрега для наружной оболочки самолета или подобного устройства. Например, армирующая часть 14 выполнена из препрега, то есть стрингера, причем материал препрега имеет Т-образную форму поперечного сечения.
[0009] Ниже описан способ формирования конструкции из ФАП в соответствии с фиг. 8. При формировании конструкции из ФАП сначала размещают основную конструкцию 112 на оснастке 122 для основной конструкции, имеющей необходимый профиль.
[0010] Затем укладывают клеевую пленку и прочие материалы в качестве соединительного участка 16, при этом в U-образную выемку позиционирующей оснастки 126 вставляют вертикальную секцию армирующей части 14, чтобы обеспечить позиционирование армирующей части 14 на основной конструкции 112. После этого соединительный участок 16 отверждают с приложением усилия, поджимающего армирующую часть 14 к основной конструкции 112. Таким образом получают конструкцию из ФАП.
[0011] Однако, поскольку армирующая часть 14 имеет допуски формы и размера, необходимо предварительно обеспечить зазор между армирующей частью 14 и контактирующей секцией позиционирующей оснастки 126. Из-за наличия упомянутого зазора существует проблема снижения точности расположения армирующей части 14 относительно основной конструкции 112.
[0012] Кроме того, в конструкции из ФАП, в которой между основной конструкцией и армирующей частью имеется замкнутое пространство, или если конструкционные части соприкасаются друг с другом при объединении, существует проблема, связанная с тем, что затрудняется формирование с помощью мешка для выполнения опрессовки армирующей части и основной конструкции.
Список библиографических ссылок
[0013]
[Патентный документ 1] US 2011/0315824 А1
[Патентный документ 2] патент ЕР 2128017
[Патентный документ 3] патент US 7597772
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0014] Задачей настоящего изобретения является создание оснастки для формирования ФАП и способа формирования конструкции из ФАП, которые обеспечивают возможность объединения и формирования основной конструкции и армирующей части с высокой точностью.
[0015] Оснастка для формирования ФАП в соответствии с настоящим изобретением применяется при соединении основной конструкции и армирующей части для формирования конструкции из ФАП. Оснастка для формирования ФАП имеет оснастку удержания основной конструкции и обладающую гибкостью оснастку удержания армирующей части. Оснастка удержания основной конструкции позиционирует и удерживает основную конструкцию, формированную из волоконного компонента. Оснастка удержания армирующей части позиционирована относительно оснастки удержания основной конструкции и позиционирует и удерживает армирующую часть, формированную из волоконного компонента, поджимая при этом армирующую часть.
[0016] В способе формирования конструкции из ФАП, выполняемом в соответствии с настоящим изобретением, основную конструкцию и армирующую часть соединяют с применением оснастки для формирования ФАП. Оснастка для формирования ФАП имеет оснастку удержания основной конструкции и обладающую гибкостью оснастку удержания армирующей части. Оснастка удержания основной конструкции позиционирует и удерживает основную конструкцию, формированную из волоконного компонента. Оснастка удержания армирующей части позиционирована относительно оснастки удержания основной конструкции и обеспечивает позиционирование и удержание армирующей части, формированной из волоконного компонента, поджимая при этом армирующую часть. Способ формирования конструкции из ФАП включает в себя размещение оснастки удержания армирующей части в оснастке удержания основной конструкции; поддержание армирующей части путем применения оснастки удержания армирующей части; размещение основной конструкции на армирующей части оснастки удержания основной конструкции; соединение основной конструкции и армирующей части для формирования конструкции из ФАП; и извлечение конструкции из ФАП из оснастки удержания основной конструкции и оснастки удержания армирующей части.
[0017] Благодаря применению способа формирования конструкции из ФАП и оснастки для формирования ФАП в соответствии с настоящим изобретением основная конструкция и армирующая часть могут быть объединены друг с другом с высокой точностью.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0018] Сопроводительные чертежи включены в описание для облегчения понимания вариантов осуществления изобретения. Следует отметить, что чертежи не предназначены для ограничения настоящего изобретения раскрытыми вариантами осуществления и проиллюстрированными примерами.
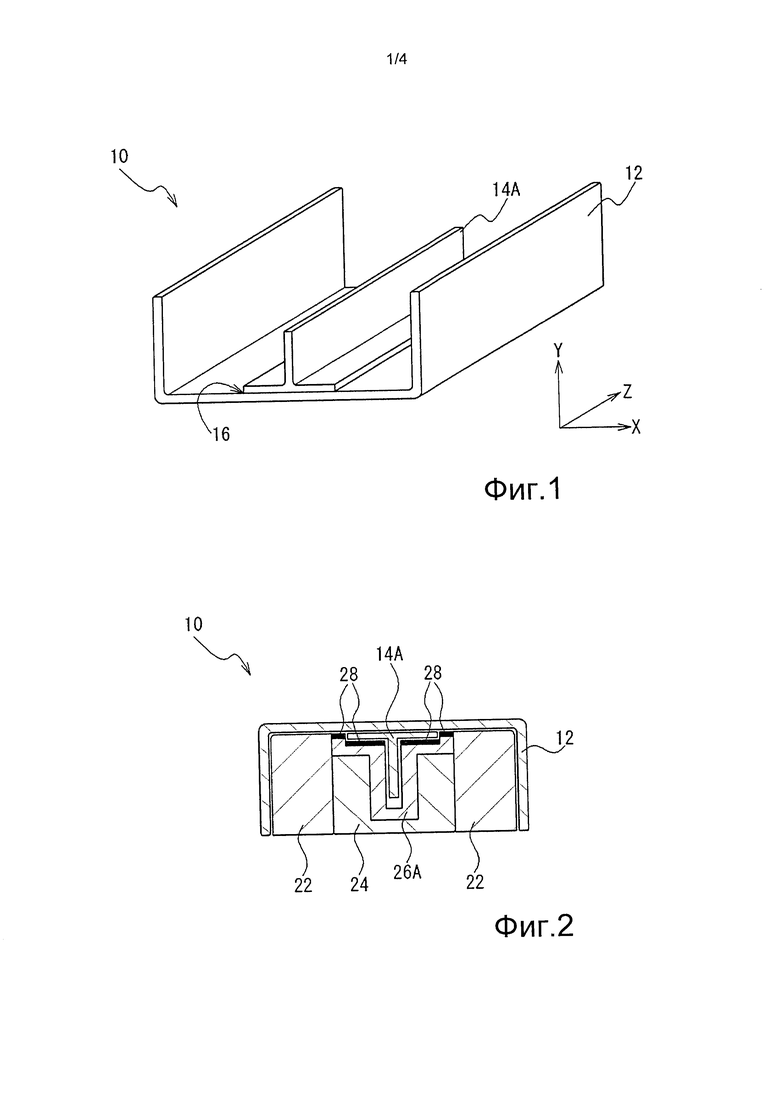
[ФИГ. 1] Фиг. 1 - вид в аксонометрии, на котором показан внешний вид конструкции из ФАП, формированной при применении оснастки для формирования ФАП в соответствии с вариантом осуществления.
[ФИГ. 2] Фиг. 2 - схематическое изображение в виде в разрезе по плоскости X-Y, обозначенной на фиг. 1, на котором показано состояние, когда конструкцию из ФАП формируют посредством применения оснастки для формирования ФАП.
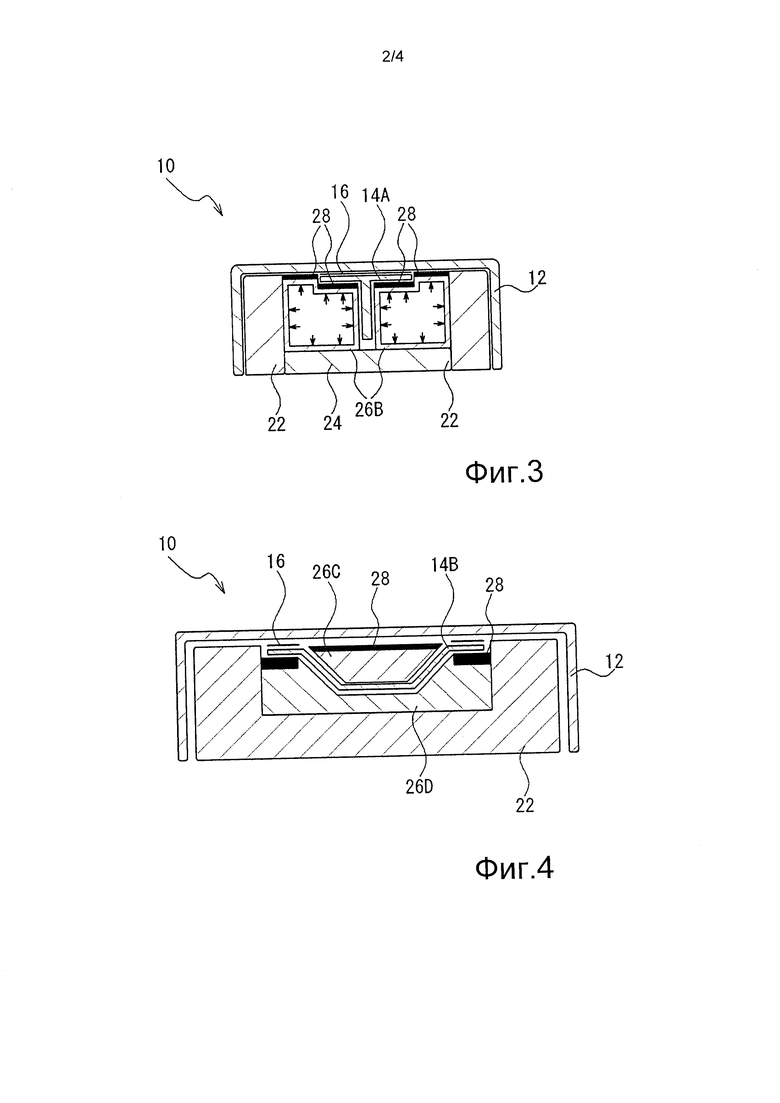
[ФИГ. 3] Фиг. 3 - схематическое изображение, на котором показан другой вариант осуществления оснастки удержания армирующей части оснастки для формирования ФАП.
[ФИГ. 4] Фиг. 4 - схематическое изображение, на котором показан другой вариант осуществления оснастки для формирования ФАП.
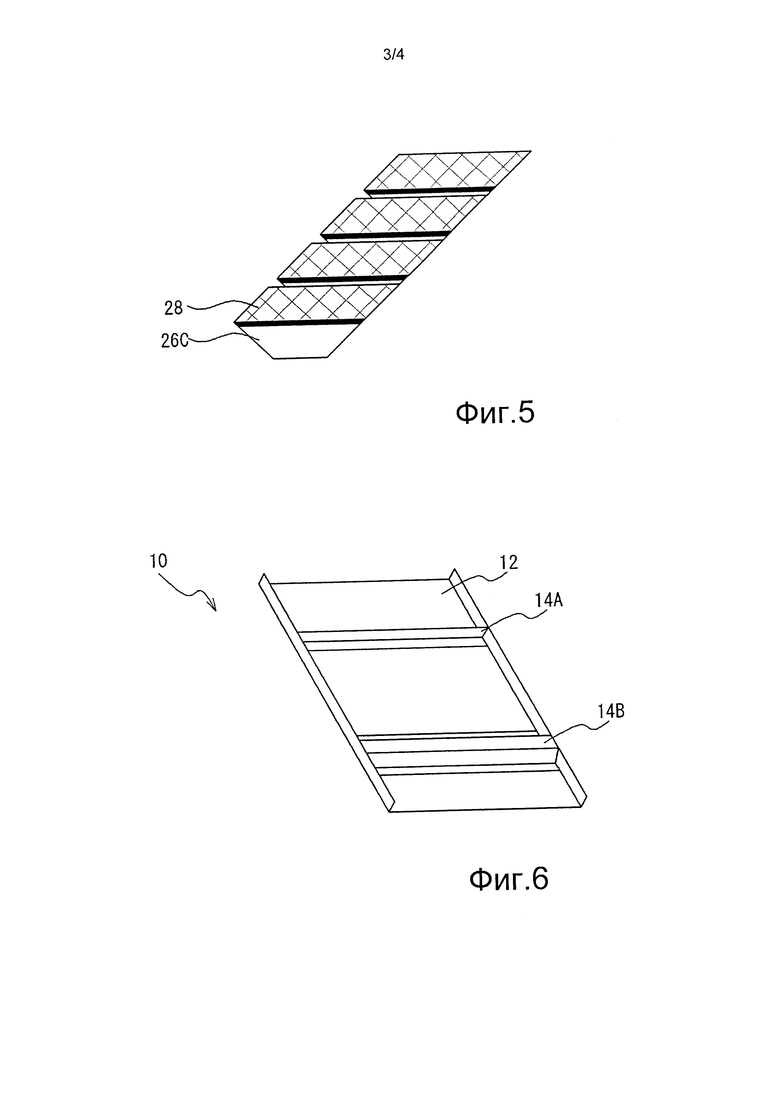
[ФИГ. 5] Фиг. 5 - вид в аксонометрии, на котором показана конструкция оправки отдельного типа.
[ФИГ. 6] Фиг. 6 - изображение в аксонометрии внешнего вида конструкции из ФАП, на котором показано состояние, когда армирующая часть соединена с основной конструкцией.
[ФИГ. 7] Фиг. 7 - вид в аксонометрии, на котором показано состояние, когда армирующая часть соединена с основной конструкцией.
[ФИГ. 8] Фиг. 8 - вид в разрезе, на котором показан традиционный способ позиционирования основной конструкции и армирующей части.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0019] Ниже, со ссылкой на прилагаемые чертежи, описаны варианты осуществления оснастки для формирования ФАП и способ формирования конструкции из ФАП. Для всестороннего понимания вариантов осуществления изобретения в последующем описании подробно описаны многие частные элементы. Однако, очевидно, что один или множество вариантов осуществления может/могут быть выполнены без этих частных элементов.
[0020] На фиг. 1 показан вид в аксонометрии внешнего вида конструкции 10 из ФАП, формированной при применении оснастки для формирования ФАП в соответствии с одним вариантом осуществления настоящего изобретения. На фиг. 2 представлено схематическое изображение, в частности, в разрезе по плоскости X-Y, обозначенной на фиг. 1, на котором показано состояние, когда конструкцию из ФАП формируют посредством применения оснастки для формирования ФАП.
[0021] Как показано на фиг. 1, конструкция 10 из ФАП имеет основную конструкцию 12, армирующую часть 14А и соединительный участок 16, соединяющую основную конструкцию 12 и армирующую часть 14А. В конструкции 10 из ФАП, показанной на фиг. 1, армирующая часть 14А позиционирована на основной конструкции 12 и соединена с ней.
[0022] Основная конструкция 12 (волоконный компонент) является, например, широким каналом из ФАП, имеющим С-образную форму поперечного сечения. Например, армирующая часть 14А (волоконный компонент) является ФАП элементом, имеющим Т-образную форму поперечного сечения. В конструкции 10 из ФАП, показанной на фиг. 1, одна линия армирующей части 14А размещена на основной конструкции 12, однако на основной конструкции 12 могут быть размещены более чем одна линия армирующей части 14А. Кроме того, основная конструкция 12 может иметь небольшой или большой размер. Следует отметить, что форма основной конструкции 12 не ограничена С-образной формой поперечного сечения и может быть плоской, криволинейной или другой формой.
[0023] Соединительный участок 16 является частью, на которой соединены основная конструкция 12 и армирующая часть 14А, при этом для соединительного участка 16 используют клеевую пленку, клейкий материал, матричную смолу и подобный материал.
[0024] Со ссылкой на фиг. 2 ниже описан способ позиционирования армирующей части 14А, в котором армирующую часть 14А соединяют с основной конструкцией 12 для формирования конструкции 10 из ФАП. Предполагая, что армирующая часть 14А является материалом препрега ФАП и имеет Т-образную форму поперечного сечения, ниже описан один вариант осуществления изобретения, в котором на неотвержденном фиброармированном базовом материале (основной конструкции 12) позиционируют армирующую часть 14А, впрыскивают в базовый материал матричную смолу и отверждают ее.
[0025] Оснастка для формирования ФАП, показанная на фиг. 2, содержит две части оснастки 22 удержания основной конструкции, скользящую оправку 24, гибкую оснастку 26А удержания армирующей части и жесткую секцию 28.
[0026] Две части оснастки 22 удержания основной конструкции функционируют в качестве формирующего штампа для формирования неотвержденного фиброармированного базового материала (основной конструкции 12) и удерживают оснастку 26А удержания армирующей части. Оснастка 22 удержания основной конструкции обеспечивает позиционирование и удержание основной конструкции 12. Другими словами, оснастка 22 удержания основной конструкции позиционирована на основной конструкции 12. Оснастка 22 удержания основной конструкции контактирует с основной конструкцией 12 и обеспечивает ее позиционирование и удержание. В примере, показанном на фиг. 2, оснастка 22 удержания основной конструкции контактирует с нижней поверхностью верхней стенки, выступая в качестве поверхности стенки основной конструкции 12, и с внутренней поверхностью боковой стенки, выступая в качестве поверхности стенки основной конструкции 12.
[0027] Оснастка 22 удержания основной конструкции позиционирует оснастку 26А удержания армирующей части. В примере, показанном на фиг. 2, оснастка 22 удержания основной конструкции контактирует с оснасткой 26А удержания армирующей части (в частности, оснастка 22 удержания основной конструкции контактирует с первой боковой поверхностью и второй боковой поверхностью оснастки 26А удержания армирующей части). Оснастка 26А удержания армирующей части располагается между двумя частями оснастки 22 удержания основной конструкции.
[0028] Оснастка 22 удержания основной конструкции обеспечивает позиционирование скользящей оправки 24. В примере, показанном на фиг. 2, оснастка 22 удержания основной конструкции контактирует со скользящей оправкой 24 (в частности, две части оснастки 22 удержания основной конструкции контактируют с первой и второй боковыми поверхностями скользящей оправки). Две части оснастки 22 удержания основной конструкции поддерживают скользящую оправку 24 между ними. Скользящая оправка 24 может быть выполнена с возможностью вмещения оснастки 26А удержания армирующей части. В примере, показанном на фиг. 2, скользящая оправка 24 имеет вогнутую секцию. Часть оснастки 26А удержания армирующей части (например, описанная далее выступающая секция оснастки удержания, упруго удерживающая выступающую секцию армирующей части) расположена в вогнутой секции скользящей оправки 24. Часть оснастки 26А удержания армирующей части удерживается посредством вогнутой секции скользящей оправки 24.
[0029] Следует отметить, что скользящая оправка может не иметься благодаря объединению оснастки 22 удержания основной конструкции и скользящей оправки 24.
[0030] Если оснастка 22 удержания основной конструкции и скользящая оправка 24 являются отдельными телами, становится легко отделить оснастку 22 удержания основной конструкции от основной конструкции 12. Это происходит потому, что можно отделить скользящую оправку 24 от оснастки 22 удержания основной конструкции путем выдвигания скольжением скользящей оправки 24 из оснастки 22 удержания основной конструкции (в направлении вниз, в соответствии с фиг. 2). После того как скользящая оправка 24 отделена от оснастки 22 удержания основной конструкции, оснастка 22 удержания основной конструкции и оснастка 26А удержания армирующей части могут быть отделены от конструкции 10 из ФАП.
[0031] Оснастка 26А удержания армирующей части контактирует с оснасткой 22 удержания основной конструкции и скользящей оправкой 24 и обеспечивает позиционирование армирующей части 14А в осевом направлении X (см. фиг. 1). Оснастка 26А удержания армирующей части обеспечивает позиционирование армирующей части 14А, поджимая при этом выступающую секцию армирующей части 14А в боковом направлении. В примере, показанном на фиг. 2, армирующая часть 14А содержит базовую секцию, имеющую контактную поверхность, которая контактирует с поверхностью основной конструкции 12, и выступающую секцию, которая выступает из базовой секции (например, часть, проходящую в направлении, ортогональном к контактной поверхности базовой секции). В примере, показанном на фиг. 2, оснастка 26А удержания армирующей части обеспечивает позиционирование армирующей части 14А в центре посредством поджимания с обеих сторон вертикально выступающей секции в Т-образном поперечном сечении армирующей части 14А (с поддержкой между обеих сторон). В примере, показанном на фиг. 2, оснастка 26А удержания армирующей части имеет вогнутую секцию, которая может вмещать выступающую секцию армирующей части 14А. Выступающая секция, расположенная в вогнутой секции, поддерживается оснасткой 26А для удержания армирующей части благодаря гибкости оснастки 26А удержания армирующей части. Таким образом, выступающая секция поддерживается между двумя частями оснастки 26А удержания армирующей части при помощи первой боковой поверхности вогнутой секции, которая контактирует с первой боковой поверхностью выступающей секции, и второй боковой поверхности вогнутой секции, которая контактирует со второй боковой поверхностью выступающей секции.
[0032] Оснастка 26А удержания армирующей части содержит базовую секцию оснастки удержания, которая контактирует с базовой секцией армирующей части 14А. Кроме того, оснастка 26А удержания армирующей части содержит выступающую секцию оснастки удержания, проходящую от базовой секции оснастки удержания. Выступающая секция оснастки удержания имеет вогнутую секцию, которая может вмещать выступающую секцию армирующей части 14А.
[0033] Существует диапазон допуска формы и размера армирующей части 14А. Поэтому вертикально выступающая секция, ортогональная к Т-образной форме поперечного сечения, имеет различные значения ширины и длины для каждой армирующей части 14А. Обычно, поскольку использовали жесткую позиционирующую оснастку, ширину выемки позиционирующей оснастки делали большой, так что выступающая секция армирующей части 14А могла быть расположена в U-образной выемке жесткой позиционирующей оснастки даже в том случае, если ширина выступающей секции армирующей части 14А имела предельное значение в диапазоне допуска. В связи с этим, поскольку между выступающей секцией армирующей части 14А и выемкой позиционирующей оснастки всегда образуется зазор, точность расположения армирующей части 14А в направлении X (см. фиг. 1) уменьшалась из-за наличия упомянутого зазора.
[0034] Поскольку оснастка 26А удержания армирующей части, показанная на фиг. 2, поддерживает вертикально выступающую секцию армирующей части 14А с обеих сторон, армирующая часть 14А может быть позиционирована в центре. В качестве материала оснастки 26А удержания армирующей части могут быть использованы различные типы резины, такие как вспененная резина. С учетом требования химической инертности предпочтительно использовать резиновый материал на кремниевой основе.
[0035] Кроме того, предпочтительно, чтобы жесткая секция 28, обладающая гибкостью, была расположена в положении, где армирующая часть 14А прижимается к основной конструкции 12 при применении оснастки 26А удержания армирующей части и в положении, где оснастка 26А удержания армирующей части непосредственно поджимает основную конструкцию 12. Жесткая секция 28 является более жесткой, чем часть оснастки 26А удержания армирующей части, отличная от жесткой секции 28. Поскольку оснастка 26А удержания армирующей части обладает гибкостью, существует вероятность образования в армирующей части 14А и основной конструкции 12 ранта (то есть нелинейной секции) при формировании конструкции 10 из ФАП. В результате этого существует возможность образования погрешности формы в армирующей части 14А или основной конструкции 12.
[0036] Ровность и прямолинейность армирующей части 14А или основной конструкции 12 конструкции 10 из ФАП в заданном положении (вблизи соединительного участка 16) могут быть улучшены путем размещения жесткой секции 28, обладающей гибкостью, в положении, где армирующая часть 14А прижимается к основной конструкции 12 благодаря применению оснастки 26А удержания армирующей части, и в положении, где оснастка 26А удержания армирующей части непосредственно поджимает основную конструкцию 12.
[0037] Следует отметить, что при соединении армирующей части 14А и основной конструкции 12 может быть улучшено взаимное прилегание армирующей части 14А и основной конструкции 12 и могут быть ослаблены такие дефекты, как пустоты, путем придания гибкости жесткой секции 28. Предпочтительно, чтобы жесткая секция 28, обладающая гибкостью, обладала теплостойкостью при температуре, более высокой, чем температура отверждения матричной смолы или клейкого материала. Кроме того, предпочтительно, чтобы жесткая секция 28 имела такую степень жесткости, чтобы могли быть обеспечены ровность и прямолинейность соединительного участка или формирующей секции. В частности, предпочтительно, чтобы жесткая секция 28 имела такую жесткость, чтобы при поджатии можно было обеспечить точность поверхности, необходимую для изделия в процессе формирования. Кроме того, предпочтительно, чтобы образование отходов было сведено к минимуму. Например, можно использовать легкий композитный материал, такой как пластик, армированный стекловолокном, GFRP (армированный стекловолокном пластик; листовой элемент толщиной приблизительно от 0,1 до 5 мм) или металлическую фольгу (листовой элемент толщиной приблизительно от 0,1 до 1 мм), который позволяет свести к минимуму образование отходов. Как вариант, жесткая секция 28 может иметь конфигурацию, в которой упомянутые листовые элементы расположены на поверхности поджимающей секции, и материалы этих листовых элементов комбинированы с другими материалами.
[0038] В варианте осуществления, показанном на фиг. 2, используется конструкция разделяемого типа, содержащая две части оснастки 22 удержания основной конструкции и скользящую оправку 24. Поэтому при формировании конструкции 10 из ФАП сначала собирают вместе оснастку 22 удержания основной конструкции и скользящую оправку 24 конструкции разделяемого типа.
[0039] Затем оснастку 26А удержания армирующей части размещают на оснастке 22 удержания основной конструкции и на скользящей оправки 24. После этого вертикально проходящую секцию армирующей части 14А вставляют в выемку оснастки 26А удержания армирующей части, чтобы привести нижнюю сторону горизонтальной секции Т-образного сечения в контакт с жесткой секцией 28.
[0040] После этого неотвержденный фиброармированный базовый материал (основную конструкцию 12) размещают на оснастке 22 удержания основной конструкции, оснастке 26А удержания армирующей части и армирующей части 14А для их покрытия. После этого на наружной поверхности неотвержденного фиброармированного базового материала (основной конструкции 12) располагают антиадгезионную присадку и среду для диффузии смолы. Основную конструкцию 12, армирующую часть 14А, оснастку 22 удержания основной конструкции и оснастку 26А удержания армирующей части покрывают всасывающим мешком (вакуумной пленкой). Внутреннее пространство упомянутого мешка вакуумируют и к соединительному участку 16 в результате действия атмосферного давления прикладывают поджимающее давление. В это же время впрыскивают матричную смолу в фиброармированный базовый материал, не пропитанный смолой.
[0041] Если используют термически отверждаемую матричную смолу, то вакуумируют внутреннее пространство мешка, впрыскивают матричную смолу, и затем выполняют нагревание для отверждения матричной смолы. Когда матричная смола отверждается с соединением основной конструкции 12 и армирующей части 14А, удаляют всасывающий мешок и извлекают конструкцию 10 из ФАП и оснастку для формирования ФАП.
[0042] Затем, после вытягивания скользящей оправки 24, оснастки 26А удержания армирующей части и жесткой секции 28 (в направлении вниз, в соответствии с фиг. 2), две части оснастки 22 удержания основной конструкции перемещают в центральном направлении (в частности, нижние боковые части двух частей оснастки 22 удержания основной конструкции перемещают в направлении выступающей секции армирующей части 14А) для отделения двух частей оснастки 22 удержания основной конструкции от конструкции 10 из ФАП. Таким образом получают конструкцию 10 из ФАП, показанную на фиг. 1.
[0043] Ниже, в соответствии с фиг. 3, описан другой вариант осуществления оснастки для крепления армирующей части. На фиг. 2 описан вариант осуществления, в котором армирующая часть 14А поддерживалась, позиционировалась и удерживалась двумя поверхностями оснастки 26А удержания армирующей части цельной конструкции. С другой стороны, в варианте осуществления, показанном на фиг. 3, армирующая часть 14А поддерживается, позиционируется и удерживается двумя частями оснастки 26 В удержания армирующей части полой конструкции. Следует отметить, что части, имеющие те же функции, что и части, показанные в варианте осуществления на фиг. 1 и 2, имеют те же номера позиции, поэтому их описание не приводится.
[0044] Две части оснастки 26 В удержания армирующей части, показанной на фиг. 3, имеют полую конструкцию, при этом армирующая часть 14А позиционируется и удерживается при ее поджатии посредством внутреннего давления в полую секцию. При применении двух частей оснастки 26 В удержания армирующей части может быть достигнуто повышение точности позиционирования.
[0045] Далее, в соответствии с фиг. 4, описан другой вариант осуществления оснастки для формирования ФАП. На фиг. 2 и 3 описаны варианты осуществления, в которых армирующая часть 14А, имеющая Т-образную форму поперечного сечения, позиционируется и удерживается на поверхностной секции основной конструкции 12 для формирования. С другой стороны, в варианте осуществления, показанном на фиг. 4, описан способ формирования конструкции из ФАП, в котором между армирующей частью 14 В и основной конструкцией 12 образовано замкнутое пространство. Следует отметить, что части, имеющие те же функции, что и части, показанные в варианте осуществления на фиг. 2, имеют те же номера позиции, поэтому их описание опущено.
[0046] Как показано на фиг. 4, основная конструкция 12 (волоконный компонент) является конструкцией из ФАП в виде широкого канала, имеющей С-образную форму поперечного сечения. Например, армирующая часть 14В (волоконный компонент) является элементом конструкции из ФАП, имеющим трапецеидальную форму поперечного сечения. Основная конструкция 12 и армирующая часть 14В соединены на двух отдельных соединительных участках 16. Поэтому конструкция 10 из ФАП, показанная на фиг. 4, имеет замкнутое пространство трапецеидальной формы поперечного сечения между армирующей частью 14В и основной конструкцией 12.
[0047] В соответствии с фиг. 4, описан способ позиционирования армирующей части 14В, в котором армирующую часть 14В соединяют с основной конструкцией 12 для формирования конструкции 10 из ФАП. В этом случае описан вариант осуществления, в котором армирующая часть 14 В выполнена из препрега ФАП и позиционирована в неотвержденном фиброармированном базовом материале (основной конструкции 12) с применением оснастки для формирования ФАП, и впрыскивают и отверждают матричную смолу.
[0048] Оснастка для формирования ФАП, показанная на фиг. 4, содержит оснастку 22 удержания основной конструкции, оснастку 26D удержания армирующей части, обладающую гибкостью, а также обладающую гибкостью оправку 26С и жесткую секцию 28.
[0049] Оснастка 22 удержания основной конструкции функционируют в качестве фасонного штампа для формирования неотвержденного фиброармированного базового материала (основной конструкции 12) и удерживает оснастку 26А удержания армирующей части. В варианте осуществления, показанном на фиг. 4, оснастка 22 удержания основной конструкции контактирует с оснасткой 26D удержания армирующей части. Оснастка 22 удержания основной конструкции удерживает в себе оснастку 26D удержания армирующей части. В частности, оснастка 26D удержания армирующей части поддерживается посредством первой внутренней поверхности оснастки 22 удержания основной конструкции и второй внутренней поверхностью оснастки 22 удержания основной конструкции. В варианте осуществления, показанном на фиг. 4, оснастка 22 удержания основной конструкции имеет вогнутую секцию. Оснастку 26D удержания армирующей части размещают в вогнутой секции оснастки 22 удержания основной конструкции.
[0050] Оснастка 26D удержания армирующей части контактирует с оснасткой 22 удержания основной конструкции и обеспечивает позиционирование и удержание армирующей части 14В, поджимая при этом выпуклую слоистую секцию армирующей части 14В (выступающую слоистую секцию) в направлениях влево, вправо и вверх, чтобы позиционировать армирующую часть 14В в боковом направлении (в направлении влево и вправо, в соответствии с фиг. 4) и в верхнем и нижнем направлении (верхнее и нижнее направление на фиг. 4). В варианте осуществления, показанном на фиг. 4, армирующая часть 14 В содержит базовую секцию, имеющую контактную поверхность, контактирующую с поверхностью основной конструкции 12, и выступающую слоистую секцию, в виде части, проходящей от базовой секции (например, части, проходящей в направлении, ортогональном к контактной поверхности базовой секции). Выступающая слоистая секция является частью, имеющей трапецеидальную форму поперечного сечения. В варианте осуществления, показанном на фиг. 4, оснастка 26D удержания армирующей части поджимает выступающую слоистую секцию армирующей части 14В с обеих ее сторон (поддерживая выступающую слоистую секцию между ними) для позиционирования и удержания армирующей части 14В в центре. В варианте осуществления, показанном на фиг. 4, оснастка 26D удержания армирующей части имеет вогнутую секцию, выполненную с возможностью вмещения выступающей секции армирующей части 14В. Выступающая слоистая секция расположена в вогнутой секции и поддерживается оснасткой 26D удержания армирующей части благодаря эластичности оснастки 26D удержания армирующей части. Таким образом, первая боковая поверхность вогнутой секции (наклонная боковая поверхность) контактирует с первой боковой поверхностью выступающей слоистой секции и вторая боковая поверхность вогнутой секции (наклонная боковая поверхность) контактирует со второй боковой поверхностью выступающей слоистой секции. Таким образом, выступающая слоистая секция поддерживается в оснастке 26D удержания армирующей части. В варианте осуществления, показанном на фиг. 4, оснастка 26D удержания армирующей части поддерживает выступающую слоистую секцию армирующей части 14В с обеих ее сторон для позиционирования и удержания армирующей части 14В в центре. Существует заданный допуск формы и размера армирующей части 14В. Однако поскольку в варианте осуществления, показанном на фиг. 4, оснастка 26D удержания армирующей части, обладающая гибкостью, поджимает выступающую слоистую секцию армирующей части 14В с обеих сторон, обеспечивается возможность позиционирования и удержания армирующей части 14В в центре.
[0051] Оснастка 26D удержания армирующей части содержит базовую секцию оснастки удержания, контактирующую с базовой секцией армирующей части 14В. Кроме того, оснастка 26D удержания армирующей части содержит приемную секцию армирующей части, проходящую от базовой секции оснастки удержания. Приемная секция армирующей части имеет вогнутую секцию, которая может вмещать выступающую слоистую секцию армирующей части 14В.
[0052] Кроме того, в оснастке 26D удержания армирующей части в части, поджимающей армирующую часть 14В к основной конструкции 12 (под соединительным участком 16), расположена жесткая секция 28, обладающая гибкостью, так что могут быть улучшены ровность и прямолинейность соединительного участка основной конструкции 12 и армирующей части 14В в конструкции 10 из ФАП. Жесткая секция 28 имеет жесткость, превышающую жесткость той части оснастки 26D удержания армирующей части, которая отлична от жесткой секции 28.
[0053] Оправка 26С, имеющая трапецеидальную форму поперечного сечения, расположена в замкнутом пространстве, имеющем трапецеидальную форму поперечного сечения и образованном в конструкции 10 из ФАП между армирующей частью 14В и основной конструкцией 12. Например, оправка 26С изготовлена из материала, обладающего гибкостью. Кроме того, жесткая секция 28, обладающая гибкостью, может быть расположена в части верхней поверхности оправки 26С, контактирующей с основной конструкцией 12. Жесткая секция 28 имеет жесткость, превышающую жесткость части оправки 26С, отличной от жесткой секции 28. Благодаря применению для оправки 26С обладающего гибкостью материала взаимное прилегание оправки 26С и армирующей части 14В может быть улучшено независимо от допуска на размер армирующей части 14В. Кроме того, зазор между оправкой 26С и армирующей частью 14В выполнен уменьшенным для увеличения точности расположения. Кроме того, благодаря гибкости оправки 26С может быть легко осуществлено высвобождение оправки 26С из армирующей части 14В. Кроме того, оправка 26С может быть выполнена в виде конструкции разделяемого типа.
[0054] Кроме того, поскольку жесткая секция 28 расположена в части верхней поверхности оправки 26С, контактирующей с основной конструкцией 12 и обладающей гибкостью, при формировании основной конструкции 12 могут быть уменьшены ее прогиб и деформация и улучшены ровность и прямолинейность.
[0055] В качестве материала оснастки 26D удержания армирующей части и оправки 26С могут быть использованы различные типы резины, такие как вспененная резина. С учетом требования химической инертности, предпочтительно использовать резиновый материал на кремниевой основе.
[0056] Далее, в соответствии с фиг. 4, описан способ формирования конструкции 10 из ФАП, имеющей замкнутое пространство. При формировании конструкции 10 из ФАП оснастку 26D удержания армирующей части размещают в заданном положении оснастки 22 удержания основной конструкции. Выступающую слоистую секцию с трапецеидальной формой поперечного сечения армирующей части 14В помещают в выемку оснастки 26D удержания армирующей части таким образом, чтобы венчающие выступающие секции с обеих сторон верхней части армирующей части 14В (базовая секция армирующей части 14В) стыковались с двумя частями жесткой секции 28 верхней поверхности оснастки 26D удержания армирующей части.
[0057] Затем выпуклую слоистую секцию оправки 26С, имеющую трапецеидальную форму поперечного сечения, вставляют в выемку армирующей части 14В. Затем неотвержденный фиброармированный базовый материал (основную конструкцию 12) размещают с покрытием оснастки 22 удержания основной конструкции и верхней поверхности жесткой секции 28 оправки 26С. На наружной периферийной поверхности неотвержденного фиброармированного базового материала (основной конструкции 12) располагают материал для облегчения освобождения штампа и антиадгезионную присадку для смолы, причем основную конструкцию 12, армирующую часть 14В, оснастку 22 удержания основной конструкции и оснастку 26D удержания армирующей части покрывают всасывающим мешком (вакуумной пленкой). Внутреннее пространство всасывающего мешка вакуумируют, благодаря чему к основной конструкции и к соединительному участку 16 в результате действия атмосферного давления прикладывают поджимающее давление. В то же время впрыскивают матричную смолу и впитывают ее в фиброармированный базовый материал, не содержащий какой-либо смолы.
[0058] Если используют термически отверждаемую матричную смолу, то производят вакуумирование и впрыскивают матричную смолу и затем выполняют нагревание для отверждения матричной смолы. После отверждения матричной смолы с соединением основной конструкции 12 с армирующей частью 14А всасывающий мешок удаляют. После этого конструкцию 10 из ФАП отделяют от оснастки 22 удержания основной конструкции и оснастки 26D удержания армирующей части оснастки для формирования ФАП и извлекают конструкцию 10 из ФАП из оснастки 26D удержания армирующей части и оснастки 22 удержания основной конструкции.
[0059] Затем вытягивают оправку 26С из замкнутого пространства конструкции 10 из ФАП. Таким образом получают конструкцию 10 из ФАП.
[0060] Следует отметить, что может быть использован другой способ формирования конструкции 10 из ФАП, имеющей замкнутое пространство, как показано на фиг. 4. В этом способе может быть использован способ помещения в мешок, когда наружную периферию оправки 26С покрывают с применением оправочного мешка для поддержания периферийного и внутреннего пространства оправки 26С при атмосферном давлении, при этом пространство между оправочным мешком и всасывающим мешком, покрывающим основную конструкцию 12, оснастку 22 удержания основной конструкции и прочие элементы вакуумируют для прикладывания поджимающего давления к соединительному участку 16 между армирующей частью 14В и основной конструкцией 12. В этом случае, благодаря тому, что оправка 26С находится под атмосферным давлением и ее деформация незначительна, можно формировать конструкцию 10 из ФАП с более высокой точностью.
[0061] Кроме того, если в качестве материала оправки 26С используют материал, который усаживается посредством нагрева (твердая форма полистирола, твердая форма уретана и т.п.), то может быть облегчено освобождение штампа после выполнения нагревания. В этом случае в качестве материала оправки 26С можно использовать материал, обладающий усадкой при температуре, равной или ниже, чем температура отверждения матричной смолы или клейкого материала (твердая форма полистирола, твердая форма уретана и т.п.). В этом случае, например, предпочтительно, чтобы материал обладал усадкой при температуре в диапазоне от 50°С до температуры отверждения, и более предпочтительно, чтобы материал обладал усадкой при температуре в диапазоне от температуры отверждения до температуры, при которой исчезает текучее состояние клейкого материала или матричной смолы. Кроме того, можно использовать твердый припой, который плавится при нагревании. В этом случае также предпочтительно, чтобы материал обладал усадкой при температуре в диапазоне от 50°С до температуры отверждения, и более предпочтительно, чтобы материал обладал способностью плавления при температуре в диапазоне от температуры отверждения до температуры, при которой исчезает текучее состояние клейкого материала или матричной смолы.
[0062] Ниже со ссылкой на фиг. 5 описан другой вариант осуществления оправки 26С. На фиг. 5 изображен вид в аксонометрии, на котором показана конфигурация оправки 26С разделяемого типа. Освобождение штампа может быть облегчено благодаря соединению множества частей, полученных путем деления оправки 26С на множественное соединение, как показано на фиг. 5. В частности, благодаря применению обладающего гибкостью материала для оправки 26С обеспечивается возможность формирования конструкций с различными закрытыми пространствами. Кроме того, оправка 26С может быть выполнена с конструкцией разделяемого типа.
[0063] Если в качестве конфигурации волоконных компонентов основной конструкции 12 или армирующей части 14А или 14В используют фиброармированный базовый материал, то можно использовать фиброармированную слоистую прядь, причем непрерывная фиброармированная слоистая прядь выровнена параллельно. Кроме того, при необходимости можно использовать однонаправленный базовый материал, двунаправленный базовый материал и многонаправленный базовый материал фиброармированной слоистой пряди. Например, в качестве другой формы организации фиброармированного базового материала может использоваться тканая конструкция (ткань), плетеная конструкция (вертикальное плетение, горизонтальное плетение), нетканая конструкция или сочетание упомянутых конструкций.
[0064] Кроме того, в качестве армирующего волокна волоконного компонента можно использовать углеродное волокно, стекловолокно, арамидное волокно, поли-п-фенилен бензобисоксазоловое волокно, феноловое волокно, полиэтиленовое волокно, органическое волокно, такое как волокно из поливинилового спирта, металлическое волокно или керамическое волокно, а также комбинации упомянутых волокон.
[0065] Кроме того, в качестве матричной смолы можно использовать термопластическую смолу или термореактивную смолу. В рассмотренном случае с точки зрения способности формообразования и динамических характеристик предпочтительно использовать термореактивную смолу. В качестве термореактивной смолы можно использовать, например, эпоксидные, фенольные смолы, смолу сложного эфира винилового спирта, ненасыщенного полиэфира, циановокислого сложного эфира, бисмалеимидную смолу, бензо-оксазиновую смолу, акриловую смолу и другие смолы. Более того, можно использовать смолы с добавкой эластомера, резины, отверждающегося материала, ускорителя отверждения, катализатора и подобных материалов. Предпочтительно размещать антиадгезионный материал и агент для диффузии смолы на стороне волоконного компонента во внутреннем пространстве всасывающего мешка.
[0066] Выше описан вариант осуществления, в котором для армирующей части 14А или 14В используют препрег ФАП, который соединяют с неотвержденным фиброармированным базовым слоем (основной конструкцией 12). Вместе с тем препрег ФАП может быть использован для основной конструкции 12. В этом случае клейкий материал, такой как клеевая пленка, позиционируют на соединительном участке 16 армирующей части 14А или 14В и на основной конструкции 12. После того как армирующая часть 14А или 14В позиционирована на основной конструкции 12 и поджата, клейкий материал отверждают. Кроме того, в качестве армирующей части 14А или 14В можно использовать неотвержденный фиброармированный базовый материал.
[0067] Далее, со ссылкой на фиг. 6 и 7 описаны примеры формирования конструкции 10 из ФАП, которая может быть формирована посредством способа формирования конструкции из ФАП и оснастки для формирования ФАП в соответствии с вышеупомянутыми вариантами осуществления.
[0068] Конструкция 10 из ФАП, показанная на фиг. 6, является композитом, в котором армирующая часть 14А, имеющая Т-образную форму поперечного сечения, и армирующая часть 14В, имеющая трапецеидальную форму поперечного сечения, позиционированы на основной конструкции 12 и соединены с ней для объединения в единое целое, как показано на фиг. 7. Можно формировать конструкцию из ФАП усложненной формы с малыми затратами с применением оснастки для формирования ФАП и способа формирования конструкции из ФАП в соответствии с вариантом осуществления, не используя при этом сложную позиционирующую оснастку.
[0069] Выше на примерах вариантов осуществления описаны оснастка для формирования ФАП и способ формирования конструкции из ФАП. Оснастка для формирования ФАП и способ формирования конструкции из ФАП в соответствии с настоящим изобретением не ограничены вышеупомянутыми вариантами осуществления. Могут быть выполнены различные изменения вышеупомянутых вариантов осуществления. Технические признаки одного варианта осуществления изобретения могут быть скомбинированы с другими техническими признаками другого варианта осуществления.
[0070] Кроме того, конструкция из ФАП, изготовляемая при применении оснастки для формирования ФАП и способа формирования конструкции из ФАП, используется для различных областей, таких как транспортное средство, судно, самолет или архитектурный элемент. Оснастка для формирования ФАП и способ формирования конструкции из ФАП подходят для случая, когда два или более волоконных компонента объединяют в одно тело для формирования конечной сложной формы с закрытым пространством. Кроме того, оснастка для формирования ФАП и способ формирования конструкции из ФАП могут быть применены в случае взаимного отверждения, взаимного сцепления и вторичной адгезии и могут быть использованы для формирования конструкций из ФАП такими способами, как RFI (способ вакуумной пропитки смолой или способ формирования с инфузией пленки смолы), RTM (способ инжекции смолы в закрытые формы или способ формирования с переносом смолы), VaRTM (способ инжекции смолы в закрытые формы с помощью вакуума или способ вакуумной пропитки) и т.п.
[0071] По данной заявке на изобретение запрашивается приоритет на основе заявки на патент JP_2014-16998, поданной в патентное ведомство Японии 31 января 2014 года, содержание которой включено в данное описание в виде ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИСПАРИТЕЛЬНЫЙ ТЕПЛООБМЕННЫЙ АППАРАТ СО ЗМЕЕВИКОМ ИЗ РЕБРИСТЫХ ЭЛЛИПТИЧЕСКИХ ТРУБ В СБОРЕ | 2011 |
|
RU2529765C1 |
| МОДУЛЬ КРЕПЛЕНИЯ РАБОЧЕГО ИНСТРУМЕНТА РУЧНОЙ МАШИНЫ | 2014 |
|
RU2666196C2 |
| ЭЛЕКТРОМОТОР-РЕДУКТОР И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2549270C1 |
| ТЕХНОЛОГИЧЕСКИЙ КАРТРИДЖ, МЕХАНИЗМ ДЛЯ ЕГО УСТАНОВКИ И ЭЛЕКТРОФОТОГРАФИЧЕСКОЕ УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2004 |
|
RU2289835C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА В ВИДЕ «СЭНДВИЧ»-СТРУКТУРЫ | 2019 |
|
RU2804425C2 |
| НАФОРМОВЫВАНИЕ НА ПЛАСТИНУ СТАТОРА | 2014 |
|
RU2666777C2 |
| КОНСТРУКТИВНЫЙ УЗЕЛ ДЛЯ ОБРАБОТКИ ВЫХЛОПНЫХ ГАЗОВ | 2020 |
|
RU2750679C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТОГО СЛОЯ ДЛЯ ПРОИЗВОДСТВА ЗАГОТОВКИ КОМПОЗИТНОЙ ДЕТАЛИ | 2007 |
|
RU2425748C2 |
| РУЧНАЯ МАШИНА | 2008 |
|
RU2492989C2 |
| УСТРОЙСТВО ЩЕТКИ СТЕКЛООЧИСТИТЕЛЯ | 2012 |
|
RU2635941C2 |
Группа изобретений относится к оснастке для формирования фиброармированного пластика (ФАП) и способу формирования конструкции из ФАП. Оснастка содержит оснастку (22) удержания основной конструкции и оснастку (26А; 26D) удержания армирующей части, обладающую гибкостью. Оснастка для формирования ФАП применяется при соединении основной конструкции (12) и армирующей части (14А; 14В) для формирования конструкции 10 из ФАП. Оснастка (22) удержания основной конструкции выполнена с возможностью позиционировать и удерживать основную конструкцию (12), выполненную из волоконного компонента. Оснастка (26А; 26D) удержания армирующей части позиционирована относительно оснастки (22) удержания основной конструкции и выполнена с возможностью позиционировать и удерживать армирующую часть (14А; 14В), поджимая при этом армирующую часть (14А; 14В), выполненную из волоконного компонента. Способ формирования конструкции из ФАП содержит операции для изготовления конструкции. Технический результат, достигаемый при использовании группы изобретений, заключается в обеспечении объединения и формирования основной конструкции и армирующей части с высокой точностью. 2 н. и 13 з.п. ф-лы, 8 ил.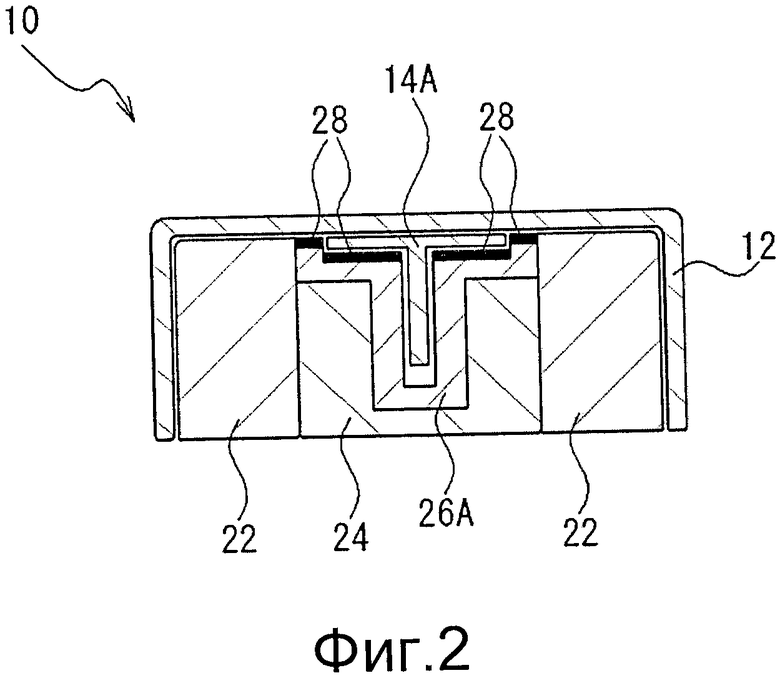
1. Оснастка для формирования фиброармированного пластика (ФАП), применяемая при соединении основной конструкции и армирующей части для формирования конструкции из ФАП и содержащая:
оснастку удержания основной конструкции;
обладающую гибкостью оснастку удержания армирующей части и
скользящую оправку, поддерживаемую оснасткой удержания основной конструкции,
причем оснастка удержания основной конструкции позиционирует и удерживает основную конструкцию, формированную из волоконного компонента, и
оснастка удержания армирующей части позиционирована относительно оснастки удержания основной конструкции и позиционирует и удерживает армирующую часть, формированную из волоконного компонента, поджимая при этом армирующую часть,
при этом скользящая оправка содержит:
боковые поверхности, контактирующие с оснасткой удержания основной конструкции, и
удерживающую секцию, выполненную с возможностью удерживать оснастку удержания армирующей части.
2. Оснастка по п. 1, причем оснастка удержания армирующей части имеет полую конструкцию и обладает гибкостью.
3. Оснастка по п. 1, причем оснастка удержания армирующей части имеет жесткую секцию, обладающую гибкостью на участке поверхности оснастки удержания армирующей части, посредством которого армирующая часть поджата,
при этом жесткая секция более жесткая, чем часть оснастки удержания армирующей части, отличная от жесткой секции.
4. Оснастка по п. 1, дополнительно содержащая:
формирующую оправку, предназначенную для расположения в замкнутом пространстве, образованном в конструкции из ФАП между армирующей частью и основной конструкцией.
5. Оснастка по п. 4, причем формирующая оправка имеет жесткую секцию, обладающую гибкостью на участке поверхности формирующей оправки, посредством которого основная конструкция поджата,
при этом жесткая секция более жесткая, чем часть оснастки удержания армирующей части, отличная от жесткой секции.
6. Оснастка по п. 4 или 5, причем материал оправки представляет собой материал, усаживающийся посредством нагрева.
7. Оснастка по п. 3 или 5, причем жесткая секция выполнена из листового элемента или металлической фольги.
8. Оснастка по п. 3 или 5, причем жесткая секция обладает теплостойкостью при температуре отверждения или выше матричной смолы или клеящего вещества и выполнена из листового элемента, имеющего толщину в диапазоне от 0,1 до 5 мм.
9. Оснастка по любому из пп. 1-5, причем оснастка удержания основной конструкции или формирующая оправка имеет конструкцию разделяемого типа.
10. Способ формирования конструкции из ФАП с применением оснастки для формирования ФАП, содержащей оснастку удержания основной конструкции, обладающую гибкостью оснастку удержания армирующей части и скользящую оправку, поддерживаемую оснасткой удержания основной конструкции, при этом оснастка удержания основной конструкции позиционирует и удерживает основную конструкцию, выполненную из
волоконного компонента, причем оснастка удержания армирующей части позиционирована относительно оснастки удержания основной конструкции и выполнена с возможностью позиционировать и удерживать армирующую часть, выполненную из волоконного компонента, поджимая при этом армирующую часть,
при этом скользящая оправка содержит: боковые поверхности, контактирующие с оснасткой удержания основной конструкции; и удерживающую секцию, выполненную с возможностью удерживать оснастку удержания армирующей части,
причем способ является способом формирования конструкции из ФАП путем соединения основной конструкции и армирующей части и
способ содержит этапы, на которых:
удерживают скользящую оправку посредством оснастки удержания основной конструкции;
размещают оснастку удержания армирующей части в скользящей оправке;
применяют оснастку удержания армирующей части для поддержания армирующей части;
размещают основную конструкцию на оснастке удержания основной конструкции и на оснастке удержания армирующей части;
соединяют основную конструкцию и армирующую часть для формирования конструкции из ФАП; и
извлекают конструкцию из ФАП из оснастки удержания основной конструкции и оснастки удержания армирующей части.
11. Способ по п. 10, в котором дополнительно:
размещают формирующую оправку в замкнутом пространстве, образованном в конструкции из ФАП между армирующей частью и основной конструкцией.
12. Способ по п. 10, в котором дополнительно:
размещают клейкий материал в соединительном участке основной конструкции и армирующей части.
13. Способ по п. 10, в котором армирующая часть выполнена из препрега и
основная конструкция является фиброармированным базовым материалом,
при этом в упомянутом способе дополнительно:
впрыскивают матричную смолу в соединительный участок основной конструкции и армирующей части.
14. Способ по п. 12 или 13, в котором дополнительно:
покрывают основную конструкцию и армирующую часть всасывающим мешком;
поджимают и соединяют основную конструкцию и армирующую часть путем вакуумирования внутреннего пространства всасывающего мешка и
удаляют всасывающий мешок.
15. Способ по п. 14, в котором дополнительно:
отверждают клейкий материал или матричную смолу путем нагревания после вакуумирования внутреннего пространства всасывающего мешка.
| US 20110315824 A1, 29.12.2011 | |||
| US 2012258276 A1, 11.10.2012 | |||
| ИНСТРУМЕНТ ДЛЯ ФОРМОВАНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОНЕНТА | 2007 |
|
RU2457111C2 |
| US 6245274 B1, 12.06.2001 | |||
| JP 7501020 A, 02.02.1995 | |||
| EP 2051838 A2, 29.04.2009. | |||

