Изобретение относится к обработке металлов давлением, а именно к способам пластического деформирования металлов.
Известен способ, согласно которому поверхность металлической заготовки с иррегулярной микрогеометрией обрабатывают холодным пластическим деформированием с помощью инструмента с регулярной микрогеометрией поверхности в условиях применения металлоплакирующей смазки, состоящей из металлосодержащей композиции (патент РФ №2277579) и индустриального масла [1] (аналог).
Недостатком данного способа является недостаточная «маслоемкость» поверхности заготовки, которая препятствует глубокому проникновению поверхностно-активных компонентов металлоплакирующей смазки в поверхностный слой заготовки и его интенсивному пластифицированнию.
Известен способ, согласно которому поверхность металлической заготовки с регулярной микрогеометрией обрабатывают холодным пластическим деформированием с помощью инструмента с регулярной микрогеометрией поверхности в условиях применения металлоплакирующей смазки [2] (прототип). Недостатком указанного способа является повышенный расход - 50% металлоплакирующей композиции в виде присадки к индустриальному маслу для мгновенного образования защитной пленки меди [1]. Дополнительно повышенное содержание металлоплакирущей присадки увеличивает вязкость применяемых индустриальных масел, что затрудняет их проникновение в очаг деформации.
С целью расширения технологических возможностей в указанном способе перед выполнением на обрабатываемой поверхности металлической заготовки регулярной микрогеометрии производят латунирование обрабатываемой поверхности в направлении, противоположном направлению последующего выполнения регулярной микрогеометрии, а холодное пластическое деформирование заготовки выполняют в направлении, совпадающем с направлением латунирования обрабатываемой поверхности заготовки при подаче металлоплакирующей смазки в очаг деформации под давлением.
На фиг. 1 показана схема реализации способа. Где 1 - металлическая заготовка, 2 - обрабатываемая поверхность заготовки, 3 - инструмент для латунирования, 4 - инструмент для выполнения регулярной микрогеометрией, 5 - инструмент для холодного пластического деформирования с регулярной микрогеометрией поверхности 6, 7 - латунированый слой обрабатываемой поверхности заготовки, 8 - регулярная микрогеометрия обрабатываемой поверхности заготовки, 9 - направление латунирования, обрабатываемой поверхности заготовки, 10 - направление выполнения регулярной микрогеометрии обрабатываемой поверхности заготовки, 11 - направление холодного пластического деформирования обрабатываемой поверхности, заготовки, 12 - направления подачи металлоплакирующей смазки в очаг деформации под давлением, 13 - направление подачи заготовки.
Способ реализуется следующим образом. Заготовка 1 движется в направлении подачи 13 и на ее обрабатываемой поверхности 2 в направлении 9 инструментом 3 выполняется латунированный слой 7. Затем в противоположном направлении 10 на поверхности 2 с латунированным слоем 7 инструментом 4 выполняется регулярная микрогеометрия 8. Затем инструментом 5 с регулярной микрогеометрией 6 в направлении 11, совпадающем с направлением 9, выполняется холодное пластическое деформирование в условиях подачи металлоплакирующей смазки в очаг деформации под давлением в направлениях 12 по канавкам регулярной микрогеометрии 6.
Предварительное латунирование обрабатываемой поверхности заготовки и подача металлоплакирующей смазки под давлением способствует мгновенному образованию сервовитной пленки на регулярной микрогеометрии поверхностей заготовки и инструмента, что существенно снижает силы трения и холодного пластического деформирования труднообрабатываемых металлов.
В лаборатории триботехники кафедры МТ-13 МГТУ им. Н.Э. Баумана проведены экспериментальные исследования заявляемого способа: при волочении цилиндрических сплошных прутков из стали 45, которые показали, что при обжатии 0,5 мм по диаметру заготовки из данного материала с предварительным латунированием поверхности, на которой нанесен регулярный микрорельеф, усилие волочения через фильеру с регулярным микрорельефом снижается на 49%.
Противоположные и чередующиеся направления латунирования, выполнения регулярной микрогеометрии и холодного пластического деформирования обрабатываемой поверхности заготовки интенсифицируют «эффект Баушингера», дополнительно уменьшающего в 1,5 раза энергозатраты на обработку и повышающего до 2 раз ее производительность и качество, а также снижают содержание и расход металлоплакирующей присадки и смазки.
В очаге деформации отсутствует положительная волна внеконтактной деформации, существенно снижающая эксплуатационное качество получаемых изделий.
Список литературы
1) Гаврилов С.А. Совершенствование процесса поверхностного пластического деформирования на основе применения металлоплакирующих смазочных материалов //Трение и смазка в машинах и механизмах. 2013. №4. С. 33-39.
2) Щедрин А.В., Кострюков А.А., Чихачева Н.Ю., Климочкин К.О. Повышение эффективности комбинированной охватывающей обработки //Упрочняющие технологии и покрытия. 2016. №5. С. 12-16.
3) Патент РФ №2005/116000/04, 26.05.2005. Бабель В.Г., Гаркунов Д.Н., Мамыкин СМ., Корник П.И. Металлосодержащая маслорастворимая композиция для смазочных материалов // Патент России №2277579, 10.06.2006.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДОРНОВАНИЯ | 2011 |
|
RU2475348C1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ С РЕГУЛЯРНЫМ МИКРОРЕЛЬЕФОМ | 2011 |
|
RU2475653C1 |
| ДОРН СБОРНЫЙ | 2015 |
|
RU2594771C1 |
| СПОСОБ ОПРАВОЧНОГО ВОЛОЧЕНИЯ ТРУБНЫХ ЗАГОТОВОК С ПРОТИВОДАВЛЕНИЕМ МЕТАЛЛОПЛАКИРУЮЩЕЙ СМАЗКИ | 2015 |
|
RU2593062C1 |
| УСТРОЙСТВО ЭКСПЕРИМЕНТАЛЬНОЙ ОЦЕНКИ ТЕМПЕРАТУРНОЙ СТОЙКОСТИ ЖИДКИХ И ПЛАСТИЧНЫХ СМАЗОЧНЫХ МАТЕРИАЛОВ ПРИ ТРЕНИИ И СПОСОБ С ЕГО ИСПОЛЬЗОВАНИЕМ | 2011 |
|
RU2492475C1 |
| СПОСОБ ЭКСПЕРИМЕНТАЛЬНОГО ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ МЕТАЛЛОВ | 2013 |
|
RU2527139C1 |
| Смазка для холодной обработки металлов давлением | 2024 |
|
RU2841333C1 |
| СПОСОБ СВЕРЛЕНИЯ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2593559C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БИМЕТАЛЛИЧЕСКИХ, И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248260C1 |
| СПОСОБ ДЕФОРМИРУЮЩЕ-РЕЖУЩЕ-ВЫГЛАЖИВАЮЩЕГО ПРОШИВАНИЯ ПРЕЦИЗИОННЫХ ОТВЕРСТИЙ В РАДИАЛЬНО-НЕРАВНОЖЕСТКИХ ЗАГОТОВКАХ | 1992 |
|
RU2043909C1 |

Изобретение относится к области холодного пластического деформирования металлов. На обрабатываемой поверхности металлической заготовки выполняют латунирование в направлении, противоположном направлению последующего выполнения регулярной микрогеометрии. При этом холодное пластическое деформирование заготовки выполняют в направлении, совпадающем с направлением латунирования при подаче металлоплакирующей смазки в очаг деформации под давлением. Интенсифицируется «эффект Браушингера» и снижается сила трения. 1 ил.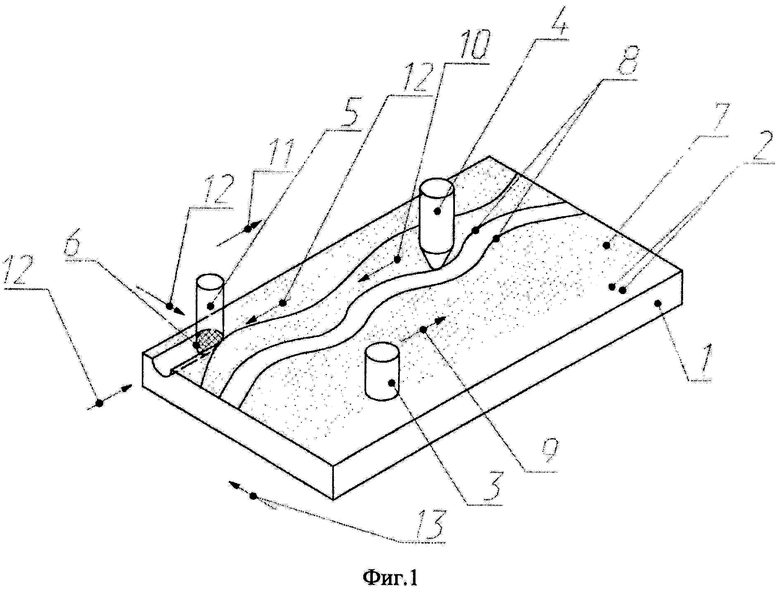
Способ холодного пластического деформирования металлов, включающий обработку поверхности металлической заготовки с регулярной микрогеометрией с помощью инструмента с регулярной микрогеометрией поверхности с применением металлоплакирующей смазки, отличающийся тем, что перед выполнением на обрабатываемой поверхности металлической заготовки регулярной микрогеометрии производят латунирование обрабатываемой поверхности в направлении, противоположном направлению последующего выполнения регулярной микрогеометрии, а холодное пластическое деформирование заготовки выполняют в направлении, совпадающем с направлением латунирования при подаче металлоплакирующей смазки в очаг деформации под давлением.
| СПОСОБ ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 0 |
|
SU374155A1 |
| Способ упрочнения металлов | 1990 |
|
SU1756368A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГИЛЬЗЫ ЦИЛИНДРА | 2001 |
|
RU2226146C2 |
| JP61091388 A, 09.05.1986. | |||

