Изобретение относится к комбинированной формообразующей и отделочно-упрочняющей обработке поверхностей, конкретно к способам деформирующе-выглаживающего прошивания прецизионных отверстий в радиально-неравножестких заготовках.
Известен способ деформирующе-режуще-выглаживающего протягивания (прошивания) прецизионных отверстий в неравножестких заготовках путем многократных последовательных операций деформирования, резания и выглаживания [1]
Однако указанный способ характеризуется малой производительностью и высокой себестоимостью из-за большого количества рабочих элементов обрабатывающего инструмента деформирующих, выглаживающих и режущих зубьев, работающих с незначительными натягами деформирования и подачи резания.
Наиболее близким к изобретению по технической сущности является способ деформирующе-режуще-выглаживающего прошивания прецизионных отверстий в радиально неравножестких заготовках путем создания равномерного по периметру обрабатываемого отверстия распределения усилий деформирующего и выглаживающего прошивания, в котором в качестве стабилизатора равномерности указанных усилий применяют переменный заборный конус деформирующих и выглаживающих элементов [2]
Указанный способ характеризуется большой себестоимостью обрабатывающего инструмента, связанной со сложностью получения переменного заборного конуса элементов, а также низкой маслоемкостью и склонностью нерегулярной микрогеометрии поверхности элементов к адгезионному схватыванию (налипанию) с обрабатываемым материалом.
Целью изобретения является повышение качества, производительности и стойкости.
Это достигается тем, что в способе деформирующе-режуще-выглаживающего прошивания прецизионных отверстий в радиально неравножестких заготовках путем создания равномерного по периметру обрабатываемого отверстия распределения усилий деформирующего и выглаживающего прошивания в качестве стабилизатора равномерности распределения усилий деформирующего и выглаживающего прошивания применяют регулярный микрорельеф, а деформирование выполняется с образованием упругой усадки отверстия на режущей стадии воздействия на обрабатываемый материал.
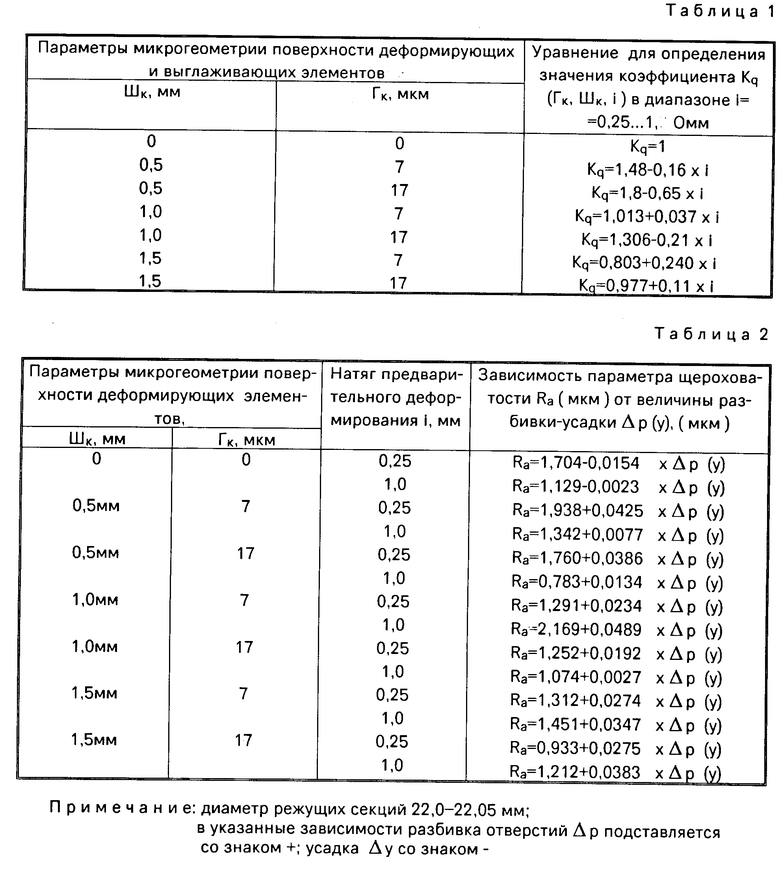
П р и м е р. При деформирующем и выглаживающем прошивании осесимметричных втулок из стали 12ХНЗА, 180.210 НВ, исходная шероховатость поверхности Ra 6 мкм деформирующими и выглаживающими элементами диаметром по калибрующей ленточке 22 мм получена следующая эмпирическая модель удельного (кН/мм длины окружности элемента по калибрующей ленточке) усилия деформирующего и выглаживающего прошивания с учетом наружного диаметра переменной радиальной жесткости D(Var ϕ), длины заготовки L, натяга деформирования-выглаживания i и центрального угла ϕ участка периметра обрабатываемого отверстия:
q0,542 1,741 x i 0,0124 x D(Var. ϕ) -0,00496 x L + 0,0616 x i x D(Var. ϕ) + 0,00023x x D(Var. ϕ) x L} x Kq где i 0,25.1,0 мм; L 25.50 мм; D(Var)32.40 мм. Влияние параметров регулярного микрорельефа рабочих поверхностей деформирующих и выглаживающих элементов, выполненного в виде однозаходных винтовых канавок радиусом 1,5 мм, глубиной Гк и шагом-шириной Шк, определяется коэффициентом Kq, значения которого представлены в табл.1. Промежуточные значения Kq, Гк, Шк, при i (D,L )= const определяются методом линейной интерполяции.
Для реализации способа прошивания радиально неравножесткой детали при заданных i, L,D(Var. ϕ ) периметр прошиваемого отверстия разбивается на К-е число секторов с центральным углом сектора ϕк, каждому из которых соответствует определенная радиальная жесткость наружного диаметра заготовки D( ϕк). Причем число, расположение и угловые размеры указанных секторов соответствуют числу, расположению и угловым размерам стабилизационных участков рабочих поверхностей деформирующих и выглаживающих элементов. Варьированием параметрами регулярной микрогеометрии по полученным уравнениям на соответствующих стабилизационных участках рабочих поверхностей элементов из условия всеобщего равенства действующих на них суммарных сил прошивания обеспечивается тождественная равномерность деформаций и высокая точность геометрической формы отверстия.
Зависимости шероховатости поверхности отверстия после резания от величины создаваемой предварительным деформированием усадки-разбивки отверстия на режущей стадии воздействия на обрабатываемый материал приведены в табл.2.
Таким образом, применение указанного способа позволяет упростить конструкцию, технологию изготовления инструмента, и в конечном счете уменьшить себестоимость обработки. Дополнительно регулярный микрорельеф обеспечивает надежное аккумулирование и своевременную подачу технологической смазки в очаг деформации, более интенсивно выглаживает микровыступы поверхности заготовки, что также повышает качество, производительность и ресурсосберегаемость обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМБИНИРОВАННОГО ПРОШИВАНИЯ ШКВОРНЕВЫХ ОТВЕРСТИЙ ПОВОРОТНОГО КУЛАКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065341C1 |
| УСТРОЙСТВО ДЛЯ ПРОТЯГИВАНИЯ | 1988 |
|
RU2028884C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО БИМЕТАЛЛИЧЕСКИХ, И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2248260C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ТРУБ И РАДИАЛЬНО-КОВОЧНАЯ МАШИНА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2070464C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| ДЕФОРМИРУЮЩЕ-РЕЖУЩАЯ ПРОТЯЖКА | 2013 |
|
RU2550984C2 |
| Комбинированный инструмент для регуляризации микрорельефов | 1991 |
|
SU1792823A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПЛОСКОВЕРШИННОГО МИКРОРЕЛЬЕФА ТРИБОСОПРЯЖЕНИЙ СО СМАЗОЧНЫМИ МИКРОВПАДИНАМИ | 2012 |
|
RU2530606C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2016 |
|
RU2626522C1 |
| Устройство к строгальному станку | 1987 |
|
SU1449334A1 |
Использование: комбинированная формообразующая и отделочно-упрочняющая обработка поверхностей. Сущность изобретения: обработку осуществляют путем создания равномерного распределения усилий деформации и выглаживания по периметру обрабатываемого отверстия, при этом в качестве стабилизатора равномерности распределения усилий применяют регулярный микрорельеф, а деформирование осуществляют с образованием упругой усадки на режущей стадии воздействия на обрабатываемый материал. 1 з.п. ф-лы.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проскуряков Ю.Г | |||
| Объемное дорнование отверстий | |||
| М.: Машиностроение, 1984, с | |||
| Способ укрепления под покрышкой пневматической шины предохранительного слоя или манжеты | 1917 |
|
SU185A1 |
| Приспособление в пере для письма с целью увеличения на нем запаса чернил и уменьшения скорости их высыхания | 1917 |
|
SU96A1 |
