Изобретение относится к области технологии машиностроения, в частности к инструментам для чистовой обработки цилиндрических отверстий деталей давлением.
Известен дорн с подводом смазки при поверхностном пластическом деформировании, технический результат достигается тем, что при поверхностном пластическом деформировании дорнованием подача смазки осуществляется по расположенным в заборной части конуса дорна кольцевой канавке и радиальным каналам, расположенным на расстоянии между осями каналов и ребром, образованным плоскостью ленточки дорна и заборной плоскостью (Патент №28841, В24В 39/00, опубл. 24.04.2003).
Недостаток данного устройства заключается в том, что подвод смазки при дорновании осуществляется не по всей плоскости рабочей поверхности, а только по ленточке дорна, следовательно, возможен разрыв масляной пленки, схватывание, задиры, и т.п., влияющие на качество поверхности.
Известен способ дорнования деталей, включающий проталкивание через деформируемое отверстие детали дорна с заборным и обратным конусами и калибрующей рабочей поверхностью, выполненной с заданным регулярным микрорельефом для обеспечения непрерывной подачи смазочного материала в зону очага пластической деформации, отличающийся тем, что поверхность отверстия детали и поверхность дорна смазывают смазочным материалом, в качестве последнего используют машинное масло с добавлением в него до 20% медьсодержащей присадки, обладающей противоизносными, антиокислительными и маслорастворимыми свойствами и образующей в зоне очага пластической деформации металлоплакирующие сервовитные пленки меди (Патент РФ №2475348, В24В 39/02, опубл. 20.02.2013).
Недостатком устройства является отсутствие постоянной подачи смазки в рабочую зону, что затрудняет обработку глубоких отверстий.
В качестве прототипа принята полезная модель (№109689, МПК В24В 39/00, опубл. 27.10.2011), дорн для формирования антифрикционно-упрочненного поверхностного слоя с ленточкой и расположенными в заборной части кольцевой канавки радиальными каналами для подвода суспензии из антифрикционного порошка и связующего, отличающийся тем, что на ленточке дорна расположена синусоидальная выточка.
При прохождении выточки через отверстие поверхность обрабатывается под разными углами, из-за чего в зоне перегиба дуг будет иметь место разное направление микронеровностей, что может негативно сказываться на работе сопрягаемых поверхностей.
Изобретение решает задачу насыщения поверхности обрабатываемого отверстия модифицирующими составами и предотвращения разрыва масляной пленки на всем протяжении обработки.
Технический результат достигается тем, что дорн содержит основание, калибрующий зуб и упрочняющий зуб, выполненный с возможностью подачи смазки в зону обработки, при этом он дополнительно содержит форсунки для подачи модифицирующих составов, выполненные в передней части основания, а в упрочняющем зубе выполнены проточки, форма которых обеспечивает создание неразрывной масляной пленки в зоне обработки, при этом подача модифицирующих составов и смазки осуществляется по двум независимым каналам. Через форсунки в передней части основания модифицирующий состав предварительно наносится на стенки отверстия и под давлением упрочняющего зуба, насыщает поверхность. Проточки обеспечивают непрерывную подачу смазки в зону очага деформации обрабатываемого отверстия, создавая благодаря заданной форме неразрывную масляную пленку. При этом подача модифицирующих составов и смазки осуществляется по двум независимым каналам.
На фигуре 1 изображена принципиальная схема дорна сборного: основание дорна 1, калибрующий зуб 2, упрочняющий зуб 3, форсунки в передней части основания 4, отверстия для подвода смазки в зону контакта дорна с обрабатываемой деталью 5, проточки заданной формы 6, канал для подвода смазки к упрочняющему зубу 7, канал для подвода модифицирующих составов к форсункам 8.
Устройство работает следующим образом.
На основании 1, в зависимости от диаметра обрабатываемого отверстия, подбираются калибрующий зуб 2 и упрочняющий зуб 3. При дорновании по каналу 8 через форсунки в передней части основания 4 наносится модифицирующий состав, который благодаря пластической деформации, создаваемой упрочняющим зубом 3, насыщает поверхность отверстия.
Для снижения трения в зоне контакта упрочняющего зуба 3 и обрабатываемой детали в отверстия 5 через канал 7 под давлением подается смазка, которая распределяется по проточкам заданной формы 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРН | 1973 |
|
SU366037A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРУГОГО ДОРНОВАНИЯ | 2011 |
|
RU2464152C2 |
| СПОСОБ ДОРНОВАНИЯ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2342229C1 |
| СПОСОБ ДОРНОВАНИЯ | 2011 |
|
RU2475348C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2011 |
|
RU2470761C2 |
| Способ обработки цилиндрических полых деталей | 1984 |
|
SU1294509A1 |
| СПОСОБ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ ЗАГОТОВОК ДОРНОВАНИЕМ СО СТАТИКО-ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ ДОРНА | 2011 |
|
RU2477681C2 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ | 2011 |
|
RU2487793C2 |
| Инструмент для дорнования отверстий | 1990 |
|
SU1766644A1 |

Изобретение относится к инструментам для чистовой обработки отверстий деталей. Дорн содержит основание, калибрующий зуб и упрочняющий зуб, выполненный с возможностью подачи смазки в зону обработки. В передней части основания выполнены форсунки для подачи модифицирующих составов. В упрочняющем зубе выполнены проточки, форма которых обеспечивает создание неразрывной масляной пленки в зоне обработки. Подача модифицирующих составов и смазки осуществляется по двум независимым каналам. В результате обеспечивается насыщение поверхности обрабатываемого отверстия модифицирующими составами и снижается трение при обработке дорном. 1 ил.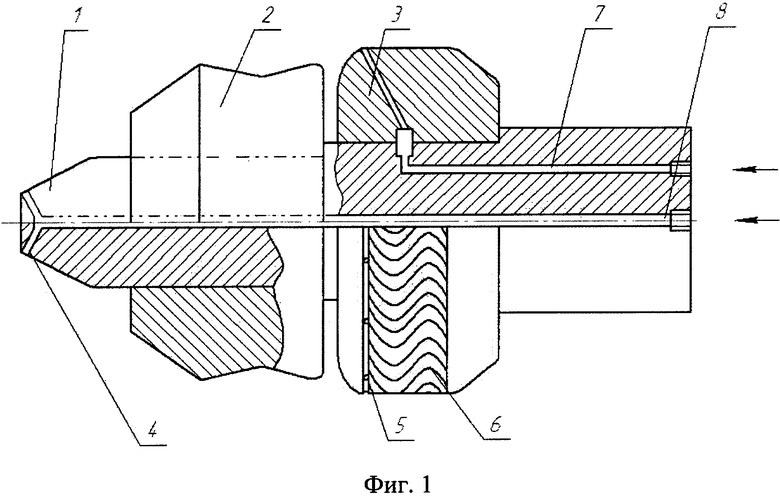
Дорн, содержащий основание, калибрующий зуб и упрочняющий зуб, выполненный с возможностью подачи смазки в зону обработки, отличающийся тем, что он дополнительно содержит форсунки для подачи модифицирующих составов, выполненные в передней части основания, а в упрочняющем зубе выполнены проточки, форма которых обеспечивает создание неразрывной масляной пленки в зоне обработки, при этом подача модифицирующих составов и смазки осуществляется по двум независимым каналам.
| Каркас промышленных зданий | 1955 |
|
SU109689A1 |
| Дорн с использованием смазочно-охлаждающей технологической среды | 1988 |
|
SU1574441A1 |
| Способ дорнования | 1990 |
|
SU1789329A1 |
| Дорн для обработки отверстий | 1988 |
|
SU1581567A1 |
| US 2013340222 A1, 26.12.2013. | |||

