Изобретение относится к обработке металлов давлением, а именно к процессам дорнования отверстий.
Известен способ дорнования по Авторскому свидетельству СССР №1782709 (МПК В24В 39/02, опубл. 23.12.1992). Сущность способа состоит в проталкивании через деформируемое отверстие деформирующего инструмента (дорна) с заборным и обратным корпусами и с калибрующей (рабочей) поверхностью, выполненной с заданным регулярным микрорельефом для обеспечения непрерывной подачи смазочного материала в зону очага деформации, который улучшает качество обработанной поверхности отверстия за счет уменьшения шероховатости и увеличения микротвердости.
Недостатком указанного способа является низкая износостойкость дорна и значительные усилия дорнования.
Техническим результатом настоящего изобретения является значительное повышение износостойкости дорна и снижение усилий дорнования.
Технический результат достигается тем, что деформируемое отверстие и поверхность дорна с заборным и обратным конусами и с калибрующей (рабочей) поверхностью, выполненной с заданным регулярным микрорельефом для обеспечения непрерывной подачи смазочного материала в зону очага деформации, смазывают смазочным материалом, в качестве которого используют машинное масло с добавлением в него до 20% медьсодержащей присадки, обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, образующей в очаге пластической деформации тонкие сервовитные пленки меди, препятствующие интенсивному износу дорна и снижающие усилия дорнования.
Такой присадкой может быть медьсодержащая присадка, обладающая металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами марки «Валена» по патенту РФ №2277579 (МПК С10М 141/06, С10М 133/12, С10М 133/16, С10М 133/38, С10М 129/04, С10М 129/26, С10М 125/00, C10N 30/06, опубл. 10.06.2006).
На фиг.1 изображено взаимодействие регулярного микрорельефа дорна 1 с поверхностью обрабатываемого отверстия 3 детали 4;
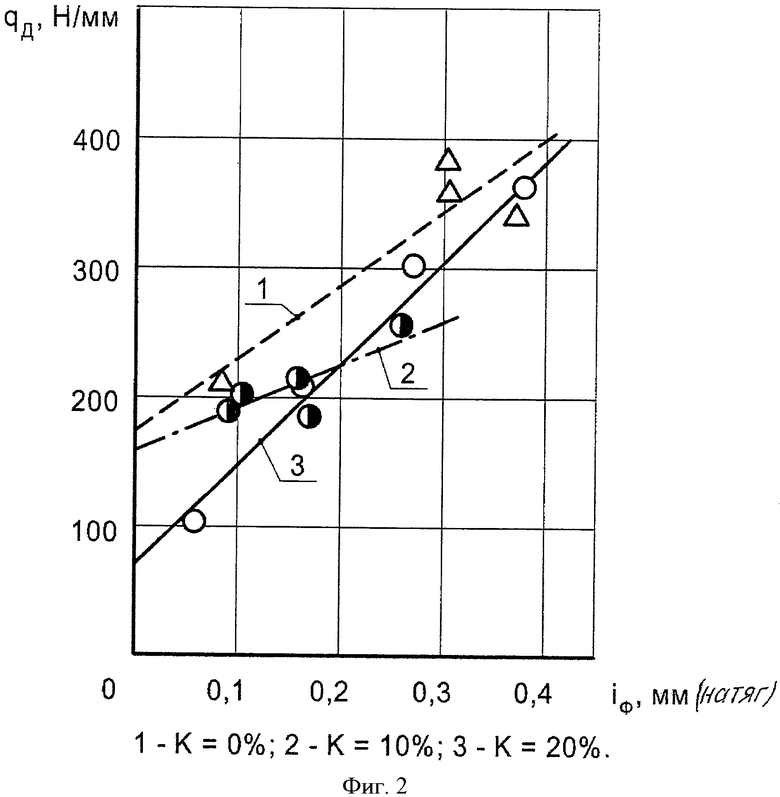
фиг.2 - графики зависимости удельного усилия дорнования от фактического натяга при деформировании и концентрации медьсодержащей присадки «Валена», обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, в масле;
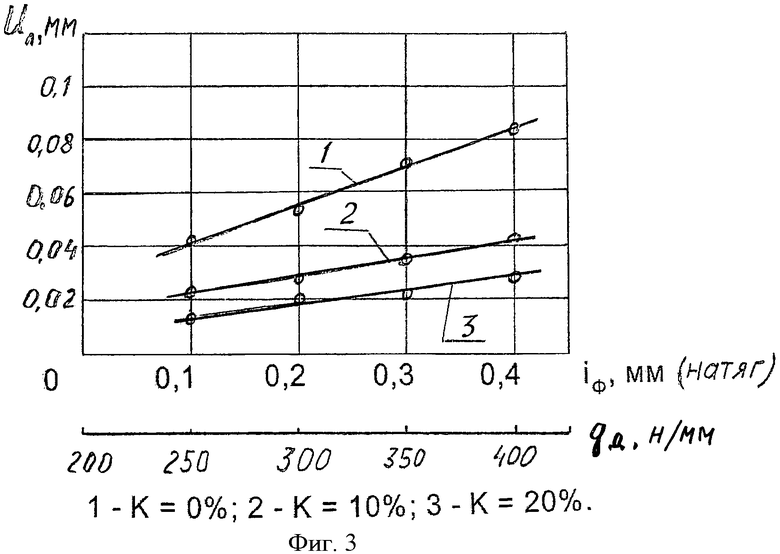
фиг.3 - графики зависимости линейного износа дорна от удельного усилия дорнования qд; величины фактического натяга при дорновании и концентрации медьсодержащей присадки «Валена», обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, в масле.
Дорн состоит из заборного конуса 5, калибрующего участка 6 и обратного конуса 7. Микрорельеф 1 на калибрующем участке дорна 6 может быть рассчитан либо выбран по ГОСТ 24773-81, а также по авторским свидетельствам СССР №№1459131, 1782709.
Способ дорнования осуществляется следующим образом. Поверхность отверстия 3 детали 4 и поверхности дорна 5, 6, 7 смазывают смазочным материалом, в качестве которого используют машинное масло с добавлением в него до 20% медьсодержащей присадки, обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, образующей в очаге пластической деформации отверстия тонкие сервовитные пленки меди, препятствующие интенсивному износу деформирующего инструмента и снижающие усилия дорнования.
Пример осуществления способа
В лабораторных условиях был опробован предлагаемый способ дорнования. В качестве образцов были выбраны втулки латунные марки ЛС-59 размерами: высота 40 мм; диаметр наружный 39 мм, диаметр внутренний, подвергавшийся дорнованию, равен 20 мм. Материал дорна с нанесенным микрорельефом на его рабочей части - У8А с закалкой до твердости HRC 58-60 ед. Величина натяга при дорновании отверстия диаметром 20 мм втулки 0…0,4 мм.
В качестве смазочного материала используют базовое машинное масло марки 14МВ с добавлением в него медьсодержащей присадки «Валена», обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами. Концентрация присадки в масле составляла 0, 10 и 20%.
Испытания дорнования латунных втулок проводились на гидравлическом прессе усилием 100 тс в лаборатории обработки давлением МГТУ им. Н.Э.Баумана.
Каждый вариант испытаний проводился трехкратно. Скорость дорнования была равна 50 мм/мин. Осевая нагрузка составляла 20…40 тс. При испытании на износостойкость дорна количество образцов увеличивалось до 1000 шт.
По результатам проведенных испытаний построены графики зависимости удельного усилия дорнирования от фактического натяга при деформировании и концентрации медьсодержащей присадки «Валена», обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, в масле (фиг.2), и графики зависимости линейного износа дорна от удельного усилия дорнования qд, величины фактического натяга при дорновании и концентрации медьсодержащей присадки «Валена», обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, в масле (фиг.3).
Под удельным усилием  понимают отношение усилия дорнования Р к длине окружности дорнируемого отверстия ПД; iф - натяг при дорновании; Uл - величина линейного износа при дорновании 1000 латунных образцов марки ЛС-59; К - концентрация медьсодержащей присадки «Валена», обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, в базовом масле 14МВ.
понимают отношение усилия дорнования Р к длине окружности дорнируемого отверстия ПД; iф - натяг при дорновании; Uл - величина линейного износа при дорновании 1000 латунных образцов марки ЛС-59; К - концентрация медьсодержащей присадки «Валена», обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, в базовом масле 14МВ.
Из графиков, построенных по экспериментальным данным, следует:
1. Удельное усилие дорнования. При концентрации медьсодержащей присадки, обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, 10% в машинном масле 14МВ на максимальном натяге 0,4 мм удельные усилия дорнования снижаются на  , а при концентрации присадки 20% - на
, а при концентрации присадки 20% - на  .
.
2. Линейный износ Uл при испытаниях дорнования отверстия в латунных образцах на 1000 шт. образцов уменьшился при концентрации медьсодержащей присадки, обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами, 10% - на  , при концентрации присадки 20% - на
, при концентрации присадки 20% - на  .
.
Результаты испытаний дорнования по предлагаемому способу показывают снижение линейного износа дорна на 53…73%, снижение усилия дорнования на 7,0…27,5% в зависимости от концентрации медьсодержащей присадки «Валена», обладающей металлоплакирующими противоизносными антиокислительными и маслорастворимыми свойствами.
Источники информации
1. ГОСТ 24.773-81. Поверхности с регулярным микрорельефом. Классификация, параметры и характеристики.
2. Авторское свидетельство СССР №1459131. Способ образования микрорельефа.
3. Авторское свидетельство СССР №1782709. Способ дорнования (прототип).
4. Патент РФ №2277579. Металлосодержащая маслорастворимая композиция для смазочных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОРН СБОРНЫЙ | 2015 |
|
RU2594771C1 |
| Способ холодного пластического деформирования металлов | 2017 |
|
RU2647057C1 |
| МЕТАЛЛОПЛАКИРУЮЩАЯ МНОГОФУНКЦИОНАЛЬНАЯ КОМПОЗИЦИЯ ДЛЯ МОТОРНЫХ, ТРАНСМИССИОННЫХ И ИНДУСТРИАЛЬНЫХ МАСЕЛ | 2009 |
|
RU2398010C1 |
| Способ механической обработки глубоких отверстий | 2021 |
|
RU2765007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРУЮЩЕГО ЭЛЕМЕНТА ПРОТЯЖКИ | 2013 |
|
RU2560477C2 |
| Способ дорнования | 1990 |
|
SU1789329A1 |
| ПОДШИПНИК СКОЛЬЖЕНИЯ С РЕГУЛЯРНЫМ МИКРОРЕЛЬЕФОМ | 2011 |
|
RU2475653C1 |
| МЕТАЛЛОПЛАКИРУЮЩАЯ СМАЗКА | 2006 |
|
RU2311447C1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОКЛАСТЕРОВ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2382069C1 |
| АНТИФРИКЦИОННАЯ, ПРОТИВОИЗНОСНАЯ ПРИСАДКА К СМАЗОЧНЫМ МАТЕРИАЛАМ | 2002 |
|
RU2223302C1 |
Изобретение относится к обработке металлов давлением, а именно к способам дорнования отверстий. Смазывают поверхность отверстия детали и поверхность дорна смазочным материалом. Осуществляют проталкивание дорна через деформируемое отверстие детали. Используют дорн, выполненный с заборным и обратным конусами и калибрующей рабочей поверхностью, имеющей регулярный микрорельеф для обеспечения непрерывной подачи смазочного материала в зону очага пластической деформации. В качестве смазочного материала используют машинное масло с добавлением в него до 20% медьсодержащей присадки, обладающей противоизносными антиокислительными и маслорастворимыми свойствами и образующей в зоне очага пластической деформации металлоплакирующие сервовитные пленки меди. В результате повышается износостойкость дорна и снижается усилие дорнования. 3 ил., 1 пр.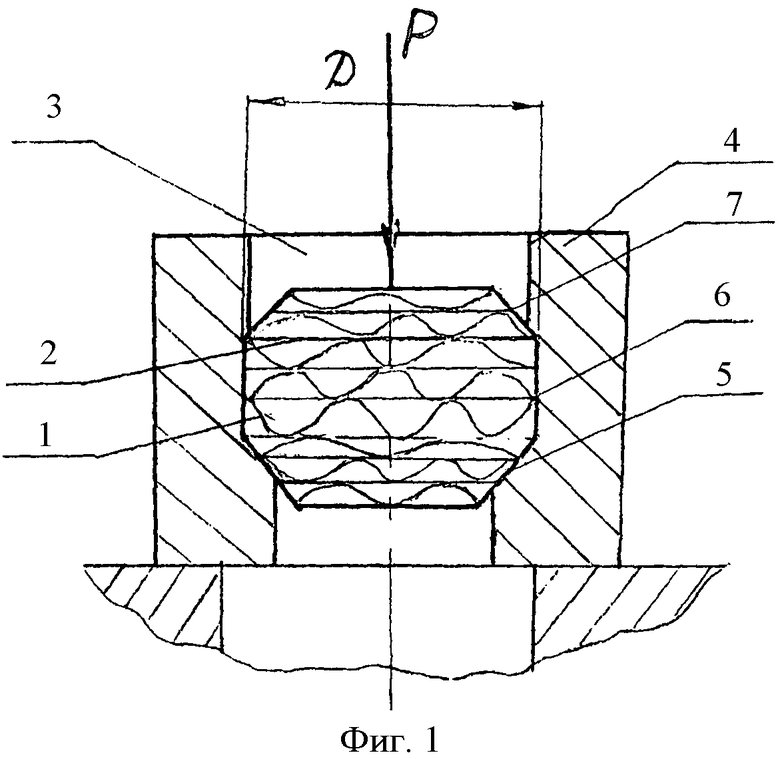
Способ дорнования деталей, включающий проталкивание через деформируемое отверстие детали дорна с заборным и обратным конусами и калибрующей рабочей поверхностью, выполненной с заданным регулярным микрорельефом для обеспечения непрерывной подачи смазочного материала в зону очага пластической деформации, отличающийся тем, что поверхность отверстия детали и поверхность дорна смазывают смазочным материалом, в качестве последнего используют машинное масло с добавлением в него до 20% медьсодержащей присадки, обладающей противоизносными, антиокислительными и маслорастворимыми свойствами и образующей в зоне очага пластической деформации металлоплакирующие сервовитные пленки меди.
| Способ дернования отверстий деталей | 1990 |
|
SU1782709A1 |
| Устройство для термической очистки воды от накипи | 1932 |
|
SU28841A1 |
| ПРИСАДКА К МИНЕРАЛЬНЫМ МАСЛАМ | 1995 |
|
RU2124555C1 |
| US 6178637 B1, 30.01.2001 | |||
| JP 8019961 A, 23.01.1996. | |||

