Изобретение относится к цветной металлургии, в частности к электрохимическим методам выделения металлов из расплава.
Известен электролизер [1] для разделения легкоплавких металлов, содержащий обогреваемые катодную и анодную полости, разделенные вертикальными пористыми диафрагмами, пропитанными электролитом, которые в свою очередь разделены прокладками с вырезами с образованием каналов стока металлов в индивидуальные сборники продуктов. Анодная прокладка снабжена центральной перегородкой, а в анодную полость вставлена П-образная перегородка с образованием сифонных окон, а боковая стенка анодной прокладки снабжена наклонным каналом стока анодного сплава.
Недостаток электролизера - необходимость регулярной остановки для разгрузки и загрузки анодной ванны и повторного запуска.
Известен и принят за прототип [2] электролизер для разделения отходов легкоплавких сплавов электролизом в расплаве солей на селективные концентраты, содержащий ванну, обогреваемые катодную и анодную полости, разделенные и зафиксированные пористыми вертикальными диафрагмами, пропитанными электролитом, которые в свою очередь разделены прокладками с каналами стока металлов, выполненными с вырезами капиллярных каналов сифона металлов, в индивидуальные сборники катодного продукта, катодного промпродукта, анодного промпродукта и отработанного анодного сплава, заключающегося в том, что анодная полость образована диафрагмой и анодной прокладкой с центральной перегородкой с размещенной в ней П-образной перегородкой, обеспечивающей в нижней части с анодной прокладкой сифонные окна для перелива анодного сплава, при этом боковая стенка анодной прокладки выполнена с наклонным каналом для стока анодного сплава, в котором сборники катодного продукта, катодного промпродукта, анодного промпродукта и отработанного анодного сплава установлены на платформе и герметично подпружиненно прижаты ко дну корпуса ванны с возможностью их периодического отсоединения.
Недостатком электролизера по прототипу является то, что при запуске в электролизере между анодом и катодом высокое сопротивление в прикатодной и прианодной полостях, пока накопится металл. Кроме того, начальное высокое перенапряжение способствует ионизации металлов с более положительным электродным потенциалом, что отражается на качестве промпродуктов.
Цель изобретения - повышение производительности за счет сокращения длительности выхода на режим электролиза.
Поставленная цель достигается тем, что в прианодную и в прикатодную полости установлены металлические вставки.
Техический результат предлагаемого изобретения заключается в сокращении времени выхода на режим электролиза.
На фиг. 1 изображен электролизер в общем виде с разрезом по А-А полости катода.
На фиг. 2 вид электролизера сверху в разрезе.
На фиг. 3 показан электролизер с разрезом Б-Б по прикатодной полости.
На фиг. 4 показан электролизер с разрезом В-В по прианодной полости.
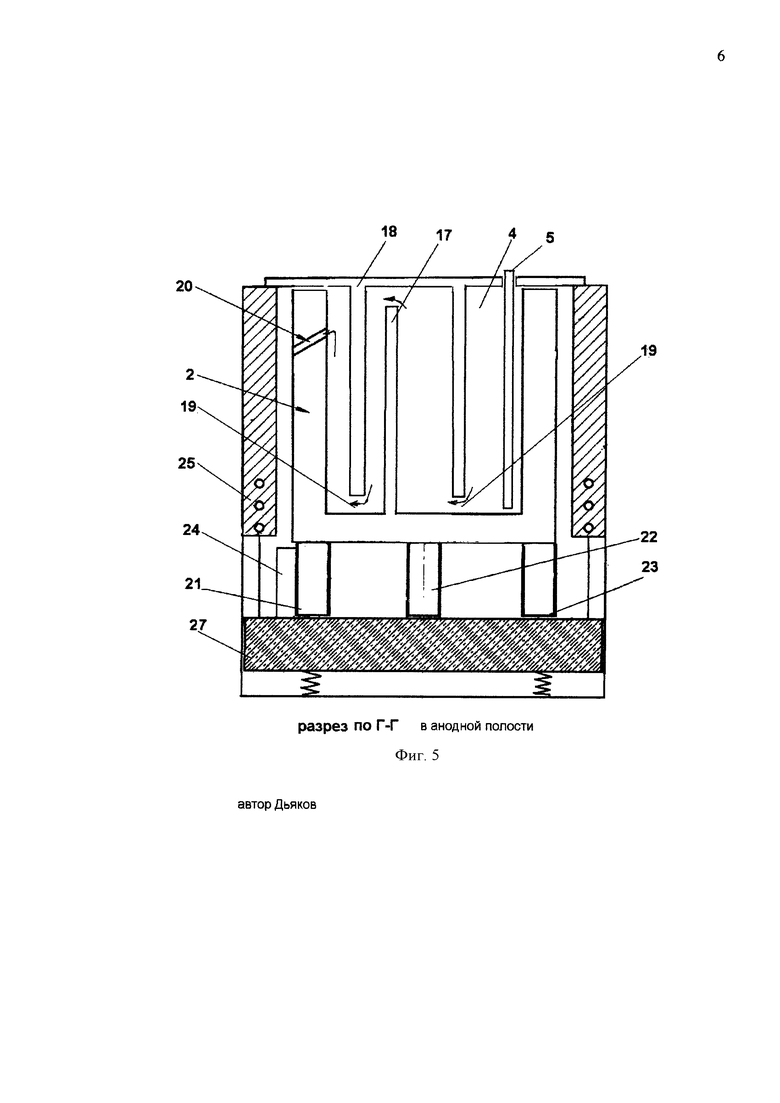
На фиг. 5 показан электролизер с разрезом Г-Г по полости анода.
Электролизер состоит из стенок 1 (Фиг. 1, 2) из термостойкого электроизоляционного материала, например фторопласта, с образованием ванны. Герметизирующая прокладка 2 образует со стенкой 1 и диафрагмой 3 анодную полость 4 для расплавленного исходного сплава. В анодной полости 4 закреплен токоподвод 5 (из нержавеющей стали) к анодному сплаву. С противоположной стороны ванны катодная полость 6 образована стенкой 1 корпуса, диафрагмой 7 и прикатодной прокладкой 8. Катодная полость 6 и анодная полость 4 разделены диафрагмами 3, 7, 9 из кварцевой ткани марки КТ-11-с8\3-ТО, которые разделяются и фиксируются прокладками 2, 8, 10, 11. Диафрагмы из кварцевой термостойкой ткани марки КТ-11-с8\3-ТО сатинового переплетения, которая выдерживает слой 6 см металла без проницаемости, но обладает пористостью 50-60% для впитывания электролита. В прокладке 8 катодной полости сделан вырез 12 (фиг. 2) с капиллярным каналом 13 (фиг. 1) для стока катодного металла. Диафрагмы 7, 9 фиксируются прокладкой 10 с образованием прикатодной полости в зазоре между диафрагмами 7, 9. В средней части прикатодной полости в прокладке 10 сделан капиллярный канал 14 (фиг. 3) для стока прикатодного промпродукта. Диафрагмы 3 и 9 фиксируются прокладкой 11 с образованием прианодной полости в зазоре между диафрагмами 3, 9 (фиг. 2). На боковой стенке в прианодной прокладке 11 сделан вырез 15 с капиллярным каналом 16 (фиг. 4) для стока металла анодного промпродукта.
Анодная прокладка 2 снабжена центральной перегородкой 17 (фиг. 5), а в анодную полость 4 плотно вставлена П-образная перегородка 18. Перегородка 18 в нижней части с анодной прокладкой 2 образует сифонные окна 19. Боковая стенка анодной прокладки 2 снабжена наклонным каналом 20 для стока отработанного металла. Зазоры между прокладками 2, 8, 10, 11, диафрагмами 3, 7, 9 стенками 1 при монтаже уплотнены высокотемпературным герметиком типа ВГО-1. Под капилляром 13 размещен сборник 21 (фиг. 1) для катодного продукта. Под капиллярным каналом 14 в прикатодной полости размещен сборник 22 для прикатодного промпродукта. Под вырезом 15 и капилляром 16 в прианодной полости размещен сборник 23 (фиг. 4) для анодного промпродукта. Под каналом 20 в анодной полости размещен сборник 24 для отработанного анода и смещенный от сборника 21. Стенки 1 ванны с прокладками 2, 8, 10, 11 помещены в термоизолирующий корпус 25 с нагревателем для регулируемого обогрева. Токоподвод анода 5 и катода 26 подключены к источнику постоянного тока. Сборники 21, 22, 23, 24 установлены на платформе 27, герметично подпружиненно прижимаются ко дну ванны, образованной стенками 1 и прокладками 2, 8, 10, 11. В прикатодную полость 10 между диафрагмами 7, 9 (фиг. 1) установлена металлическая полоса вставки 28 (фиг. 3), на ширину полости и высотой 0,2-0,3 от высоты полости. В прианодную полость, образованную прокладкой 11 (фиг. 1), между диафрагмами 3, 9 также установлена металлическая полоса вставки 29 (фиг. 4), например, из нержавеющей стали на ширину полости и высотой 0,2-0,3 от высоты полости. При полосе большей доли от высоты излишне снижается емкость полости для металла. При меньшей доли снижается производительность.
Электролизер работает следующим образом. Стенки 1 (фиг. 1, 2) ванны обогреваются до температуры 220-340°С в теплоизолирующем корпусе 25. В полость анода 4, полость катода 6 и полость анодного промпродукта, образованную прокладкой 11 и диафрагмами 3, 9, и полости катодного промпродукта, образованные прокладкой 10 и диафрагмами 9, 7 (фиг. 2), заливается расплавленный электролит состава, вес. %: 16-18 хлористого калия, 10-12 хлористого натрия, остальное хлористый цинк, для смачивания капилляров всех диафрагм 3, 7, 9 из кварцевой ткани. После пропитки тканей в анодную полость 4 заливается исходный расплавленный легкоплавкий сплав, содержащий олово, свинец, висмут, индий, кадмий, галлий (например, отходы производства термометров, производства термопредохранителей, использующих сплавы Вуда), и вставляется анодный токоподвод 5. Включается постоянный ток. Из расплавленного сплава в анодной полости 4 под действием тока электроотрицательные металлы In, Ga, Cd, Sn ионизируются и диффундируют по электролиту в капиллярах диафрагмы 3, за счет перепада напряжения разряжаются в мелкодисперсные частицы и накапливаются между диафрагмами 3, 9. Одновременно за счет более высокой концентрации электроположительного свинца также происходит ионизация некоторого количества олова, свинца. Ионы свинца также диффундирует по электролиту в капиллярах диафрагм. За счет перепада напряжения на входе в следующую диафрагму более электроположительные ионы разряжаются на поверхности металлической вставки 29, что способствует слиянию мелкодисперсных капель, и накапливаются в виде прианодного промпродукта. После накопления промпродукта в зазоре до уровня выреза 15 (фиг. 4) расплав стекает по капиллярному каналу 16 в прокладке 11 в сборник 23 как прианодный промпродукт (свинцово-оловянный сплав).
Одновременно более электроотрицательные металлы Cd, In, Ga и частично Sn ионизируются и диффундируют через диафрагму 9, разряжаются за счет перепада напряжения у диафрагмы 7 слиянием тонкодисперсных капель на смачиваемой поверхности металлической вставки 28 (фиг. 3) и накапливаются в полости между диафрагмами 9, 7 (фиг. 2) в виде прикатодного промпродукта. По мере накопления металла в полости больше уровня канала 14 (фиг. 3) прикатодный промпродукт сливается в сборник 22 (сплав индия).
В период накопления промпродукта одновременно происходит ионизация электроотрицательных Cd, Ga, In и диффузия их в электролите по капиллярам сквозь диафрагму 7 с осаждением на катоде 26. По мере накопления в катодной полости 6 катодного сплава Cd, Ga до выреза 12 (фиг. 1) сплав сливается по капиллярному каналу 13 в сборник 21. Анодный сплав, обедненный электроотрицательными металлами, вытесняется по сифонному каналу 19, по зазору между перегородкой 17 и 18 по подобному сифонному каналу 19 и вытекает по стоку 20 в сборник 24 отработанный анодный продукт (висмут с примесью свинца). По мере снижения уровня сплава анодной полости 4 в нее доливают исходный сплав. Процесс электролиза продолжается до наполнения сборников 21, 22, 23, 24. Периодически ослабляют прижим основания 27 и заменяют сборники 21, 22, 23, 24.
Пример: Предварительно во время прогрева ячейки до температуры 330 град в каждую полость заливалось по 10 г электролита состава: 17% хлористого калия, 11% хлористого натрия, остальное хлористый цинк. Навеску 100 г сплава состава, вес %: висмут - 39,8%; олово - 25%; свинец - 20%; кадмий - 8; индий - 6,2%; галлий - 1,0; расплавляли и заливали в анодную полость. К токоподводам подведен постоянный ток напряжением 50 в. Через каждые 6 часов в анодную полость добавляли по 60 г исходного сплава при общей загрузке 300 г. Через 15 часов отмечен слив прикатодного и прианодного промпродукта. По прототипу слив прошел через 20 часов. В прианодном промпродукте (свинцовый оловянный сплав) содержание висмута 0,05%, а в прототипе 0,1%. В прикатодном промпродукте (индиевый сплав) содержание свинца 0,3%, а в прототипе 0,65%.
Этот пример показывает, что производительность возрастает на 30% для получения четырех отдельных селективных сплавов, пригодных для припоев из отходов легкоплавких металлов. Кроме того, за счет снижения перепада напряжения у диафрагм в начальный период в прианодном и прикатодном промпродуктах снижается содержание электроположительных примесей и повышается чистота промпродуктов.
Технический результат отличительного признака в том, что производительность электролизера возрастает на 30% и повышается чистота прианодного и прикатодного промпродуктов.
Литература
1. Патент РФ №2512724 - Аппарат непрерывного разделения металлов из отходов сплавов электролизом в расплаве солей, М. Кл С25с7\00.
2. Патент России №2610095 - Аппарат непрерывного разделения металлов из отходов сплавов электролизом в расплаве солей, МПК С25с7\00.



Изобретение относится к электролизеру для разделения отходов легкоплавких сплавов электролизом в расплаве солей на селективные концентраты. Электролизер содержит анод и катод с токоподводами, ванну, образованную стенками из термостойкого электроизоляционного материала, содержащую катодную и анодную полости, разделенные пористыми вертикальными диафрагмами, пропитанными электролитом и разделенными прианодной и прикатодной кольцевыми прокладками с образованием прианодной и прикатодной полостей в зазорах между диафрагмами, при этом в упомянутых прокладках выполнены каналы для стока металлов в сборники селективных концентратов, анодная полость образована диафрагмой и анодной герметизирующей и фиксирующей прокладкой с центральной перегородкой и содержит П-образную перегородку, размещенную в анодной полости с образованием в нижней части с анодной прокладкой сифонных окон для перелива анодного сплава, в боковой стенке упомянутой анодной прокладки выполнен наклонный канал для стока анодного сплава в сборник отработанного анодного сплава, а в упомянутые прианодную и прикатодную полости установлены металлические вставки в виде полосок. Обеспечивается повышение производительности электролизера за счет снижения длительности запуска на режим. 5 ил.
Электролизер для разделения отходов легкоплавких сплавов электролизом в расплаве солей на селективные концентраты, содержащий анод и катод с токоподводами, ванну, образованную стенками из термостойкого электроизоляционного материала и содержащую катодную и анодную полости, разделенные пористыми вертикальными диафрагмами, пропитанными электролитом и разделенными фиксирующими прианодной и прикатодной кольцевыми прокладками с образованием прианодной и прикатодной полостей в зазорах между диафрагмами, при этом в упомянутых прокладках выполнены каналы для стока металлов в сборники селективных концентратов, анодная полость образована диафрагмой и анодной герметизирующей и фиксирующей прокладкой с центральной перегородкой и содержит П-образную перегородку, размещенную в ней с образованием в нижней части с анодной прокладкой сифонных окон для перелива анодного сплава, а в боковой стенке упомянутой анодной прокладки выполнен наклонный канал для стока анодного сплава в сборник отработанного анодного сплава, отличающийся тем, что он снабжен металлическими вставками в виде полос из нержавеющей стали, установленными в упомянутые прианодную и прикатодную полости на всю ширину каждой из упомянутых полостей и высоту, составляющую 0,2-0,3 от высоты соответствующей полости.
| Электролизер для разделения легкоплавких сплавов электролизом в расплаве солей | 2015 |
|
RU2610095C2 |
| ЭЛЕКТРОЛИЗЕР ДЛЯ РАЗДЕЛЕНИЯ ЛЕГКОПЛАВКИХ СПЛАВОВ ЭЛЕКТРОЛИЗОМ В РАСПЛАВЕ СОЛЕЙ НА СЕЛЕКТИВНЫЕ КОНЦЕНТРАТЫ | 2013 |
|
RU2512724C2 |
| RU 2011111065 А, 20.06.2011 | |||
| ЭЛЕКТРОЛИЗЕР ДЛЯ РАЗДЕЛЕНИЯ ЛЕГКОПЛАВКИХ СПЛАВОВ НА СЕЛЕКТИВНЫЕ КОНЦЕНТРАТЫ | 2011 |
|
RU2450091C2 |
| DE 19622427 A1, 12.12.1996 | |||
| US 5543031 A, 06.08.1996. | |||

