Изобретение относится к технологии формования крупногабаритных, сложнопрофильных керамических изделий из водных шликеров.
Одним из основных элементом формовых комплектов для получения крупногабаритных сложнопрофильных керамических изделий методом литья из водных шликеров в пористые формы является формообразующий пуансон (сердечник для формования заготовок либо модель для изготовления пористых форм), обеспечивающий необходимый профиль поверхности формуемого изделия.
Известен способ изготовления сердечника с рабочей поверхностью, выполненной из материала с низким коэффициентом трения, описанный в патенте РФ №2388595, «Формовой комплект для формования крупногабаритных керамических изделий из водных шликеров», МПК В28В 1/26, В28В 7/34 от 10.05.2010, включающий выкладку пластин, выполненных из материала с низким коэффициентом трения, например фторопласта, на центральный стержень, закрепленный к опорному фланцу, стягивание всей конструкции при помощи носка и дальнейшую обработку поверхности сердечника на станке под внутренний профиль заготовки.
Недостатком известного способа является недолговечность работы указанного сердечника ввиду воздействия на материал с низким коэффициентом трения абразивных частиц, содержащихся в водном шликере. Кроме того, со временем происходит частичная деформация пластин (особенно в местах их стыков), что негативно сказывается на качестве отформованных заготовок.
Известен способ изготовления сердечника с легкодеформируемым покрытием (патент РФ №2382696. «Способ изготовления сердечника с легкодеформируемым покрытием». МПК В28В 1/00 от 27.02.2010), включающий нанесение слоя гипса (либо другого пластичного материала) на металлический каркас, обработку гипсового слоя до заданного профиля и размера, его проточку на толщину покрытия, нанесение легкодеформируемого покрытия из заполимеризованного каучукоподобного полимера.
К недостаткам указанного способа следует отнести то, что легкодеформируемое покрытие обладает недостаточной прочностью и при любом механическом воздействии легко повреждается, что заставляет производить его ремонт.
Наиболее близким является способ изготовления сердечника, описанный в патенте РФ №2234482, «Устройство для электрофоретического формования керамических изделий», МПК С04В 33/28, В28В 7/34 от 20.09.2004, включающий нанесение пластичного материала на металлический каркас, его обработку до необходимого профиля, нанесение поверхностного слоя на основе эпоксидной смолы, который после высыхания и затвердения окончательно обрабатывают до необходимых размеров и профиля. Изготовление сердечника по данному способу чрезвычайно просто и дешево, что в условиях мелкосерийного производства с частой сменой номенклатуры выпускаемой продукции является большим преимуществом.
К недостаткам известного способа следует отнести то, что, как правило, в качестве пластичного материала используют гипс с последующей его сушкой на воздухе не менее двух суток. Впоследствии на гипс наносится поверхностный слой на основе эпоксидной смолы. При этом при эксплуатации не удается обеспечить полную изоляцию гипса от воздействия влаги, содержащейся в водном шликере, что в результате приводит к насыщению гипса влагой и его постепенному разбуханию и разрушению, следствием чего является коробление сердечника.
Задачей настоящего изобретения является повышение сроков службы и сокращение длительности изготовления формообразующих пуансонов.
Поставленная задача достигается тем, что предложен способ изготовления формообразующего пуансона, включающий нанесение пластичного материала на металлический каркас, его обработку до необходимых размеров и профиля, нанесение поверхностного слоя на основе эпоксидной смолы, выдержку до его полного высыхания и затвердения, обработку до необходимых размеров и профиля, отличающийся тем, что в качестве пластичного материала используют эпоксидную смолу с введенным в нее наполнителем в виде смеси боя керамики размером 3-10 мм в количестве от 30 до 40 масс. %, мелкодисперсного керамического порошка размером до 1 мм или песка в количестве от 30 до 40 масс. % и спирта от 0,5 до 2 масс. %.
Авторы экспериментально установили, что размер боя керамики меньше 3 мм не позволяет приобрести эпоксидной смоле необходимую твердость пуансона после застывания, а размер боя больше 10 мм не обеспечивает образования однородной смеси после перемешивания.
Установлено, что добавление в эпоксидную смолу меньше 30 масс. % боя керамики значительно повышает расход эпоксидной смолы при изготовлении пуансона, а при добавлении более 40 масс. % затрудняет равномерное перемешивание эпоксидной смолы.
Кроме того, экспериментально установлено, что размер мелкодисперсного керамического порошка больше 1 мм не позволяет приобрести эпоксидной смоле необходимую текучесть для нанесения на металлический каркас пуансона.
Установлено, что добавление в эпоксидную смолу меньше 30 масс. % мелкодисперсного керамического порошка не обеспечивает его равномерное распределение между боем керамики, что не позволяет достичь необходимую твердость пуансона, а при добавлении более 40 масс. % эпоксидная смола быстро затвердевает, что не позволяет ее приготавливать в большом количестве.
Кроме того, экспериментально установлено, что добавление в смесь спирта меньше 0,5 масс. % увеличивает время перемешивания эпоксидной смолы, а при добавлении более 2 масс. % в смеси образуются пузыри воздуха.
Авторы установили, что в отличие от гипса эпоксидная смола с наполнителем в два раза быстрее высыхает и затвердевает после нанесения на металлический каркас, что существенно повышает технологию производства пуансона.
Предложенное техническое решение реализовано при изготовлении крупногабаритного сложнопрофильного пуансона, имеющего диаметр основания 350 мм и высоту 900 мм.
Формообразующий пуансон изготавливается следующим образом.
На металлический каркас пуансона нанесли смесь эпоксидной смолы с введенным в нее наполнителем в виде боя керамики 33 масс. % размером 5 мм, мелкодисперсного керамического порошка 31 масс. % размером 0,5 мм с добавлением спирта 1 масс. %. После полного высыхания смеси эпоксидной смолы произвели обработку пуансона до необходимых размеров и профиля, нанесли поверхностный слой эпоксидной смеси с наполнителем. После полного высыхания эпоксидной смолы произвели его окончательную обработку и полировку до необходимых размеров, профиля и шероховатости.
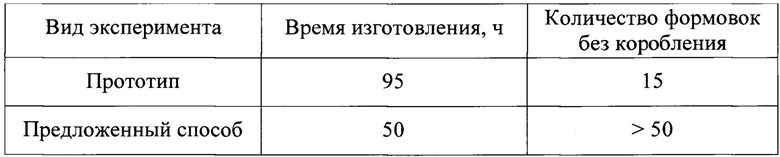
С использованием полученного таким образом пуансона была отформована серия заготовок. Полученные результаты приведены в таблице.
Таким образом, заявленное техническое решение позволяет существенно повысить срок службы и сократить длительность изготовления формообразующих пуансонов.
Источники информации
1. Патент РФ №2388595. «Формовой комплект для формования крупногабаритных керамических изделий из водных шликеров». В28В 1/26, В28В 7/34 от 10.05.2010.
2. Патент РФ №2382696. «Способ изготовления сердечника с легкодеформируемым покрытием». МПК В28В 1/00 от 27.02.2010.
3. Патент РФ №2234482. «Устройство для электрофоретического формования керамических изделий». МПК С04В 33/28, В28В 7/34 от 20.09.2004.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления формообразующего пуансона | 2017 |
|
RU2651731C1 |
| Способ изготовления формообразующего пуансона | 2019 |
|
RU2721550C1 |
| Способ изготовления изделий из эпоксидно-керамического материала | 2019 |
|
RU2721051C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА С ЛЕГКОДЕФОРМИРУЕМЫМ ПОКРЫТИЕМ | 2008 |
|
RU2382696C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2234482C1 |
| ФОРМОВОЙ КОМПЛЕКТ ДЛЯ ФОРМОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ КЕРАМИЧЕСКИХ ЗАГОТОВОК | 2016 |
|
RU2622422C1 |
| Формовой комплект для формования сложнопрофильных керамических заготовок | 2017 |
|
RU2642575C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2007 |
|
RU2358861C1 |
| СПОСОБ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2002 |
|
RU2215713C1 |
| ФОРМА ДЛЯ ЛИТЬЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2008 |
|
RU2369476C1 |
Изобретение относится к технологии формования крупногабаритных, сложнопрофильных керамических изделий из водных шликеров. Способ изготовления формообразующего пуансона включает нанесение пластичного материала на металлический каркас, его обработку до необходимых размеров и профиля, нанесение поверхностного слоя на основе эпоксидной смолы, выдержку до его полного высыхания и затвердения, обработку до необходимых размеров и профиля. При этом в качестве пластичного материала используют эпоксидную смолу с введенным в нее наполнителем в виде смеси боя керамики размером 3-10 мм в количестве от 30 до 40 мас. %, мелкодисперсного керамического порошка размером до 1 мм или песка в количестве от 30 до 40 мас. % и спирта от 0,5 до 2 мас. %. Техническим результатом является повышение сроков службы и сокращение длительности изготовления формообразующих пуансонов. 1 табл.
Способ изготовления формообразующего пуансона, включающий нанесение пластичного материала на металлический каркас, его обработку до необходимых размеров и профиля, нанесение поверхностного слоя на основе эпоксидной смолы, выдержку до его полного высыхания и затвердения, обработку до необходимых размеров и профиля, отличающийся тем, что в качестве пластичного материала используют эпоксидную смолу с введенным в нее наполнителем в виде смеси боя керамики размером 3-10 мм в количестве от 30 до 40 мас. %, мелкодисперсного керамического порошка размером до 1 мм или песка в количестве от 30 до 40 мас. % и спирта от 0,5 до 2 мас. %.
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОФОРЕТИЧЕСКОГО ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2003 |
|
RU2234482C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБТЯЖНЫХ ПУАНСОНОВ | 1990 |
|
RU2054340C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ | 2003 |
|
RU2233301C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЕРДЕЧНИКА С ЛЕГКОДЕФОРМИРУЕМЫМ ПОКРЫТИЕМ | 2008 |
|
RU2382696C1 |
| JP 9052215 А, 25.02.1997. | |||

