ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к упаковочному материалу и к упаковочному контейнеру, содержащему такой материал.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Упаковочные контейнеры одноразового типа для пищевых продуктов часто изготавливаются из упаковочного материала. Такой упаковочный материал может включать в себя картон, но также может содержать просто различные пластиковые слои или слои металлизированной пленки. В результате этого в таких контейнерах могут храниться различные типы пищевых продуктов, таких как жидкие, полужидкие или твердые пищевые продукты.
Один пример относится к простому пакету, который может содержать несколько пластиковых слоев, сваренных вместе для образования пакетообразной формы для хранения, например, картофельных чипсов, конфет или других твердых продуктов. Некоторые другие контейнеры пригодны для асептической упаковки жидких пищевых продуктов, таких как молоко, фруктовые соки и тому подобное, рекламируемые и продаваемые для долгосрочного хранения. Упаковочный материал в таких упаковочных контейнерах, как правило, является слоистым материалом, содержащим основной слой из бумаги или картона, наружные водонепроницаемые слои из термопласта, газонепроницаемый слой, образованный обычно из алюминиевой фольги, и один или более внутренних слоев, состоящих из одного или нескольких частичных слоев, содержащих термосвариваемые самоклеящиеся полимеры и/или термосвариваемые полиолефины.
Упаковочные контейнеры, как правило, изготавливают и заполняют на полностью автоматизированных упаковочных машинах. Например, из подаваемого в рулоне упаковочного материала (упомянутый материал может включать в себя материал на основе картона, но также может быть использован чисто слоистый пластик) образуют непрерывную трубу: рулон упаковочного материала стерилизуют в упаковочной машине, и на следующем этапе рулон упаковочного материала сохраняется в закрытой стерилизованной окружающей среде, рулон сгибают и запаивают в продольном направлении для образования вертикальной трубы. Трубу заполняют стерилизованным или стерильно обработанным пищевым продуктом, спаивают и затем разрезают вдоль расположенный через одинаковое расстояние поперечных сечений для образования подушкообразных упаковок, которые затем механически сгибают для образования соответственно законченных упаковочных контейнеров, например, в форме по существу параллелепипеда.
Обычно упаковочный контейнер имеет устройство для открывания для того, чтобы пользователю было легче открывать контейнер, причем многочисленные различные типы устройств для открывания включают в себя отрывные язычки или формованные устройства для открывания, например, такие, которые описаны в патентных документах WO03/095199 25 и WO2009/000927.
Однако последний тип упаковки является упаковкой большого объема (относительно изготовления упаковок за единицу времени) и упаковкой низкой стоимости (из-за свойств упаковочного материала), и такие устройства для открывания могут препятствовать скорости производства и могут негативно влиять на стоимость упаковки.
По этой причине существует необходимость в устройстве для открывания, имеющем высокую эффективность относительно количества используемого материала и времени, необходимого для изготовления каждого устройства для открывания.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Для цели изобретения термин «заготовка из упаковочного материала» или «заготовка» включает в себя отдельный лист или заготовку в рулоне упаковочного материала. Такой рулон упаковочного материала может содержать одну или более «заготовок из упаковочного материала», расположенных одна за другой в непрерывном рулоне, причем некоторые из таких заготовок могут находиться на различных этапах обработки, то есть одна заготовка на таком рулоне может содержать устройство для открывания, в то время как другие заготовки на рулоне могут быть все еще не обработанными.
Для цели изобретения термины «контейнер, упаковка» и «упаковка» или «упаковочный контейнер» относятся к одной и той же структуре. Кроме того, термины «материал, структура из ламинированного материала или упаковочный материал» относятся к заготовке из упаковочного материала. Термин «целлюлозный материал» может содержать один или более слоев бумаги, картона или любого другого материала на основе целлюлозного волокна.
В варианте осуществления упаковочный материал содержит многослойную структуру материала с несколькими слоями слоистого пластика. В многослойной структуре материала образована проходная область. От проходной области в многослойной структуре материала проходят две линии ослабления, создавая между собой область на многослойной структуре материала. В этом отношении термин «проходит» включает в себя прохождение непосредственно от упомянутой проходной области, но также и прохождение вблизи от упомянутой области, не примыкая прямо к ней, а на некотором расстоянии от нее.
В соответствии с настоящим изобретением предлагается устройство для открывания, содержащее первую и вторую части по обеим сторонам многослойной структуры материала, и соединительную часть, проходящую через проходную область, соединяющую обе части. Вторая часть содержит разрывную секцию, причем упомянутую разрывную секцию, покрывающую, по меньшей мере частично, две лини ослабления и, по меньшей мере частично, область между ними. Разрывная секция содержит две или более соответствующие разрывные выемки, расположенные поверх линий ослабления и вблизи от линий ослабления для направления разрыва многослойной структуры материала вдоль линий ослабления.
Во время разработки предыдущей версии устройства для открывания, использующего инжекцию пластика для многослойной структуры, было обнаружено, что инжектируемый материал может вызывать проблемы, связанные с утечкой через линии ослабления из-за высокого давления, используемого во время процесса изготовления. Настоящее изобретение преодолевает любые проблемы, связанные с утечкой посредством покрывания линий ослабления разрывной секцией, имеющей соответствующие выемки. В особенности, ослабление может быть более глубоким для более легкого открывания без риска утечки. Различные виды ослабления могут быть использованы с уменьшенным риском утечки. В тоже время выемки в разрывной секции также обеспечивает надлежащее открывание вдоль заранее определенных линий ослабления в материале.
Такие линии ослабления могут включать в себя, например, перфорацию или сжатие. Перфорация может проходить через все слои в многослойной структуре материала или через некоторые из них. Для увеличения склеиваемости и целостности вторая часть также может покрывать дополнительную небольшую область снаружи двух линий ослабления, покрываемых разрывной частью. В варианте осуществления вторая часть содержит по существу прямоугольную форму материала, покрывающего область, включающую в себя и окружающую проходную область, две линии ослабления и область между двумя линиями ослабления. Форма второй части также может содержать искривленные или овальные элементы.
Один аспект изобретения относится к несоосности между второй частью или разрывной секцией и линиями ослабления во время процесса изготовления. Для улучшения допустимых отклонений вариант осуществления предлагает множество разрывных выемок, расположенных рядом друг с другом. Даже для постоянной несоосности между второй частью и линиями ослабления всегда обеспечивается то, что одна разрывная выемка будет расположена рядом с линиями ослабления или поверх линий ослабления.
Сама разрывная выемка может иметь различные формы, в зависимости от типа используемого материала, типа и толщины многослойной структуры материала и тому подобного. В одном варианте осуществления разрывная выемка может иметь треугольную форму. В другом варианте осуществления она может иметь U-образную форму или прямоугольную форму. Глубина выемки может находиться в диапазоне от 75% до 90% или больше или меньше, в зависимости от силы, требующейся для разрывания материала. Например, толщина может находиться в диапазоне от 1 мм до 0,5 мм. Глубина выемки может находиться в диапазоне от 0,5 мм до 0,1 мм, в особенности от 0,25 мм до 0,15 мм. Однако глубина выбирается так, чтобы сохранялась целостность.
В варианте осуществления ширина внутренней части разрывной секции больше, чем ширина наружной части разрывной секции. Ширина соответствует боковому размеру, в то время как толщина соответствует поперечному размеру. Внутренняя часть является частью разрывной секции, частично перекрывающей область между двумя линиями ослабления. Увеличенная ширина внутренней части обеспечивает более надежный процесс разрывания. Было обнаружено, что разрыв стремится перемещаться вовнутрь. Такое поведение уменьшается или даже предотвращается благодаря смежной области, имеющей увеличенную толщину.
В варианте осуществления вторая часть полностью покрывает область между двумя линиями ослабления. Для уменьшения расхода материала толщина материала центральной части второй части в области между двух линий ослабления может быть меньше, чем толщина внутренней части разрывной секции. Однако она также может быть больше, чем толщина остающейся части материала в одной или более разрывных выемках.
Для уменьшения утечки разрывная секция покрывает все линии ослабления до их соответствующих концевых частей. Разрывная секция может иметь различные формы у соответствующих концевых частей для остановки процесса разрывания. В примере разрывная выемка переходит в округлую выемку. В другом варианте осуществления она может окружать ее полностью. Она может содержать крюкообразную форму с более короткой частью крюка, обращенного в наружном направлении.
Как утверждалось ранее, линии ослабления могут начинаться непосредственно у проходной области или слегка на расстоянии от нее.
Независимо от начальной или конечной точки линий ослабления разрывная выемка может проходить за пределы. В дополнительном варианте осуществления часть второй части, покрывающая проходную область, может включать в себя выемку, проходящую рядом с двумя линиями ослабления через часть второй части, покрывающей проходную область. Это обеспечивает легкий и хорошо определяемый начальный разрыв.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение более подробно описано ниже со ссылкой на сопроводительные чертежи, на которых:
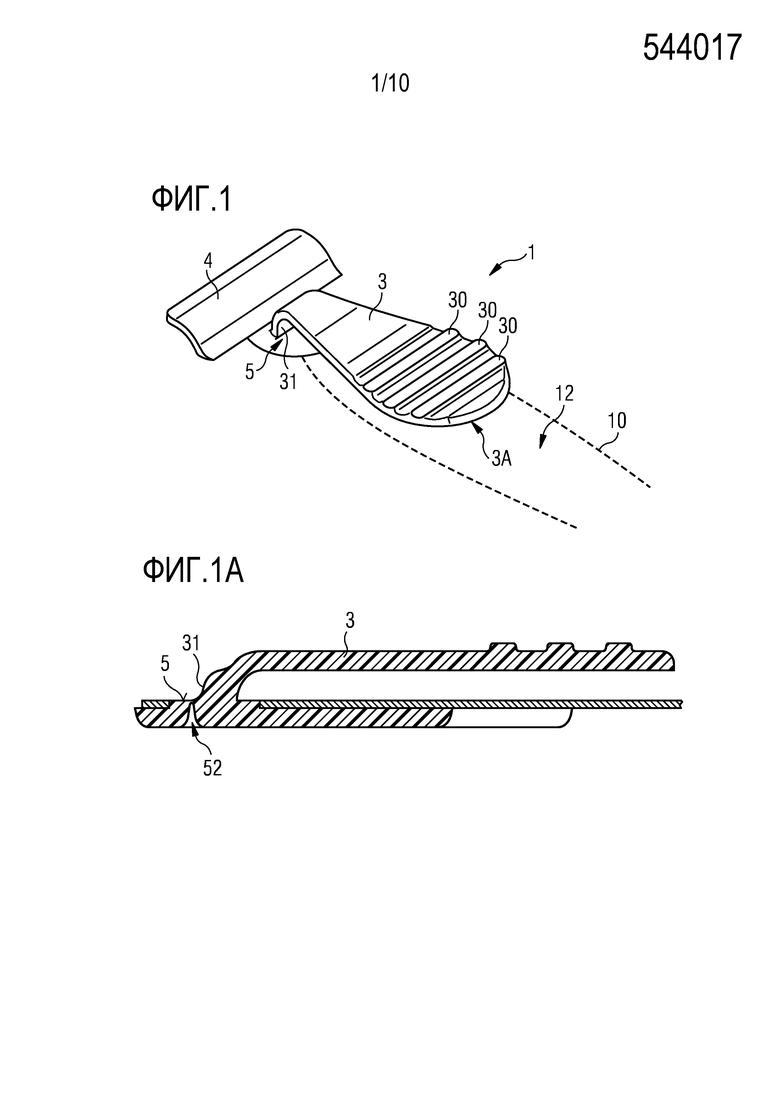
Фиг.1 - вид в перспективе упаковочного материала с отверстием;
Фиг.1А - вид сбоку упаковочного материала с отверстием;
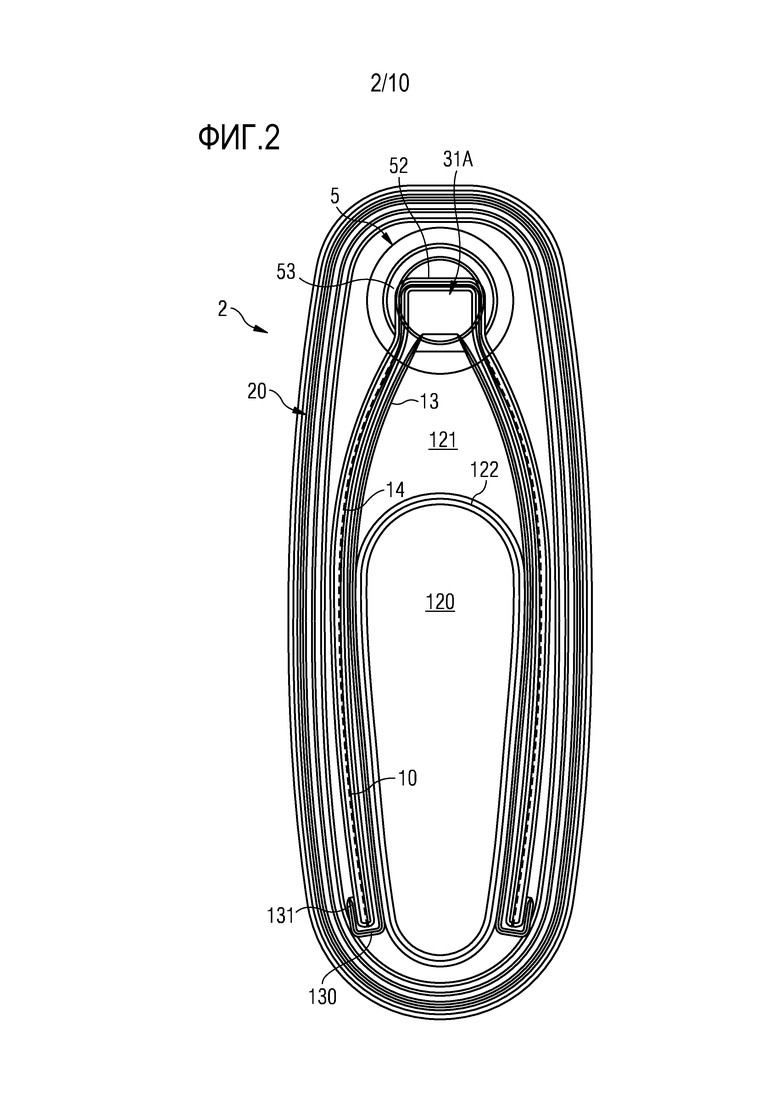
Фиг.2 - вид снизу варианта осуществления упаковочного материала в соответствии с настоящим изобретением;
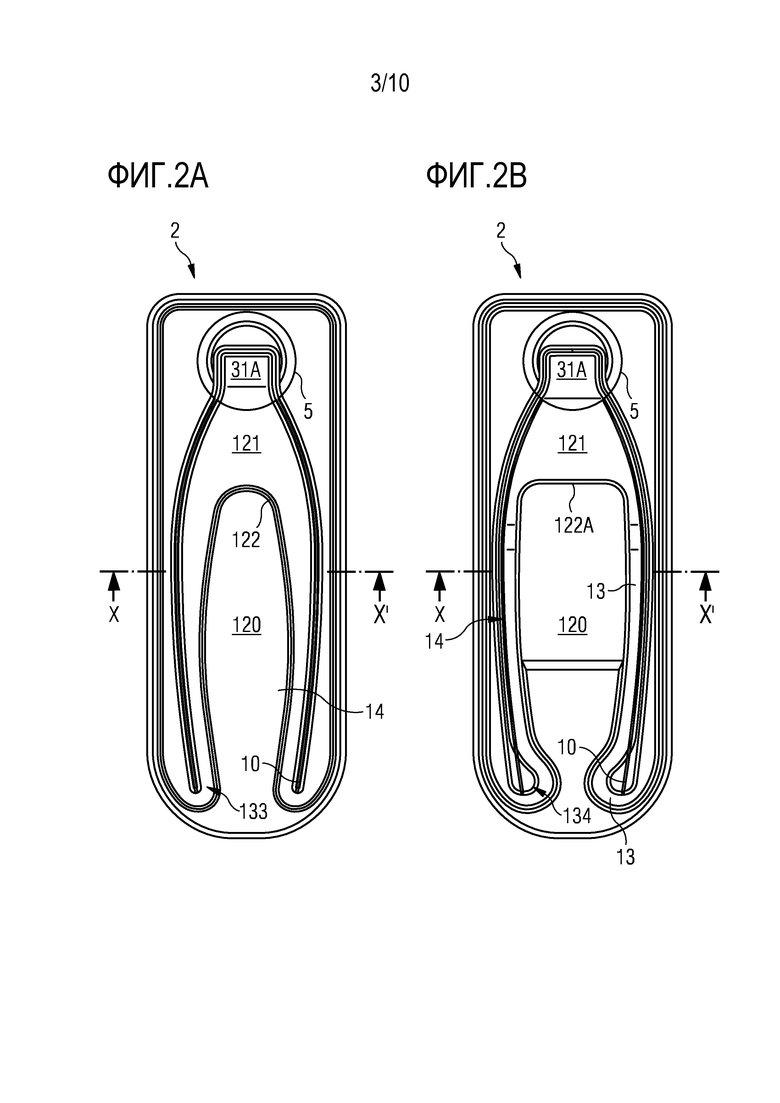
Фиг.2A - вид снизу второго варианта осуществления;
Фиг.2B - вид снизу третьего варианта осуществления;
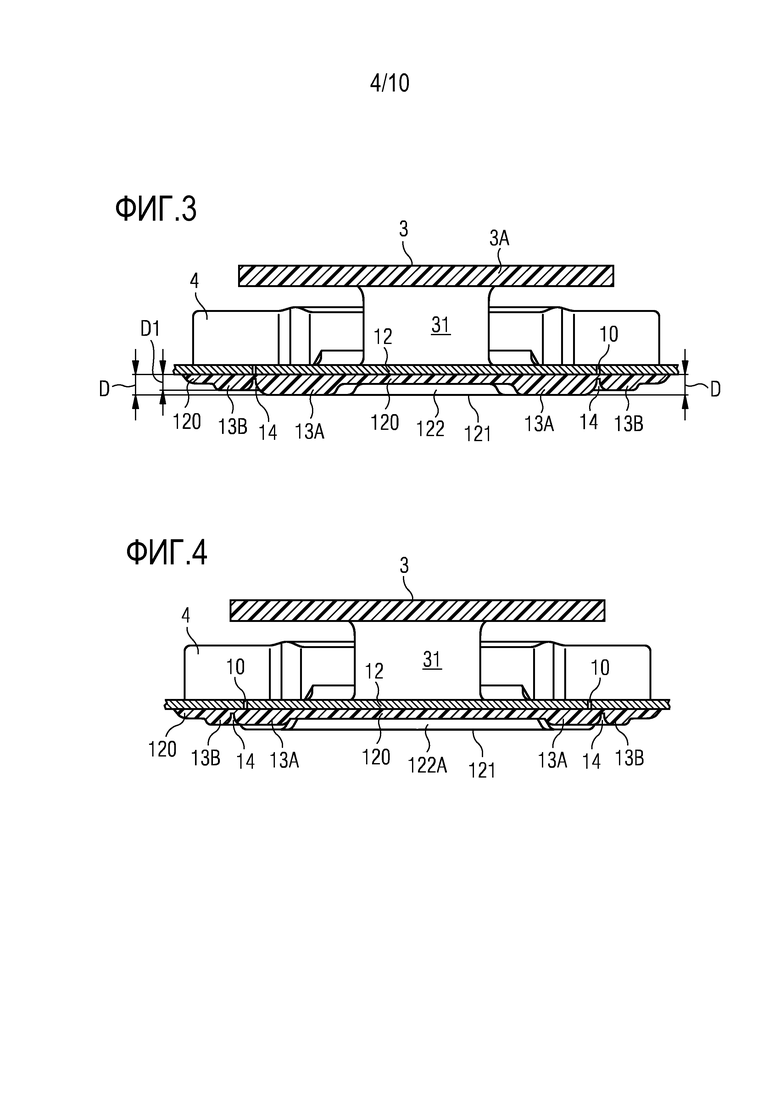
Фиг.3 - вид сечения, взятого вдоль оси X-Xʹ варианта осуществления из фиг.2А;
Фиг.4 - вид сечения, взятого вдоль оси X-Xʹ варианта осуществления из фиг.2B;
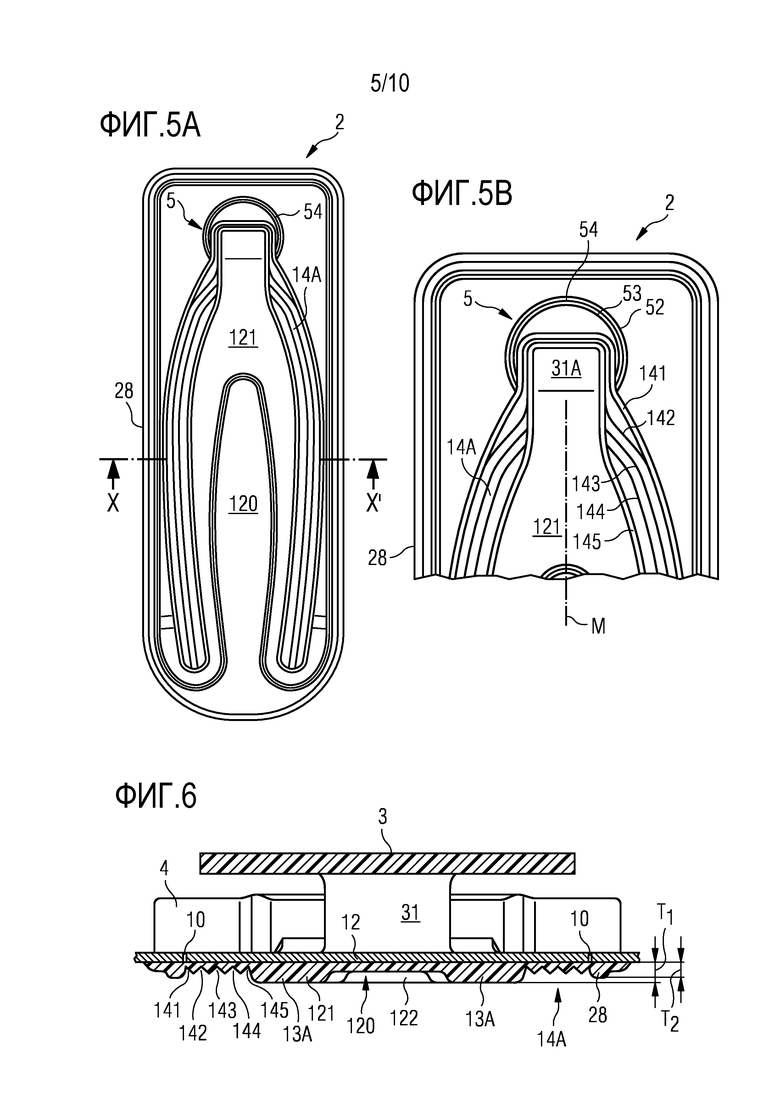
Фиг.5A - вид снизу четвертого варианта осуществления в соответствии с настоящим изобретением;
Фиг.5B - детализированная часть четвертого варианта осуществления;
Фиг.6 - вид сечения, взятого вдоль оси X-Xʹ варианта осуществления из фиг.5А;
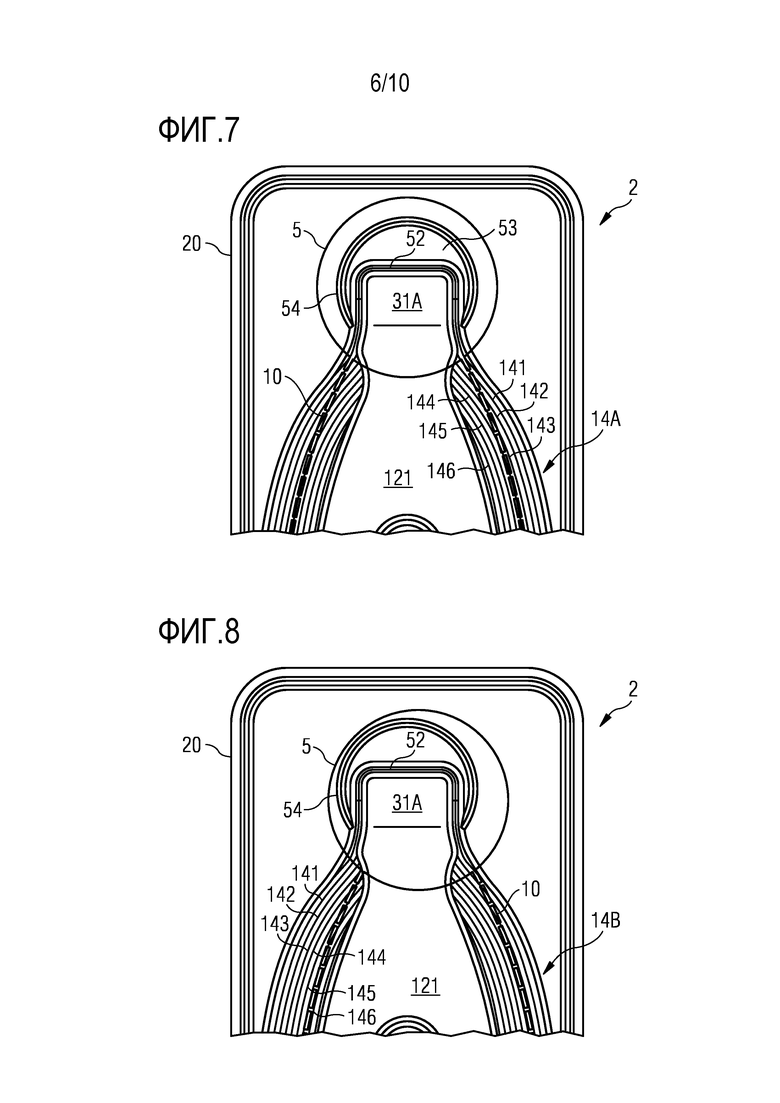
Фиг.7 - четвертый вариант осуществления, включающий в себя изображение проходной области и линий ослабления;
Фиг.8 - четвертый вариант осуществления варианта осуществления в слегка несоосном состоянии;
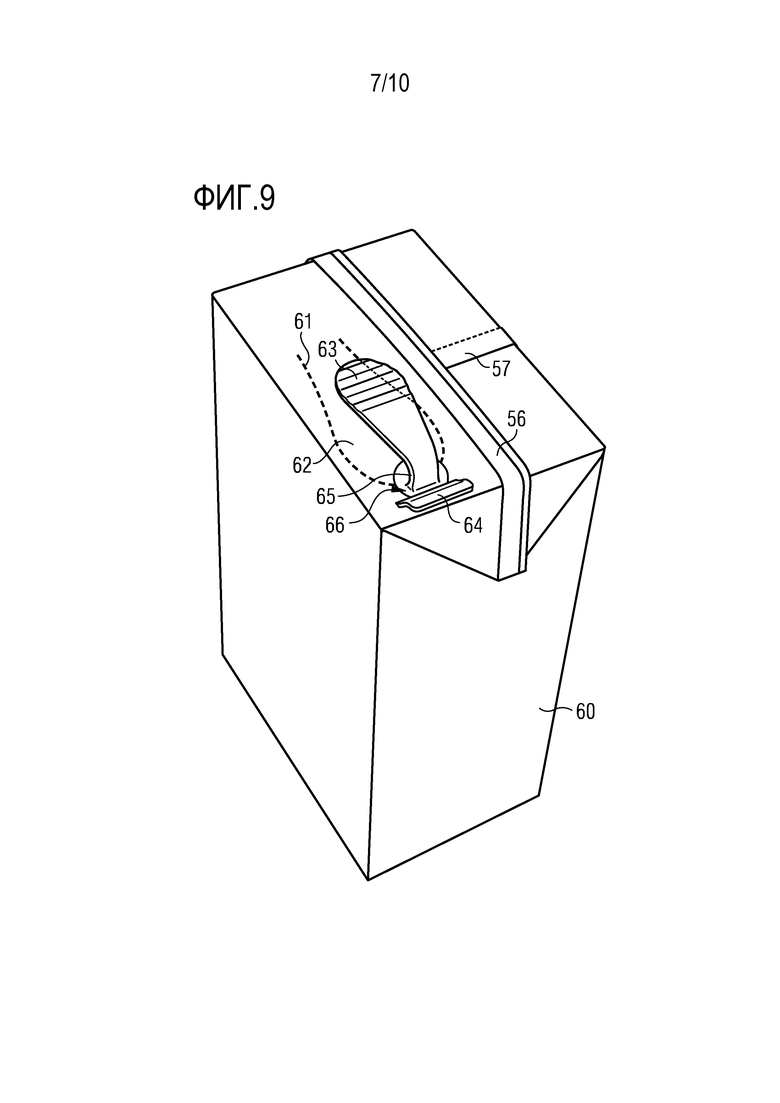
Фиг.9 - пример упаковочного контейнера, изготовленного из упаковочного материала в соответствии с вариантами осуществления, описанными в данном документе;
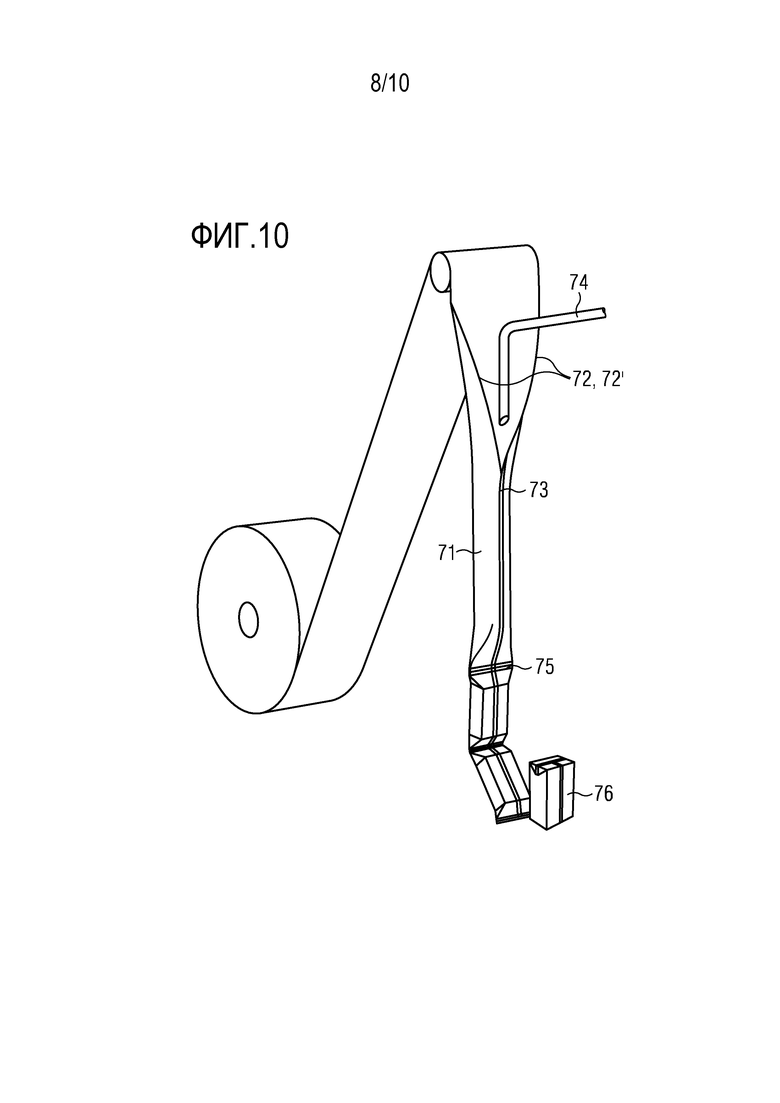
Фиг.10 - чертеж, показывающий принцип изготовления упаковочных контейнеров из упаковочного материала при непрерывных процессах формования, наполнения и запаивания;
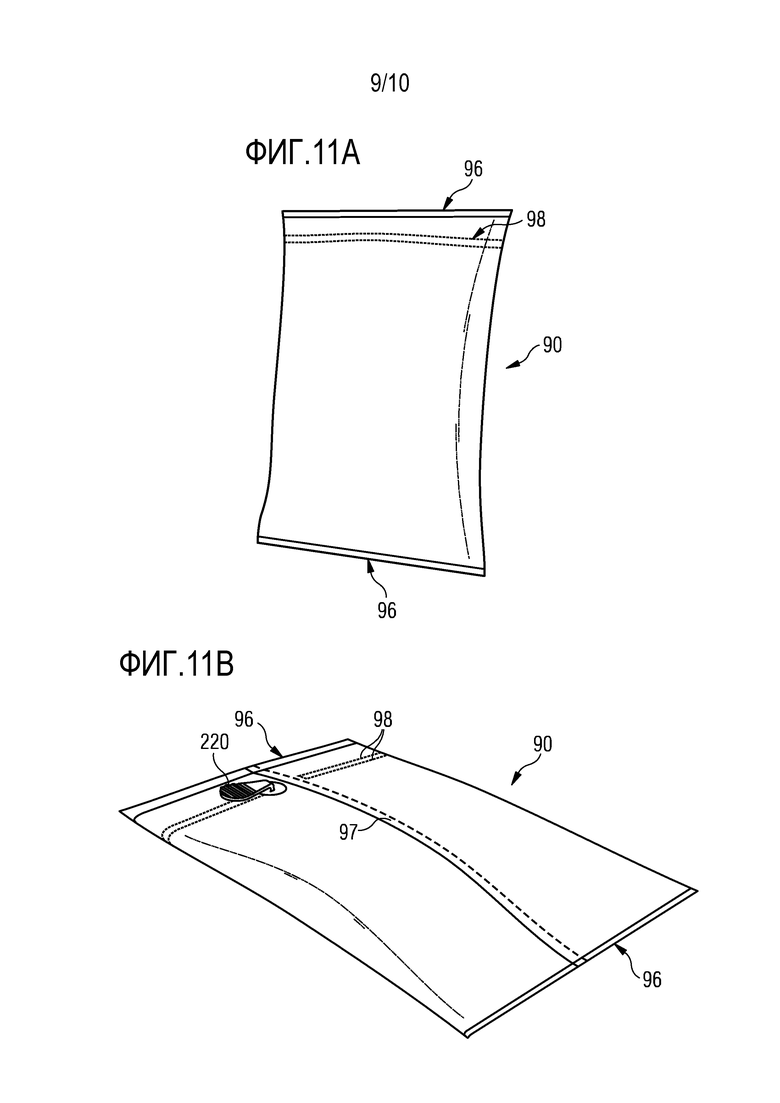
Фиг.11А - чертеж, показывающий пример другого упаковочного контейнера, изготавливаемого из упаковочного материала в соответствии с вариантами осуществления, описанными в данном документе;
Фиг.11B - вид упаковочного контейнера из фиг.11A с противоположной стороны;
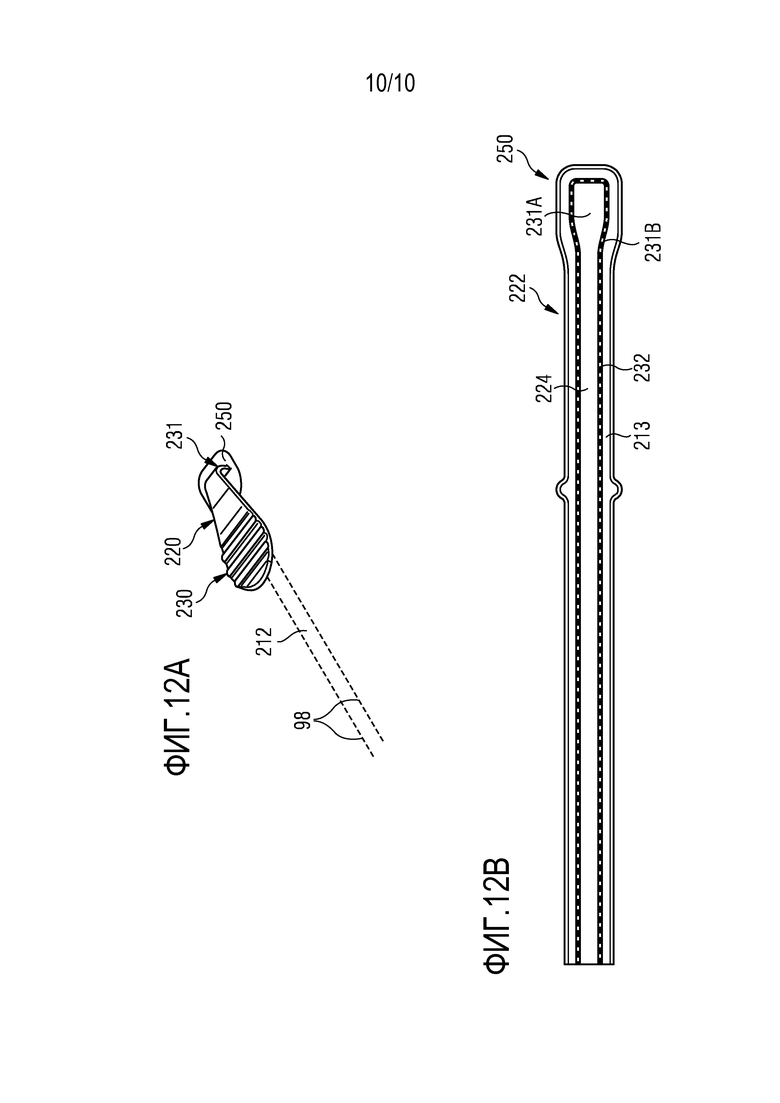
Фиг.12A - вид в перспективе упаковочного материала с отверстием;
Фиг.12B - вид снизу упаковочного материала в варианте осуществления в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 показан вид в перспективе части устройства для открывания, прикрепленного к упаковочному материалу. Упаковочный материал содержит многослойную структуру из одного или более слоев слоистого пластика. Между двух слоев слоистого пластика может быть расположен один или более слоев картона. Такой упаковочный материал является хорошо известным материалом и изготавливается, например, фирмой «Tetra Pak®». Упаковочный материал содержит две линии 10 ослабления, выполненные в виде перфорации, которые проходит от проходной области 5 слегка искривленным образом. Упаковочный материал может быть разорван вдоль таких перфораций для создания отверстия в упаковке, изготовленной из такого материала. Соответственно, область 12 между двумя перфорациями 10 выполняет функцию отверстия.
Само устройство для открывания содержит лоток 4, способствующий выливанию, и захватную часть 3. Захватная часть 3 содержит несколько расположенных через определенные интервалы гребней 30 для лучшего захвата пользователем. Захватная часть 3 присоединена к соединительной части 31, проходящей через материал в проходной область 5. Проходная область 5 содержит по меньшей мере на один слой меньше, чем окружающий материал в настоящем варианте осуществления.
На фиг.2 показан вид снизу варианта осуществления устройства для открывания, присоединенного к упаковочному материалу. Устройство для открывания образовано посредством инжекционного формования в упаковочном материале, при этом, как описано выше, соединительная часть 31 соединяет первую часть со второй частью 2, показанной на фиг.2. Вторая часть 2 содержит по существу прямоугольную область 20 пластикового материала. Область 20 расположена поверх проходной области 5 (показана здесь в виде круга) и поверх двух линий 10 перфорации и, соответственно, охватывает все конструктивные особенности.
Соединительная часть 31 (не показан) проходит в проходную область 5 и переходит в соединительную часть 31A, причем упомянутая соединительная часть является частью второй части 2. Небольшая круговая ступенька 53 окружает проходную область соединительной части 31. Материал второй части 2, покрывающий проходную область 5, также содержит выемку 52 (показано более подробно на фиг.1A), которая повторяет форму соединительной части 31A и переходит в области перфорации 10 в разрывную выемку 14. Упомянутая разрывная выемка является частью разрывной секции 13, расположенной по существу поверх всей перфорации и покрывающей всю перфорацию. У соответствующей концевой части перфорации 10 разрывная секция образует крюк 130, причем короткая сторона 131 крюка 130 обращена наружу.
В настоящем изобретении область 120 не покрывается каким-либо пластиковым материалом. Область 121 слегка выступает, и в материале предусмотрены ступеньки 122 для перехода из области 120 в область 121 и в разрывную секцию 13 к проходной области. Разрывная выемка 14 расположена поверх перфорации 10. Когда упаковочный материал разрывается пользователем, выемка 14 способствует направлению разрывной линии вдоль перфорации 10.
Утолщенные области по обеим сторонам выемки 14 предотвращают вытягивание разрыва из предназначенного для него прохода.
На фиг.2A и 2B показаны соответственно два альтернативных варианта осуществления. Область 31A содержит прямоугольную форму в верхней части, примыкающей к проходной области 5, и округлую часть на своем нижнем конце. Область 120 покрыта тонким слоем пластикового материала. Разрывная секция 13 и 122 содержит большую толщину и полностью покрывает перфорации 10. Разрывная выемка 14 в разрывной секции 13 и 122 переходит в выемку, покрывающую проходную область 5 и повторяющую граничную линию соединительной части 31A. Как можно видеть, ступенька 122 повторяет искривленную форму в верхней части, близкой к проходной области 5. Это отличается от альтернативного варианта осуществления из фиг.2B, в котором предусмотрена более прямоугольная форма. К тому же только одна ступенька 122A расположена между областью 120 и областью 121 разрывной секции.
Кроме того, разрывная секция 13 содержит округлую выемку 134 в своей концевой части, покрывающей концевую часть перфорации 10.
Округлая выемка обращена вовнутрь и окружена выступающей частью секции 13.
На фиг.3 показано сечение, взятое вдоль оси X-X* из фиг.2А. Разрывная выемка 14 расположена прямо поверх перфорации 10 в материале 12. Толщина остающегося материала внутри выемки 14 составляет приблизительно от 20% до 10% от средней толщины окружающего материала или, другими словами, пару микрон. В этом варианте осуществления толщина D внутренней части 13A разрывной секции больше, чем толщина D1. Это предотвращает перемещение разрыва вовнутрь. Дополнительный материал эффективно предотвращает такое поведение. По направлению к наружной границе второй части 2 разрывная секция переходит в область 121.
На фиг.4 показан вид сечения, взятого вдоль оси X-Xʹ устройства из фиг.2B, отличающегося в основном положением между перфорацией 10 и разрывными выемками 14. В этом варианте осуществления разрывные выемки 14 расположены разнесенными относительно перфорации, а именно, выемки 14 расположены дальше в наружном направлении. Другими словами, разрывная секция 13A расположена поверх перфораций 10 в материале 12.
Дополнительный аспект имеет дело с потенциальной несоосностью между инжекцией пластикового материала и линиями ослабления материала во время изготовления устройства для открывания в процессе инжекционного формования. Такое несовпадение наиболее часто возникает из-за допусков в процессах позиционирования непосредственно перед процессом формования или во время процесса формования. Небольшое отклонение в относительном положении между линиями ослабления и выемкой в инжектируемом пластическом материале может компенсироваться расширением выемки 14 в пластическом материале разрывной секции.
Хотя такие небольшие отклонения не будут влиять на качество отверстия, большее отклонение (то есть вызванное менее сложной системой позиционирования) может приводить к нежелательному растрепыванию. Такое растрепывание не только непривлекательно для потребителя, но также может вызывать вопросы, связанные с безопасностью пищевого продукта, так как маленькие частицы могут отрываться и падать в потребляемый продукт.
На фиг.5A и 5B показан вариант осуществления, который более толерантен к несоосности между ослаблением или перфорацией в упаковочном материале и разрывной секцией устройства для открывания. Устройство для открывания содержит разрывную секцию в части 2, имеющую множество расположенных рядом друг с другом канавок или выемок 141-145. Они проходят от области, близкой к проходной области 5 симметрично оси M зеркального отображения. Их формы следуют за направлением линий ослабления (здесь не показаны). Выемка 52 (подобно выемке, показанной на фиг.1A) в проходной области, окружающая границу соединительной части 3A, переходит в самую наружную разрывную выемку 141. Область 53 углублена относительно окружающей части, относящейся к части 2, ступенька 54 является круговым сегментом, начинающимся и заканчивающимся на переходе между выемкой 52 и самой дальней от центра разрывной выемкой 141.
Как видно на фиг.6, каждая из разрывных выемок 141-145 имеет треугольную форму. Их соответствующие высоты (каждого треугольника) меньше, чем высота T2 наружной разрывной секции или высоты T1 внутренней разрывной секции. Иными словами, треугольники меньше, чем обе направляющие части 13A и 28 разрывной секции. Треугольники образуют зубчатую структуру. Толщина остающегося материала уменьшается до нескольких микрон. Область 120 между направляющей разрыв секцией имеет приблизительно такую же толщину, что треугольники.
Множество разрывных выемок 141-145 увеличивают толерантность к несоосности между устройством для открывания и линиями перфорации в упаковочном материале, как в параллельном направлении, так и в поперечном направлении относительно оси М зеркального отображения. На фиг.7 и 8 показан соответствующий пример. На фиг.7 показана проходная область 5 и перфорации 10, проходящие от проходной области. В этом примере часть 2 устройства для открывания и упаковочный материал являются соосными. Как можно видеть, перфорация пересекает три разрывные выемки 141-143, по мере того, как их угол и направление слегка смещаются. На большем расстоянии от проходной области линия 10 перфорации и разрывные выемки становятся как соосными, так и по существу параллельными. Из-за легкой несоосности в направлении одна из разрывных выемок 141-145 «захватывает» разрыв в линии перфорации во время начала процесса разрывания после разрывания линии 52, и разрыв проходит от проходной области 5 в упаковочный материал. Несоосность в верхних частях между перфорацией и разрывными выемками обеспечивает, таким образом, направление разрыва посредством одной из разрывных выемок и перфорации. Стремление разрыва перемещаться вовнутрь предотвращается. В тоже время уменьшается растрепывание.
На фиг.8 показан вариант осуществления несоосной структуры, в которой устройство для открывания смещено влево относительно проходной области и перфорации. Однако множество разрывных выемок, которые расположены рядом друг с другом, расположены на относительно большом поперечном расстоянии, на котором часть 2 может быть смещена. Как все еще можно видеть, некоторые из разрывных выемок, например разрывные выемки 146 и 143 перекрывают перфорации, несмотря на то, что они расположены в нижней части структуры. Во время процесса разрывания разрывные выемки могут «захватывать» разрыв и направлять его вдоль перфорации. Наличие множеств разрывных выемок, следовательно, обеспечивает то, что даже при несоосности ослабление или перфорации покрываются одной или более разрывными выемками для обеспечения надлежащего направления во время процесса разрывания.
Настоящее решение, также называемое путевым решением (track solution), обеспечивает возможность направления разрыва вдоль перфорации или вдоль любого другого ослабления в упаковочном материале, уменьшая при этом риск утечки через ослабление. Допуски на позиционирование могут быть увеличены различными способами, такими как многопутевое решение на фиг.5, но также посредством более крупных выемок, посредством откосов наклонных выемок в разрывных выемках и тому подобным. Используемый материал может быть очень тонким и даже в своей самой толстой части не превышать 100 мкм. Внутренняя часть или центральная часть, окруженная линиями ослабления или перфорации, может быть покрыта пластиковым материалом для улучшения внешнего вида, но также для увеличения стабильности во время процесса открывания.
На фиг.9 показан пример упаковочного контейнера 60, изготавливаемого из упаковочного материала с устройством для открывания, описанным на фиг.1, в котором, как было описано в данном документе, предусмотрены линии ослабления 61, образованные в виде перфорации, которые проходят от проходной области 62 слегка искривленным образом. Упаковочный материал может быть разорван вдоль этих перфораций для создания отверстия в упаковке, изготовленной из такого материала. Соответственно, область 62 между двумя перфорациями 61 действует в качестве отверстия. Само устройство для открывания содержит лоток 64 для лучшего выливания и захватную часть 63. Захватная часть 63 соединена с соединительной частью 65, проходящей через материал в проходной области 66. Проходная область 66 содержит по меньшей мере на один слой меньше, чем окружающий материал в настоящем варианте осуществления. Соответственно, область 62 между двумя перфорациями 61 действует в качестве отверстия.
Упаковочный контейнер в особенности пригоден для жидких или полужидких продуктов, таких как напитки, соусы, супы и тому подобное. Как правило, такая упаковка имеет объем, составляющий приблизительно от 100 до 2000 мл. Она может иметь любую конфигурацию из тех, которые были описаны в данном документе, но имеет, например, конфигурацию в виде кирпича, имеющую поперечные и продольные сварные швы 56 и 57.
На фиг.10 показан принцип, описанный во введении к настоящему описанию, в котором рулон упаковочного материала формируют в трубу 71, соединяя друг с другом продольные кромки 72, 72ʹ рулона посредством сварного шва 73 внахлестку. Исключительно в качестве примера, трубу заполняют посредством элемента 74 необходимым жидким пищевым продуктом и разделяют на отдельные упаковки посредством выполнения повторяющихся поперечных сварных швов 56 трубы через заданные расстояния друг от друга ниже уровня заполненного содержимого в трубе, и возможны модификации и изменения, очевидные для специалистов в данной области техники без отхода от концепции, раскрываемой в прилагаемой формуле изобретения.
На фиг.11A и 11B показан другой пример упаковочного контейнера 90, образованного в виде пакета, изготовленного из упаковочного материала с устройством для открывания, описанным выше и на фиг.12A и 12B. Пакет 90 изготавливают таким же образом, как показано на фиг.10. Упаковочный контейнер 90 в особенности подходит для жидких или полужидких пищевых продуктов, таких как напитки, соусы, супы и тому подобное. Он также может быть использован для замороженных пищевых продуктов. Как правило, такая упаковка имеет объем приблизительно от 70 до 250 мл. Упаковочный контейнер 90 имеет поперечный и продольный сварной шов 96 и 97.
На фиг.12A показан вид в перспективе части устройства для открывания, присоединенного к упаковочному материалу и к упаковочному контейнеру 90, как показано на фиг.12A и 12B. Упаковочный материал содержит многослойную структуру с одним или несколькими слоями слоистого пластика. Между двух слоев слоистого пластика может быть расположен один или более слоев. Такой упаковочный материал хорошо известен и изготавливается, например, фирмой «Tetra Pak®».
Само устройство для открывания содержит первую захватную часть 220. Захватная часть 220 содержит несколько гребней, расположенных на некотором расстоянии друг от друга для лучшего захвата пользователем. Захватная часть 220 соединена с соединительной частью 231, проходящей через материал в проходную область 250. Проходная область 250 содержит по меньшей мере на один слой меньше, чем окружающий материал в настоящем варианте осуществления.
Вид снизу варианта осуществления устройства для открывания, присоединенного к упаковочному материалу, показан на фиг.12B. Устройство для открывания образуют инжекционным формованием в упаковочном материале, причем, как утверждалось выше, соединительная часть 231 (показана только на фиг.12A) соединяет первую часть со второй частью 222, показанной на фиг.12B. Вторая часть 222 содержит по существу прямоугольную область 224 пластикового материала. Как можно видеть на фиг.11A и 11B, область 224 расположена поверх проходной области 250 и проходит от продольного сварного шва 97 вокруг упаковочного контейнера 90 и останавливается перед продольным сварным швом 97. Над областью продольного шва 97 существует зазор, в котором нет отверстия. Часто такое отверстие расположено ближе к продольному сварному шву 97, но оно также может быть расположено в середине упаковочного контейнера 90 с приблизительно равным расстоянием до двух поперечных сварных швов 96. Область 224 также может быть расположена на двух линиях 98 перфорации таким же образом, как было описано ранее.
Область 231A содержит прямоугольную форму в верхней части, смежной проходной области 250 и закруглена элементом 231 B для образования одного пути или одной выемки 232. Разрывная секция 213 содержит большую толщину. Одна разрывная выемка 232 также может быть многочисленными разрывными выемками. Когда упаковочный материал разрывается пользователем, выемка 232 поддерживается для направления отверстия упаковочного контейнера.
Соединительная часть 231 (не показан) расположена таким же образом, как показано на фиг.2.
Более толстые области на обеих сторонах выемки 232 препятствуют вытягиванию разрыва из требуемого пути.
Упаковочный материал может содержать две лини 98 ослабления, как упоминалось выше, образованные в виде перфорации, которые проходят от проходной области 250 в виде двух приблизительно параллельных линий. Упаковочный материал может быть разорван вдоль этих перфораций для создания отверстия в упаковке из такого материала. Следовательно, область 212 между двумя перфорациями 210 действует в качестве отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| УПАКОВОЧНЫЙ МАТЕРИАЛ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, СФОРМИРОВАННЫЙ ИЗ ТАКОГО МАТЕРИАЛА | 2015 |
|
RU2640981C1 |
| КОМПОЗИТНАЯ УПАКОВОЧНАЯ ФОЛЬГА | 2018 |
|
RU2764986C2 |
| ЗАГОТОВКА УПАКОВОЧНОГО МАТЕРИАЛА, УПАКОВКА С ПОДОБНЫМ УСТРОЙСТВОМ И СПОСОБ ИЗГОТОВЛЕНИЯ ОТКРЫВАЮЩЕГО УСТРОЙСТВА | 2014 |
|
RU2671902C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО УПАКОВОЧНОГО МАТЕРИАЛА И МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ | 2015 |
|
RU2676426C2 |
| ЗАГОТОВКА УПАКОВОЧНОГО МАТЕРИАЛА И СПОСОБ ЕЕ ОБРАЗОВАНИЯ | 2014 |
|
RU2669866C2 |
| ОТКРЫВНОЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ОТКРЫВНОГО УСТРОЙСТВА И УПАКОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ИСПОЛЬЗОВАНИЯ В ТАКОМ СПОСОБЕ | 2014 |
|
RU2669275C2 |
| СТРУКТУРА СЛОИСТОГО УПАКОВОЧНОГО МАТЕРИАЛА | 2015 |
|
RU2683828C2 |
| УПАКОВОЧНЫЙ МАТЕРИАЛ И УПАКОВОЧНЫЙ КОНТЕЙНЕР | 2015 |
|
RU2681642C2 |
| ЕДИНИЧНАЯ ДОЗОВАЯ УПАКОВКА ВЫСОКОЙ ГЕРМЕТИЧНОСТИ | 2011 |
|
RU2635475C2 |
| УПАКОВЫВАНИЕ | 2011 |
|
RU2566911C2 |
Упаковочный материал содержит многослойную структуру материала со слоями слоистого пластика, проходную область и две линии ослабления, образующие между собой область. Упаковочный материал содержит устройство для открывания с первой и второй частью, которые присоединены к соответствующим сторонам, и соединительная часть материала, проходящая в проходную область и соединяющая первую часть и вторую часть. Вторая часть по меньшей мере частично покрывает проходную область и содержит разрывную секцию, покрывающую по меньшей мере частично две линии ослабления. Разрывная секция содержит одну или более разрывных выемок, расположенных поверх линий ослабления или рядом с линиями ослабления для направления разрыва многослойной структуры материала вдоль линий ослабления. 2 н. и 12 з.п. ф-лы, 12 ил.
1. Упаковочный материал, содержащий многослойную структуру материала, имеющую один или более слоев слоистого пластика, причем упаковочный материал содержит:
- проходную область (5, 62, 250), образованную в многослойной структуре материала;
- устройство для открывания, содержащее:
первую часть (3, 63, 220), присоединенную к первой стороне многослойной структуры материала;
вторую часть (2, 222), присоединенную ко второй стороне многослойной структуры материала;
соединительную часть (31, 65, 231) материала, проходящую через проходную область (5, 62, 250) и соединяющую первую часть (3, 63, 220) со второй частью (2, 222);
причем вторая часть (2, 222) по меньшей мере частично покрывает проходную область (5, 62, 250) и содержит разрывную секцию (13, 213), покрывающую область (12, 212) в многослойной структуре открытия упаковки, причем разрывная секция (13, 213) содержит одну или более разрывных выемок (14, 141-145, 232), расположенных поверх упомянутой области для направления разрывания многослойной структуры материала.
2. Упаковочный материал по п.1, дополнительно содержащий две линии (10) ослабления, образующие между собой упомянутую областью (12) открытия, причем каждая из двух линий (10) ослабления проходит от проходной области (5) или близко от проходной области (5), причем упомянутая область (12) образует отверстие в многослойной структуре материала при разрывании; причем одна или более разрывных выемок (14, 141-145) расположены поверх линий (10) ослабления или рядом с линиями (10) ослабления для направления разрыва многослойной структуры материала вдоль линий (10, 61) ослабления.
3. Упаковочный материал по любому из пп.1 и 2, в котором вторая часть (2) покрывает проходную область (5) и по меньшей мере одно из следующего:
- небольшую область снаружи двух линий (10) ослабления;
- небольшую область снаружи проходной области (5);
- прямоугольную, овальную или другим образом искривленную область (20), окружающую проходную область (5), две линии (10) ослабления и область (12) между двух линий (10) ослабления.
4. Упаковочный материал по любому из пп.1-3, в котором каждая из разрывных выемок (14, 141-145) представляет собой по меньшей мере одно из следующего:
- треугольную выемку, образующую в случае множества разрывных выемок, расположенных рядом друг с другом, зубчатую структуру;
- прямоугольную выемку, образующую в случае множества разрывных выемок, расположенных рядом друг с другом, прямоугольной структуры;
- искривленную, U-образную выемку.
5. Упаковочный материал по любому из пп.1-4, в котором глубина одной или более разрывных выемок составляет приблизительно от 70% до 95% от глубины (D) части разрывной секции (13A, 13B), примыкающей к одной или более разрывным выемкам (14).
6. Упаковочный материал по любому из пп.1-5, в котором ширина внутренней части (13A) разрывной секции больше, чем ширина наружной части (13B) разрывной секции (13).
7. Упаковочный материал по любому из пп.1-6, в котором толщина (D) внутренней части (13A) разрывной секции больше, чем толщина наружной части (13B) разрывной секции (13).
8. Упаковочный материал по любому из пп.1-7, в котором толщина области (120) между двух линий (10) ослабления больше, чем толщина части остающегося материала в одной или более разрывных выемках (14), но меньше, чем толщина внутренней части (13A) разрывной секции (13).
9. Упаковочный материал по любому из пп.2-8, в котором разрывная секция (13) покрывает линии (10) ослабления до их соответствующих концевых частей.
10. Упаковочный материал по любому из пп.2-9, в котором одна или более разрывных выемок (14) переходит в петлевую выемку (134) над соответствующими концевыми частями двух линий (10) ослабления.
11. Упаковочный материал по любому из пп.2-10, в котором вторая часть (2) содержит выемку (52), проходящую рядом с двумя линиями (10) ослабления через часть (53) второй части (2), покрывающей проходную область (5).
12. Упаковочный материал по любому из пп.1-11, в котором проходная область (5) содержит по меньшей мере на один слой меньше или содержит толщину меньше, чем толщина окружающей области.
13. Упаковочный материал по п.2, в котором две линии ослабления содержат перфорацию, в частности перфорацию через все слои или через все слои за исключением одного слоя в многослойной структуре материала, или через все слои за исключением некоторых их пластиковых слоев, или через все слои за исключением пластикового и алюминиевого слоя.
14. Упаковочный контейнер (60, 90), содержащий упаковочный материал по любому из предшествующих пунктов.
| US 5029752 A, 09.07.1991 | |||
| DE 102008002853 A1, 03.12.2009 | |||
| РАДИАЦИОННЫЙ ПИРОМЕТР ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ НЕИЗОТЕРМИЧЕСКИХ ОБЪЕКТОВ | 0 |
|
SU219247A1 |

