Область техники
Настоящее изобретение предлагает открывное устройство и способ изготовления указанного открывного устройства.
Уровень техники
Как известно, многие текучие пищевые продукты, такие как фруктовый сок, обработанное при сверхвысокой температуре (ультрапастеризованное) молоко, вино, томатный соус и т. д., продаются в упаковках, изготовленных из стерилизованного упаковочного материала.
Типичный пример упаковки этого вида представляет собой имеющая форму параллелепипеда упаковка для жидких или текучих пищевых продуктов, известная как Tetra Brik Aseptic (зарегистрированный товарный знак), которая изготавливается посредством складывания и сваривания полоски многослойного упаковочного материала.
Упаковочный материал имеет многослойную структуру, которую составляют, главным образом, основной слой, который придает жесткость и прочность и может представлять собой слой волокнистого материала, например, такого как бумага или содержащий минеральный наполнитель полипропиленовый материал; и ряд ламинированных слоев, которые представляют собой термосваривающийся пластиковый материал, например, полиэтиленовые пленки, покрывающие с обеих сторон основной слой. В случае асептических упаковок для долгосрочного хранения продуктов упаковочный материал может также включают слой газонепроницаемого материала, например, такого как алюминиевая фольга или пленка из сополимера этилена и винилового спирта (EVOH), которая накладывается на слой термосваривающегося пластикового материала, и ее, в свою очередь, покрывает еще один слой термосваривающегося пластикового материала, который образует внутреннюю поверхность упаковки, вступающую, в конечном счете, в контакт с пищевым продуктом. Такие слои могут также обеспечивать светонепроницаемость.
Упаковки этого типа обычно изготавливаются на полностью автоматических упаковочных машинах, на которых образуется непрерывная трубка из поступающего в форме полотна упаковочного материала; полотно упаковочного материала стерилизуется на упаковочной машине, например, посредством применения стерилизующего вещества, такого как раствор пероксида водорода, который после завершения стерилизации удаляется с поверхностей упаковочного материала, например, в процессе испарения посредством нагревания; и полотно упаковочного материала, стерилизованное таким способом, содержится в замкнутом стерильном пространстве, а затем складывается и сваривается в продольном направлении, превращаясь в вертикальную трубку. Эта трубка заполняется стерилизованным или обработанным в стерильных условиях пищевым продуктом, сваривается, а затем разрезается по поперечным линиям, разделенным равными расстояниями, образуя упаковки в форме подушечек, которые затем механически складываются и превращаются в соответствующие готовые упаковки, форма которых практически представляет собой, например, параллелепипед.
Для открывания упаковок, которые описываются выше, были предложены разнообразные решения, в том числе способные повторно закрываться открывающие устройства, изготовленные из пластикового материала, которые составляют, в основном, наконечник, например, имеющий трубчатую конструкцию и определяющий сквозное отверстие, которому соответствует отверстие в стенке упаковки, и съемная крышка, например, винтовая или шарнирная, которая прикрепляется к наконечнику.
В международной патентной заявке WO 2009000927 заявителем настоящего изобретения представлено альтернативное открывное устройство. В этой заявке наконечник и соответствующая мембрана изготавливаются методом инжекционного формования на одной стадии формования, непосредственно на листе упаковочного материала.
Кроме того, заявителем настоящего изобретения предложены упаковки других типов, такие как Tetra Fino Aseptic® (TFA). Упаковка типа TFA изготавливается в форме подушкообразного пакета, и открывное устройство, как правило, изготавливается в форме отверстия для соломинки или просто как индикатор разреза, который упрощается, поскольку используется достаточно тонкий и, таким образом, способный разрываться упаковочный материал. Использование более сложного открывного устройства согласно цитированной выше патентной заявке или открывного устройства в соответствии с предшествующим уровнем техники, представленном в указанной заявке, в большинстве случаев могло бы стать полностью функциональным. Однако изготовление упаковки такого типа является трудоемким, если рассматривать число упаковок, производимых за единицу времени, и даже несмотря на экономичность упаковки, которая обусловлена свойствами упаковочного материала, и такие открывающие устройства могли бы снижать производительность и повышать себестоимость упаковки.
По этой причине требуется открывное устройство, которое обеспечивает высокую эффективность за счет количества используемого материала и времени, требуемого для изготовления каждого открывного устройства. Следует отметить, что даже если бы настоящее изобретение было разработано для решения конкретной проблемы, его результат может применяться для упаковок в широком смысле и не должен ограничиваться упаковками конкретного типа в данном отношении.
Сущность изобретения
Согласно первому аспекту настоящего изобретения, способ изготовления открывного устройства включает следующие стадии:
помещение первой полуформы, содержащей первую полость формы на первой стороне имеющего волоконную основу многослойного упаковочного материала, помещение второй полуформы, содержащей вторую полость формы на противоположной стороне имеющего волоконную основу многослойного упаковочного материала, причем первая полость формы частично перекрывает вторую полость формы в одной или более областях перекрывания и инжекцию расплава, по меньшей мере, в указанную первую полость формы, причем расплав, вследствие увеличения давления в указанной полости, проникает через многослойный упаковочный материал с волокнистой основой в область перекрывания и заполняет, кроме того по меньшей мере указанную вторую полость формы для образования открывного устройства, продолжающегося через многослойный упаковочный материал.
Согласно настоящему изобретению, способ изготовления обеспечивает экономию времени и экономию материала при изготовлении открывного устройства, помещаемого на упаковочный материал. Поскольку инжектируемый расплав проникает в многослойный упаковочный материал, здесь отсутствует непосредственная необходимость расположения полуформ в точном соответствии, например, с положением отверстия на упаковочном материале, как в случае открывающих устройств предшествующего уровня техники. Достаточно часто расположение открывного устройства должно учитываться в целях декоративной печати на упаковочном материале или линий сгиба, которые изготавливаются для упрощения складывания материала, и все же необходимость расположения открывного устройства в точном соответствии с положением отверстия может дополнительно уменьшать допустимые отклонения. Это можно предотвратить посредством использования настоящего изобретения. Кроме того, настоящее изобретение обеспечивает механическое соединение одной стороны упаковочного материала (например, будущей внутренней стороны упаковочного контейнера) с другой стороны (например, будущей наружной стороной упаковочного контейнера). Таким образом, тяговое усилие, которое прилагается снаружи к открывному устройству, может превращаться в толкающее усилие, которое прилагается изнутри к многослойному упаковочному материалу, за счет того, что часть открывного устройства располагается внутри. Легко понять, что вероятность обеспечения четко определенного открывания многослойного упаковочного материала повышается посредством толкающего усилия, действующего на все слои многослойного материала с одной стороны, вместо приложения тягового усилия только к верхнему слою с другой стороны. Последняя альтернатива увеличивает риск расслаивания, в результате которого верхний слой отделяется от прилегающего слоя.
Когда расплав проникает в многослойный упаковочный материал в областях перекрывания (поскольку здесь отсутствует противодействующее усилие), он может покрывать открытые в результате этого части многослойного упаковочного материала. Он может также привариваться к внутреннему слою многослойного материала. В результате этого возникают благоприятные отличительные характеристики. Внутренняя поверхность будущего упаковочного контейнера образуется из непрерывного слоя, что будет уменьшать риск протекания (в контейнер или из контейнера). Кроме того, когда покрываются открытые части, например, сердцевина из волокнистой основы, уменьшается риск того, что имеющая волоконную основу сердцевина будет поглощать влагу, что могло бы угрожать целостности упаковочного контейнера.
Кроме того, способ согласно настоящему изобретению обеспечивает возможность изготовления открывного устройства без каких-либо избыточных компонентов.
Согласно одному или более вариантам выполнения, перекрывание между первой и второй полостями формы может располагаться в соответствии с меткой на многослойном упаковочном материале с волокнистой основой. В представленном выше тексте было подчеркнуто, что посредством использования настоящее изобретение исключается необходимость расположения полуформ в точном соответствии с положением отверстия на поверхности или в объеме упаковочного материала, и все же в целях улучшения положения полуформ они могут располагаться в соответствии с контрольной меткой на имеющем волоконную основу упаковочном материале.
Согласно одному или более вариантам выполнения настоящего изобретения, инжекцию расплава осуществляют таким образом, что проникновение расплава в многослойный упаковочный материал с волокнистой основой направляется изнутри имеющего волоконную основу многослойного упаковочного материала в окружающее его пространство. Преимущества таких вариантов выполнения становится очевидным из представленного ниже подробного описания. Достаточно часто это обеспечивается посредством инжекции пластикового расплава только в полость, расположенную на внутренней стороне упаковочного материала, и все же дополнительные точки инжекции могут находиться также в полости, расположенной снаружи упаковочного материала, без отклонения от идеи настоящего изобретения. Согласно одному или более вариантам выполнения, инжектируемый расплав направляется непосредственно в область перекрывания. Таким образом, проникновению в упаковочный материал способствует не только давление, которое производится вводимым расплавом, но также и инерция вводимого расплава, который направляется непосредственно на область перекрывания.
Настоящее изобретение также предлагает открывное устройство, изготовленное способом согласно настоящему изобретению. Такое открывное устройство составляют первая часть на одной стороне имеющего волоконную основу многослойного упаковочного материала и вторая часть на противоположной стороне имеющего волоконную основу многослойного упаковочного материала, причем первая и вторая части изготавливаются как части в составе единой детали и соединяются посредством по меньшей мере одной перемычки по материалу, продолжающейся через многослойный упаковочный материал. Согласно этому аспекту настоящего изобретения, обеспечивается, что усилие, прилагаемое к первой части, непосредственно переносится на вторую часть. В качестве практического примера, в результате этого тяговое усилие, которое прилагается к первой части снаружи упаковки, будет переноситься на вторую часть, которая будет толкать многослойный упаковочный материал изнутри. Это толкающее усилие будет разрывать упаковочный материал без риска расслаивания (разделения слоев, объединенных в составе многослойного материала), которое было описано выше.
Согласно одному или более вариантам выполнения, открывное устройство может включать две перемычки по материалу, что увеличивает число возможных конструкций открывного устройства. Использование двух перемычек по материалу, т. е. двух положений, в которых материал открывного устройства будет проникать в упаковочный материал, предоставляет возможность получения функционально сложных решений, а также обеспечивающих привлекательный внешний вид решений, благодаря простой и понятной технологии согласно настоящему изобретению.
Согласно одному или более вариантам выполнения настоящего изобретения, перемычка по материалу и/или их смежные участки могут в высокой степени охватывать открытые края многослойного упаковочного материала и, в частности, его сердцевину из волокнистой основы. Хотя очень важно, чтобы никакие волокна не были открыты на внутренней стороне упаковочного контейнера, и хотя, согласно настоящему варианту выполнения, обеспечивается предотвращение поглощения открытыми волокнами влаги из окружающей среды, и абсолютно полное покрытие не имеет решающего значения снаружи упаковочного контейнера, в любом случае, оно будет улучшать вешний вид открывного устройства.
Согласно одному или более вариантам выполнения первая часть разделяется на различные технологические части, таким образом, что она может включать язычковую секцию и рамочную секцию, каждая из которых соединена со второй частью посредством, по меньшей мере, одной перемычки по материалу. Такое расположение позволяет устанавливать различные технологические части снаружи упаковочного материала без необходимости непосредственного присоединения технологических частей друг к другу снаружи упаковочного материала. Это делает возможным оптимизацию внешнего вида без ухудшения функциональности открывного устройства и наоборот. Язычковая секция может предпочтительно привариваться снаружи упаковочного материала.
Согласно одному или более вариантам выполнения, наружный периферийный край второй части и внутренний периферийный край первой части, в частности, внутренний край рамочной части, по меньшей мере, вдоль своей секции, продолжаются параллельно по отношению друг к другу. Данная отличительная особенность может оказываться очень важной, когда открывное устройство устанавливается на жесткий упаковочный материал, поскольку взаимодействие между различными частями будет производить действие ножниц и прорезать насквозь жесткий материал.
Согласно одному или более вариантам выполнения расстояние d между наружным периферийным краем второй части и внутренним периферийным краем рамочной части находится в интервале от 0,1t до 0,75t, где t представляет собой толщину упаковочного материала. Когда расстояние выбирается в пределах данного интервала, может быть сокращено до минимума усилие, которое требуется для открывания открывного устройства, и может сохраняться на очень низком уровне количество полимерного материала, используемого в открывном устройстве. Обоснование в отношении данного интервала будет представлено в описании, приведенном для первого варианта выполнения.
Согласно большинству прогнозируемых вариантов выполнения настоящего изобретения, материал открывного устройства может иметь способность сваривания с ламинированными пластиковыми слоями многослойного упаковочного материала. Эта отличительная особенность улучшает адгезию между открывающим устройством и многослойным упаковочным материалом, и в результате этого возникает несколько преимуществ. Начиная с изготовления, форма может открываться, прежде чем пластиковый материал полностью затвердевает. Это сокращает продолжительность цикла, а также уменьшает степень охлаждения, которое требуется для инструментов, используемых в данном процессе. Однако открывание формы до того, как затвердевает пластиковый материал, вызывает риск деформации открывного устройства. Тем не менее, усиление адгезии способствует установке открывного устройства до затвердевания пластикового материала, поскольку его основной объем надежно прикрепляется к упаковочному материалу. Еще одно преимущество заключается в том, что открывное устройство будет эффективно привариваться к одному или более наружным слоям многослойного упаковочного материала, создавая непроницаемую для жидкостей герметизацию. По существу, это обеспечит надлежащую герметизацию контейнера, а также гарантирует инкапсулирование сердцевины из волокнистой основы упаковочного материала, что является особенно важным в тех случаях, где материал открывного устройства проникает в упаковочный материал.
Согласно еще одному аспекту настоящего изобретения, предлагается многослойный упаковочный материал, который предназначается для использования способом согласно настоящему изобретению, или на котором может располагаться открывное устройство согласно настоящему изобретению.
Согласно любому вариант выполнения, на упаковочном материале может присутствовать метка, видимая или невидимая, которая показывает правильное положение для открывного устройства. Эта метка может оказаться более важной в тех ситуациях, в которых положение перемычки по материалу открывного устройства, т. е. положение перекрывания между первой и второй полуформами, должно соответствовать декоративному или печатному изображению.
Типичные материалы для открывного устройства представляют собой полиэтилен (PE), который может использоваться, когда наружные слои многослойного упаковочного материала изготавливаются из PE, и полипропилен (PP), когда наружные слои изготавливаются из PP. В тех случаях, где наружные слои многослойного упаковочного материала изготавливаются из полиэтилентерефталата (PET), открывное устройство может также изготавливаться из PET. Из следующего подробного описания становится очевидным, что для настоящего изобретения, согласно нескольким вариантам его выполнения, оказывается благоприятным изготовление открывного устройства из материала, который способен привариваться к упаковочному материалу, для которого предназначается данное устройство. Это является особенно актуальным для внутренней поверхности получаемого в результате упаковочного контейнера, где возможность сварки способствует сохранению стерильности. Для наружной поверхности, согласно конкретным вариантам выполнения, для данной цели может выбираться непригодное для сварки сочетание, например, чтобы предотвратить прикрепление деталей (таких как язычковая секция) открывного устройства к наружному слою многослойного упаковочного материала.
Краткое описание чертежей
Далее настоящее изобретение будет описано более подробно со ссылкой на прилагаемые схематические чертежи, которые иллюстрируют пример предпочтительного в данное время варианта выполнения настоящего изобретения.
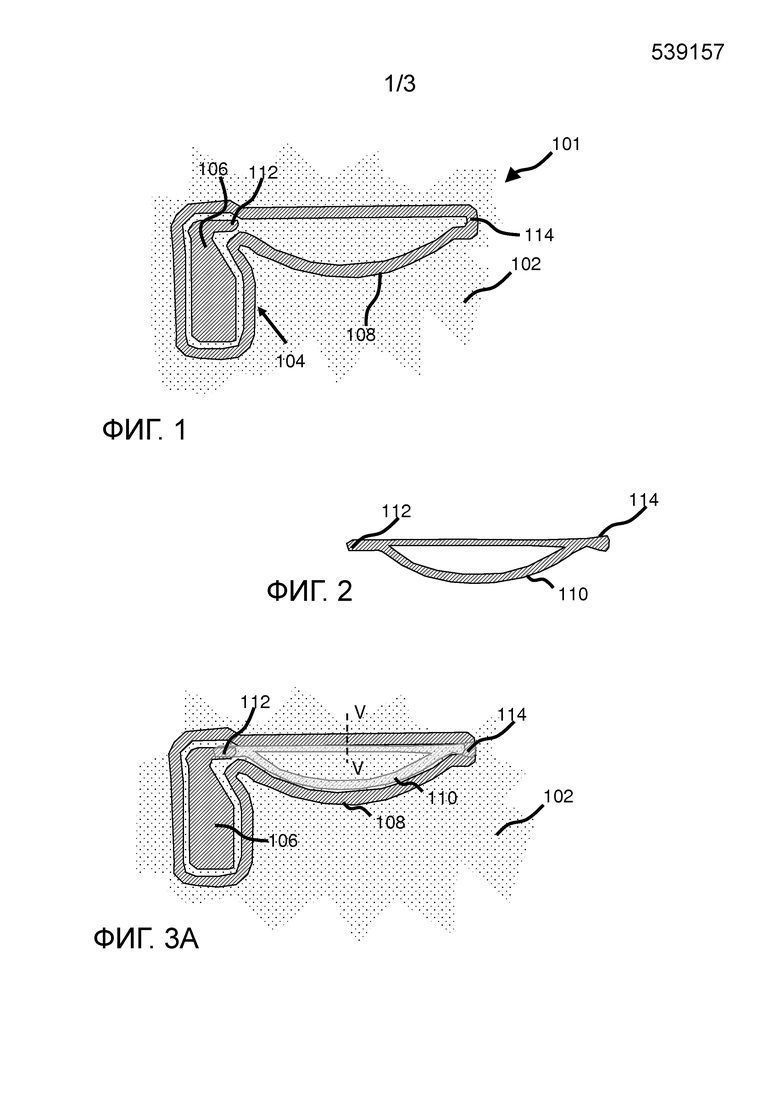
Фиг. 1 - вид сверху открывного устройства в соответствии с первым вариантом выполнения настоящего изобретения, представляя часть открывного устройства, расположенную снаружи упаковочного контейнера.
Фиг. 2 - вид открывного устройства по Фиг. 1, представляя часть открывного устройства, расположенную на внутренней стороне упаковочного контейнера.
Фиг. 3a - вид, объединяющий виды по Фиг. 1 и Фиг. 2.
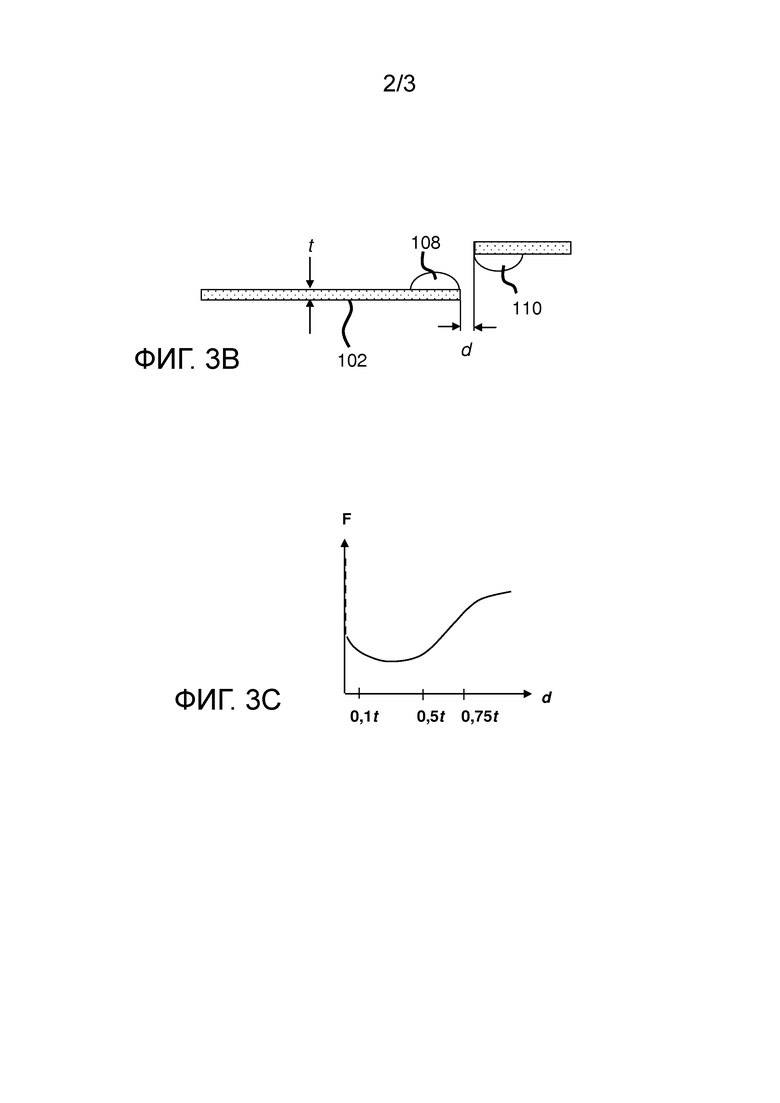
Фиг. 3b – вид в сечении по V-V на Фиг. 3a.
Фиг. 3c – график действия ножниц.
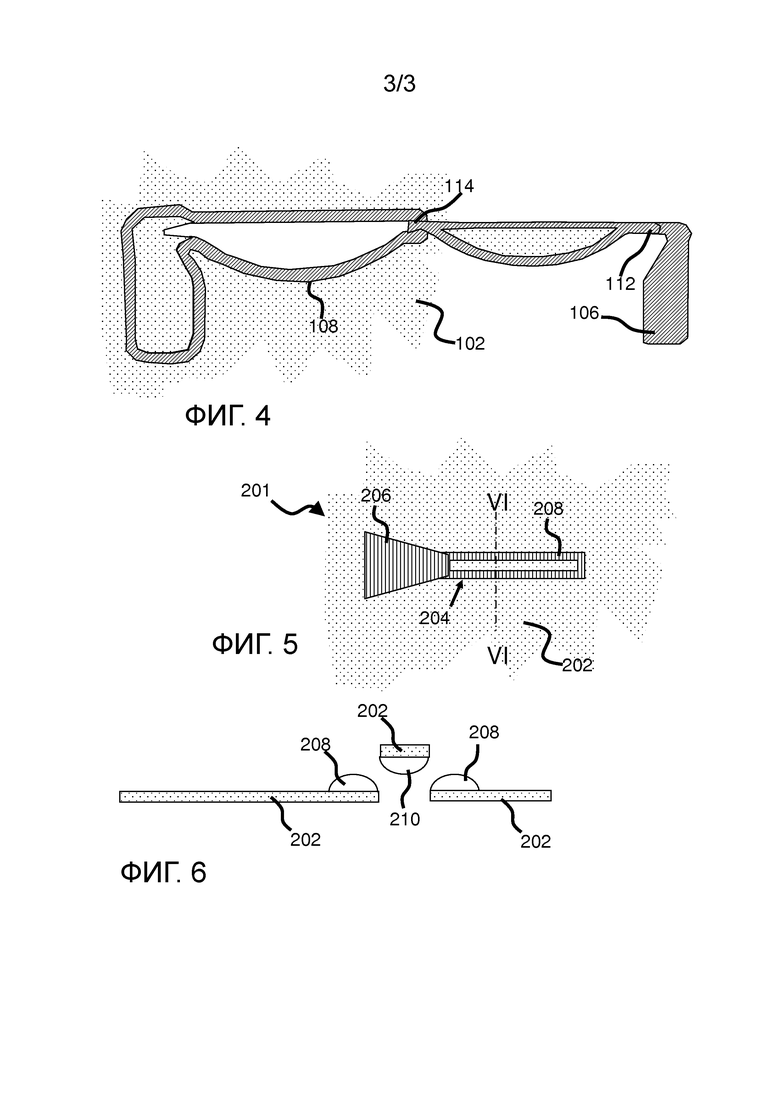
Фиг. 4 - вид сверху открывного устройства, представленного на Фиг. 1 - Фиг. 3a-c, после его открывания.
Фиг. 5 - вид сверху открывного устройства в соответствии со вторым вариантом выполнения настоящего изобретения.
Фиг. 6 – вид в сечении по VI-VI на Фиг. 5.
Подробное описание предпочтительного варианта выполнения
Фиг. 1 иллюстрирует открывное устройство 101 в соответствии с первым вариантом выполнения настоящего изобретения. Данное изображение иллюстрирует открывное устройство 101 на виде сверху, который наблюдается с первой стороны упаковочного контейнера (упаковочного материала 102). Для всех прогнозируемых целей эта первая сторона соответствует наружной стороне упаковочного контейнера 102, на которой может располагаться открывное устройство. Упаковочный контейнер 102 изготовлен из многослойного упаковочного материала. Данный материал имеет основной слой, который придает жесткость и прочность и может представлять собой слой волокнистого материала, например, такого как бумага или содержащий минеральный наполнитель полипропиленовый материал; и ряд ламинированных слоев, которые представляют собой термосваривающийся пластиковый материал, например, полиэтиленовые пленки, покрывающие с обеих сторон основной слой. В случае асептических упаковок для долгосрочного хранения продуктов упаковочный материал может также включают слой газонепроницаемого материала, например, такого как алюминиевая фольга или пленка из сополимера этилена и винилового спирта (EVOH), которая накладывается на слой термосваривающегося пластикового материала, и ее, в свою очередь, покрывает еще один слой термосваривающегося пластикового материала, который образует внутреннюю поверхность упаковки, вступающую, в конечном счете, с пищевым продуктом. Такие слои могут также обеспечивать светонепроницаемость.
В качестве основного слоя присутствует бумага, у которой толщина составляет приблизительно от 50 до 200 мкм, и поверхностная плотность составляет приблизительно от 40 до 180 г/м2. Толщина может также составлять вплоть до 400 мкм для определенных контейнеров.
Первая часть 104 открывного устройства, т. е. часть, видимая на Фиг. 1, включает язычковую секцию 106 и рамочную секцию 108, которые на первый взгляд кажутся изготовленными из отдельных частей. Однако, как будет показано, это не соответствует истине, и, согласно настоящему варианту выполнения, дело определенно не обстоит таким образом. Пользователь может использовать язычковую секцию 106, чтобы обеспечить жесткий захват открывного устройства 101, а конкретная функция рамочной секции 108 описывается ниже. Специалист в данной области техники понимает, что для сочетания материалов, которые предпочтительно используются в качестве материалов открывного устройства и наружного слоя упаковочного материала, на котором располагается открывное устройство, язычковая секция 106 будет прикрепляться и даже привариваться к наружному слою. Преимущество данного эффекта заключается в том, что здесь будут отсутствовать зазоры между язычковой секцией и наружным слоем, что способствует стерилизации.
Фиг. 2 иллюстрирует часть 110 открывного устройства, расположенную на внутренней стороне упаковочного материала. Изображение части 110 представлено не изнутри упаковочного контейнера, но с такого же направления, как изображение на Фиг. 1, но при этом удалены все компоненты, кроме части 110. Причина заключается в том, чтобы лучше проиллюстрировать соотношение между частью, расположенной снаружи, и частью, расположенной внутри, что является еще более понятным из изображения на Фиг. 3.
Когда пользователь тянет язычковую секцию 106, его тяговое усилие будет передаваться части 110 на внутренней стороне упаковочного контейнера посредством первой перемычки по материалу, которая соединяет две части 103 и 110. Расположение первой перемычки по материалу обозначено условным номером 112. Благодаря такой конфигурации, внутренняя часть 110 будет толкать перекрывающиеся слои многослойного упаковочного материала 102 в целях выполнения открывания упаковочного контейнера. На конце внутренней части, удаленном от первой перемычки по материалу 112, располагается вторая перемычка по материалу 114, которая соединяет внутреннюю часть 110 и рамочную секцию 108. На практике рамочная часть 108 может изготавливаться из отдельной части, но все же может оказываться преимущественным изготовление всего открывного устройства в форме единой детали. Рамочная секция 108 может оказаться необязательной для всех вариантов выполнения, и все же, согласно настоящему варианту выполнения, внутренний периметр рамочной секции 108 будет взаимодействовать с наружным периметром внутренней части 110, чтобы производить действие ножниц. Это действие ножниц обеспечивает и упрощает чистое разрезание, например, любого жесткого полимерного слоя, который присутствует в многослойном упаковочном материале 102. Кроме того, действие ножниц упрощает открывание тем, что снижается требуемое усилие со стороны потребителя, а также становится возможным сохранение на минимальном уровне количества полимерного материала, который требуется в открывном устройстве.
Как известно, чтобы обеспечивалось высокоэффективное действие ножниц, важную роль играют расстояние d, которое разделяет "лезвия ножниц", причем, согласно данному варианту выполнения, в качестве таких "лезвий ножниц" действуют внутренняя часть 110 и рамочная секция 108; при этом также важна толщина t разрезаемого упаковочного материала (см. Фиг. 3b). График на Фиг. 3c иллюстрирует соотношение, в котором находятся открывающее усилие F, расстояние d между краями внутренней части 110 и рамочной секции 108 и толщина t упаковочного материала. Посредством моделирования было обнаружено, что на расстоянии d=0 между краями внутренней части 110 и рамочной секции 108 на упаковочный материал производится значительное сжимающее усилие в процессе открывания. Здесь не присутствуют сдвигающие усилия, действующие перпендикулярно по отношению к упаковочному материалу. Результат заключается в том, что открывное устройство не может быть легко открыто. Усилие F, которое должен преодолеть потребитель, оказывается чрезмерно высоким. Кроме того, расстояние d=0,75t, которое означает расстояние, составляющее 75% толщины упаковочного материала, представляет собой нижнее предельное значение, используемое в сгибающих инструментах, когда изготавливаются линии сгиба в упаковочном материале. Здесь также считается, что усилие F со стороны потребителя должно быть высоким, но не чрезмерно высоким, если является тонким основной бумажный слой в упаковочном материале (толщина бумаги составляет менее чем приблизительно 200 мкм). Причина того, что расстояние d выбирается равным, по меньшей мере, 0,75t, когда сгибается упаковочный материал, заключается в том, что при этом могут предотвращаться трещины в поверхностных слоях. Когда расстояние d составляет менее чем 0,75t, будут легко возникать трещины, сначала в поверхностных слоях, а затем последовательно в остальных слоях.
Следовательно, было обнаружено, что идеальное расстояние d, которое обеспечивает минимальное преодолеваемое потребителем усилие F, находится в пределах интервала от 0,1t до 0,75t и предпочтительно от 0,1t до 0,5t. В этих интервалах упаковочный материал будет разрываться вследствие сдвига, т. е. когда материал начинает разрываться, присутствуют только сдвигающие усилия. Причина низких требуемых усилий, как упоминается выше, заключается в том, что здесь слои упаковочного материала практически последовательно подвергаются растрескиванию и разрушению.
Если расстояние d увеличивается до уровня, составляющего более чем 50% толщины t упаковочного материала (d>0,5t), начинает быстро увеличиваться усилие F, которое должен преодолеть потребитель.
Когда расстояние d составляет более чем толщина t (t>d), усилие F в процессе разрыва будет представлять собой просто усилие растяжения в плоскости упаковочного материала. Как правило, такое усилие может быть преодолено потребителем только в том случае, если является тонким основной бумажный слой в упаковочном материале (толщина бумаги составляет менее чем приблизительно 200 мкм).
Когда расстояние d может оставаться в пределах интервала от 0,1t до 0,75t, сокращается до минимума усилие открывания, и именно это, в свою очередь, делает возможным использование ослабленного открывного устройства, т.е. может сохраняться на очень низком уровне требуемое количество полимерного материала. Согласно данному варианту выполнения, это количество является небольшим, составляя лишь несколько граммов.
Однако следует отметить, что настоящее изобретение не ограничивается расстоянием d в пределах интервала от 0,1t до 0,75t. Если открывное устройство применяется для тонкого упаковочного материала, например, если является тонким основной бумажный слой в упаковочном материале (толщина бумаги составляет менее чем приблизительно 200 мкм), возможность открывания будет удовлетворительной в случае расстояний d, составляющих более чем 0,75t. Однако, чтобы выдерживать более значительное усилие F, может потребоваться большее количество полимерного материала для изготовления открывного устройства.
Кроме того, чтобы повышалась эффективность действия ножниц, открывное устройство предпочтительно должно иметь форму, имеющую острые края, направленные к упаковочному материалу. Материал открывного устройства также представляет собой важный параметр. Действие ножниц может "заостряться" посредством выбора материала, имеющего высокую кристалличность, или материала, который находится при своей температуре стеклования Tg. Примерные материалы могут находиться в группе, которую составляют полиамиды, полипропилены, полистиролы, сложные полиэфиры, жидкокристаллические полимеры, полиэтилены (линейный полиэтилен низкой плотности, полиэтилен низкой плотности, полиэтилен высокой плотности).
Часть рамочной секции 108, которая не вносит свой вклад в действие ножниц, т. е. часть рамочной секции 108, находящаяся снаружи в радиальном направлении относительно язычковой секции 106, как правило, не способствует функции открывного устройства 101 в отношении открывного действия, но все же она может служить для цели защиты язычковой секции 106 от непреднамеренного приведения в действие. Кроме того, может обеспечиваться сохранение отслаивания самого наружного пластикового слоя, которое может происходить в процессе открывания, в пределах ограничений рамочной секции 108. Это может также вносить вклад во внешний вид открывного устройства 101 и облегчать для пользователя осуществление функции открывного устройства.
Фиг. 4 иллюстрирует открывное устройство 101 в открытом состоянии. Пользователь поднял язычковую секцию и потянул ее вверх (от многослойного упаковочного материала) и вправо, осуществляя, таким образом, открывание упаковочного контейнера. В этот момент пользователь может продолжать натяжение, удаление и выбрасывание слабой части открывного устройства. Пользователь может также использовать частично ослабленную секцию, чтобы частично закрывать открытое устройство. В тех случаях, где удаление язычковой секции и соединенной с ней открытой части открывного устройства не является желательным, открывное устройство может укрепляться у "шарнирного" конца первой части, удаленного от язычковой секции, на которую можно воздействовать в соответствии с вариантом выполнения, проиллюстрированным на Фиг. 4, где шарнирный конец присоединяется к внутренней поверхности упаковочного контейнера, выполняя, таким образом, функцию крепления. Согласно настоящему варианту выполнения, полностью непроницаемая для жидкостей герметизация не может предполагаться в повторно закрытом состоянии, и все же, в пределах объема настоящего изобретения, могут быть сконструированы повторно закрывающиеся открывающие устройства.
Открывное устройство может быть изготовлено с использованием только двух полостей полуформ. Первая полуформа включает полость формы, которая имеет конфигурацию первой части открывного устройства, и вторая полуформа включает полость формы, которая имеет конфигурацию второй части открывного устройства. Полуформы располагаются в точном соответствии на противоположных сторонах многослойного упаковочного материала, и расплав вводится, по меньшей мере, в одном положении во вторую полость формы. Расплав быстро заполняет полость формы, и в тех местах, где первая и вторая полости формы перекрываются, отсутствие опоры заставляет упаковочный материал разрываться таким образом, что расплав может заполнять также и вторую полость формы, и в результате этого завершается изготовление открывного устройства. Если это оказывается желательным или обязательным для конкретной конструкции, можно использовать более чем две полости формы.
В течение процесса литья под давлением скорость потока будет практически постоянной, и количество инжектируемого пластикового материала будет соответствовать объему полости формы. Однако давление в расплаве будет изменяться в значительной степени в течение кратковременного процесса литья. Прежде чем заполняется полость, в которую инжектируют расплав, не происходит значительного повышения давления. Когда указанная полость заполняется, происходит быстрое повышение давления до тех пор, пока не разрывается упаковочный материал. Давление будет достигать максимума в момент перед разрывом, и скорость, с которой оно уменьшается, будет зависеть, например, от размеров образующегося отверстия. Целесообразно отметить, что, если скорость инжектируемого потока является высокой, разрыв будет более резким, чем в случае менее высокой скорости инжектируемого потока, и что в результате повышения скорости потока будет образовываться отверстие большего размера. Увеличение размера отверстия может приводить к тому, что вся полость формы заполняется с более высокой скоростью, что может оказаться благоприятным. Оптимальная скорость потока может изменяться в зависимости от конструкции открывного устройства, свойств упаковочного материала, свойств используемого пластикового материала и т. д., и все же, согласно функционирующему в настоящее время варианту выполнения, продолжительность цикла составляет менее чем приблизительно 300 мс, т. е. приблизительно три открывающих устройства в секунду могут быть изготовлены посредством одной формы с использованием технологии согласно настоящему изобретению.
Размеры открывного устройства могут быть оптимизированы в целях достижения только соответствующего открывания упаковочного контейнера, и может предотвращаться любое использование дополнительного материала. Таким образом, требуется лишь относительно небольшое количество пластикового материала (по сравнению с известными открывающими устройствами). Помимо полезного эффекта, заключающегося в том, что уменьшается время, требуемое для литья под давлением, здесь достигается также эффект, заключающийся в том, что форма не обязательно должна быть закрыта в течение продолжительного времени, поскольку будет немедленно начинаться застывание (или затвердевание) пластикового материала. Небольшое количество пластикового материала гарантирует, что даже если начинает застывать только поверхностный слой, этого будет достаточно для сохранения формы открывного устройства до тех пор, пока не произойдет полное застывание, и это, в свою очередь, подразумевает, что форма будет открываться, в основном, как только будет завершено литье под давлением. Самый наружный поверхностный слой расплава пластикового материала начинает застывать, как только он вступает в контакт со стенками полости формы или с самым наружным слоем упаковочного материала. Для несложных конструкций это гарантирует, что форма может открываться, как только она заполняется. Для более сложных конструкций, например, конструкций, включающих крутые края или четкие ребра, может потребоваться более продолжительное время для застывания пластикового материала, таким образом, что пластиковый материал может затвердевать от поверхности по направлению внутрь перед открыванием формы. В данном контексте следует понимать, что пластиковый материал будет сокращаться (по направлению от поверхности внутрь) по мере застывания, и в традиционном процессе инжекционного формования, как известно, литье пластикового материала продолжается в течение застывания, таким образом, что конечная деталь по своей форме представляет собой точное воспроизведение полости. Кроме того, может оказаться важным осуществление процесса, в котором продолговатая форма остается закрытой, чтобы тепло в большем количестве передавалось от расплава к форме. В результате этого возникает необходимость установки охлаждающих приспособлений, таких как каналы, по которым охлаждающая текучая среда проходит через полуформы. Согласно изобретению, такие приспособления могут оказаться необязательными благодаря короткой продолжительности циклов.
Область, в которой происходит разрыв упаковочного материала, не подвергается предварительной обработке каким-либо способом. В данном контексте термином "предварительная обработка" обозначается перфорация, изгиб или ослабление каким-либо способом. Отсутствие ослабления является преимуществом, поскольку позволяет увеличить приемлемые допуски при выравнивании полуформ с упаковочным материалом, поскольку выравнивать их с ослабленной зоной не требуется. Вследствие отсутствия ослабления, возможен ненаправленный разрыв многослойного упаковочного материала, создающий неровный край образуемого при этом отверстия. В этой ситуации преимущество обеспечивается инжекцией расплава во вторую полость формы. Данное преимущество заключается в том, что отверстие и любая образующаяся в результате выступающая краевая секция будут направлены наружу, таким образом, что предотвращается открытие (экспонирование) волокнистой сердцевины на внутренней стороне упаковочного контейнера. Кроме того, поскольку отверстие имеет форму воронки, на внутренней стороне упаковочного материала существует большая площадь поверхности, на которой пластиковый материал открывного устройства может прикрепляться или привариваться к самому внутреннему слою многослойного упаковочного материала. Таким образом, сокращается до минимума риск загрязнения внутренней стороны упаковочного контейнера. Дополнительный технический результат способа по изобретению и, соответственно, осуществляющего этот способ устройства по изобретению можно видеть на наружной стороне упаковочного материала. Этот эффект заключается в том, что открытый край сердцевины из волокнистой основы будет захватываться внутри полости формы, и, таким образом, он будет покрываться расплавленным материалом в процессе литья под давлением. Это устраняет или снижает риск того, что имеющая волоконную основу сердцевина будет поглощать влагу, а также улучшает внешний вид поскольку, неровные края могут быть скрыты внутри пластикового материала открывного устройства.
Согласно следующим вариантам выполнения, может быть предложено решение, в котором используются более чем две части формы, и в котором инжекцию расплава осуществляют в двух или более частях формы.
В секциях открывного устройства, в которых отсутствует перекрывание между полостями формы, открывное устройство будет прикрепляться к поверхностному слою многослойного упаковочного материала. Если это допускается температурой и химическим составом, устройство может привариваться к поверхностному слою, а в другом случае оно может прикрепляться за счет эффекта менее прочного связывания. Таким образом, связь между многослойным упаковочным материалом будет, как правило, не более прочной, чем сила адгезии между поверхностным слоем многослойного упаковочного материала и любыми прилегающими слоями. Это может создавать проблему для открывного устройства, прикрепляемого только посредством данной адгезии, поскольку расслаивание может приводить к тому, что не будет происходить полное проникновение в упаковочный материал в процессе открывания. Поскольку настоящее изобретение предлагает непосредственное механическое соединение в форме первой перемычки по материалу, тяговое усилие будет, вместо этой функции, превращаться в толкающее усилие, обеспечивая надежное открывание упаковочного контейнера.
Фиг. 5 и 6 иллюстрируют открывное устройство 201 в соответствии со вторым вариантом выполнения настоящего изобретения. После более подробного описания первого варианта выполнения описание второго варианта выполнения не обязательно должно быть таким же подробным. Открывное устройство согласно второму варианту выполнения является менее сложным, чем открывное устройство согласно первому варианту выполнения в том, что открывание производится посредством функции отрывного язычка. При натяжении язычка 206 первой части 204 вторая часть 210 будет проникать в упаковочный материал 202, таким образом, как застежка-молния. И в этом случае первая часть 204 может включать рамочную секцию 208, которая может располагаться таким образом, чтобы производить действие ножниц совместно со второй частью 210, аналогичное действию описанному в соответствии с первым вариантом выполнения. Однако открывное устройство 201 может быть изготовлено без рамки 208, если потребуется изготовление очень простого открывного устройства, в котором не может быть использовано преимущество действия ножниц. В случае тонкого упаковочного материала оно может очень хорошо функционировать, и такое открывное устройство может быть изготовлено с использованием полимерного материала в очень малом количестве, составляющем, например, менее чем 0,5 г. Это может быть реализовано, например, за счет того, что изготавливается короткая вторая часть 210 и небольшой отрывной язычок 206. В процессе открывания открывного устройства в упаковке делается лишь малое отверстие, такое как отверстие для соломинки, небольшое отверстие для выливания. Для потребителя единственная видимая часть такого открывного устройства представляет собой отрывной язычок 206.
Хотя здесь отсутствует чертеж формы или полости формы, специалист в данной области техники понимает, что конфигурация полости формы будет находиться в корреляции с формой изготавливаемого открывного устройства (или, скорее, наоборот), и поскольку настоящее изобретение не относится к конфигурации полости формы, этот вопрос не будет дополнительно обсуждаться. Кроме того, инжекционное формование представляет собой хорошо разработанную технологию не в последнюю очередь благодаря предлагаемым материалам, таким как PE, PP и PET. Таким образом, описание процесса инжекционного формования или соответствующих признаков не представляет интереса для специалиста в целях применения изобретения, и поэтому описание этого процесса не приводится.
Группа изобретений относится к открывному устройству, способу изготовления открывного устройства и упаковочному материалу, предназначенному для использования в таком способе. Открывное устройство содержит первую часть на одной стороне многослойного упаковочного материала с волоконной основой и вторую часть на противоположной стороне многослойного упаковочного материала с волоконной основой. Первая и вторая части образуются в процессе формования единой детали и соединяются посредством по меньшей мере одной перемычки по материалу, продолжающейся через многослойный упаковочный материал. Способ изготовления открывного устройства включает размещение многослойного упаковочного материала в форме, инжекцию расплава в первую полость формы для проникновения его в область перекрытия и заполнение второй полости формы для образования открывного устройства. Технический результат, достигаемый при использовании группы изобретений, заключается в том, чтобы обеспечить высокую эффективность процесса за счет количества используемого материала и времени, требуемого для изготовления каждого открывного устройства. 4 н. и 9 з.п. ф-лы, 8 ил.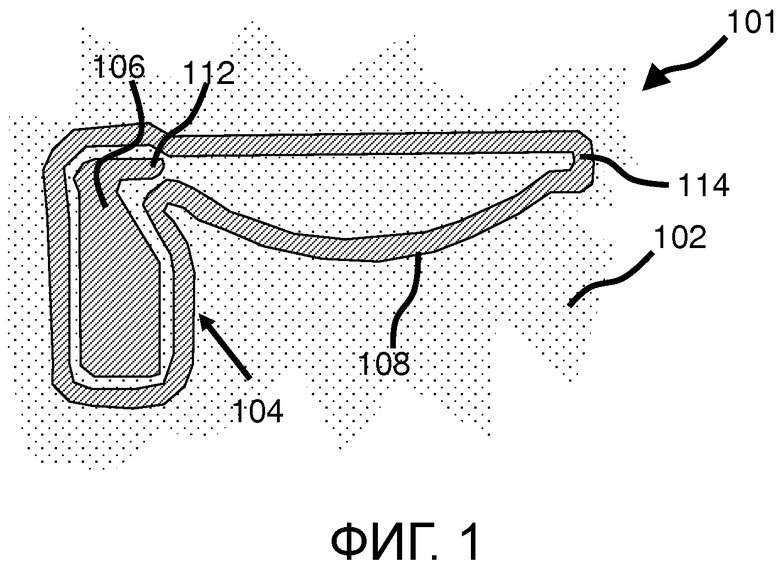
1. Способ изготовления открывного устройства для имеющего волокнистую основу многослойного упаковочного материала, включающий стадии:
помещение первой полуформы, содержащей первую полость формы на первой стороне имеющего волокнистую основу многослойного упаковочного материала,
помещение второй полуформы, содержащей вторую полость формы на противоположной стороне имеющего волокнистую основу многослойного упаковочного материала,
причем первая полость формы частично перекрывает вторую полость формы в одной или более областях перекрывания,
инжекция расплава, по меньшей мере, в указанную первую полость формы, причем расплав, вследствие увеличения давления в указанной полости, проникает через имеющий волокнистую основу многослойный упаковочный материал в область перекрывания и заполняет также, по меньшей мере, указанную вторую полость формы для образования открывного устройства, продолжающегося через многослойный упаковочный материал.
2. Способ по п. 1, в котором перекрывание между первой и второй полостями формы позиционируют в соответствии с меткой на многослойном упаковочном материале с волокнистой основой.
3. Способ по любому предшествующему пункту, в котором инжекцию расплава осуществляют таким образом, что проникновение расплава в имеющий волокнистую основу многослойный упаковочный материал направляется от первой стороны имеющего волоконную основу многослойного упаковочного материала к его противоположной стороне.
4. Способ по п. 3, в котором расплав инжектируют в полость формы, расположенную на первой стороне имеющего волокнистую основу упаковочного материала.
5. Способ по любому предшествующему пункту, в котором инжектируемый расплав направляют непосредственно в область перекрывания.
6. Открывное устройство (101) для имеющего волокнистую основу многослойного упаковочного материала, изготовленное способом по п. 1, содержащее первую часть (104) на одной стороне имеющего волокнистую основу многослойного упаковочного материала (102) и вторую часть (110) на противоположной стороне имеющего волокнистую основу многослойного упаковочного материала (102), причем первая и вторая части отформованы в виде единой детали и соединены посредством по меньшей мере одной перемычки (112), продолжающейся через многослойный упаковочный материал (102).
7. Открывное устройство по п. 6, в котором указанная перемычка и/или ее смежные участки охватывает открытые края многослойного упаковочного материала и, в частности, его сердцевину из волокнистой основы.
8. Открывное устройство по п. 6 или 7, в котором первая часть включает язычковую секцию и рамочную секцию, причем каждая из них соединена со второй частью посредством по меньшей мере одной перемычки по материалу.
9. Открывное устройство по любому из пп. 6-8, в котором наружный периферийный край второй части (110; 210) и внутренний периферийный край первой части, в частности, внутренний край рамочной части (108; 208), по меньшей мере, вдоль ее секции, продолжаются параллельно по отношению друг к другу.
10. Открывное устройство по п. 9, в котором расстояние d между наружным периферийным краем второй части (110; 210) и внутренним периферийным краем рамочной части (108; 208) находится в интервале от 0,1 до 0,75t, где t представляет собой толщину упаковочного материала.
11. Открывное устройство по любому из пп. 6-10, в котором материал открывного устройства является свариваемым с ламинированными пластиковыми слоями многослойного упаковочного материала.
12. Имеющий волокнистую основу многослойный упаковочный материал, выполненный с возможностью литья под давлением открывного устройства по п. 6 и содержащий метку для позиционирования открывного устройства.
13. Имеющий волокнистую основу многослойный упаковочный материал, выполненный с возможностью литья под давлением открывного устройства по п. 6 и имеющий основной бумажный слой, имеющий толщину в интервале от 50 до 200 мкм.
| DE 2921172 A1, 06.12.1979 | |||
| СПОСОБ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ОТКРЫВАЮЩИХ УСТРОЙСТВ НА ЛИСТОВОМ МАТЕРИАЛЕ ДЛЯ УПАКОВЫВАНИЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ, А ТАКЖЕ УПАКОВОЧНЫЙ МАТЕРИАЛ И УПАКОВКА, ПОЛУЧАЕМЫЕ ТАКИМ СПОСОБОМ | 2008 |
|
RU2471623C2 |
| GB 2003446 A, 14.03.1979 | |||
| US 4828138 A1, 09.05.1989 | |||
| СПОСОБ НАНЕСЕНИЯ ОТКРЫВНОГО ПРИСПОСОБЛЕНИЯ НА УПАКОВОЧНОЙ МАТЕРИАЛ И УПАКОВКА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2001 |
|
RU2270795C2 |

