Область техники, к которой относится изобретение
Изобретение относится к способам изготовления металлических изделий, деталей для железнодорожного транспорта, а именно к способам изготовления оси для колесной пары грузового вагона типа РУ1Ш.
Уровень техники
Известен способ производства оси типа РУ1Ш колесной пары грузового вагона (http://vse-lekcii.ru/zheleznodorozhnyj-transport/vagony/vagonnye-osi, обнаружено 10.12.2016 г.) из заготовки ковкой на молотах или прессах. Процесс изготовления оси состоит в следующем: заготовку сечением 210×210 мм, нагретую в методической печи до температуры 1100-1170°С, подают под пресс или молот и куют сначала одну половину оси, а затем другую в определенной последовательности (позиции 1-4). Ковку заканчивают при температуре 800-860°С.
В процессе ковки придается определенная форма оси и улучшается структура металла. Ось после ковки охлаждают на воздухе до температуры 450°С, а затем загружают в печь и медленно нагревают до температуры 850-870°С с последующей выдержкой в течение 1,5 ч, затем быстро охлаждают в камере до температуры 550-600°С. Далее ось перемещают в камеру медленного охлаждения, где она остывает до температуры 70-80°С. В результате термической обработки, которая ведется в специальной печи при автоматической регистрации заданных режимов, значительно улучшаются механические свойства металла.
Каждую поковку осматривают, обмеряют и проверяют дефектоскопом. На осях не должно быть расслоений, следов усадочных раковин, трещин, песочин и волосовин. Глубина наружных пороков на поверхности черных осей, подлежащих обработке, не должна превышать 75% припуска на обработку оси. Для определения глубины залегания видимых дефектов завод-поставщик должен делать пробные местные вырубки. На оси, удовлетворяющие утвержденным нормам, наносят клейма, которые обводят масляной краской. При обработке заготовки оси на токарных станках заводские клейма, поставленные на нее в горячем состоянии, переносятся на торец. Недостатком указанного аналога является сложное технологичное производство, так как заготовка изначально не подготовлена.
Раскрытие изобретения
Технический результат заключается в оптимизации процесса производства (или в ускоренном производстве) оси типа РУ1Ш (РУ-1Ш) за счет использования уже подготовленной оси типа РУ1 (РУ-1) заявленным способом изготовления оси для колесной пары грузового вагона типа РУ1Ш, причем в качестве заготовки оси используют ось типа РУ1, с резьбовых частей концов которой удаляют резьбу диаметром 110 мм, увеличивают длину шеек оси на величину от 15 мм до 20 мм посредством наплавки с защитой шеек оси от нагара на резьбовые части оси и зарезьбовые канавки с припуском на обработку до диаметра шеек изготавливаемой оси, на торцах осей осуществляют сверление до глубины от 20 мм до 45 мм четырех отверстий для болтов крепления торцовых шайб сверлом диаметром от 11 мм до 13 мм, выполняют торцовку осей со снятием фасок и обработку наплавленных частей шеек оси до их диаметра, осуществляют расточку упомянутых отверстий для болтов крепления с двух сторон оси, их рассверливание до глубины не менее 45 мм и нарезку резьбы диаметром 20 мм, наносят на правый торец оси соответствующие знаки и клейма, относящиеся к изготовлению оси РУ1Ш из оси РУ1.
Согласно изобретению наплавку на резьбовую часть оси и зарезьбовую канавку выполняют посредством наплавочного автомата.
Согласно изобретению наплавку на резьбовую часть оси и зарезьбовую канавку выполняют посредством наплавочного полуавтомата.
Краткое описание чертежей
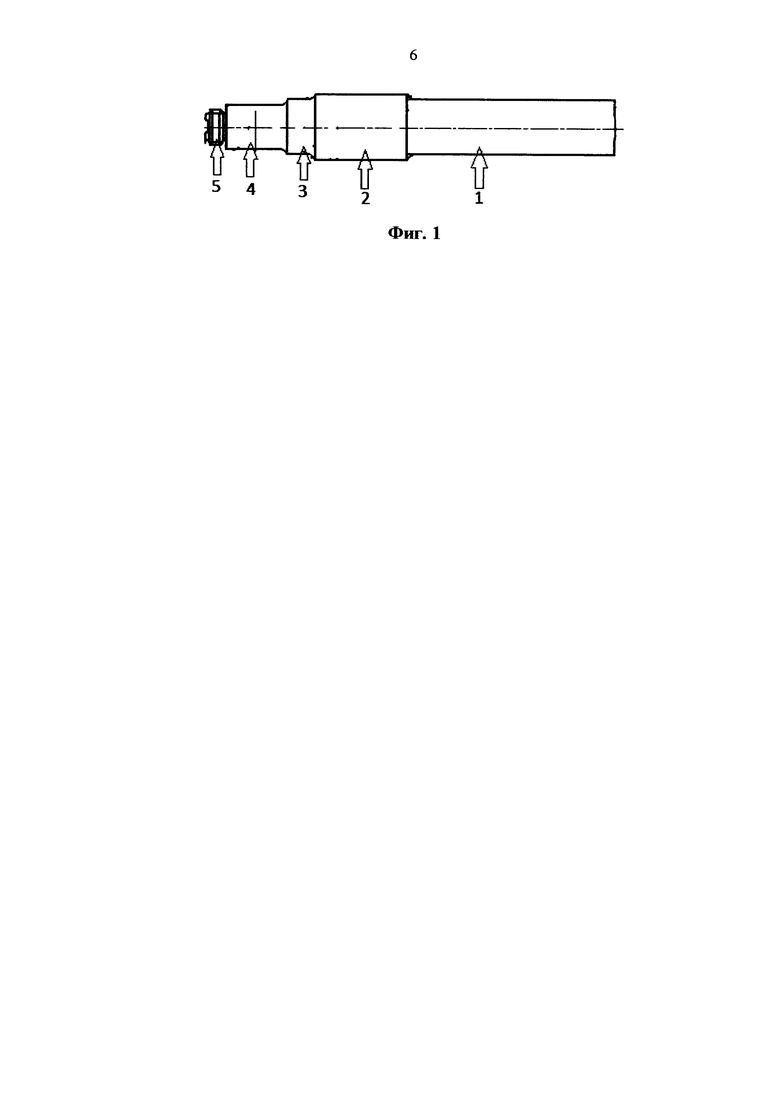
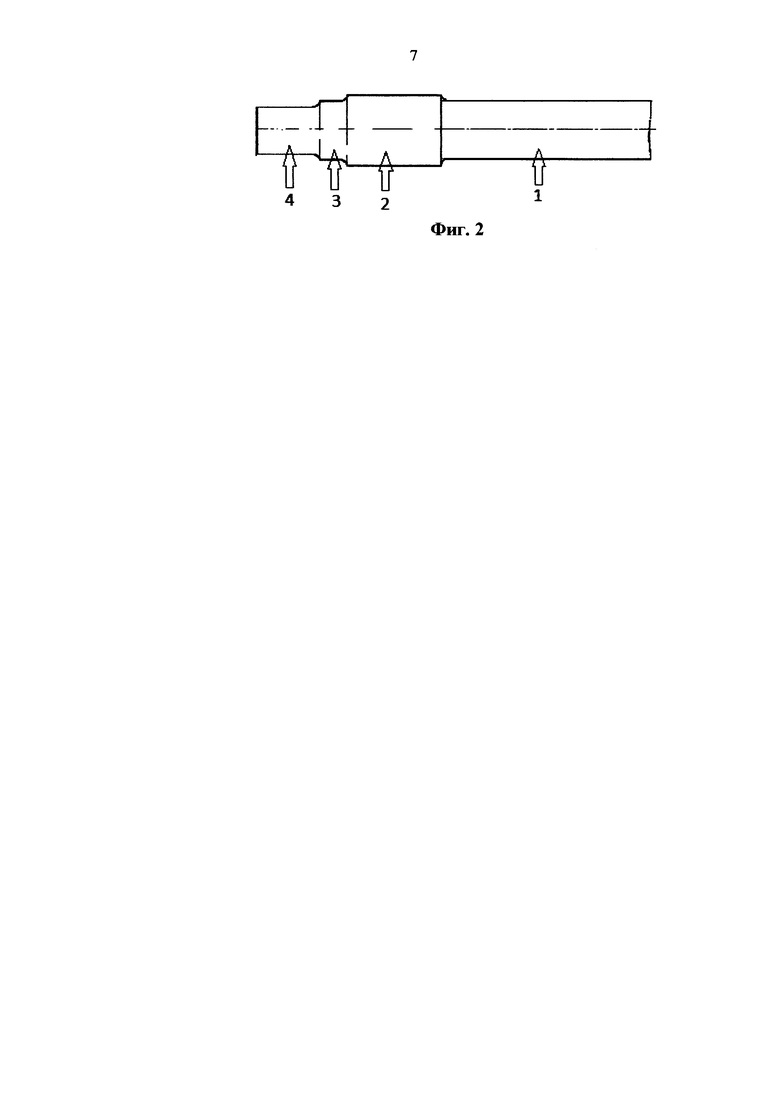
Сущность изобретения поясняется фиг. 1, на которой приведена ось типа РУ1; фиг. 2, на которой приведена ось типа РУ1Ш колесной пары грузового вагона.
Осуществление изобретения
Срок эксплуатации осей колесных пар грузовых вагонов не ограничен, оси колесных пар изготавливаются из высококачественной стали марки ОСВ с высоким содержанием углерода и легирующих элементов, замена осей РУ1 на оси РУ1Ш дорогостоящее мероприятие, и промышленность России не в состоянии изготовить в достаточно короткий срок большой объем новых осей РУ1Ш. Заявленный способ позволяет производить из оси типа РУ1 ось РУ1Ш колесной пары грузового вагона, так как конструкция двух осей практически идентична.
На фиг. 1 изображена ось типа РУ1, выполненная из последовательно соединенных средней части 1, подступичной части 2, предподступичной части 3, шейки 4 и нарезной части 5.
На фиг. 2 изображена ось типа РУ1Ш, выполненная из последовательно соединенных средней части 1, подступичной части 2, предподступичной части 3, шейки 4.
Следует отметить, что колесные пары с осями, предназначенными для эксплуатации с роликовыми подшипниками, различают между собой конструкцией торцового крепления внутренних колец роликовых подшипников на шейке, а именно: с нарезной частью 5 для навинчивания корончатой гайки на оси РУ1; при помощи приставной шайбы, для чего на торцах делают отверстия с нарезкой для болтов крепления на оси РУ1Ш, такое крепление выполнено в двух вариантах: тремя или четырьмя болтами.
Диаметры шеек 4, подступичной 2 и средней 1 частей оси определяют исходя из расчетной нагрузки. Предподступичная часть 3 является ступенью перехода от шейки к подступичной части оси и служит для установки уплотняющих устройств корпуса буксы. На подступичных частях 2 прочно закрепляются колеса. На шейках 4 размещаются подшипники.
Заготовка может быть выполнена по ГОСТ 22780, или по ГОСТ 33200-2014, или по ГОСТ 31334-2007.
Кроме того, перед началом производства оси типа РУ1Ш колесной пары грузового вагона необходимо проведение предварительного НК (неразрушающий контроль) осей РУ1.
Заявленные основные технологические операции
Удаление резьбы М 110 с обеих сторон оси РУ1 перед наплавкой.
Автоматическая или полуавтоматическая наплавка зарезьбовой канавки и резьбовой части оси на длине увеличения шейки оси 15-20 мм с защитой шейки оси РУ1 от нагара с припуском на обработку до существующего диаметра шейки оси.
Засверловка до необходимой глубины центровых отверстий осей сверлом диаметром, например, 12 мм. Фиксация знаков и клейм, относящихся к изготовлению оси РУ1, т.е. перенос с торца шейки оси оттисков (клейм). На торцах имеются: порядковый номер оси, дата ее изготовления, клеймо изготовителя оси, приемочные клейма и т.д.
Торцовка осей, обработка наплавки до диаметра шейки оси, фаски, расточка центровых отверстий оси с двух сторон (шероховатость и размеры обрабатываемых поверхностей по ГОСТ 22780-93).
Рассверловка и нарезка резьбы М 20 (метрическая резьба под болт 20 мм) отверстий крепления торцовых шайб болтами (4 отверстия М20-7Н).
Перенос знаков и клейм, относящихся к изготовлению оси и ее переделке в РУ1Ш, на правый торец оси. Можно провести дополнительно расформирование колесной пары, распрессовку изношенных колес при необходимости.
Формирование колесных пар с дисками колес (СОНК), средний ремонт буксового узла с нанесением установленных клейм на торцы шеек оси.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полая ось колёсной пары для грузовых вагонов | 2016 |
|
RU2641199C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ОСЕЙ КОЛЕСНЫХ ПАР | 2003 |
|
RU2248861C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2008 |
|
RU2371293C1 |
| Полая ось вагонной колесной пары | 1960 |
|
SU135904A1 |
| СПОСОБ АКУСТИКО-ЭМИССИОННОГО КОНТРОЛЯ КОЛЕСНЫХ ПАР ВАГОНОВ | 2008 |
|
RU2380698C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2005 |
|
RU2296659C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| УСТРОЙСТВО ДЛЯ ВОССТАНОВЛЕНИЯ ЦЕНТРОВЫХ ОТВЕРСТИЙ ОСЕЙ | 2014 |
|
RU2551752C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР ПОДВИЖНОГО СОСТАВА И ПУТЕВЫХ МАШИН | 2008 |
|
RU2380208C1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ КОЛЁСНЫХ ПАР ВАГОНОВ | 2020 |
|
RU2744644C1 |
Изобретение относится к области изготовления осей колесной пары грузового вагона, в частности оси типа РУ1Ш из оси типа РУ-1. Способ включает удаление резьбы диаметром 110 мм с обеих сторон оси РУ1, наплавку зарезьбовой канавки и резьбовой части оси на длине увеличения шейки оси в диапазоне от 15 мм до 20 мм с припуском на обработку до необходимого диаметра шейки оси, сверление до глубины от 20 мм до 45 мм центровых отверстий осей, выполнение торцовки осей, обработку наплавки до диаметра шейки оси, расточку центровых отверстий оси с двух сторон, рассверловку и нарезку резьбы диаметром 20 мм отверстий крепления торцовых шайб болтами, нанесение соответствующих знаков и клейм. Применение изобретения позволяет ускорить и упростить изготовление оси типа РУ1Ш за счет использования уже подготовленной оси типа РУ1. 2 з.п. ф-лы, 2 ил.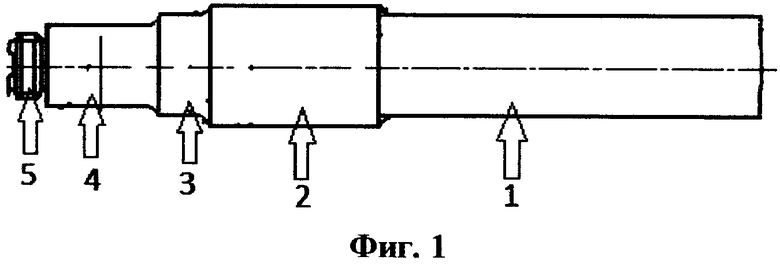
1. Способ изготовления оси для колесной пары грузового вагона типа РУ1Ш, отличающийся тем, что в качестве заготовки оси используют ось типа РУ1, с резьбовых частей концов которой удаляют резьбу диаметром 110 мм, увеличивают длину шеек оси на величину от 15 мм до 20 мм посредством наплавки с защитой шеек оси от нагара на резьбовые части оси и зарезьбовые канавки с припуском на обработку до диаметра шеек изготавливаемой оси, на торцах осей осуществляют сверление до глубины от 20 мм до 45 мм четырех отверстий для болтов крепления торцовых шайб сверлом диаметром от 11 мм до 13 мм, выполняют торцовку осей со снятием фасок и обработку наплавленных частей шеек оси до их диаметра, осуществляют расточку упомянутых отверстий для болтов крепления с двух сторон оси, их рассверливание до глубины не менее 45 мм, нарезку резьбы диаметром 20 мм и наносят на правый торец оси соответствующие знаки и клейма, относящиеся к изготовлению оси РУ1Ш из оси РУ1.
2. Способ по п. 1, отличающийся тем, что наплавку на резьбовую часть оси и зарезьбовую канавку выполняют посредством наплавочного автомата.
3. Способ по п. 1, отличающийся тем, что наплавку на резьбовую часть оси и зарезьбовую канавку выполняют посредством наплавочного полуавтомата.
| СПОСОБ ВОССТАНОВЛЕНИЯ ОСЕЙ КОЛЕСНЫХ ПАР | 2003 |
|
RU2248861C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2005 |
|
RU2296659C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ БУКСОВЫХ ШЕЕК ОСЕЙ КОЛЕСНЫХ ПАР | 2008 |
|
RU2371293C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ПОВЕРХНОСТЕЙ ШЕЕК ОСЕЙ ВАГОННЫХ КОЛЕСНЫХ ПАР ПУТЕМ ЛАЗЕРНОЙ НАПЛАВКИ | 1996 |
|
RU2107598C1 |
| WO 2014025244 A1, 13.02.2014. | |||

