Изобретение относится к трубопрокатному производству и может быть использовано на прошивных станах при прокатке заготовок на водоохлаждаемых оправках.
Известна конструкция водоохлаждаемой оправки прошивного стана (Шевакин Ю.Ф., Глейберг А.З. «Производство труб». Металлургия, 1968, с. 57÷58), в которой оправка выполнена с полой внутренней поверхностью и охлаждается изнутри водой, поступающей через стержень-оправкодержатель.
Недостатком известной конструкции системы внутреннего охлаждения оправок прошивного стана является отсутствие охлаждения оправки на участке посадочного конуса, что приводит к интенсивному износу и низкой стойкости оправки. При этом оправка, разогретая в процессе прошивки до высоких температур, расширяется и под действием осевых тянущих сил смещается в осевом направлении, глубже размещаясь на посадочном конусе. При остывании оправки (простоях, переходах и т.п.) такая горячая посадка является причиной образования сквозных трещин и приводит к разрушению посадочного конуса оправки.
Известна оправка прошивного стана с переменным внутреннем профилем (патент РФ №2037350, В21В 25/04, В21В 19/04, опубл. 19.06.1995), которая имеет систему наклонных каналов в стенке, выходящих на поверхность в начале рабочей части, закрепленную на полом наконечнике с посадочным конусом, с выполненными равномерно по окружности наконечника сквозными отверстиями, и трубку для подвода охлаждающей среды внутрь оправки. Дополнительное охлаждение оправки обеспечивается за счет отвода хладагента через отверстия в носике оправки и в наконечнике.
Наиболее близким техническим решением, принятым за прототип, является оправочный узел стана винтовой прокатки (патент РФ №2477186, В21В 25/04, опубл. 10.03.2013), содержащий полый стержень, полую оправку с несквозной внутренней поверхностью, выполненную преимущественно с переменным профилем и закрепленную на полом наконечнике, и трубку для подвода внутрь оправки охлаждающей среды. На поверхности наконечника по окружности равномерно выполнены профилированные отверстия, расположенные наклонно относительно продольной оси наконечника, при этом суммарная площадь сечений отверстий не превышает площадь внутреннего сечения трубки для подвода охлаждающей среды.
Недостатком известных конструкций является попадание охлаждающей среды на внутреннюю поверхность гильзы, что при прошивке некоторых легированных марок сталей является недопустимым и влечет за собой образование дефектов на внутренней поверхности труб.
Технической задачей является повышение износостойкости оправок, снижение их растрескивания за счет охлаждения оправки на посадочном конусе, исключение попадания охлаждающей среды на внутреннюю поверхность гильзы и повышение качества внутренней поверхности труб.
Поставленная техническая задача решается за счет того, что в оправочном узле стана винтовой прокатки, содержащем полую оправку, выполненную с переменным внутреннем профилем, закрепленную на полом наконечнике с посадочным конусом, с выполненными по окружности наконечника сквозными отверстиями, и трубку для подвода охлаждающей среды внутрь оправки, согласно изобретению на посадочном конусе наконечника выполнены пазы, длина которых меньше длины участка посадочного конуса, контактирующего с оправкой, при этом отверстия расположены в каждом пазу на участке большего диаметра посадочного конуса. Кроме того, пазы на посадочном конусе наконечника выполнены по окружности, при этом суммарная площадь поперечных сечений пазов не меньше площади внутреннего сечения трубки для подвода охлаждающей среды, а суммарная площадь поперечных сечений отверстий не меньше суммарной площади поперечных сечений пазов.
Выполнение на посадочном конусе наконечника пазов, длина которых меньше длины участка посадочного конуса, контактирующего с оправкой, с размещением в каждом пазу сквозного отверстия на участке большего диаметра посадочного конуса обеспечивает течение охлаждающей среды между посадочным конусом наконечника и контактирующим с ним участком оправки. За счет охлаждения посадочного конуса не происходит расширение и осевое смещение оправки на посадочный конус, оправка не разрушается, что не приводит к образованию внутренних дефектов на трубах. Кроме того, за счет снижения температуры оправки на посадочном конусе понижается температура рабочей поверхности оправки, что уменьшает износ ее рабочей части.
При прошивке заготовок, в частности, из некоторых легированных марок сталей охлаждающая среда попадает на внутреннюю поверхность гильзы, что приводит к образованию внутренних дефектов. Для исключения попадания охлаждающей среды в гильзу длина пазов, выполненных на посадочном конусе наконечника, не должна превышать длину участка посадочного конуса, контактирующего с оправкой.
Для обеспечения достаточной скорости тока охлаждающей среды в оправочном узле суммарная площадь поперечных сечений пазов должна быть не меньше площади внутреннего сечения трубки для подвода охлаждающей среды, а суммарная площадь поперечных сечений отверстий - не меньше площади поперечных сечений пазов. Невыполнение данного условия приводит к снижению скорости циркуляции охлаждающей жидкости, недостаточному охлаждению оправки, быстрому износу ее рабочей части и растрескиванию посадочного конуса, что существенно влияет на качество внутренней поверхности труб.
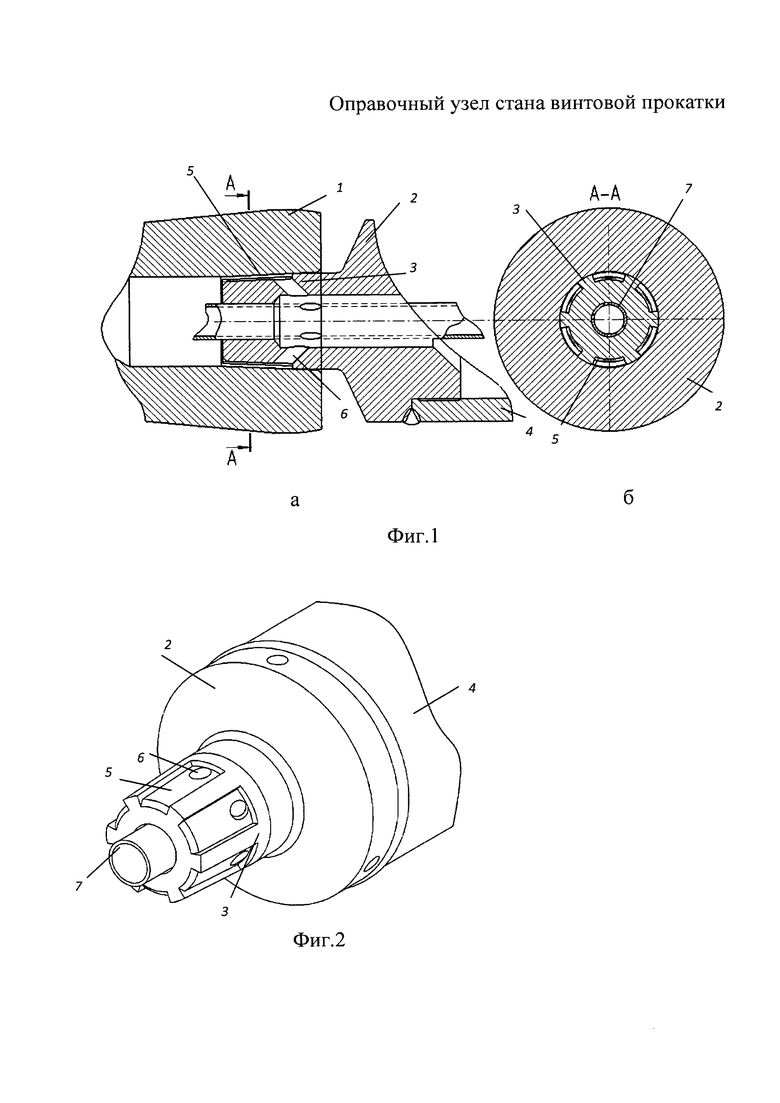
Изобретение иллюстрируется чертежами, где на фиг. 1а изображен предлагаемый оправочный узел в разрезе, на фиг. 1б - разрез А-А на фиг. 1а, на фиг. 2 изображен оправочный узел и показано выполнение пазов и отверстий на посадочном конусе.
Оправочный узел стана винтовой прокатки содержит оправку 1, которая закреплена на наконечнике 2, выполненном с посадочным конусом 3, полый стержень 4, на посадочном конусе выполнены пазы 5 и отверстия 6, и содержит трубку 7 для подвода охлаждающей среды.
На наконечнике 2 полого стержня 4 по образующей посадочного конуса 3 выполнены пазы 5. Количество пазов, их профиль и сечение выбирают в зависимости от диаметра оправки и обеспечения жесткости ее посадки. Выходные отверстия 6 выполнены в пазах 5 на участке большего диаметра посадочного конуса 3, обеспечивая прохождение охлаждающей среды по всей поверхности пазов 5, что повышает интенсивность охлаждения посадочного конуса и оправки.
Предлагаемый оправочный узел стана винтовой прокатки работает следующим образом. Поток охлаждающей среды подают в оправку 1 по трубке 7, он проходит через внутреннюю полость оправки и поступает в полость наконечника 2, проходит по поверхностям пазов 5 и через отверстия 6, тем самым интенсивно охлаждая внутреннюю поверхность оправки, что приводит к снижению износа рабочей части оправки и предотвращает ее разрушение. Кроме того, длина пазов на посадочном конусе наконечника не превышает длину его участка, контактирующего с оправкой, что исключает попадание охлаждающей среды на внутреннюю поверхность гильзы и обеспечивает повышение качества внутренней поверхности труб.
Предлагаемая конструкция оправочного узла была опробована при прокатке гильз ∅433×27 мм для производства труб ∅325×8 мм на прошивном стане в трубопрокатном цехе №1 ПАО «СТЗ».
Полая оправка ∅364 мм, выполненная с переменным внутреннем профилем, была установлена на посадочном конусе полого наконечника с трубкой для подвода охлаждающей среды внутрь оправки. Внутренний диаметр подводящей охлаждающую среду трубки составил 41 мм, а площадь ее сечения - 1320 мм2.
На посадочном конусе наконечника ∅328 мм было выполнено, в частности, восемь продольных пазов длиной 120 мм, шириной 35 мм, глубиной 5 мм, расстояние между пазами составило от 15 до 20 мм, суммарная площадь пазов - 1400 мм2, при этом длина пазов меньше длины участка посадочного конуса, контактирующего с оправкой. В каждом пазу было выполнено отверстие 015 мм, суммарная площадь отверстий составила 1414 мм2. Пазы и отверстия были выполнены таким образом, чтобы суммарная площадь поперечных сечений пазов была больше площади поперечного сечения трубки, подводящей охлаждающую среду (1400 мм2>1320 мм2), а суммарная площадь поперечных сечений отверстий - больше суммарной площади поперечных сечений пазов (1414 мм2>1400 мм2).
В процессе прокатки отмечено отсутствие яркого свечения оправки, что говорит о повышении эффективности ее охлаждения. С применением оправочного узла было прокатано 378 заготовок, при этом существующая средняя стойкость оправок обеспечивает прокатку 276 заготовок, что свидетельствует об увеличении износостойкости оправок на 37%.
Использование предлагаемого оправочного узла прошивного стана винтовой прокатки позволяет увеличить износостойкость оправок и снизить расходный коэффициент прокатываемого металла за счет уменьшения количества брака по причине лопнувших оправок, сократить продукцию пониженного качества за счет снижения величины износа наружной поверхности и растрескивания оправок и повысить качество внутренней поверхности труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2477186C2 |
| Водоохлаждаемая оправка прошивного стана | 2017 |
|
RU2649598C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА И СТЕРЖЕНЬ ПРОШИВНОГО СТАНА | 2009 |
|
RU2423194C2 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| Составной оправочный стержень трубопрокатного стана | 1980 |
|
SU858960A1 |
| ОПРАВКА ПРОШИВНОГО СТАНА | 1992 |
|
RU2037350C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2008 |
|
RU2354468C1 |
| ВОДООХЛАЖДАЕМАЯ ОПРАВКА ПРОШИВНОГО СТАНА | 2023 |
|
RU2819688C1 |
| СПОСОБ ВИНТОВОЙ ПРОШИВКИ ЛИТОЙ ЗАГОТОВКИ | 2012 |
|
RU2489220C1 |
| Удерживатель оправки трубопрокатного стана | 1990 |
|
SU1712015A1 |
Изобретение относится к трубопрокатному производству и может быть использовано на прошивных станах при прокатке заготовок на водоохлаждаемых оправках. Оправочный узел стана винтовой прокатки содержит полую оправку, выполненную с переменным профилем, закрепленную на полом наконечнике с посадочным конусом, и трубку для подвода охлаждающей среды внутрь оправки. Повышение износостойкости оправок и повышение качества внутренней поверхности труб обеспечивается за счет того, что на посадочном конусе наконечника по окружности выполнены пазы, длина которых меньше длины участка посадочного конуса. В каждом пазу выполнены сквозные отверстия на участке посадочного конуса, имеющем больший диаметр. 1 з.п. ф-лы, 2 ил.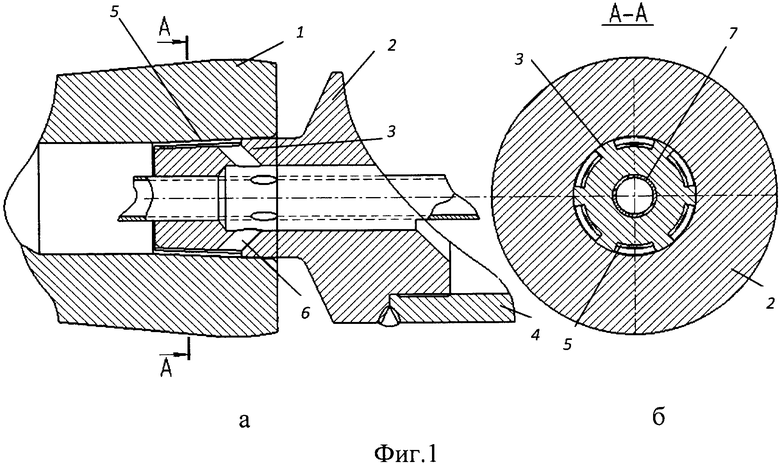
1. Оправочный узел стана винтовой прокатки, содержащий полую оправку, выполненную с переменным внутреннем профилем, закрепленную на полом наконечнике с посадочным конусом, с выполненными по окружности наконечника сквозными отверстиями, и трубку для подвода охлаждающей среды внутрь оправки, отличающийся тем, что на посадочном конусе наконечника выполнены пазы, длина которых меньше длины участка посадочного конуса, контактирующего с оправкой, при этом отверстия расположены в каждом пазу на участке посадочного конуса, имеющем больший диаметр.
2. Оправочный узел по п. 1, отличающийся тем, что пазы на посадочном конусе наконечника выполнены по окружности, при этом суммарная площадь поперечных сечений пазов не меньше площади внутреннего сечения трубки для подвода охлаждающей среды, а суммарная площадь поперечных сечений отверстий не меньше суммарной площади поперечных сечений пазов.
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2477186C2 |
| ВОДООХЛАЖДАЕМАЯ СБОРНАЯ ОПРАВКА^ ^ ДЛЯ КОСОВАЛКОВОГО СТАНА | 1972 |
|
SU430911A1 |
| Устройство для удержания оправки в трубопрокатном стане | 1979 |
|
SU772622A1 |
| US 3049947 A, 21.08.1962. | |||

