Изобретение относится к трубопрокатному производству и касается способа крепления оправок станов винтовой прокатки.
Известны способы соединения оправки со стержнем прошивного стана (Технология трубного производства. В.Н.Данченко, А.П.Коликов, Б.А.Романцев, С.В.Самусев. - М.: Интермет Инжиниринг, 2002. - 640 с.), в которых пустотелая оправка устанавливается по посадке на наконечник конусного профиля, соединяющийся со стержнем резьбовым и сварочным соединениями. Однако плотное соединение оправки с наконечником стержня препятствует ее свободному снятию при замене, что приводит к использованию механических способов отделения оправки от наконечника. В связи с этим увеличиваются простои оборудования, снижается производительность и возрастает расход инструмента.
Наиболее близким по технической сущности к заявляемому устройству является оправочный узел стана винтовой прокатки, включающий полый стержень с закрепленным в нем наконечником и оправку, соединенную с наконечником посредством съемного цангового зажима (United States Patent, Plug changing mechanism for use in piercing mills, appl. 4,022,043; 10.05.1977). Недостатком узла является невозможность применения внутреннего охлаждения оправки в процессе ее работы, что приводит к повышенному износу и расходу инструмента.
Задача изобретения - обеспечение возможности внутреннего охлаждения оправки, ее быстрой замены при износе в сочетании с надежной фиксацией оправки на стержне и созданием благоприятных условий контакта поверхностей гильзы и оправочного узла в процессе прокатки.
Поставленная задача достигается тем, что в справочном узле стана винтовой прокатки, включающем полый стержень с закрепленным в нем наконечником и оправку, соединенную с наконечником посредством съемного цветового зажима, наконечник выполнен полым, наружные поверхности наконечника и оправки имеют кольцевые проточки, зажим выполнен в виде втулки с несколькими планками со стороны каждой из ее торцевых поверхностей, установленной на наконечнике с размещением в проточках наконечника и оправки выступов ответной формы, выполненных на концевых участках планок, при этом планки имеют резьбовые отверстия под упорные винты. Кольцевые проточки наконечника и оправки целесообразно выполнять соответственно конической и прямоугольной (цилиндрической) формы.
Получение качественных гильз и труб возможно при использовании вправок с качественной рабочей поверхностью, стойкость которых без внутреннего охлаждения водой составляет не более 10-20 проходов. Применение внутреннего охлаждения оправок позволяет повысить стойкость в десятки раз. Эффективное охлаждение оправки достигается тем, что в стержне установлен полый наконечник, через который охлаждающая жидкость поступает во внутреннюю полость оправки. Данное обстоятельство приводит к необходимости использования наружных средств крепления оправки, при этом в процессе прошивки гильза охватывает стержень и непосредственно контактирует с элементами крепления оправочного узла, в связи с чем к конструкции предъявляются жесткие требования по форме и качеству наружной поверхности, прочности, жаростойкости и исключению возможности сопротивления перемещению гильзы относительно стержня и оправки. Невыполнение этих требований может привести к нарушению деформационного процесса. В связи с этим в конструкции оправочного узла предусмотрено использование наконечника и оправки, имеющих на наружных поверхностях кольцевые проточки (в сечении предпочтительно коническую и цилиндрическую соответственно), а также зажима, выполненного в виде втулки с несколькими планками со стороны каждой из ее торцевых поверхностей, установленной на наконечнике с размещением в проточках наконечника и оправки выступов ответной формы, выполненных на концевых участках планок. Данная конструкция элементов крепления оправки обеспечивает ее надежную фиксацию в процессе прокатки, не увеличивая при этом сопротивление перемещению гильзы относительно стержня и оправки, что благоприятно отражается на деформационном процессе. Для того чтобы сократить время, затраченное на смену отработавших оправок, планки цангового зажима имеют резьбовые отверстия под упорные винты.
В совокупности указанные признаки обеспечивают решение поставленной задачи: обеспечение возможности внутреннего охлаждения оправки, ее надежной фиксации на стержне в процессе прокатки (без отрицательного воздействия на условия контакта поверхностей гильзы и справочного узла) и быстрой замены при износе.
Изобретение иллюстрируется чертежом, где изображен предлагаемый справочный узел стана винтовой прокатки в разрезе. Узел состоит из пустотелой оправки 1, посаженной на выступ 2 пустотелого наконечника 3, который вкручивается в гнездо стержня 4 и фиксируется сваркой. Оправку на наконечнике удерживает цанговый зажим 5, выполненный в виде втулки с несколькими (3-мя и более) планками 7, 8 со стороны каждой из торцевых поверхностей втулки. В каждой планке выполнены отверстия 6 под упорные винты. В зоне отверстий 6 планки имеют меньшую толщину, благодаря чему между поверхностями зажима 5 и планок на этом участке образуется небольшой зазор.
Осевое усилие металла на оправку передается через торцевую поверхность «а», а центрование оправки относительно оси прокатки осуществляется цилиндрической поверхностью «б». Самопроизвольное снятие оправки со стержня обеспечивается особенностями конструкции цангового зажима. Цанговый зажим выполнен двусторонним. Передние планки цангового зажима имеют зацепы - выступы «в», форма которых соответствует форме кольцевой проточки оправки (прямоугольной или, иначе, цилиндрической) и которые входят в эту проточку, задние планки фиксируются аналогичным образом в кольцевой конической проточке наконечника стержня.
Узел работает следующим образом. При установке оправки на наконечник 3 в сборе со стержнем 4 устанавливается цанговый зажим 5 и фиксируется в показанном на чертеже положении. Далее в отверстия 6 трех планок 7 со стороны переднего торца втулки вкручивают три упорных винта, отгибая при этом планки 7. Отгибание планок возможно за счет упругих свойств зажима 5 и наличия зазора между поверхностями планок и наконечника 3 в зоне отверстий 6. В увеличившийся в результате отгибания планок зазор между концами планок 6 и выступом 2 устанавливается оправка 1. В конце процесса установки винты выкручиваются из планок 6.
При замене оправки упорные винты вкручивают в планки 7 зажима 5 и освобождают оправку, после чего оправка снимается со стержня и на ее место устанавливается новая.
Для снятия цангового зажима с наконечника 3 необходимо вкрутить упорные болты в отверстия 6 планок 8, выполненных со стороны заднего торца втулки, установить клинья в увеличившиеся зазоры между концами планок 8 и наконечником 3, после чего удалить зажим с наконечника.
Предлагаемый цанговый зажим может быть выполнен из высоколегированных марок сталей, а наконечник стержня - из углеродистых или низколегированных сталей.
Применение предлагаемого узла позволит применять внутреннее охлаждение оправок при упрощении снятия оправок со стержня и увеличении надежности фиксации оправки на стержне в процессе прокатки без отрицательного воздействия на деформационный процесс.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2012 |
|
RU2497613C1 |
| ОПРАВОЧНЫЙ УЗЕЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 2011 |
|
RU2477186C2 |
| Составной оправочный стержень трубопрокатного стана | 1980 |
|
SU858960A1 |
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| Оправка для продольной прокатки труб | 1978 |
|
SU1022761A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ СТЕРЖНЯ И ЗАМЕНЫ ОПРАВКИ ВАКУУМНОГО СТАНА ВИНТОВОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2266169C1 |
| Оправочный узел стана винтовой прокатки | 2017 |
|
RU2650218C1 |
| Способ продольной прокатки труб | 1978 |
|
SU1022760A1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| Устройство для установки оправки трубопрокатного стана | 1981 |
|
SU982831A1 |
Изобретение предназначено для улучшения условий эксплуатации справочного узла стана винтовой прокатки. Оправочный узел стана винтовой прокатки включает полый стержень с закрепленным в нем наконечником и оправку, соединенную с наконечником посредством съемного цангового зажима. Возможность внутреннего охлаждения оправки, ее быстрой замены при износе в сочетании с надежной фиксацией оправки на стержне и созданием благоприятных условий контакта поверхностей гильзы и оправочного узла в процессе прокатки обеспечивается за счет того, что наконечник выполнен полым, наружные поверхности наконечника и оправки имеют кольцевые проточки, зажим выполнен в виде втулки с несколькими планками со стороны каждой из ее торцевых поверхностей, установленной на наконечнике с размещением в проточках наконечника и оправки выступов ответной формы, выполненных на концевых участках планок, при этом планки имеют резьбовые отверстия под упорные винты. Кольцевые проточки наконечника и оправки могут быть выполнены соответственно конической и цилиндрической формы. 1 з.п. ф-лы, 1 ил.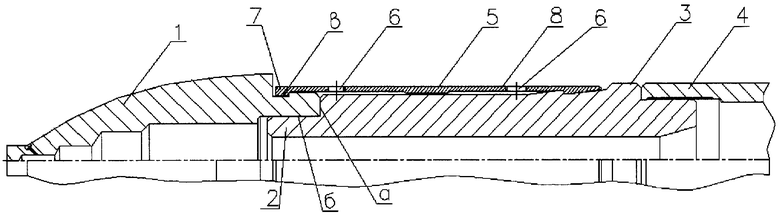
1. Оправочный узел стана винтовой прокатки, включающий полый стержень с закрепленным в нем наконечником и оправку, соединенную с наконечником посредством съемного цангового зажима, отличающийся тем, что наконечник выполнен полым, наружные поверхности наконечника и оправки имеют кольцевые проточки, зажим выполнен в виде втулки с несколькими планками со стороны каждой из ее торцевых поверхностей, установленной на наконечнике с размещением в проточках наконечника и оправки выступов ответной формы, выполненных на концевых участках планок, при этом планки имеют резьбовые отверстия под упорные винты.
2. Оправочный узел по п.1, отличающийся тем, что кольцевые проточки наконечника и оправки выполнены соответственно конической и цилиндрической.
| US 4022043 А, 10.05.1977 | |||
| Оправочный узел косовалкового стана | 1976 |
|
SU586937A1 |
| Устройство для подачи жидкости на внутреннюю поверхность труб | 1981 |
|
SU986534A1 |
| US 4149396 А, 17.04.1979. | |||

