Область техники, к которой относится изобретение
Изобретение относится к устройству для измельчения абразивных материалов, включающему, по меньшей мере, конструктивный узел с профилированием для защиты от износа.
Уровень техники
Такими устройствами являются, например, валковые дробилки или вертикальные роликовые дробилки, применяемые, в частности, в цементно-минеральной промышленности. Соприкасающиеся с измельчаемым материалом конструктивные узлы, например, мельничные валки или чаши валков подвержены во время эксплуатации различным видам механического износа, например, адгезии, истиранию или трибохимическим реакциям, или комплексу этих видов механического износа. При выполнении защиты от износа путем наваривания различными способами наносят одно- или многослойную защиту от износа. Сварные соединения состоят, как правило, из сверхпрочных на износ твердых железо-хромо-углеродистых сплавов с добавками ниобия, титана, бора, молибдена, ванадия, вольфрама и марганца и с твердостью по Роквеллу более 55. Эти сплавы имеют мартенситную и/или аустенитную матричную схему с включенными фазами твердости. Фазами твердости служат карбиды хрома и специальные карбиды первичного или эвтектичного образования. Содержание карбидов и их крупность значительно превышают параметры литого выполнения. По сравнению с износостойким, карбидным, отвердевшим до состояния белого литым железом наплавленный металл этих твердых сплавов обладает повышенной износостойкостью.
В дробильных валках, например, помольной постели валковой дробилки, применяемой в цементной промышленности, используют в том числе и кованные или износостойкие литые материалы. В кованных материалах для защиты материала во время эксплуатации обязательна площадная наплавка. Кроме этого из технологических соображений наваривают профилирование. В отличие от этого в дробильных валках из износостойкого литого железа площадная наплавка не обязательна, а наплавляют только профилирование. Для этого профилирования используют главным образом сверхизносостойкие твердые железо-хромо-углеродистые сплавы.
Согласно ЕР 0916407 В1 в дробильных валках из износостойкого литого железа применяют наплавление. Согласно ЕР 0563564 А2 верхний слой износозащиты выполнен путем нанесения на поверхность обкладки валков наплавленных валиков из износостойкого присадочного материала. Однако при использовании твердых железо-хромо-углеродистых сплавов уже при застывании твердосплавного наплава отмечено образование рисок в наплавленном материале.
Раскрытие изобретения
В основу данного изобретения заложена задача обозначить профилирование из твердого железо-хромо-углеродистого сплава, у которого отсутствует образование рисок.
Эту задачу согласно данному изобретению решают с помощью признаков по пункту 1 формулы изобретения.
Устройство для измельчения абразивных материалов по данному изобретению включает, по меньшей мере, конструктивный узел с профилированием для защиты от износа, выполненное из множества наплавов твердого железо-хромо-углеродистого сплава с твердостью по Роквеллу более 55, причем наплавы выполнены с геометрическим соотношением длины к ширине, составляющим <4, предпочтительно <2,5, более предпочтительно <1,5.
Как правило, в наплаве во время затвердевания происходит объемная усадка, причем усадке по длине препятствует внутренне упрочнение наплава, создающее в наплаве напряжение растяжения. Это напряжения растяжения при превышении предела текучести снимает классическая деформация наплава в направлении сварки. Если при этом напряжение растяжения превышает предел прочности на разрыв наплава, происходит образование рисок перпендикулярно направлению сварки. Геометрическое соотношение длины к ширине <4 обеспечивает возможность свободной беспрепятственной усадки наплава и такое снижение внутреннего напряжения наплава, которое обеспечивает отсутствие образования рисок.
Другие возможные варианты осуществления изобретения раскрыты в зависимых пунктах формулы.
Наплавы выполняют предпочтительно с отстоянием друг от друга, причем могут возникнуть, в частности, повторяющиеся образцы. Наплавы выполняют по высоте до 15 мм, предпочтительно до 10 мм и особенно предпочтительно в пределах от 3 до 7 мм. Наплавы выполняют шовной или предпочтительно точечной сваркой. При точечной сварке диаметр сварных точек составляет преимущественно от 2 до 25 мм, предпочтительно от 10 до 20 мм, а их высота составляет от 7 до 20 мм.
Для выполнения наплавов используют такие сварочные присадки, как карбиды железа и хрома, а также специальные карбиды (например, ниобий, ванадий, титан). Кроме этого износозащитное профилирование наносят предпочтительно на основу, выполненную из
a) бейнитного высокопрочного литья с пределом на разрыв примерно от 0,1 до 2,5%, пределом прочности на сжатие от 1000 до 1800 МПа и твердостью по Роквеллу от 42 до 55 или
b) карбидного, отвердевшего до состояния белого литого железа с карбидами железа, хрома, молибдена, ванадия и/или ниобия, или
c) кованого материала.
Конструктивным узлом с нанесенным износозащитным профилированием является предпочтительно ролик, валок, золотник, шар или щека мельницы или дробилки. Кроме этого речь может идти о рабочей поверхности мельницы или о сегменте чаши дробилки. Предпочтительные варианты осуществления изобретения рассмотрены ниже с привлечением описания и чертежей.
Краткое описание чертежей
На чертежах изображено:
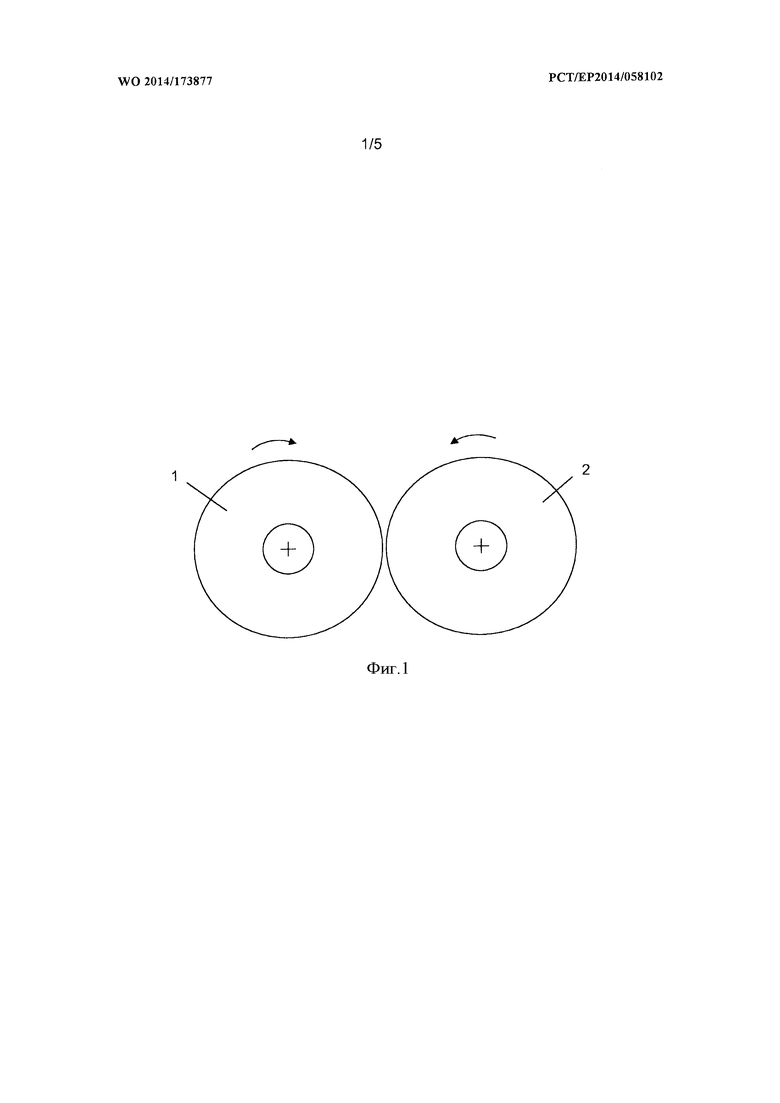
фиг. 1 - схема устройства валковой дробилки;
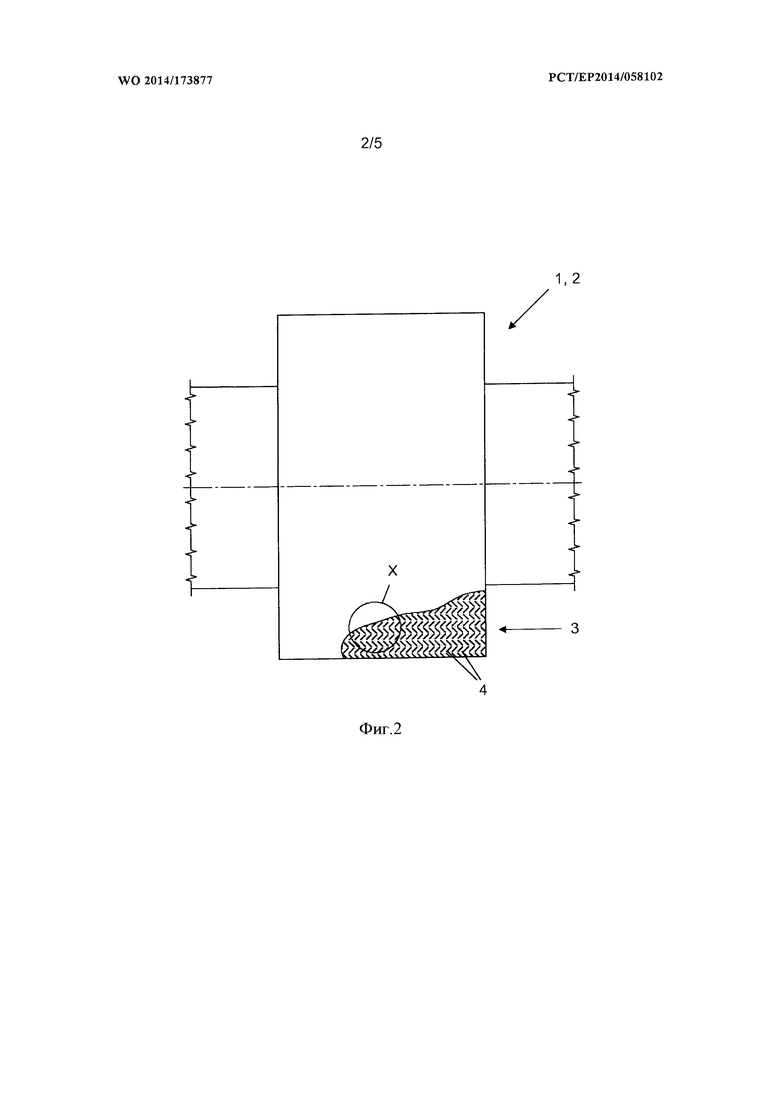
фиг. 2 - схема устройства измельчающего валка;
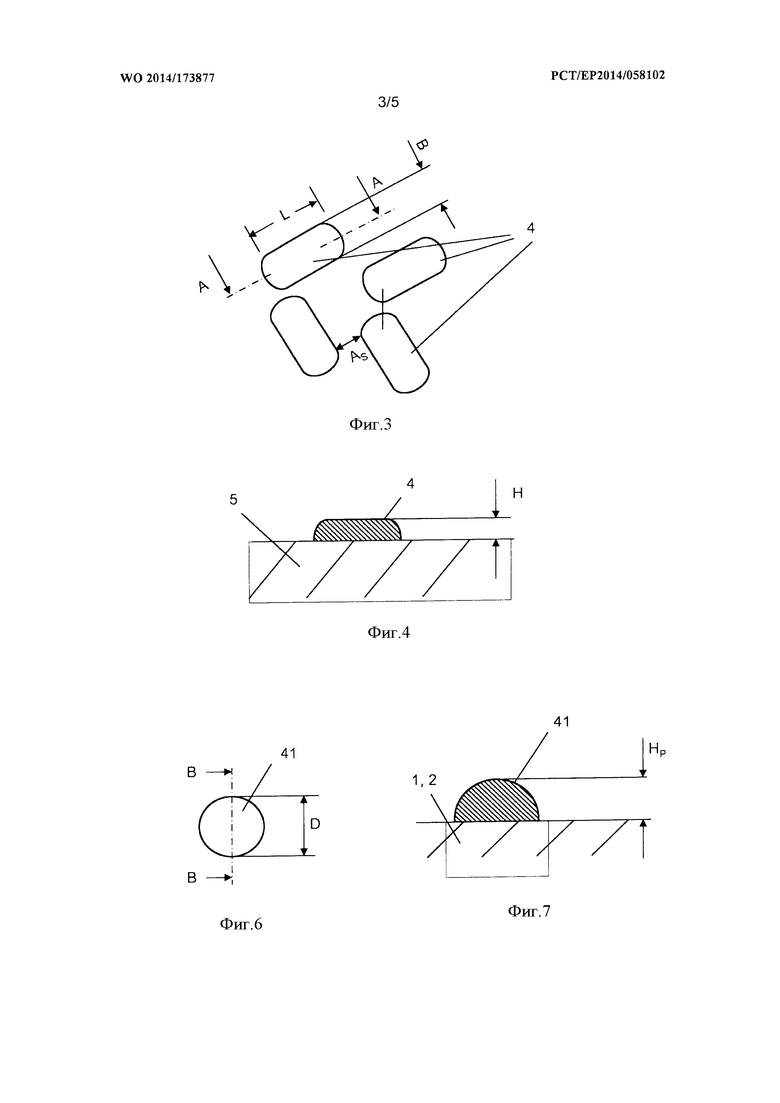
фиг. 3 - увеличенное схематическое изображение износозащитного профилирования согласно фрагменту X фиг. 2;
фиг. 4 - вид в разрезе по линии А-А фиг. 2;
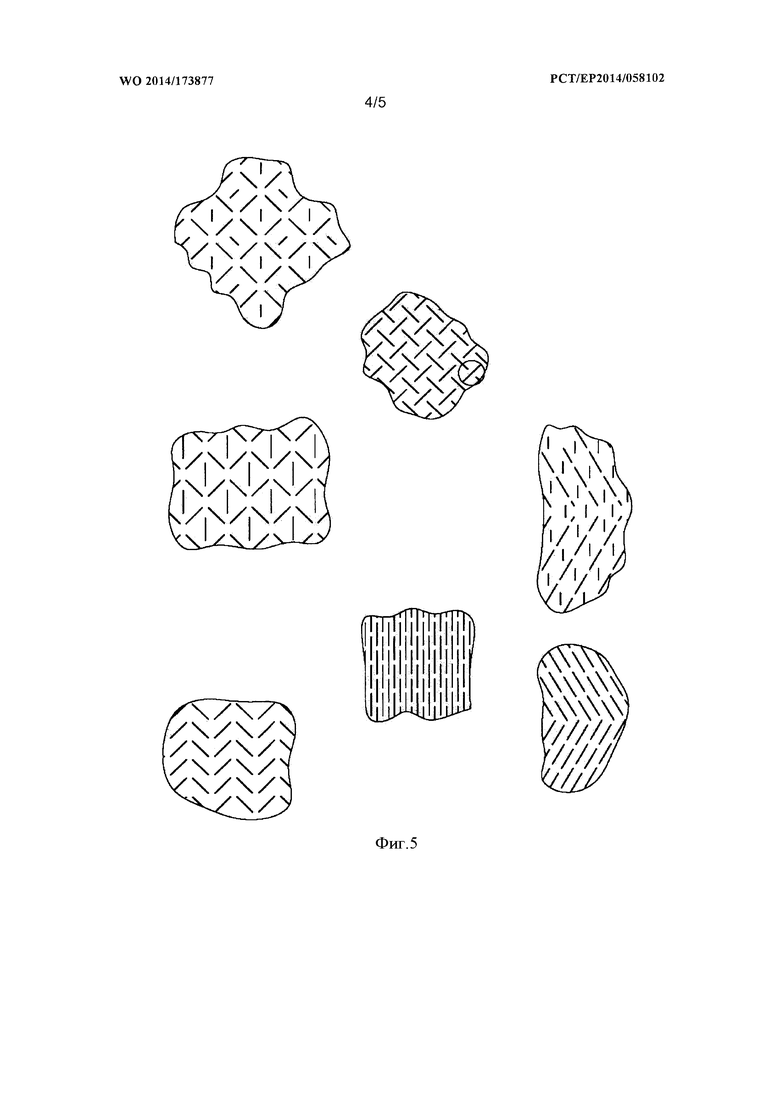
фиг. 5 - различные образцы рисунка износозащитного профилирования;
фиг. 6 - схематическая вертикальная проекция износозащитного профилирования, выполненного точечной сваркой;
фиг. 7 - вид в разрезе по линии В-В фиг. 6; и
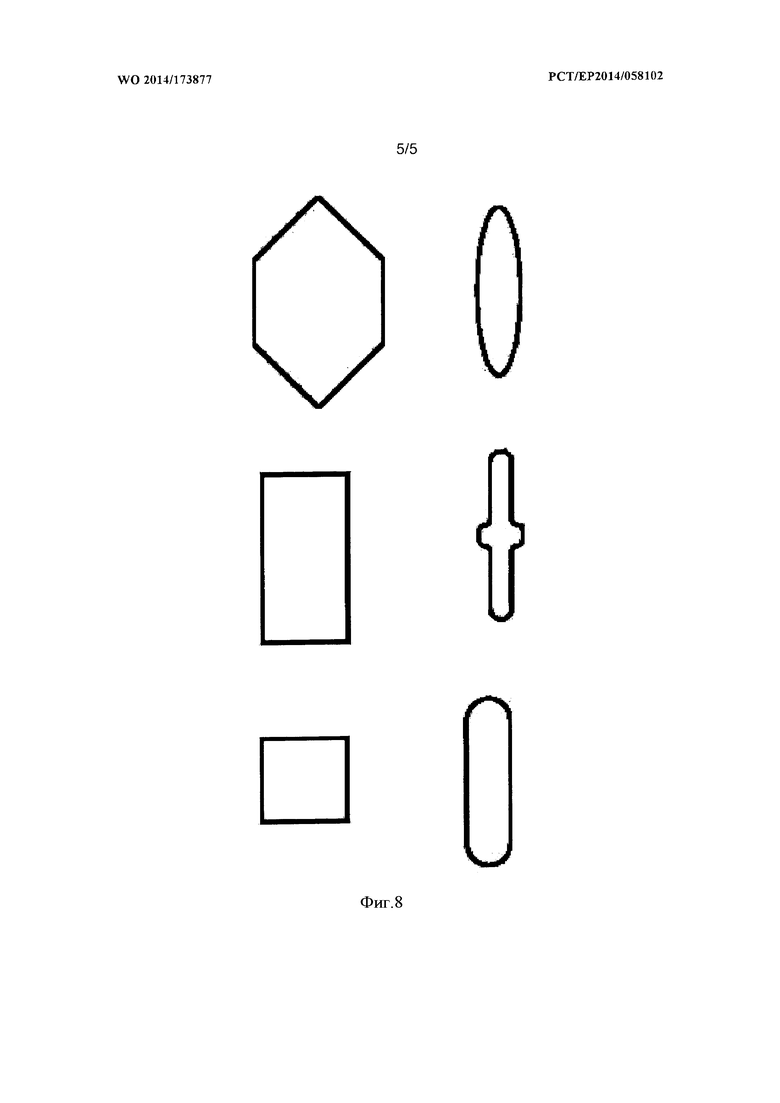
фиг. 8 - различные формы наплавов износозащитного профилирования.
Осуществление изобретения
Изображенное на фиг. 1 и 2 устройство для измельчения абразивных материалов представляет собой валковую дробилку с двумя прижатыми друг к другу с противоходным приводом измельчающими валками 1, 2, выполненную, например, в виде помольной постели валковой дробилки, применяемой в цементно-минеральной промышленности. Диаметр валков составляет при этом, как правило, от 1 до 2 м.
На периферийной поверхности измельчающих валков 1, 2 выполнено износозащитное профилирование 3 из множества наплавов 4 твердого железо-хромо-углеродистого сплава с твердостью по Роквеллу 55. Как показано, в частности, на фиг. 3 и 4, наплавы в данном варианте осуществления изобретения выполнены с короткими сварными швами и с геометрическим соотношением длины L к ширине В примерно 3. Максимальная высота Н составляет 15 мм, предпочтительно от 7 до 10 мм. В показанном на фиг. 2 варианте осуществления изобретения наплавы 4 выполнены по повторяющемуся образцу для создания рисунка «в елочку». Данное изобретение допускает возможность создания и других рисунков, а также принципиально нерегулярных рисунков. На фиг. 5 показаны различные образцы рисунка износозащитного профилирования.
Наплавы 4 могут быть принципиально любой формы, но при условии соблюдения геометрического соотношения длины к высоте <4. На фиг. 6 и 7 показан предпочтительный вариант осуществления изобретения, в котором наплавы выполнены в виде сварных точек 41. Диаметр D составляет, как правило, от 7 до 25 мм, предпочтительно от 10 до 20 мм, а высота от 10 до 20 мм, предпочтительно от 7 до 20 мм.
Наряду с представленными на фиг. 3 и 6 формами наплавов возможно выполнение и других форм. Некоторые примеры этого показаны на фиг. 8.
Износозащитное профилирование 3 наносят на основу, в частности, на базовую часть 5, выполненную, в частности, из таких материалов, как
a) бейнитного высокопрочного литья с пределом на разрыв примерно от 0,1 до 2,5%, пределом прочности на сжатие от 1000 до 1800 МПа и твердостью по Роквеллу от 42 до 55 или
b) карбидного, отвердевшего до состояния белого литого железа с карбидами железа, хрома, молибдена, ванадия и/или ниобия, или
c) кованого материала.
При этом возможен вариант, при котором на базовой части 5 сначала выполняют наплавы 4 в один или несколько слоев и только самый крайний с внешней стороны слой выполняют в виде рисунка, как это показано, например, на фиг. 5. Если базовая часть 5 выполнена из литого материала, выполнение по ее поверхности наплавных слоев не обязательно, а можно сразу наваривать износостойкий защитный рисунок.
Износозащитное профилирование предназначено, с одной стороны, для защиты сравнительно уступающей по твердости базовой части 5 и, с другой стороны, для облегчения загрузки измельчаемого материала. Соответствующий параметр отстояния As (см. фиг. 3) обеспечивает возможность осаждения размельчаемого материала между расположенными рядом друг с другом наплавами 4 и образования, таким образом, аутогенной защиты от износа. Так как наплавы 4 выполнены естественно скорее округлой формы, часть наплавов часто выступает над аутогенным износозащитным слоем и обеспечивает загрузку материала.
Испытания, положенные в основу данного изобретения, показали, что наплавы из твердого железо-хромо-углеродистого сплава с твердостью по Роквеллу более 55 могут быть выполнены без образования рисок при условии соблюдения геометрического соотношения длины L к ширине В<4, предпочтительно <2,5, особенно предпочтительно <1,5. Выполнение без образования рисок обуславливает также более долгий срок службы износозащитного профилирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОВАНЫЕ МЕЛЮЩИЕ ШАРЫ ДЛЯ МЕЛЬНИЦЫ ПОЛУСАМОИЗМЕЛЬЧЕНИЯ | 2021 |
|
RU2819724C1 |
| СОСТОЯЩИЙ ИЗ ДВУХ МАТЕРИАЛОВ УДЛИНЕННЫЙ ЭЛЕМЕНТ-ВСТАВКА ДЛЯ ИЗМЕЛЬЧАЮЩЕГО ВАЛКА | 2009 |
|
RU2536903C2 |
| СПОСОБ ПОЛУЧЕНИЯ И ОБРАБОТКИ ЛЕГИРОВАННОГО ЛИТЕЙНОГО МАТЕРИАЛА, ЛИТЕЙНЫЙ МАТЕРИАЛ ДЛЯ РАБОЧЕЙ ЧАСТИ ВАЛКОВ И КОМБИНИРОВАННЫЙ ВАЛОК | 2000 |
|
RU2221071C2 |
| ВАЛОК ДЛЯ ГОРЯЧЕЙ ПРОКАТКИ | 2012 |
|
RU2609115C2 |
| МОДУЛЬНОЕ БУРОВОЕ ДОЛОТО С НЕПОДВИЖНЫМИ РЕЖУЩИМИ ЭЛЕМЕНТАМИ, КОРПУС ДАННОГО МОДУЛЬНОГО БУРОВОГО ДОЛОТА И СПОСОБЫ ИХ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2432445C2 |
| НАУГЛЕРОЖИВАЮЩАЯ ПАСТА ДЛЯ НАПЛАВКИ | 2021 |
|
RU2755912C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2005 |
|
RU2294273C2 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| СТАЛЬ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ И ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ | 2003 |
|
RU2322531C2 |
| ЧУГУН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2018 |
|
RU2697134C1 |
Изобретение относится к устройствам для измельчения абразивных материалов и может быть использовано в гирационных или конусных дробилках, а также в валковых мельницах. Устройство содержит, по меньшей мере, конструктивный узел, выполненный со сварным износозащитным профилированием, образованным множеством наплавов твердого железо-хромо-углеродистого сплава с твердостью по Роквеллу 55. При этом наплавы выполнены с геометрическим соотношением длины к ширине <4. Геометрическое соотношение длины к ширине обеспечивает свободную усадку наплавов без образования рисок. 9 з.п. ф-лы, 8 ил.
1. Устройство для измельчения абразивных материалов, включающее, по меньшей мере, конструктивный узел, выполненный со сварным износозащитным профилированием (3), образованным множеством наплавов (4, 41) твердого железо-хромо-углеродистого сплава с твердостью по Роквеллу 55, отличающееся тем, что наплавы (4, 41) выполнены с геометрическим соотношением длины к ширине <4.
2. Устройство по п. 1, отличающееся тем, что наплавы (4, 41) выполнены без образования рисок.
3. Устройство по п. 1, отличающееся тем, что наплавы (4, 41) выполнены с отстоянием (As) друг от друга.
4. Устройство по п. 1, отличающееся тем, что наплавы (4, 41) выполнены с высотой до 15 мм.
5. Устройство по п. 1, отличающееся тем, что наплавы (4, 41) выполнены с повторяющимся образцом рисунка.
6. Устройство по п. 1, отличающееся тем, что используемые для выполнения наплавов (4, 41) сварочные присадки включают наряду с карбидом железа и хрома также и специальные карбиды.
7. Устройство по п. 1, отличающееся тем, что износозащитное профилирование (3) наносят на основу, состоящую из
a) бейнитного высокопрочного литья с пределом на разрыв примерно от 0,1 до 2,5%, пределом прочности на сжатие от 1000 до 1800 МПа и твердостью по Роквеллу от 42 до 55 или
b) карбидного, отвердевшего до состояния белого литого железа с карбидами железа, хрома, молибдена, ванадия и/или ниобия, или
c) кованого материала.
8. Устройство по п. 1, отличающееся тем, что наплавы (4, 41) выполнены короткими сварными швами или точечной сваркой.
9. Устройство по п. 1, отличающееся тем, что наплавы (41) выполнены с диаметром от 7 до 25 мм, предпочтительно от 10 до 20 мм, и высотой от 7 до 20 мм.
10. Устройство по п. 1, отличающееся тем, что конструктивный узел выполнен в виде ролика, валка, золотника, шара или щеки мельницы или дробилки, или рабочей поверхности мельницы или сегмента чаши дробилки.
| DE 4038798 A1, 11.06.1992 | |||
| Поршневой насос | 1971 |
|
SU443195A1 |
| ПРОФИЛИРОВАННАЯ НАСАДКА ДЛЯ ВАЛЬЦОВОГО ПРЕССА | 2011 |
|
RU2560609C2 |
| US 4731280 A, 15.03.1988. | |||

