ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к усовершенствованной ленте, которая может быть использована в ленточных сепараторах для сепарирования смеси частиц, основываясь на трибоэлектрической зарядке частиц.
УРОВЕНЬ ТЕХНИКИ
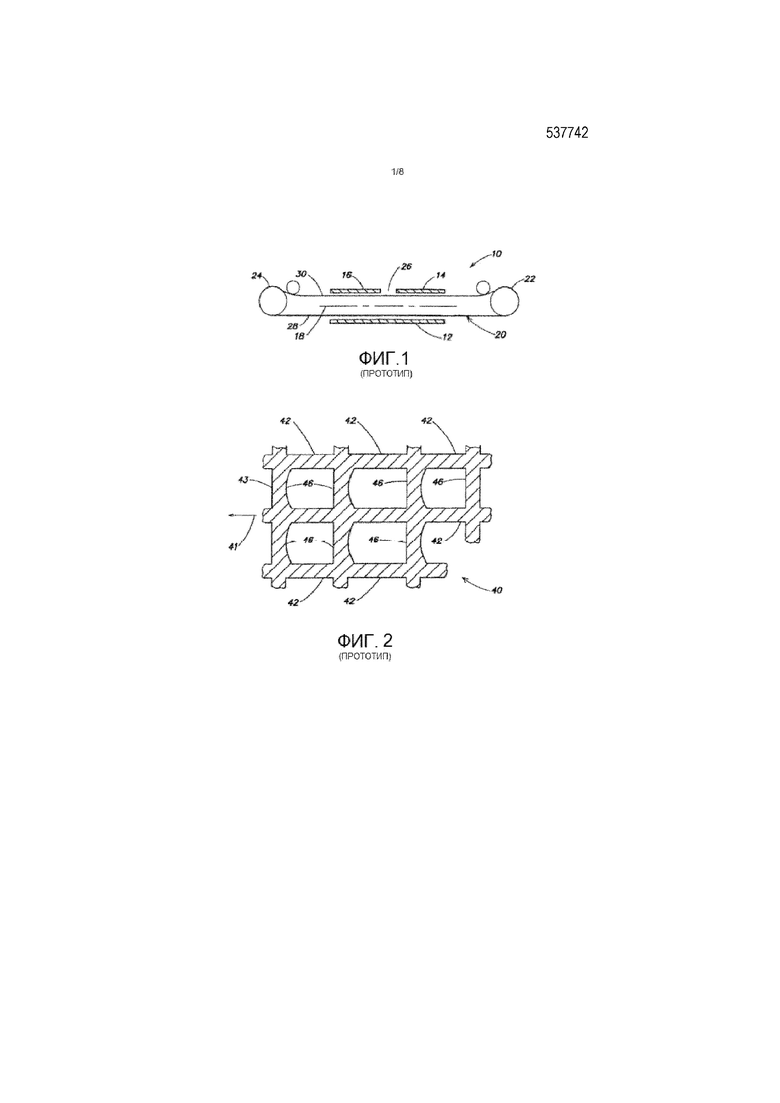
Системы ленточного сепаратора (СЛС) используются для сепарирования компонентов смесей частиц, основываясь на зарядке различных компонентов посредством поверхностного контакта (т.e. трибоэлектрическом эффекте). На Фиг. 1 проиллюстрирована система ленточного сепаратора 10 как описанная в патентах одного и того же заявителя под номерами US 4839032 и US 4874507, содержание которых таким образом включено в данный документ посредством ссылки в полном объеме. Один вариант реализации изобретения системы ленточного сепаратора 10 содержит параллельные отстоящие друг от друга электроды 12 и 14/16, размещенные в продольном направлении, чтобы определить продольную центральную линию 18, и ленту 20, перемещающуюся в продольном направлении между отстоящими друг от друга электродами параллельно продольной центральной линии. Лента 20 образует непрерывный контур, который приводится в движение посредством пары концевых роликов 22, 24. Смесь частиц наносится на ленту 20 в зоне подачи 26 между электродами 14 и 16. Лента 20 содержит противоточно перемещающиеся сегменты 28 и 30 ленты, движущиеся в противоположных направлениях для перемещения компонентов смеси частиц вдоль по длине электродов 12 и 14/16. Единственной движущейся частью СЛС является лента 20. Таким образом лента является критически важным компонентом СЛС. Лента 20 движется с высокой скоростью, например, около 40 миль в час (64,37 км/ч), в чрезвычайно абразивной среде. Два сегмента 28, 30 ленты движутся в противоположных направлениях, параллельно центральной линии 18, и поэтому если они вступают в контакт, то относительная скорость составляет около 80 миль в час (128 км/ч).
Ленты предшествующего уровня техники были предварительно сотканы из износостойких 45 моноволоконных материалов. Эти ленты были довольно дорогими и сохранялись всего около 5 часов. Типичными видами повреждений были продольные полосы износа из-за продольных складок, которые будут изнашивать продольные отверстия в ленте таким образом, что она может распасться и зацепить сама себя. Участки также могут износиться там, где они пересекаются и сгибаются при перемещении через сепаратор. Заявитель сделал попытки усовершенствовать такие ленты при помощи различных материалов и различных переплетений в попытке найти тканый материал с увеличенным сроком службы. Эти попытки оказались безуспешными.
Улучшенными по сравнению с ткаными лентами для СЛС были ленты, изготовленные из прессованных материалов, которые имеют более высокую износостойкость, чем тканые ленты, и могут выдерживать около 20 часов в СЛС. Пример таких экструдированных лент описан в патенте того же заявителя под. номером US 5819946 озаглавленном "Separation System Belt Construction," который включен в данный документ посредством ссылки. Со ссылкой на Фиг. 2, проиллюстрирован схематический чертеж секции экструдированной ленты 40. Регулирование геометрии экструдированных лент желательно, но может быть трудно достижимо при применении экструдированных лент.
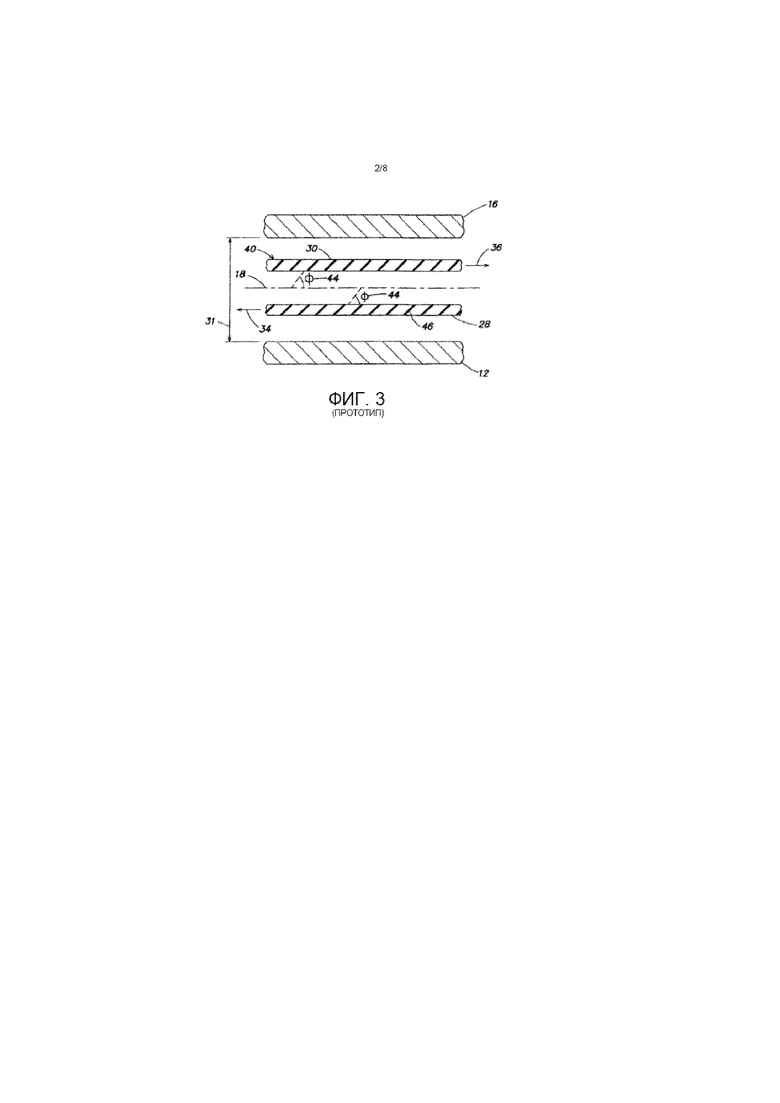
Одна экструдированная лента, которая использовалась в СЛС, описана в в патенте того же заявителя под. номером US 5904253, который включен в настоящий документ посредством ссылки. Со ссылкой на Фиг. 3, которая иллюстрирует увеличенный вид части СЛС, показанной на Фиг. 1, направления противоточно перемещающихся сегментов 28, 30 ленты показаны стрелками 34 и 36 соответственно. Как проиллюстрировано на Фиг. 2-3, один пример геометрии описанной ленты 40 (см. Фиг. 3) имеет переднюю кромку 43 ленты 43 (см. Фиг. 2) участков поперечного направления 46 с острым углом 44.
Для того чтобы увеличить срок службы экструдированной ленты и обрести улучшенное управление геометрией профилей ленты, рассмотренный в патенте US 5904253 способ соединения устойчивых к истиранию термопластичных листов, описанный в патенте того же заявителя под номером US 6942752, который включен в настоящий документ посредством ссылки, был использован для производства лент из полиэтиленовых листов сверхвысокой молекулярной массы (СВМПЭ). Один из примеров подходящего способа формирования отверстий и параметров с желаемой геометрией передней кромки и задней кромки в таких СВМПЭ листах заключается в использовании инструмента многокоординатной обработки. С помощью этого устройства лист загружается на стол и режущая головка перемещается поперек листа, а каждый просвет в ленте может быть вырезан по отдельности. При правильном выборе режущего инструмента, просветы могут быть вырезаны с желаемыми параметрами передней кромки и задней кромки. Следует также принимать во внимание, что желаемая геометрия передней кромки может быть получена с помощью других процессов формования и устройств, таких как литье, штамповка, механическая обработка, гидроабразивная резка, лазерная резка, и тому подобное.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Аспекты и варианты реализации изобретения направлены на усовершенствованную ленту, которая может быть использована в ленточных сепараторах для сепарирования смеси частиц, основываясь на трибоэлектрической зарядке частиц, и более конкретно, к усовершенствованной ленте, имеющей пазы в каждом водонепроницаемом продольном крае. Усовершенствованная лента прежде всего подходит для трибоэлектрического сепарирования частиц, которые имеют тенденцию скапливаться на концах ленточных сепараторов и/или имеют тенденцию к соединению или смешиванию с материалом ленты.
Один вариант реализации изобретения непрерывной ленты для использования в системе ленточного сепаратора для сепарирования компонентов материала с затрудненной флюидизацией содержит водонепроницаемые продольные края, внутренние относительно продольных краев ленты отверстия, и периодичные пазы, образованные в продольных краях ленты в периодических местоположениях у края ленты.
В соответствии с аспектами этого варианта реализации изобретения, отверстия выполнены с возможностью пропускать компоненты материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, пазы выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией в направлении вдоль продольного направления ленты и в сторону от краев системы ленточного сепаратора. В соответствии с аспектами этого варианта реализации изобретения, пазы, образованные в продольном крае ленты, имеют фаску. В соответствии с аспектами этого варианта реализации изобретения, фаска каждого паза имеет радиус в диапазоне 4-5 мм. В соответствии с аспектами этого варианта реализации изобретения, пазы, образованные в продольном крае ленты, имеют треугольную форму. В соответствии с аспектами этого варианта реализации изобретения, длина просветов пазов находится в диапазоне 19-400 мм. В соответствии с аспектами этого варианта реализации изобретения, глубина просвета паза находится в диапазоне 13-31 мм. В соответствии с аспектами этого варианта реализации изобретения, пазы имеют шаг в диапазоне 63-960 мм. В соответствии с аспектами этого варианта реализации изобретения, передняя кромка паза имеет угол в диапазоне от 12-45° по отношению к продольному краю. В соответствии с аспектами этого варианта реализации изобретения, задняя кромка паза перпендикулярна по отношению к продольной кромке. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях имеют размеры, выбранные так, чтобы обеспечить максимальную пропускную способность системы ленточного сепаратора для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях имеют размеры, выбранные так, чтобы обеспечить минимальный фрикционный нагрев продольных краевых участков ленты. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях имеют размеры, выбранные так, чтобы обеспечить максимальный эксплуатационный срок службы ленты для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, ширина ленты на несколько миллиметров меньше, чем ширина внутренней системы ленточного сепаратора.
Один вариант реализации изобретения способа изготовления непрерывной ленты для использования в системе ленточного сепаратора для сепарирования компонентов материала с затрудненной флюидизацией, включает формирование непрерывной ленты с водонепроницаемыми продольными краями, формирование внутренних относительно продольных краев ленты отверстий, которые выполнены с возможностью пропускать компоненты материала с затрудненной флюидизацией, и формирование периодичных пазов в продольных краях ленты в периодических местоположениях у края ленты.
В соответствии с аспектами этого варианта реализации изобретения, отверстия выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией в направлении вдоль продольного направления ленты. В соответствии с аспектами этого варианта реализации изобретения, пазы, образованные в продольном крае ленты, содержат фаску. В соответствии с аспектами этого варианта реализации изобретения, фаска каждого паза образована с радиусом в диапазоне 4-5 мм. В соответствии с аспектами этого варианта реализации изобретения, пазы, образованные в продольных краях ленты, имеют треугольную форму. В соответствии с аспектами этого варианта реализации изобретения, пазы образованы в продольных краях ленты, причем передняя кромка имеет угол в диапазоне от 12-45° по отношению к продольному краю. В соответствии с аспектами этого варианта реализации изобретения, пазы образованы в продольных краях ленты, причем задняя кромка паза перпендикулярна по отношению к продольному краю. В соответствии с аспектами этого варианта реализации изобретения, пазы образованы в продольных краях ленты с размерами, выбранными так, чтобы обеспечить максимальную пропускную способность системы ленточного сепаратора для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, пазы образованы в продольных краях ленты с размерами, выбранными так, чтобы обеспечить максимальный эксплуатационный срок службы ленты для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, ширина ленты образована с шириной, которая на несколько миллиметров меньше ширины внутренней части системы ленточного сепаратора. В соответствии с аспектами этого варианта реализации изобретения, непрерывная лента образована любым из процессов: экструдированием, литьем, штамповкой, механической обработкой, гидроабразивной резкой, и лазерной резкой. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты образованы любым из процессов: экструдированием, литьем, штамповкой, механической обработкой, гидроабразивной резкой и лазерной резкой.
Один вариант реализации изобретения непрерывной ленты для использования в системе ленточного сепаратора для сепарирования компонентов материала с затрудненной флюидизацией содержит первый электрод и второй электрод, расположенные на противоположных сторонах продольной центральной линии и способные обеспечивать электрическое поле между первым и вторым электродами, непрерывную ленту, имеющую водонепроницаемые продольные края и внутренние относительно продольных краев отверстия, которые проницаемы для компонентов материала с затрудненной флюидизацией, и имеющую периодичные пазы, образованные внутри продольных краев в периодических местоположениях у края ленты.
В соответствии с аспектами этого варианта реализации изобретения, отверстия выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией, подверженного воздействию, подобно сетке, электрического поля в соответствующих встречных потоках вдоль продольного направления между первым и вторым электродами. В соответствии с аспектами этого варианта реализации изобретения, пазы выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией в направлении вдоль продольного направления системы ленточного сепаратора. В соответствии с аспектами этого варианта реализации изобретения, пазы, образованные в продольном крае ленты, имеют фаску. В соответствии с аспектами этого варианта реализации изобретения, фаска каждого паза имеет радиус в диапазоне 4-5 мм. В соответствии с аспектами этого варианта реализации изобретения, пазы, образованные в продольном крае ленты, имеют треугольную форму. В соответствии с аспектами этого варианта реализации изобретения, передняя кромка паза имеет угол в диапазоне от 12-45° по отношению к продольному краю. В соответствии с аспектами этого варианта реализации изобретения, задняя кромка паза перпендикулярна по отношению к продольной кромке. В соответствии с аспектами этого варианта реализации изобретения, лента содержит сегменты ленты со встречными потоками, движущиеся в противоположных направлениях вдоль продольного направления. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях имеют размеры, выбранные таки, чтобы обеспечить максимальную пропускную способность системы ленточного сепаратора для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, паз в продольном крае имеет размеры, выбранные так, чтобы обеспечить максимальный эксплуатационный срок службы ленты для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, ширина ленты на несколько миллиметров меньше ширины внутренней части системы ленточного сепаратора и края в продольных краях ленты выполнены с возможностью выметания компонентов материала с затрудненной флюидизацией в сторону от внутреннего края системы сепаратора.
Один вариант реализации изобретения способа сепарирования компонентов материала с затрудненной флюидизацией с помощью камеры сепарирования, имеющей вытянутые габариты, которые являются длинномерными по сравнению с зазором между парой противоположных поверхностей электродов, включает приложение электрического поля, между противоположными поверхностями электродов, перемещение компонентов материала с затрудненной флюидизацией в двух потоках в противоположных направлениях между противоположными поверхностями электродов посредством непрерывно перемещающейся ленты, имеющей водонепроницаемые продольные края и отверстия внутренние относительно водонепроницаемых продольных краев, которые проницаемы для компонентов материала с затрудненной флюидизацией, и перемещение компонентов материала с затрудненной флюидизацией в сторону от внутренних продольных сторон камеры сепарирования при использовании пазов, размещенных периодично в продольных краях.
В соответствии с аспектами этого варианта реализации изобретения, пазы выполнены с возможностью перемещать смесь частиц в направлении, параллельном противоположным поверхностям электродов. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты выполнены с возможностью чистки внутренней поверхности продольных кромок камеры сепарирования. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют фаску. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют радиус в диапазоне 4-5 мм. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют треугольную форму. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют переднюю кромку, имеющую угол в диапазоне от 12-45° по отношению к продольному краю. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют заднюю кромку, которая перпендикулярна по отношению к продольному краю. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют размеры, выбранные так, чтобы обеспечить максимальную пропускную способность системы ленточного сепаратора для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют размеры, выбранные так, чтобы обеспечить максимальный эксплуатационный срок службы ленты для материала с затрудненной флюидизацией.
Один вариант реализации изобретения способа сепарирования различных компонентов материала с затрудненной флюидизацией в камере сепарирования включает впуск материала с затрудненной флюидизацией в камеру сепарирования, имеющую противостоящие поверхности, расположенные на более близким расстоянии, чем соответствующие длины противостоящих поверхностей, приложение разделяющего воздействия в направлении по меньшей мере одной из противостоящих поверхностей камеры сепарирования, сепарирование различных компонентов материала с затрудненной флюидизацией в направлении разделяющего воздействия в соответствии с их относительной подверженностью разделяющему воздействию, механическое перемещение компонентов, подверженных воздействию материала с затрудненной флюидизацией, подобно сетке, рядом друг с другом в потоках, движущихся поперек относительно разделяющего воздействия, действующего вдоль продольного направления между первым и вторым электродами, при этом потоки находятся в сообщении параллельно разделяющему воздействию таким образом, чтобы перенести часть по меньшей мере одного из потоков в другой поток в силу продолжающегося действия разделяющего воздействия по мере продвижения потоков поперек относительно разделяющего воздействия; и удаление разделенных потоков материала с затрудненной флюидизацией из камеры сепарирования. Компоненты, подверженные воздействию материала с затрудненной флюидизацией, подобно сетке, механически перемещаются посредством непрерывной ленты, имеющей водонепроницаемые продольные края заданной ширины и внутренние относительно продольных краев отверстия, которые пропускают компоненты материала с затрудненной флюидизацией, и периодичные пазы, образованные внутри продольных кромок в периодических местоположениях у края ленты.
В соответствии с аспектами этого варианта реализации изобретения, пазы выполнены с возможностью перемещения компонентов потоков материала с затрудненной флюидизацией в направлении вдоль продольного направления системы ленточного сепаратора. В соответствии с аспектами этого варианта реализации изобретения, внутренняя поверхность продольных кромок камеры сепарирования захватывается вместе с продольными краями, содержащими пазы непрерывной ленты. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют фаску. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют радиус в диапазоне 4-5 мм. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют треугольную форму. В соответствии с аспектами этого варианта реализации изобретения, передняя кромка пазов в продольных краях ленты имеет угол в диапазоне от 12-45° по отношению к продольному краю. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют заднюю кромку паза, перпендикулярную по отношению к продольному краю. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют размеры, выбранные так, чтобы обеспечить максимальную пропускную способность системы ленточного сепаратора для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, пазы в продольных краях ленты имеют размеры, выбранные так, чтобы обеспечить максимальный эксплуатационный срок службы ленты для материала с затрудненной флюидизацией. В соответствии с аспектами этого варианта реализации изобретения, компоненты потоков материала с затрудненной флюидизацией перемещаются посредством отверстий во внутренней области ленты и посредством пазов в продольном крае ленты в направлении продольной центральной линии системы ленточного сепаратора и в сторону от первого и второго электродов, а также в сторону от краев камеры сепарирования.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Различные аспекты по меньшей мере одного варианта реализации изобретения рассмотрены ниже со ссылкой на сопровождающие чертежи, выполнение которых в масштабе не предполагается. Чертежи включены для иллюстрации и дальнейшего понимания различных аспектов и вариантов реализации изобретения, а также включены в и составляют часть этого описания, но не предназначены для ограничения объема изобретения. Там, где технологические параметры на чертежах в подробном описании, или любом пункте формулы изобретения следуют ссылочным обозначениям, ссылочные обозначения были включены с единственной целью повышения разборчивости чертежей и описания. На чертежах каждый идентичный или практически идентичный компонент, проиллюстрированный на различных чертежах, представлен номером. Для большей ясности, не каждый компонент может быть помечен на каждом чертеже.
На Фиг. 1 проиллюстрирована схема одного примера системы ленточного сепаратора (СЛС);
На Фиг. 2 проиллюстрирован вид сверху экструдированной ленты
На Фиг. 3 проиллюстрирован увеличенный вид части обычной ленты и СЛС
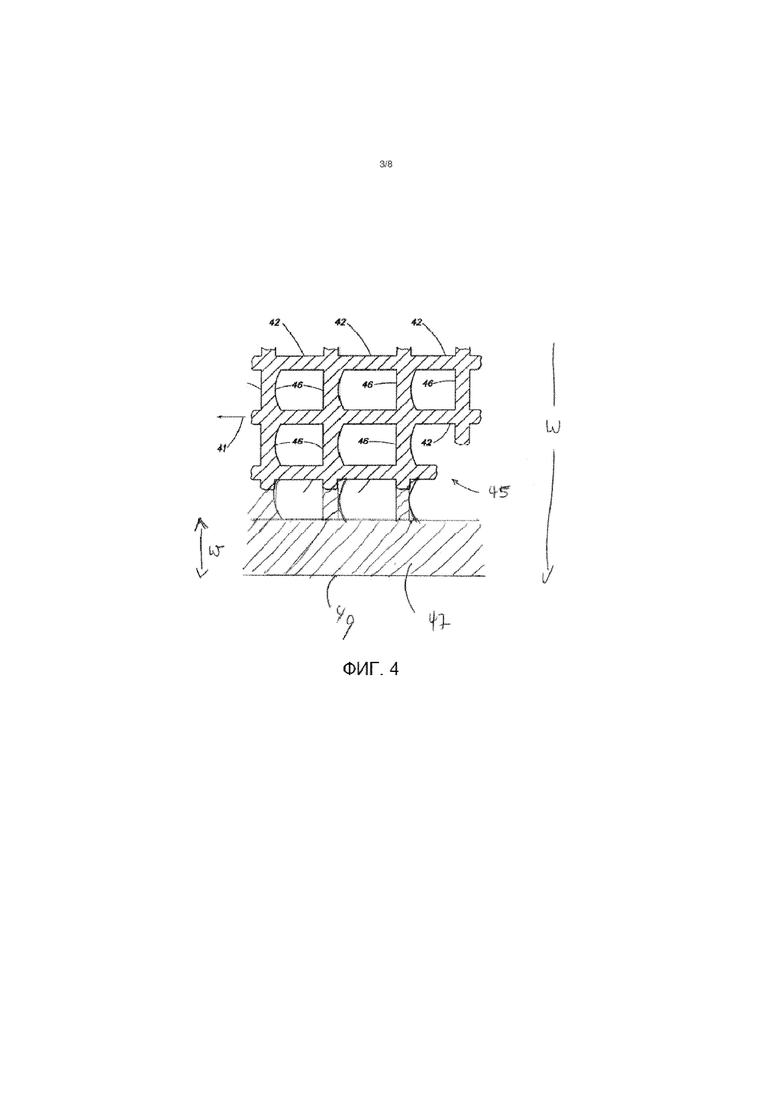
На Фиг. 4 проиллюстрирован вид сверху экструдированной ленты;
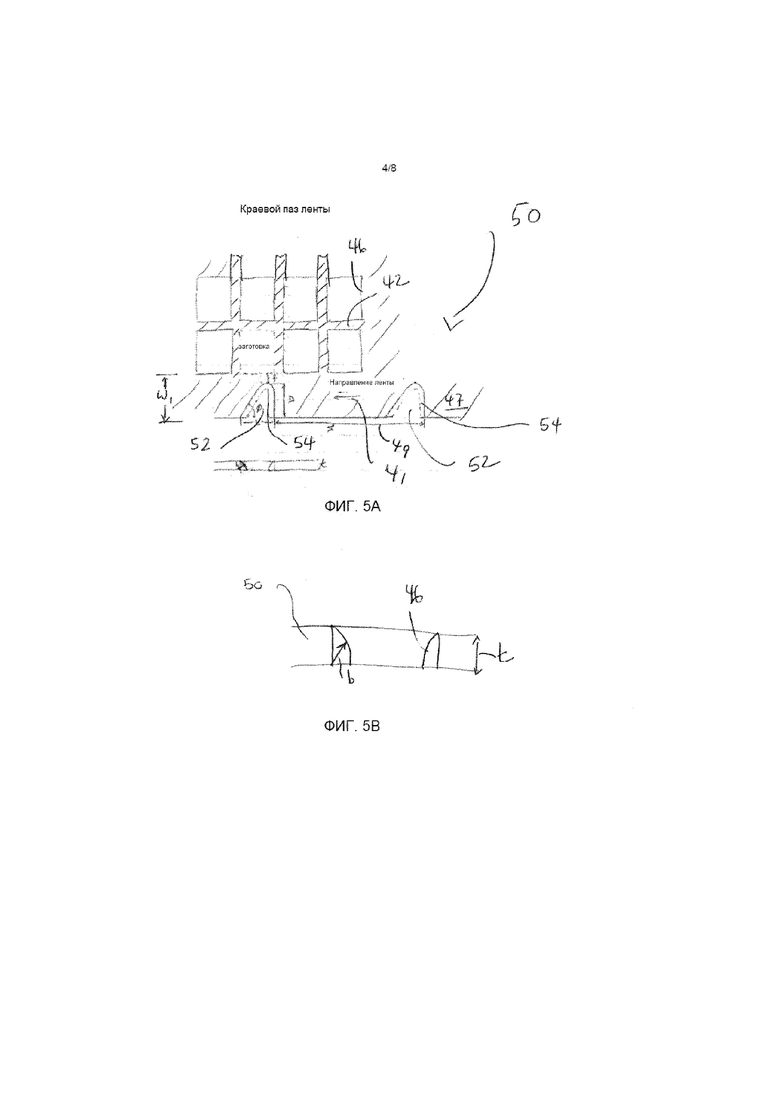
На Фиг. 5A проиллюстрирован увеличенный вид сверху края ленты с треугольным краевым пазом, который скошен, и со штампованным просветом, смежным с пазом;
на Фиг. 5B проиллюстрирован боковой вид ленты по Фиг. 5A;
На Фиг. 6 проиллюстрирован увеличенный вид сверху ленты с полукруглым краевым пазом;
На Фиг. 7 проиллюстрирован увеличенный вид сверху края ленты с длинным, вытянутым краевым пазом;
На Фиг. 8 проиллюстрирован увеличенный вид сверху края ленты, иллюстрирующего зазор от края паза; и
На Фиг. 9 проиллюстрирован увеличенный вид сверху края ленты, имеющего отличный зазор от края паза.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Аспекты и варианты реализации изобретения направлены на усовершенствованную ленту, которая может быть использована в ленточных сепараторах для сепарирования смеси частиц, основываясь на трибоэлектрической зарядке частиц, и более конкретно, к усовершенствованной ленте, имеющей пазы в каждом водонепроницаемом продольном крае. Усовершенствованная лента прежде всего подходит для трибоэлектрического сепарирования частиц, которые имеют тенденцию скапливаться на концах ленточных сепараторов и/или имеют тенденцию к соединению или смешиванию с материалом ленты. Усовершенствованная лента также приводит к улучшенному процессу сепарирования, сроку службы усовершенствованной ленты, уменьшению повреждений ленты и меньшему времени простоя сепаратора.
Следует понимать, что варианты реализации способов и устройств, описанных в контексте настоящего изобретения, не ограничены его применением в отношении подробностей конструкции и расположения компонентов, изложенных в последующем описании или проиллюстрированных на чертежах. Способы и устройства допускают реализацию в других вариантах осуществления и на практике, или осуществление различными способами. Примеры конкретного осуществления предназначены в контексте настоящего изобретения лишь для иллюстративных целей и не предназначены для ограничения объема изобретения. Кроме того, фразеология и терминология, используемые в контексте настоящего изобретения, приведены с целью описания и не должны интерпретироваться как ограничивающие. Использование в контексте настоящего изобретения слов «включающий», «содержащий», «имеющий», «содержащий», «принимающий участие» и их вариаций обозначает включение элементов последующего списка и их эквивалентов, а также дополнительных элементов. Ссылки на "или" могут быть истолкованы как включительно, так что любые термины, описанные с использованием "или" могут указывать на какой-либо из одного, более одного, и все из описанных терминов. Кроме того, фразеология и терминология, используемые в контексте настоящего изобретения, приведены с целью описания и не должны интерпретироваться как ограничивающие. Любые ссылки на варианты реализации изобретения, или элементы, или действия систем и способов, в контексте настоящего изобретения, относящиеся к единственному числу, могут также охватывать варианты реализации, содержащие множество этих элементов, а также любые ссылки во множественном числе к любому варианту реализации, или элементу, или действию в контексте настоящего изобретения, могут также охватывать варианты реализации, содержащие только один элемент. Ссылки на "или" могут быть истолкованы как включительно, так что любые термины, описанные с использованием "или" могут указывать на какой-либо из одного, более одного, и все из описанных терминов. Любые ссылки на передний и задний, левый и правый, верхний и нижний, выше и ниже, и вертикаль и горизонталь предназначены для удобства описания, а не для ограничения существующих систем и способов или их компонентов для какой-либо одной позиции или пространственной ориентации.
Со ссылкой на Фиг. 4, одна обычная конструкция СВМПЭ ленты 45 имеет прямые и гладкие краевые участки 47 направления движения, которые толще, чем участки 42 направления движения или участки 46 поперечного направления во внутреннем пространстве ленты. Эти более широкие (20-30 мм) краевые участки 47 служат для выдерживания большей нагрузки на растяжение, обеспечивают стабильность размеров и уменьшают частоту повреждения ленты посредством истирания края 49.
Эти СВМПЭ листовые ленты 45 продемонстрировали, что имеют гораздо более длительный срок службы, чем вышеупомянутые экструдированные ленты (см. Фиг. 2). В некоторых областях применения, таких как отделение несгоревшего углерода от зольной пыли сжигания угля, эти СВМПЭ ленты были испытаны и показали, что имеют максимальный срок службы до 1950 часов перед выходом из строя.
Характеристическое свойство флюидизации порошков является одним из параметров в определении того, как частицы порошка переносятся и разделяются в СЛС. В разделе 3.5. Пневмоперенос твердых веществ от Klinzig G.E. и соавт., второе издание 1997, в широком смысле описывает материалы как "флюидизируемые" или "трудно флюидизируемые". Это свойство качественно оценивается по поведению материала в псевдоожиженном слое Свойства флюидизации порошков в целом признаются зависимыми от размера частиц порошка, удельного веса, формы частиц, поверхностной влаги, а также других не так хорошо понимаемых свойств. Зольная пыль от сжигания угля является примером легко флюидизируемого порошка. Многие другие промышленные минеральные порошки более трудны для флюидизации, чем зольная пыль.
Вариант реализации изобретения СЛС с непрерывной встречной лентой, движущейся между двумя продольными, параллельными плоскими электродами, имеет внутренние края камеры сепарирования, которые непосредственно не захватываются лентой 45. Желательно минимизировать площадь незахватываемой зоны кромок камеры сепарирования, поскольку она представляет собой электродную область, которая не эффективна для сепарирования частиц. Тем не менее, также характерно оставить зазор между краем 47 ленты 45 и внутренним краем камеры сепарирования, чтобы предохранить ленту от истирания и износа о внутренний край камеры сепарирования, что может привести к преждевременному выходу ленты из строя. Таким образом, ширина w (см. Фиг. 4) ленты 45 приблизительно на 20 мм меньше чем ширина камеры сепарирования для того, чтобы оставалось около 10 мм зазора между внутренней стенкой камеры сепарирования и краями 47 ленты 45.
Флюидизируемые порошки, такие как зольная пыль от сжигания угля, эффективно уносятся от внутренних кромок камеры сепарирования посредством движения ленты 45. Это происходит потому, что движение ленты 45 создает сдвигающее усилие, которое превышает силу взаимодействия частиц между частицами зольной пыли от сжигания угля и между частицами зольной пыли от сжигания и краевыми стенками камеры сепарирования. Тем не менее, для "трудно флюидизируемых" или более способных к сцеплению порошков, таких как многие промышленные минералы, сдвигающего усилия, образованного посредством движения ленты 47, как правило, недостаточно, чтобы преодолеть силу взаимодействия частиц в порошке, что приводит к накоплению уплотненного теплоизоляционного абразивного порошка на внутреннем крае камеры сепарирования в области между внутренней стенкой камеры сепарирования и краями 47 ленты 45, которые лента 45 не захватывает.
Такой нефлюидизируемый абразивный порошок, может также быть уловленным или зажатым между краевыми участками 42 направления движения верхней секции ленты 30 и нижней секции ленты 28 (см. Фиг. 2), которые перемещаются в противоположных направлениях при относительных скоростях от 20 до 100 футов/сек (от 6,1 до 30,5 м/с). Трение между движущимися сегментами ленты, усиленное посредством нефлюидизированного абразивного порошка, приводит к тому, что небольшие фрагменты СВМПЭ ленты удаляются из ленты, а также фрикционному нагреву краевых участков 47 по их ширине и по их длине. При этих повышенных температурах, небольшие фрагменты пластикового материала ленты и порошок стремятся сплавиться вместе, чтобы сформировать композиты из порошка и пластика, которые могут растянуться до 10-200 мм в длину и 5-25 мм в ширину. С использованием края ленты 47, теперь работающего вплотную с этими композитными пластиково-порошковыми отложениями, они вызывают дальнейший фрикционный нагрев и в конечном итоге разрушают край ленты, иногда даже сплавляя участки ленты вместе. Состав типового термопластично-порошкового соединения, которое было извлечено из поврежденной в результате наращивания остатка этого соединения ленты, был замерен и составил приблизительно 50% термопластика и 50% промышленного минерального порошка. Это явление наращивания пластично-порошкового соединения и скапливания на незахватываемых краях 47 камеры сепарирования СЛС приводит к чрезвычайно короткому сроку службы ленты в диапазоне десятков часов для СЛС при обработке некоторых промышленных минералов (в частности, нефлюидизируемых материалов).
Со ссылкой на Фиг. 5A, проиллюстрирован вид сверху усовершенствованной ленты для СЛС, более конкретно, для обработки и сепарирования некоторых промышленных материалов (в частности, нефлюидизируемых материалов). Чтобы повысить срок службы ленты при обработке ʺтрудных для флюидизацииʺ частиц с использованием СЛС, в конструкции усовершенствованной ленты 50 должны быть предусмотрены непрерывные (с шириной w1 20-30 мм) краевые участки 47 на каждой стороне ленты (проиллюстрирована только одна сторона ленты), которые были модифицированы посредством создания открытых пазов 52 установленной формы и расположения. Эти пазы 52 могут быть получены различными процессами формирования, такими как литье, штамповка, механическая обработка, гидроабразивная резка, и лазерная резка, и тому подобное.
Краевые пазы 52 обеспечивают механизм, траекторию, и перемещающий механизм для порошка, зажатого между краевыми участками 47 противоположно движущихся сегментов 28, 30 ленты для перемещения частиц порошка в любом направлении движения ленты. Следует отметить, что удаление застоявшегося порошка между краевыми участками 47 противоположно движущихся сегментов 28, 30 ленты значительно снижает истирание и фрикционный нагрев. Эта лента 50, имеющая такие краевые пазы 52, была испытана в существующей СЛС по Фиг. 1, и было показано, что использование лент с надрезанными краями 52 устраняет образование нароста пластично-порошкового соединения, которое, как показывает опыт, приводит к короткому сроку службы ленты. Эта лента 50, имеющая такие краевые пазы 52, была испытана в существующей СЛС по Фиг. 1, и было показано, что срок службы ленты увеличился до 100 (сотен) часов при обработке ʺтрудно флюидизируемыхʺ промышленных минеральных порошков. Это сопоставимо со сроком службы в 10-ки часов для экструдированных лент предыдущего уровня техники, имеющих прямые краевые участки 47 без пазов, как проиллюстрировано на Фиг. 4. Задняя кромка 54 паза 52 перпендикулярна краю ленты 49 и направление движения ленты 41 обеспечивает движущую силу для перемещения порошка в направлении движения ленты. Объем паза 52, который определяется глубиной паза D, длиной паза L, углом Ø, и толщиной t ленты (см. Фиг. 5B), обеспечивает пропускную способность каждого паза 52. Шаг между пазами (S) определяет несущую способность ленты на единицу длины ленты. На Фиг. 5B проиллюстрирован боковой вид ленты 50 и паза 52, и более конкретно проиллюстрировано, что края паза, такие как задняя кромка 46, могут иметь скос с радиусом скоса b.
Пример 1:
В одном примере, сепараторные ленты 45, проиллюстрированные на Фиг. 4, не содержащие пазы 52 и с непрерывной, ненарушенной, прямой геометрией края 47 с шириной (W) 25 мм, работали в системе электростатического сепаратора ленточного типа (СЛС) при обработке измельченного карбоната кальция, трудного для флюидизации порошка. Эти ленты повредились из-за краевого отложения смеси максимум через 15 часов полной операции. Ленты 50 по Фиг. 5, содержащие краевые пазы 52 треугольной формы, выполняли работу при тех же сложностях для флюидизации минерального порошка. Ленты, содержащие краевые пазы 52 треугольной формы, выполняли работу в 20 раз дольше, чем лента 45 без краевых пазов, и очень редко повреждались из-за краевых отложений. Наблюдалось только 1 повреждение края из-за отложений в 21 лентах 50, работающих с краевыми пазами 52. Это значительное увеличение срока службы сепараторной ленты 50 является преимуществом для снижения затрат при работе с СЛС. Размеры лент, используемых в данном примере, перечислены ниже со ссылкой на Фиг. 4.
(ссылка на Фиг. 5)
(ссылка на Фиг. 4)
1 - краевое смешивание
Пример 2:
На Фиг. 6 проиллюстрирован другой пример усовершенствованной ленты 60, имеющей фаску краевых пазов 62 ленты с полукруглым шаблоном к краю 49 краевого участка 47 ленты сепаратора со стандартной толщиной кромки 25 мм (Фиг. 5). Полукруглые пазы были вырезаны с меньшей глубиной паза (D), чем пазы, описанные в Примере 1, но лента и пазы по-прежнему эффективны в предотвращении краевого наращивания такого же трудного для флюидизации порошка, которое было отмечено с лентами без пазов. Срок службы ленты для этого варианта реализации изобретения был не так хороша, как срок службы ленты с пазами треугольной формы по Примеру 1. Таким образом, очевидно из данного Примера 2 и Примера 1, что различные компоновки форм краевого паза могут использоваться для предотвращения краевого отложения смеси, и что форма паза влияет на улучшение срока службы ленты. Оптимальные размеры паза для частиц в виде порошка могут быть определены эмпирически посредством испытания различных конструкций ленточных пазов.
(ссылка на Фиг. 6)
(ссылка на Фиг. 4)
Пример 3:
На Фиг. 7 проиллюстрирован другой пример ленты 70, в котором геометрия паза варьировалась посредством вырезания большого непрерывного паза 72 длиной (L) 700 мм с фасками, чтобы избежать повреждающего зацепления ленточного паза с пазом ленты, перемещающейся в противоположном направлении (Фиг. 7). Эта лента работала при обработке измельченного карбоната кальция, трудного для флюидизации порошка, в течение которой не наблюдалось признаков краевых отложений или смешиваний. Из данного примера очевидно, что пазы с различными длинами эффективно предотвращают краевое отложения смеси. Оптимальные размеры паза для частиц в виде порошка могут быть определены эмпирически посредством испытания различных конструкций ленточных пазов.
(ссылка на Фиг. 7)
(ссылка на Фиг. 4)
Пример 4:
На Фиг. 8 проиллюстрирован другой пример ленты 80, для которой шаг (S) пазов исследовался посредством варьирования частоты и местоположения ленточных пазов 82 треугольной формы по длине ленты. Пазы длиной (L) 33 мм и с шагом (S) 100 мм были вырезаны на боковой поверхности нескольких лент непрерывным узором. Пазы с той же геометрией были вырезаны во втором наборе лент повторяющемся узором надрезанной секции и прямой секции боковой стенки с 4 пазами длиной (L) 33 мм и с шагом (S) 183 мм в секции длиной 730 мм, за которой следует секция ленты длиной 820 мм, не содержащая пазов (см. Фиг. 9). Этот узор повторялся по всей длине всей ленты. Из данного примера очевидно, что ленты с увеличенным шагом между пазами эффективно предотвращают краевое отлагаемое смешивание. Оптимальный шаг пазов для частиц в виде порошка может быть определен эмпирически посредством испытания различных конструкций ленточных пазов.
(ссылка на Фиг. 4)
Увеличенный шаг (Фиг. 9)
Пример 5:
Со ссылкой на Фиг. 4, в другом примере, значимость краевых пазов ленты была продемонстрирована посредством испытания ленты, не содержащей краевых пазов, но с меньшей шириной края (W)=(D+f), составляющей всего 11 мм по сравнению с 25 мм. Работали ленты с обеими геометриями края при обработке измельченного карбоната кальция, трудного для флюидизации порошка, и преждевременно вышли из строя из-за краевого отлагаемого смешивания. Данный пример иллюстрирует значимость краевых пазов для обработки трудно флюидизируемых минеральных порошков. Кроме того, краевые пазы предусматривают утолщенные краевые участки ленты, которые повышают устойчивость к растяжению и позволяют увеличить эксплуатационный срок службы ленты прежде чем она повредится от растяжения.
Была проведена интенсивная работа для определения оптимальной геометрии паза. Во всех случаях, краевые надрезанные ленты эксплуатировались значительно дольше, чем прямые краевые ленты, и предотвращали краевое смешивание, приводящее к преждевременному выходу ленты из строя. Следует принимать во внимание, что после многих часов эксплуатации край ленты может износиться, уменьшая глубину и длину паза. В результате этого, геометрия пазов ленты может изменяться со временем. Таким образом, размеры, предусмотренные в примерах, никоим образом не предназначены для представления всех возможных размеров пазов, и те другие размеры пазов возможны и входят в объем настоящего изобретения.
Одним новым наблюдаемым режимом выхода из строя сепараторной ленты при работе СЛС с надрезанной краевой лентой является разрыв паза. Для пазов с большой открытой площадью, узкий продольный участок (f) создается между внутренними краевыми пазами и первым открытым просветом в основной части ленты. В процессе работы, край 49 ленты трется об уплотненный абразивный порошок, который накопился на незахватываемых краях камеры сепарирования, или об свои же края камеры сепарирования. Край ленты, трущийся с высокой скоростью, создает касательное напряжение сдвига, которое вызывает напряжение, и если оно превышает предельное напряжение сдвига узкого продольного участка (f) между внутренними пазами и первым открытым просветом в основной части ленты, будет побуждать растягивание и разрыв узкого продольного участка (f). Это повреждение узкого продольного участка облегчается за счет усталости при изгибе пластика в самом узком стыке между пазом и прилегающим просветом, поскольку он неоднократно сгибается до шести раз в секунду в ходе его движения через систему натяжения и привода. Поврежденный продольный участок (f) может создать точку ʺзацепленияʺ для ленты на ее крае, которая будет приводить к преждевременному выходу ленты из строя. Предел прочности на разрыв участка может быть увеличен посредством увеличения толщины (t) участка. Альтернативным решением является устранение узкого участка посредством исключения или создания заготовки (проиллюстрированной на Фиг. 5A) первого отверстия в основной части ленты, наиболее близкой к краю паза.
Имея такое описание конкретных вариантов реализации изобретения непрерывной ленты, способа ее создания, сепараторной системы, использующей такую ленту, и способа сепарирования, различные изменения, модификации и усовершенствования будут очевидными для специалистов в данной области техники. Такие изменения, вариации и усовершенствования рассматриваются как входящие в объем изобретения. Соответственно, вышеизложенное описание представлено в качестве примера и не предназначено для ограничения. Применение ограничено только нижеследующей формулой изобретения и ее эквивалентами.
Группа изобретений относится к ленточным сепараторам для сепарирования смеси частиц при трибоэлектрической зарядке частиц. Непрерывная лента для использования в системе ленточного сепаратора для сепарирования компонентов материала с затрудненной флюидизацией содержит непроницаемые продольные края заданной ширины, проходящие через непрерывную ленту, отверстия, внутренние, относительно продольных краев ленты, которые выполнены проницаемыми для компонентов материала с затрудненной флюидизацией, а также выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией вдоль продольного направления ленты, периодичные пазы, образованные в продольных краях ленты в периодических местоположениях у края ленты. Пазы выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией в направлении вдоль продольного направления ленты и вдоль от краев ленты системы сепарирования. Увеличивается срок службы ленты. 5 н. и 37 з.п. ф-лы, 10 ил.
1. Непрерывная лента для использования в системе ленточного сепаратора для сепарирования компонентов материала с затрудненной флюидизацией, содержащая:
непроницаемые продольные края заданной ширины;
проходящие через непрерывную ленту отверстия, внутренние, относительно продольных краев ленты, которые выполнены проницаемыми для компонентов материала с затрудненной флюидизацией, а также выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией вдоль продольного направления ленты;
периодичные пазы, образованные в продольных краях ленты в периодических местоположениях у края ленты, причем пазы выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией в направлении вдоль продольного направления ленты и вдаль от краев ленты системы сепарирования.
2. Непрерывная лента по п. 1, отличающаяся тем, что пазы, образованные в продольном крае ленты, имеют фаску.
3. Непрерывная лента по любому из предшествующих пунктов, отличающаяся тем, что фаска каждого паза имеет радиус в диапазоне 4-5 мм.
4. Непрерывная лента по любому из предшествующих пунктов, отличающаяся тем, что пазы, образованные в продольном крае ленты, имеют треугольную форму.
5. Непрерывная лента по любому из предшествующих пунктов, отличающаяся тем, что длина просвета пазов находится в диапазоне 19-400 мм.
6. Непрерывная лента по любому из предшествующих пунктов, отличающаяся тем, что глубина просвета пазов находится в диапазоне 13-31 мм.
7. Непрерывная лента по любому из предшествующих пунктов, отличающаяся тем, что пазы имеют шаг в диапазоне 63-960 мм.
8. Непрерывная лента по любому из предшествующих пунктов, отличающаяся тем, что передняя кромка паза имеет угол в диапазоне от 12-45° по отношению к продольному краю.
9. Непрерывная лента по любому из предшествующему пунктов, отличающаяся тем, что задняя кромка паза перпендикулярна по отношению к продольному краю.
10. Непрерывная лента по любому из предшествующих пунктов, отличающаяся тем, что ширина ленты на несколько миллиметров меньше, чем ширина внутренней части системы ленточного сепаратора.
11. Способ изготовления непрерывной ленты для использования в системе ленточного сепаратора для сепарирования компонентов материала с затрудненной флюидизацией, включающий:
формирование непрерывной ленты с непроницаемыми продольными краями заданной ширины;
формирование проходящих через непрерывную ленту отверстий, внутренних относительно продольных краев ленты, которые выполнены проницаемыми для компонентов материала с затрудненной флюидизацией, а также выполненных с возможностью перемещения компонентов материала с затрудненной флюидизацией вдоль продольного направления ленты;
формирование периодичных пазов в продольных краях ленты в периодических местоположениях у края ленты для перемещения компонентов материала с затрудненной флюидизацией в направлении вдоль продольного направления ленты.
12. Способ изготовления непрерывной ленты по п. 11, дополнительно включающий формирование пазов с фаской, образованных в продольном крае ленты.
13. Способ изготовления непрерывной ленты по п. 12, дополнительно включающий формирование у каждого паза фаски с радиусом в диапазоне 4-5 мм.
14. Способ изготовления непрерывной ленты по пп.11-13, дополнительно включающий формирование пазов треугольной формы в продольном крае ленты.
15. Способ изготовления непрерывной ленты по пп. 11-14, дополнительно включающий формирование в продольных краях ленты пазов с передней кромкой, имеющей угол в диапазоне от 12-45° по отношению к продольному краю.
16. Способ изготовления непрерывной ленты по пп. 11-15, дополнительно включающий формирование в продольных краях ленты пазов с задней кромкой, перпендикулярной по отношению к продольному краю.
17. Способ изготовления непрерывной ленты по пп. 11-16, дополнительно включающий формирование ленты с шириной, которая на несколько миллиметров меньше ширины внутренней части системы ленточного сепаратора.
18. Способ изготовления непрерывной ленты по пп. 11-17, дополнительно включающий формирование отверстий, внутренних относительно продольных краев ленты, по любому из: экструдирование, литье, штамповка, механическая обработка, гидроабразивная резка и лазерная резка.
19. Способ изготовления непрерывной ленты по пп. 11-18, дополнительно включающий формирование пазов в продольных краях ленты по любому из: экструдирование, литье, штамповка, механическая обработка, гидроабразивная резка и лазерная резка.
20. Система ленточного сепаратора для сепарирования компонентов материала с затрудненной флюидизацией, содержащая:
первый электрод и второй электрод, расположенные на противоположных сторонах продольной центральной линии, выполненные с возможностью обеспечения электрического поля между первым и вторым электродами;
непрерывную ленту, имеющую непроницаемые продольные края заданной ширины и отверстия, внутренние относительно продольных краев, которые являются проницаемыми для компонентов материала с затрудненной флюидизацией, при этом лента выполнена с возможностью перемещения компонентов материала с затрудненной флюидизацией, подверженной, подобно сетке, воздействию электрического поля в соответствующих встречных потоках вдоль продольного направления между первым и вторым электродами; и
ленту, имеющую периодичные пазы, образованные в продольных краях в периодических местоположениях у края ленты, причем пазы выполнены с возможностью перемещения компонентов материала с затрудненной флюидизацией в направлении вдоль продольного направления системы ленточного сепаратора.
21. Система по п. 20, отличающаяся тем, что пазы, образованные в продольном крае ленты, имеют фаску.
22. Система по пп. 20, 21, отличающаяся тем, что скошенная фаска каждого паза имеет радиус в диапазоне 4-5 мм.
23. Система по пп. 20-22, отличающаяся тем, что пазы, образованные в продольном крае ленты, имеют треугольную форму.
24. Система по пп. 20-23, отличающаяся тем, что передняя кромка паза имеет угол в диапазоне от 12-45° по отношению к продольному краю.
25. Система по пп. 20-24, отличающаяся тем, что задняя кромка паза перпендикулярна по отношению к продольному краю.
26. Система по пп. 20-25, отличающаяся тем, что лента содержит сегменты противотока, движущиеся в противоположных направлениях вдоль продольного направления.
27. Система по пп. 20-26, отличающаяся тем, что ширина ленты на несколько миллиметров короче ширины внутренней части системы ленточного сепаратора, а края в продольных краях ленты выполнены с возможностью отброса компонентов материала с затрудненной флюидизацией в сторону от внутреннего края системы сепарирования.
28. Способ сепарирования компонентов материала с затрудненной флюидизацией, которые поступают в камеру сепарирования, имеющую вытянутые габариты, притом, что вытянутые габариты являются длинномерными по сравнению с зазором между парой противоположных поверхностей электродов, включающий:
обеспечение электрического поля между противоположными поверхностями электродов;
перемещение компонентов материала с затрудненной флюидизацией в двух потоках в противоположных направлениях между противоположными поверхностями электродов с использованием непрерывно перемещающейся ленты, имеющей непроницаемые продольные края заданной ширины и внутренние относительно непроницаемых продольных краев отверстия, которые выполнены проницаемыми для компонентов материала с затрудненной флюидизацией;
дальнейшее перемещение компонентов материала с затрудненной флюидизацией от внутренних продольных сторон камеры сепарирования с помощью размещенных периодично в продольных краях пазов, которые выполнены с возможностью перемещения смеси частиц в направлении, параллельном противоположным поверхностям электродов.
29. Способ по п. 28, дополнительно включающий чистку внутренней поверхности продольных кромок камеры сепарирования продольными краями непрерывной ленты, содержащими пазы.
30. Способ по пп. 28, 29, дополнительно включающий формирование в продольных краях ленты пазов с фаской.
31. Способ по пп. 28-30, дополнительно включающий формирование в продольных краях ленты каждого паза с радиусом в диапазоне 4-5 мм.
32. Способ по пп. 28-31, дополнительно включающий формирование в продольных краях ленты каждого паза треугольной формы.
33. Способ по пп. 28-32, дополнительно включающий формирование в продольных краях ленты каждого паза с передней кромкой паза, имеющей угол в диапазоне от 12-45° по отношению к продольному краю.
34. Способ по пп. 28-33, дополнительно включающий формирование в продольных краях ленты каждого паза с задней кромкой паза, перпендикулярной по отношению к продольному краю.
35. Способ сепарирования различных компонентов материала с затрудненной флюидизацией в камере сепарирования, включающий этапы:
a) впуска материала с затрудненной флюидизацией в камеру сепарирования, причем камера сепарирования имеет противостоящие поверхности, расположенные по отношению друг к другу более близко, чем соответствующие длины противостоящих поверхностей;
b) приложения разделяющего воздействия в направлении по меньшей мере одной из противостоящих поверхностей камеры сепарирования;
c) сепарирования различных компонентов материала с затрудненной флюидизацией в направлении разделяющего воздействия в соответствии с их относительной подверженностью воздействию указанного воздействия сепарирования;
d) механического перемещения компонентов подверженного воздействию материала с затрудненной флюидизацией, подобно сетке, в непосредственной близости друг от друга в потоках, движущихся поперечно относительно разделяющего воздействия вдоль продольного направления между первым и вторым электродами, при этом потоки находятся в сообщении параллельно разделяющему воздействию таким образом, чтобы переносить часть по меньшей мере одного из потоков в другую часть одного из потоков ввиду продолжающегося действия разделяющего воздействия по мере продвижения потоков поперечно разделяющему воздействию; и
e) удаление разделенных потоков материала с затрудненной флюидизацией из указанной камеры сепарирования;
при этом потоки материала с затрудненной флюидизацией механически перемещаются посредством непрерывной ленты, имеющей непроницаемые продольные края заданной ширины и отверстия, внутренние относительно продольных краев, которые проницаемыми для компонентов материала с затрудненной флюидизацией, причем лента имеет периодичные пазы, образованные в продольных краях в периодических местоположениях у края ленты, выполненные с возможностью перемещения компонентов потоков материала с затрудненной флюидизацией в направлении вдоль продольного направления системы ленточного сепаратора.
36. Способ по п. 35, дополнительно включающий чистку внутренней поверхности продольных кромок камеры сепарирования продольными краями непрерывной ленты, содержащими пазы.
37. Способ по пп. 35, 36, дополнительно включающий формирование в продольных краях ленты пазов с фаской.
38. Способ по пп. 35-37, дополнительно включающий формирование в продольных краях ленты каждого паза с радиусом в диапазоне 4-5 мм.
39. Способ по пп. 35-38, дополнительно включающий формирование в продольных краях ленты каждого паза треугольной формы.
40. Способ по пп. 35-39, дополнительно включающий формирование в продольных краях ленты каждого паза с передней кромкой паза, имеющей угол в диапазоне от 12-45° по отношению к продольному краю.
41. Способ по пп. 35-40, дополнительно включающий формирование в продольных краях ленты каждого паза с задней кромкой паза, перпендикулярной по отношению к продольному краю.
42. Система ленточного сепаратора по пп. 35-41, отличающаяся тем, что компоненты потоков материала с затрудненной флюидизацией перемещаются отверстиями во внутренней области ленты и пазами в продольном крае ленты к продольной центральной линии системы ленточного сепаратора в сторону от первого и второго электродов, а также в сторону от кромок камеры сепарирования.
| СПОСОБ ФОРМИРОВАНИЯ НЕПРЕРЫВНОЙ ЛЕНТЫ ДЛЯ ЛЕНТОЧНОГО СЕПАРАТОРА | 2002 |
|
RU2309847C2 |
| КАТАМАРАН | 1991 |
|
RU2013303C1 |
| Устройство для очистки и сортировки зерна | 1981 |
|
SU975093A1 |
| УСТРОЙСТВО ДЛЯ СЕПАРАЦИИ С ЛЕНТОЧНЫМ ТРАНСПОРТЕРОМ И СПОСОБ СЕПАРАЦИИ СОСТАВЛЯЮЩИХ СМЕСИ ЧАСТИЦ | 1996 |
|
RU2152263C1 |
| US 4874507 A1, 17.10.1989 | |||
| DE 10351180 B3, 27.01.2005. | |||

