Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к наборному сердечнику и к вращающейся электрической машине.
В настоящей заявке испрашивается приоритет по заявке на патент Японии №2021-191446, поданной в Японии 25 ноября 2021 года, содержание которой включено сюда путем ссылки.
Описание предшествующего уровня техники
[0002] Частота вращения основной машины (вращающейся электрической машины, электромотора или мотора) для EV/HEV, число использований которой предположительно должно увеличиваться в будущем, становится более высокой для уменьшения размера и веса. По мере того, как увеличивается частота вращения, потери в железе сердечника ротора или сердечника статора увеличиваются, приводя к уменьшению эффективности. Основной фактор увеличения потерь в железе вследствие высокочастотного возбуждения заключается в увеличении потерь на вихревые токи, и мера для его улучшения представляет собой утончение листа электротехнической стали.
С другой стороны, когда сердечник ротора или сердечник статора, образованный посредством перфорации и т.п., укладывается, подгибка кромок, в общем, используется, но очень затруднительно укладывать и закреплять ультратонкие листы электротехнической стали посредством подгибки кромок. В это время, связывание и закрепление представляет собой один из способов для укладки и закрепления ультратонких листов электротехнической стали (см., например, нижеприведенный Патентный документ 1).
Список цитируемых документов
Патентные документы
[0003] Патентный документ 1
Не прошедшая экспертизу заявка на патент Япония, первая публикация номер 2008-78346
Сущность изобретения
Проблемы, разрешаемые изобретением
[0004] Тем не менее, в традиционном способе связывания и закрепления, когда лист электротехнической стали закрепляется с использованием адгезивного материала, эластичное механическое напряжение при сжатии, образованное в листе электротехнической стали вследствие усадки при затвердевании адгезивного материала, может ухудшать магнитные характеристики (характеристики возбуждения и характеристики потерь в железе), приводя к увеличению потерь. Следует отметить, что такая проблема возникает не только в электромоторе, но также и во всей вращающейся электрической машине, включающей генератор.
[0005] Настоящее изобретение осуществлено с учетом вышеописанных обстоятельств, и цель настоящего изобретения заключается в том, чтобы предложить наборный сердечник, допускающий подавление увеличения потерь (потерь в железе и потерь в меди) при поддержании удерживающей силы для укладки и закрепления.
Средство решения проблемы
[0006] <1> Наборный сердечник согласно аспекту настоящего изобретения включает: множество наборных листов электротехнической стали; и множество адгезивных слоев, расположенных между листами электротехнической стали рядом друг с другом в направлении укладки, при этом лист электротехнической стали включает кольцевое тело, по меньшей мере, один адгезивный слой из множества адгезивных слоев представляет собой первый адгезивный слой в одном листе электротехнической стали из двух листов электротехнической стали, размещающих посередине первый адгезивный слой в направлении укладки, когда мнимая ось, пересекающаяся с центральной осью кольцевого тела и продолжающаяся в направлении легкого намагничивания, задана как L-ось, мнимая ось, пересекающаяся с центральной осью и пересекающаяся с L-осью, задана как С-ось, и лист электротехнической стали разделен на множество секций в окружном направлении кольцевого тела посредством L-оси и С-оси, по меньшей мере, одна секция из множества секций представляет собой первую секцию, и в первой секции, площадь первого адгезивного слоя в первом участке листа электротехнической стали, в котором основной магнитный поток формируется в направлении по L-оси, меньше площади первого адгезивного слоя во втором участке листа электротехнической стали, в котором основной магнитный поток формируется в направлении по С-оси.
[0007] В результате интенсивных исследований, автор настоящей заявки пришел к следующим заключениям. Иными словами, в наборном сердечнике, в котором листы электротехнической стали рядом друг с другом в направлении укладки связываются и прикрепляются друг к другу посредством адгезивного материала, механическое напряжение при сжатии прикладывается к листам электротехнической стали вследствие адгезивного материала, и это механическое напряжение при сжатии затрагивает ухудшение (величину увеличения потерь в железе и т.п.) магнитных характеристик листов электротехнической стали. Автор настоящей заявки впервые обнаружил, что степень этого влияния варьируется в зависимости от направления основного магнитного потока, образованного в листах электротехнической стали. Более конкретно, в случае если направление основного магнитного потока представляет собой направление L (направление легкого намагничивания), по сравнению со случаем, в котором направление основного магнитного потока представляет собой направление С (направление, пересекающееся с направлением L, направление, которое не представляет собой направление легкого намагничивания), чем выше отношение площадей адгезива в листе электротехнической стали, тем больше отношение ухудшения с точки зрения потерь в железе, и чем выше механическое напряжение при сжатии, прикладываемое в расчете на единицу площади из листа электротехнической стали, тем больше отношение ухудшения с точки зрения потерь в железе (см., например, фиг. 13, 14 и 16, описанные ниже). Следует отметить, что основной магнитный поток представляет собой общий термин для магнитных потоков, формируемых в сердечнике ротора или сердечнике статора.
[0008] На основе вышеприведенных заключений, автор настоящей заявки добился того, что в наборном сердечнике, включающем кольцевое тело, лист электротехнической стали разделен на множество секций посредством L-оси и С-оси, и, по меньшей мере, в одной из множества секций, площадь адгезивного слоя стала отличной в зависимости от направления, в котором формируется основной магнитный поток. Иными словами, автор настоящей заявки добился того, что в первой секции, которая представляет собой, по меньшей мере, одну из множества секций, площадь первого адгезивного слоя в первом участке, в котором основной магнитный поток формируется в направлении L, стала меньше площади первого адгезивного слоя во втором участке, в котором основной магнитный поток формируется в направлении С. Как результат, вместо формирования большого адгезивного слоя в участке, имеющем большое влияние на потери в железе в листе электротехнической стали, большой адгезивный слой может формироваться в участке, имеющем небольшое влияние на потери в железе. Следовательно, можно подавлять увеличение потерь при обеспечении требуемой удерживающей силы.
[0009] <2> В наборном сердечнике согласно <1>, в первой секции, когда область, относительно близкая к С-оси, называется "областью на стороне по С-оси", и область, относительно близкая к L-оси, называется "областью на стороне по L-оси", первый участок может включать участок, расположенный в области на стороне по С-оси кольцевого тела, и второй участок может включать участок, расположенный в области на стороне по L-оси кольцевого тела.
[0010] В наборном сердечнике, включающем кольцевое тело, основной магнитный поток формируется главным образом в окружном направлении в кольцевом теле. Относительная взаимосвязь между основным магнитным потоком, образованным в кольцевом теле, и направлением L или направлением С отличается в зависимости от положения, в котором основной магнитный поток формируется в окружном направлении. Например, в участке кольцевого тела, расположенном на стороне по L-оси, число компонентов основного магнитного потока в направлении С увеличивается. С другой стороны, в участке кольцевого тела, расположенном на стороне по С-оси, число компонентов основного магнитного потока в направлении L увеличивается.
[0011] <3> В наборном сердечнике согласно <2>, первый адгезивный слой может включать первый адгезивный участок, расположенный, по меньшей мере, на одном из внутреннего периферийного края и внешнего периферийного края кольцевого тела, и в первой секции, площадь первого адгезивного участка в области на стороне по С-оси может быть меньше площади первого адгезивного участка в области на стороне по L-оси.
[0012] Первый адгезивный участок расположен, по меньшей мере, на одном из внутреннего периферийного края и внешнего периферийного края кольцевого тела и продолжается главным образом в окружном направлении. Следовательно, первый адгезивный участок продолжается, в области на стороне по С-оси, в направлении ближе к направлению L, чем к направлению С (имеющему пологий наклон), и продолжается, в области на стороне по L-оси, в направлении ближе к направлению С, чем к направлению L (имеющему пологий наклон). Следовательно, что касается первого адгезивного участка, по мере того, как число участков, расположенных в области на стороне по L-оси, увеличивается, соотношение первого адгезивного участка, продолжающегося в направлении близко к направлению С, увеличивается, и влияние на потери в железе уменьшается.
Следовательно, в наборном сердечнике, в первой секции, площадь первого адгезивного участка в области на стороне по С-оси меньше площади первого адгезивного участка в области на стороне по L-оси. Следовательно, влияние первого адгезивного участка на потери в железе может подавляться таким образом, что оно является небольшим.
[0013] <4> В наборном сердечнике согласно <3>, первый адгезивный участок может продолжаться в форме ленты, по меньшей мере, вдоль одного из внутреннего периферийного края и внешнего периферийного края кольцевого тела, и в первой секции, ширина первого адгезивного участка может быть равной независимо от положения в окружном направлении или может снижаться от L-оси к С-оси вдоль окружного направления.
[0014] <5> В наборном сердечнике согласно <4>, в первой секции, ширина первого адгезивного участка может снижаться от L-оси к С-оси вдоль окружного направления.
[0015] В первой секции, ширина первого адгезивного участка является равной независимо от положения в окружном направлении или уменьшается от L-оси к С-оси вдоль окружного направления. Следует отметить, что ширина первого адгезивного участка предпочтительно уменьшается от L-оси к С-оси вдоль окружного направления. Вышеописанные преимущества демонстрируются в значительной степени в силу вышеуказанного.
[0016] <6> В наборном сердечнике согласно любому из <1>-<5>, лист электротехнической стали дополнительно может включать множество зубьев, выступающих от кольцевого тела внутрь в радиальном направлении кольцевого тела и расположенных с интервалами в окружном направлении кольцевого тела, первый участок может включать участок зубьев, расположенных в области на стороне по L-оси, а второй участок может включать участок зубьев, расположенных в области на стороне по С-оси.
Следует отметить, что, как описано выше, когда лист электротехнической стали включает не только кольцевое тело, но также и зубья, первый адгезивный слой связывает не только кольцевые тела, но также и зубья листа электротехнической стали, первая секция задается не только для кольцевого тела, но также и для зубьев, и каждый из первого участка и второго участка включает не только часть или все кольцевое тело, но также и часть или все зубья.
[0017] В наборном сердечнике, включающем зубья, основной магнитный поток формируется главным образом в радиальном направлении в зубьях. Относительная взаимосвязь между основным магнитным потоком, образованным в зубьях, и направлением L или направлением С отличается в зависимости от положения, в котором основной магнитный поток формируется в окружном направлении зубьев. Например, число компонентов основного магнитного потока в направлении L увеличивается в зубьях, расположенных на стороне по L-оси, из множества зубьев. С другой стороны, число компонентов основного магнитного потока в направлении С увеличивается в зубьях, расположенных на стороне по С-оси, из множества зубьев.
[0018] <7> В наборном сердечнике согласно<6>, первый адгезивный слой может включать второй адгезивный участок, расположенный на периферийном краю зубьев, и в первой секции, площадь второго адгезивного участка в области на стороне по С-оси может быть больше площади второго адгезивного участка в области на стороне по L-оси.
[0019] Второй адгезивный участок расположен на периферийном краю зубьев и продолжается главным образом в радиальном направлении. Следовательно, второй адгезивный участок продолжается, в области на стороне по С-оси, в направлении ближе к направлению С, чем к направлению L (имеющему пологий наклон), и продолжается, в области на стороне по L-оси, в направлении ближе к направлению L, чем к направлению С (имеющему пологий наклон). Следовательно, что касается второго адгезивного участка, по мере того, как число участков, расположенных в области на стороне по С-оси, увеличивается, соотношение второго адгезивного участка, продолжающегося в направлении близко к направлению С, увеличивается, и влияние на потери в железе уменьшается.
Следовательно, в наборном сердечнике, в первой секции, площадь второго адгезивного участка в области на стороне по С-оси больше площади второго адгезивного участка в области на стороне по L-оси. Следовательно, влияние второго адгезивного участка на потери в железе может подавляться таким образом, что оно является небольшим.
[0020] <8> В наборном сердечнике согласно <7>, второй адгезивный участок может продолжаться в форме ленты вдоль периферийного края зубьев, и в первой секции, ширина второго адгезивного участка может быть равной независимо от положений зубьев в окружном направлении или может быть большей для зубьев, расположенных ближе к стороне по С-оси, чем для зубьев, расположенных ближе к стороне по L-оси вдоль окружного направления.
[0021] <9> В наборном сердечнике согласно <8>, в первой секции, ширина второго адгезивного участка может быть большей для зубьев, расположенных ближе к стороне по С-оси, чем для зубьев, расположенных ближе к стороне по L-оси вдоль окружного направления.
[0022] В первой секции, ширина второго адгезивного участка является равной независимо от положений зубьев в окружном направлении либо является большей для зубьев, расположенных ближе к стороне по С-оси, чем для зубьев, расположенных ближе к стороне по L-оси вдоль окружного направления. Следует отметить, что в первой секции, ширина второго адгезивного участка предпочтительно является большей для зубьев, расположенных ближе к стороне по С-оси, чем для зубьев, расположенных ближе к стороне по L-оси вдоль окружного направления. Вышеописанные преимущества демонстрируются в значительной степени в силу вышеуказанного.
[0023] <10> В наборном сердечнике согласно любому из <2>-<5>, в первой секции, когда мнимая ось, продолжающаяся в направлении, разделяющем центральный угол, образованный посредством С-оси и L-оси вокруг центральной оси, на две равных части, задана как базисная ось, область на стороне по С-оси и область на стороне по L-оси могут иметь симметричную взаимосвязь в окружном направлении относительно базисной оси.
[0024] Область на стороне по С-оси и область на стороне по L-оси являются симметричными в окружном направлении относительно базисной оси. Следовательно, вышеописанные преимущества демонстрируются в значительной степени.
[0025] <11> В наборном сердечнике согласно любому из <2>-<10>, первый адгезивный слой может включать ленточный адгезивный участок, в области на стороне по L-оси, общая площадь ленточных адгезивных участков, в которых окружное направление представляет собой продольное направление, может быть больше общей площади ленточных адгезивных участков, в которых радиальное направление кольцевого тела представляет собой продольное направление, и в области на стороне по С-оси, общая площадь ленточных адгезивных участков, в которых окружное направление представляет собой продольное направление, может быть меньше общей площади ленточных адгезивных участков, в которых радиальное направление представляет собой продольное направление.
[0026] <13> В наборном сердечнике согласно любому из <1>-<11>, все из множества адгезивных слоев могут представлять собой первые адгезивные слои.
[0027] В случае если все из множества адгезивных слоев представляют собой первые адгезивные слои, включающие первую секцию, другими словами, в случае если такое условие, что все из множества адгезивных слоев представляют собой первые адгезивные слои, удовлетворяется, вышеописанные преимущества демонстрируются в значительной степени, например, по сравнению со случаем, в котором часть из множества адгезивных слоев не удовлетворяет такому условию, что адгезивные слои представляют собой первые адгезивные слои.
[0028] <14> В наборном сердечнике согласно любому из <1>-<12>, все из множества секций могут представлять собой первые секции.
[0029] В случае если все из множества секций в первом адгезивном слое представляют собой первые секции, другими словами, в случае если такое условие, что все из множества секций представляют собой первые секции, удовлетворяется, вышеописанные преимущества демонстрируются в значительной степени, например, по сравнению со случаем, в котором часть из множества секций не удовлетворяет такому условию, что секции представляют собой первые секции.
[0030] <14> В наборном сердечнике согласно любому из <1>-<13>, лист электротехнической стали может представлять собой нетекстурированный лист электротехнической стали.
[0031] <15> В наборном сердечнике согласно любому из <1>-<13>, может представлять собой лист электротехнической стали текстурированный лист электротехнической стали.
[0032] <16> В наборном сердечнике согласно любому из <1>-<15>, только одно направление легкого намагничивания может существовать в одном листе электротехнической стали, и L-ось и С-ось могут быть ортогональными друг к другу.
[0033] <17> В наборном сердечнике согласно любому из <1>-<15>, два или более направлений легкого намагничивания могут существовать в одном листе электротехнической стали, L-ось может продолжаться в двух или более направлениях легкого намагничивания с возможностью пересечения друг с другом на центральной оси, и С-ось может продолжаться в направлении, в котором центральный угол, образованный вокруг центральной оси посредством L-осей рядом друг с другом в окружном направлении, разделяется на две равных части.
[0034] <18> Вращающаяся электрическая машина согласно аспекту настоящего изобретения включает наборный сердечник согласно любому из <1>-<17>.
Преимущества изобретения
[0035] Согласно настоящему изобретению можно подавлять увеличение потерь при поддержании удерживающей силы для укладки и закрепления.
Краткое описание чертежей
[0036] Фиг. 1 является видом в поперечном сечении вращающейся электрической машины согласно варианту осуществления настоящего изобретения.
Фиг. 2 является видом сверху статора, включенного во вращающуюся электрическую машину, проиллюстрированную на фиг. 1.
Фиг. 3 является видом сбоку статора, включенного во вращающуюся электрическую машину, проиллюстрированную на фиг. 1.
Фиг. 4 является видом сверху листа электротехнической стали и адгезивного слоя статора, включенного во вращающуюся электрическую машину, проиллюстрированную на фиг. 1.
Фиг. 5 является видом сверху листа электротехнической стали и адгезивного слоя и является увеличенным видом одной секции, разделенной посредством L-оси и С-оси.
Фиг. 6 является фотографией для пояснения отпечатка валков и является фотографией, показывающей общий лист электротехнической стали.
Фиг. 7 является увеличенной фотографией части фотографии, показанной на фиг. 7.
Фиг. 8 является видом сбоку, иллюстрирующим пример оборудования для изготовления для изготовления статора, включенного во вращающуюся электрическую машину, проиллюстрированную на фиг. 1.
Фиг. 9 является видом сверху согласно первому примеру модификации статора, включенного во вращающуюся электрическую машину, проиллюстрированную на фиг. 1, и является видом, соответствующим увеличенному виду, проиллюстрированному на фиг. 5.
Фиг. 10 является видом сверху согласно второму примеру модификации статора, включенного во вращающуюся электрическую машину, проиллюстрированную на фиг. 1, и является видом, соответствующим увеличенному виду, проиллюстрированному на фиг. 4.
Фиг. 11 является видом сверху согласно второму примеру модификации статора, включенного во вращающуюся электрическую машину, проиллюстрированную на фиг. 1, и является видом, соответствующим увеличенному виду, проиллюстрированному на фиг. 5.
Фиг. 12 является фотографией для пояснения вращательной укладки и является фотографией, показывающей общий наборный сердечник.
Фиг. 13 является графиком, иллюстрирующим взаимосвязь между отношением площадей адгезива и потерями в железе, когда магнитный поток формируется в направлении L в первом верификационном тесте.
Фиг. 14 является графиком, иллюстрирующим взаимосвязь между отношением площадей адгезива и потерями в железе, когда магнитный поток формируется в направлении С в первом верификационном тесте.
Фиг. 15 является видом сверху листа электротехнической стали статора в качестве цели моделирования потерь в железе во втором верификационном тесте и является видом, соответствующим увеличенному виду, проиллюстрированному на фиг. 5.
Фиг. 16 является графиком, иллюстрирующим результат второго верификационного теста.
Вариант осуществления изобретения
[0037] В дальнейшем в этом документе описывается вращающаяся электрическая машина согласно варианту осуществления настоящего изобретения со ссылкой на чертежи. Следует отметить, что в настоящем варианте осуществления в дальнейшем описывается электромотор, а именно, электромотор переменного тока, более конкретно, синхронный электромотор, и еще более конкретно, электромотор с постоянным магнитным полем в качестве примера вращающейся электрической машины. Этот тип электромотора надлежащим образом приспосабливается, например, для электротранспортного средства.
[0038] Как проиллюстрировано на фиг. 1 и 2, вращающаяся электрическая машина 10 включает статор 20, ротор 30, картер 50 и вращательный вал 60. Статор 20 и ротор 30 помещаются в картер 50. Статор 20 прикрепляется к картеру 50.
В настоящем варианте осуществления машина с внутренним ротором, в которой ротор 30 расположен в статоре 20, используется в качестве вращающейся электрической машины 10. Тем не менее, машина с внешним ротором, в которой ротор 30 расположен за пределами статора 20, может в качестве вращающейся электрической машины 10. В настоящем варианте осуществления, вращающаяся электрическая машина 10 представляет собой электромотор трехфазного переменного тока, имеющий 12 полюсов и 18 пазов. Тем не менее, например, число полюсов, число пазов, число фаз и т.п. может надлежащим образом изменяться. Следует отметить, что, например, вращающаяся электрическая машина 10 может вращаться с частотой вращения в 1000 об/мин посредством приложения тока возбуждения, имеющего эффективное значение в 10 А и частоту в 100 Гц, к каждой фазе.
[0039] Статор 20 включает сердечник 21 статора и обмотку (не проиллюстрирована).
Сердечник 21 статора включает цилиндрическую спинку 22 сердечника (кольцевое тело) и множество зубьев 23. В дальнейшем в этом документе, осевое направление (направление центральной оси О сердечника 21 статора) сердечника 21 статора (спинки 22 сердечника) называется "просто осевым направлением", радиальное направление (направление, ортогональное к центральной оси О сердечника 21 статора) сердечника 21 статора (спинки 22 сердечника) называется просто "радиальным направлением", и окружное направление (направление, идущее вокруг центральной оси О сердечника 21 статора) сердечника 21 статора (спинки 22 сердечника) называется просто "окружным направлением".
[0040] Спинка 22 сердечника имеет кольцевую форму на виде сверху, при просмотре статора 20 из осевого направления.
Множество зубьев 23 выступают внутрь в радиальном направлении из спинки 22 сердечника (к центральной оси О спинки 22 сердечника вдоль радиального направления). Множество зубьев 23 расположено с равными интервалами в окружном направлении. В настоящем варианте осуществления, 18 зубьев 23 размещаются через каждые 20 градусов центрального угла, центрированного на центральной оси О. Множество зубьев 23 имеют равную форму и равный размер.
Обмотка обматывается вокруг зубьев 23. Обмотка может наматываться посредством концентрированной обмотки или распределенной обмотки.
[0041] Ротор 30 расположен в статоре 20 (в сердечнике 21 статора) в радиальном направлении. Ротор 30 включает сердечник 31 ротора и множество постоянных магнитов 32.
Сердечник 31 ротора расположен коаксиально со статором 20 и имеет цилиндрическую форму. Вращательный вал 60 расположен в сердечнике 31 ротора. Вращательный вал 60 прикрепляется к сердечнику 31 ротора таким образом, что он вращается вместе с сердечником 31 ротора.
Множество постоянных магнитов 32 прикрепляются к сердечнику 31 ротора. В настоящем варианте осуществления, пара постоянных магнитов 32 функционирует в качестве одного магнитного полюса. Множество пар постоянных магнитов 32 расположено с равными угловыми интервалами в окружном направлении. В настоящем варианте осуществления, 12 пар (24 всего) постоянных магнитов 32 размещаются через каждые 30 градусов центрального угла, центрированного на центральной оси О.
[0042] В настоящем варианте осуществления, электромотор со встроенными магнитами используется в качестве электромотора с постоянным магнитным полем. Множество сквозных полостей 33, проникающих через сердечник 31 ротора в осевом направлении, формируются в сердечнике 31 ротора. Множество сквозных полостей 33 формируются согласно множеству постоянных магнитов 32. Каждый из постоянных магнитов 32 прикрепляется к сердечнику 31 ротора в состоянии расположения в соответствующей сквозной полости 33. Каждый из постоянных магнитов 32 может прикрепляться к сердечнику 31 ротора, например, посредством связывания внешней поверхности постоянного магнита 32 с внутренней поверхностью сквозной полости 33 с помощью адгезивного материала. Следует отметить, что в качестве электромотора с постоянным магнитным полем, электромотор с поверхностными магнитами может использоваться вместо электромотора со встроенными магнитами.
[0043] Сердечник 21 статора и сердечник 31 ротора представляют собой наборные сердечники. Наборный сердечник формируется посредством укладки множества листов 40 электротехнической стали.
Следует отметить, что каждый из сердечника 21 статора и сердечника 31 ротора имеет толщину укладки, например, в 50,0 мм. Сердечник 21 статора имеет внешний диаметр, например, в 250,0 мм. Сердечник 21 статора имеет внутренний диаметр, например, в 165,0 мм. Сердечник 31 ротора имеет внешний диаметр, например, в 163,0 мм. Сердечник 31 ротора имеет внутренний диаметр, например, в 30,0 мм. Следует отметить, что эти значения представляют собой просто примеры, и толщина укладки, внешний диаметр и внутренний диаметр сердечника 21 статора и толщина укладки, внешний диаметр и внутренний диаметр сердечника 31 ротора не ограничены этими значениями. Здесь, внутренний диаметр сердечника 21 статора основан на концевых участках зубьев 23 в сердечнике 21 статора. Внутренний диаметр сердечника 21 статора представляет собой диаметр мнимой окружности, вписываемой в концевые участки всех зубьев 23.
[0044] Каждый из листов 40 электротехнической стали, формирующих сердечник 21 статора и сердечник 31 ротора, формируется, например, посредством перфорации листа электротехнической стали, служащего в качестве основного металла. В качестве листа 40 электротехнической стали, может использоваться известный лист электротехнической стали. Химическая композиция листа 40 электротехнической стали не ограничена конкретным образом. В настоящем варианте осуществления, нетекстурированный лист электротехнической стали используется в качестве листа 40 электротехнической стали. В качестве нетекстурированного листа электротехнической стали может использоваться нетекстурированная полоса электротехнической стали по JISC2552:2014. Тем не менее, в качестве листа 40 электротехнической стали текстурированный лист электротехнической стали может использоваться вместо нетекстурированного листа электротехнической стали. В качестве текстурированного листа электротехнической стали может использоваться текстурированная полоса электротехнической стали по JIS С 2553:2012. Кроме того, в качестве листа 40 электротехнической стали аморфный сплав на основе Fe может использоваться вместо нетекстурированного листа электротехнической стали. В качестве аморфного сплава на основе на Fe, например, также может использоваться аморфная полоса на основе железа по JIS С 2534:2017.
[0045] Изоляционные покрытия формируются на обеих поверхностях листа 40 электротехнической стали, чтобы улучшать обрабатываемость листа электротехнической стали и потери в железе наборного сердечника. В качестве вещества, составляющего изоляционное покрытие, например, может применяться (1) неорганическое соединение, (2) органическая смола, (3) смесь неорганического соединения и органической смолы. Примеры неорганического соединения включают (1) комплексное соединение бихромата и борной кислоты и (2) комплексное соединение фосфата и диоксида кремния. Примеры органической смолы включают эпоксидную смолу, акриловую смолу, акрил-стирольную смолу, полиэфирную смолу, кремниевую смолу и фтористую смолу.
[0046] Чтобы обеспечивать изоляционные рабочие характеристики между листами 40 электротехнической стали, уложенными друг на друга, толщина изоляционного покрытия (толщина в расчете на одну поверхность листа 40 электротехнической стали), предпочтительно составляет 0,1 мкм или больше.
С другой стороны, по мере того, как изоляционное покрытие становится более толстым, изоляционная способность насыщается. Кроме того, по мере того, как изоляционное покрытие становится более толстым, коэффициент заполнения уменьшается, и рабочие характеристики в качестве наборного сердечника ухудшаются. Следовательно, изоляционное покрытие предпочтительно является тонким в пределах диапазона, в котором рабочие характеристики изоляции могут обеспечиваться. Толщина изоляционного покрытия (толщина в расчете на одну сторону листа 40 электротехнической стали) предпочтительно составляет 0,1 мкм или больше и 5 мкм или меньше, и более предпочтительно 0,1 мкм или больше и 2 мкм или меньше.
[0047] По мере того, как лист 40 электротехнической стали становится более тонким, преимущество с точки зрения улучшения потерь в железе постепенно насыщается. Кроме того, по мере того, как лист 40 электротехнической стали становится более тонким, затраты на изготовление листа 40 электротехнической стали увеличиваются. Следовательно, толщина листа 40 электротехнической стали предпочтительно составляет 0,10 мм или больше с учетом преимущества с точки зрения улучшения потерь в железе и затрат на изготовление.
С другой стороны, когда лист 40 электротехнической стали является слишком толстым, операция перфорации прессованием листа 40 электротехнической стали является затруднительной. Следовательно, толщина листа 40 электротехнической стали предпочтительно составляет 0,65 мм или меньше с учетом операции перфорации прессованием листа 40 электротехнической стали.
Кроме того, по мере того, как лист 40 электротехнической стали становится более толстым, потери в железе увеличиваются. Следовательно, толщина листа 40 электротехнической стали предпочтительно составляет 0,35 мм или меньше, и более предпочтительно 0,20 мм или 0,25 мм с учетом характеристик потерь в железе листа 40 электротехнической стали.
Толщина каждого из листов 40 электротехнической стали, например, составляет 0,10 мм или больше и 0,65 мм или меньше, предпочтительно 0,10 мм или больше и 0,35 мм или меньше, и более предпочтительно 0,20 мм или 0,25 мм с учетом вышеуказанных аспектов. Дополнительно, толщина электрического стального листа 40 также включает толщину изоляционного покрытия.
[0048] Множество листов 40 электротехнической стали, формирующих сердечник 21 статора, связываются между собой с помощью адгезивного слоя 41. Адгезивный слой 41 размещается между листами 40 электротехнической стали рядом друг с другом в направлении укладки. Адгезивный слой 41 включает адгезивные участки 42 и 43, которые представляют собой отверждаемые адгезивные материалы. В качестве адгезивного материала, например, используется термореактивный адгезивный материал с использованием полимеризующего связывания. В качестве композиции адгезивного материала, может применяться композиция, содержащая (1) акриловую смолу, композиция, содержащая (2) эпоксидную смолу, композиция, содержащая (3) акриловую смолу и эпоксидную смолу, и т.п. В качестве такого адгезивного материала, в дополнение к термореактивному адгезивному материалу, может использоваться адгезивный материал на основе радикальной полимеризации и т.п., и желательно использовать отверждаемый при комнатной температуре адгезивный материал с точки зрения производительности. Отверждаемый при комнатной температуре адгезивный материал отверждается при 20-30°С. В качестве отверждаемого при комнатной температуре адгезивного материала, предпочтительным является акриловый адгезивный материал. Типичный акриловый адгезивный материал представляет собой акриловый адгезивный материал второго поколения (SGA) и т.п. Все из аэробного адгезивного материала, мгновенного адгезивного материала и эластомерсодержащего акрилового адгезивного материала может использоваться при условии, что преимущества настоящего изобретения не нарушаются. Следует отметить, что адгезивный материал здесь означает адгезивный материал до отверждения, и адгезивный материал становится адгезивным слоем 41 после того, как адгезивный материал отверждается.
[0049] Адгезивный слой 41 имеет средний модуль Е упругости на растяжение от 1500 МПа до 4500 МПа при нормальной температуре (20-30°С). Когда средний модуль Е упругости на растяжение адгезивного слоя 41 меньше 1500 МПа, возникает такая проблема, что жесткость наборного сердечника уменьшается. Следовательно, нижнее предельное значение среднего модуля Е упругости на растяжение адгезивного слоя 41 составляет 1500 МПа, и более предпочтительно 1800 МПа. С другой стороны, когда средний модуль Е упругости на растяжение адгезивного слоя 41 превышает 4500 МПа, возникает такая проблема, что изоляционное покрытие, образованное на поверхности листа 40 электротехнической стали, отслаивается. Следовательно, верхнее предельное значение среднего модуля Е упругости на растяжение адгезивного слоя 41 составляет 4500 МПа, и более предпочтительно 3650 МПа.
Дополнительно, средний модуль Е упругости на растяжение измеряется посредством резонансного способа. В частности, модуль упругости на растяжение измеряется в соответствии с JIS R 1602:1995.
Более конкретно, сначала изготавливается проба для измерения (не проиллюстрирована). Эта проба получается посредством связывания двух листов 40 электротехнической стали с помощью адгезивного материала, который должен измеряться, и отверждения адгезивного материала, с тем чтобы формировать адгезивный слой 41. Когда адгезивный материал представляет собой термореактивный адгезивный материал, отверждение выполняется посредством нагрева и создания повышенного давления при условиях нагрева и создания повышенного давления в фактической операции. С другой стороны, когда адгезивный материал представляет собой отверждаемый при комнатной температуре адгезивный материал, это отверждение выполняется посредством создания повышенного давления при комнатной температуре.
Затем модуль упругости на растяжение этой пробы измеряется посредством резонансного способа. Способ для измерения модуля упругости на растяжение посредством резонансного способа выполняется в соответствии с JIS R 1602:1995, как описано выше. После этого, влияние непосредственно листов 40 электротехнической стали удаляется из модуля упругости на растяжение (измеренного значения) пробы посредством вычисления, чтобы получать модуль упругости на растяжение только адгезивного слоя 41.
Поскольку модуль упругости на растяжение, полученный из пробы таким образом, равен среднему значению в качестве всего наборного сердечника, это числовое значение рассматривается в качестве среднего модуля Е упругости на растяжение. Композиция задается таким образом, что средний модуль Е упругости на растяжение практически не изменяется в зависимости от положения укладки вдоль направления укладки или положения наборного сердечника в окружном направлении вокруг центральной оси. Следовательно, средний модуль Е упругости на растяжение также может задаваться как числовое значение, полученное посредством измерения отвержденного адгезивного слоя 41 в верхнем конечном положении наборного сердечника.
[0050] В качестве способа связывания, например, может использоваться способ, в котором адгезивный материал наносится на листы 40 электротехнической стали, и затем листы 40 электротехнической стали связываются посредством одного либо посредством обоих из обогрева и связывания под давлением. Следует отметить, что нагревательное средство может представлять собой любое средство, такое как нагрев в высокотемпературном баке или электрической печи либо способ прямой подачи питания.
[0051] Чтобы стабильно получать достаточную прочность адгезива, толщина адгезивного слоя 41 предпочтительно составляет 1 мкм или больше.
С другой стороны, когда толщина адгезивного слоя 41 превышает 100 мкм, сила адгезии насыщается. Кроме того, по мере того, как адгезивный слой 41 становится более толстым, коэффициент заполнения уменьшается, и магнитные характеристики, такие как потери в железе наборного сердечника ухудшаются. Следовательно, толщина адгезивного слоя 41 предпочтительно составляет 1 мкм или больше и 100 мкм или меньше, и более предпочтительно 1 мкм или больше и 10 мкм или меньше.
Следует отметить, что в вышеприведенном описании, толщина адгезивного слоя 41 означает среднюю толщину адгезивного слоя 41.
[0052] Средняя толщина адгезивного слоя 41 более предпочтительно составляет 1,0 мкм или больше и 3,0 мкм или меньше. Когда средняя толщина адгезивного слоя 41 меньше 1,0 мкм, достаточная сила адгезии не может обеспечиваться, как описано выше. Следовательно, нижнее предельное значение средней толщины адгезивного слоя 41 составляет 1,0 мкм, и более предпочтительно 1,2 мкм. С другой стороны, когда средняя толщина адгезивного слоя 41 больше 3,0 мкм, возникает такая проблема, как значительное увеличение величины натяжения листа 40 электротехнической стали вследствие усадки во время теплового отверждения. Следовательно, верхнее предельное значение средней толщины адгезивного слоя 41 составляет 3,0 мкм, и более предпочтительно 2,6 мкм.
Средняя толщина адгезивного слоя 41 является средним значением в качестве всего наборного сердечника. Средняя толщина адгезивного слоя 41 практически не изменяется в зависимости от положения укладки вдоль направления укладки или положения наборного сердечника в окружном направлении вокруг центральной оси. Следовательно, средняя толщина адгезивного слоя 41 может задаваться в качестве среднего значения числовых значений, измеряемых в десяти или более местоположений в окружном направлении в верхнем конечном положении наборного сердечника.
[0053] Следует отметить, что средняя толщина адгезивного слоя 41 может регулироваться, например, посредством изменения наносимого количества адгезивного материала. Кроме того, средний модуль Е упругости на растяжение адгезивного слоя 41 может регулироваться, например, в случае термореактивного адгезивного материала, посредством изменения одного или обоих из условий нагрева и создания повышенного давления, применяемых во время связывания, и типа отверждающего агента.
[0054] Следует отметить, что в настоящем варианте осуществления, множество листов 40 электротехнической стали, формирующих сердечник 31 ротора, прикрепляются друг к другу с помощью подогнутой кромки 51 (шпунта). Тем не менее, множество электрических стальных листов 40, формирующих сердечник 31 ротора, могут связываться друг с другом с помощью адгезивного слоя 41.
Следует отметить, что наборный сердечник, такой как сердечник 21 статора или сердечник 31 ротора, может формироваться посредством так называемой вращательной укладки. Следует отметить, что в настоящем варианте осуществления, сердечник 21 статора не получается посредством вращательной укладки. Следовательно, направления прокатки множества листов 40 электротехнической стали, формирующих сердечник 21 статора, совпадают друг с другом.
[0055] Здесь, как проиллюстрировано на фиг. 3 и 4, в настоящем изобретении, в сердечнике 21 статора, листы 40 электротехнической стали рядом друг с другом в направлении укладки связываются между собой с помощью адгезивного слоя 41. В проиллюстрированном примере, листы 40 электротехнической стали рядом друг с другом в направлении укладки закрепляются только посредством связывания и не закрепляются посредством другого средства (например, подгибания кромок). Следует отметить, что листы 40 электротехнической стали могут связываться между собой с помощью адгезивного слоя 41 после прикрепления друг к другу посредством другого средства.
[0056] Как проиллюстрировано на фиг. 4 и 5 (то же применимо к фиг. 9, 10, 11 и 15, описанным ниже), в настоящем варианте осуществления, листы 40 электротехнической стали рядом друг с другом в направлении укладки связываются между собой с помощью адгезивного слоя 41. Следует отметить, что в настоящем варианте осуществления, формы на виде сверху всех адгезивных слоев 41, размещаемых между листами 40 электротехнической стали, являются идентичными. Форма на виде сверху адгезивного слоя 41 означает всю форму адгезивного слоя 41 на виде сверху, при просмотре листа 40 электротехнической стали, включающего адгезивный слой 41, из направления укладки. Идентичные формы на виде сверху всех адгезивных слоев 41, расположенных между листами 40 электротехнической стали, включают не только случай, в котором формы на виде сверху всех адгезивных слоев 41, расположенных между листами 40 электротехнической стали, являются полностью идентичными, но также и случай, в котором формы на виде сверху являются практически идентичными. Случай, в котором формы на виде сверху являются практически идентичными, представляет собой случай, в котором формы на виде сверху всех адгезивных слоев 41, размещаемых между листами 40 электротехнической стали, являются общими в 90% или более участков.
[0057] Каждый из адгезивных слоев 41 включает первый адгезивный участок 42 и второй адгезивный участок 43. Первый адгезивный участок 42 расположен, по меньшей мере, на одном из внутреннего периферийного края и внешнего периферийного края спинки 22 сердечника. Первый адгезивный участок 42 продолжается в форме ленты, по меньшей мере, вдоль одного из внутреннего периферийного края и внешнего периферийного края спинки 22 сердечника. Второй адгезивный участок 43 расположен на периферийном краю зубьев 23. Второй адгезивный участок 43 продолжается в форме ленты вдоль периферийного края зубьев 23.
[0058] Здесь, ленточная форма включает форму, в которой ширина ленты изменяется в середине, и форму, в которой среднее положение ленты разделяется. Например, форма, в которой каждый из отдельных участков имеет заданную форму, к примеру, круглую форму или четырехугольную форму, но отдельные участки являются непрерывными в одном направлении без разделения, и форма, в которой два смежных отдельных участка разделены друг от друга, но расстояние разделения между ними является относительно небольшим, и которая представляет собой ленточную форму в целом (в качестве набора отдельных участков, описанных выше), также включаются в ленточную форму, продолжающуюся в одном направлении. В ленточных адгезивных участках 42 и 43, например, соотношение сторон (отношение длинной и короткой стороны) каждого из адгезивных участков 42 и 43 составляет пять или более (длинная сторона имеет длину, в пять раз или более большую, чем короткая сторона). Расположение адгезивных участков 42 и 43 вдоль периферийного края не основано на такой предпосылке, что адгезивные участки 42 и 43 имеют форму, непрерывную в одном направлении. Например, также включается случай, в котором множество адгезивных участков 42 и 43 прерывисто расположены в одном направлении. Следует отметить, что в этом случае, интервал (длина в одном направлении) между парой адгезивных участков 42 и 43 рядом друг с другом в одном направлении предпочтительно превышает размер (длину в одном направлении) каждой пары адгезивных участков 42 и 43. В таких ленточных адгезивных участках 42 и 43 одно направление представляет собой продольное направление. Продольное направление ленточных адгезивных участков 42 и 43, например, представляет собой направление, в котором продолжается длинная сторона каждого из адгезивных участков 42 и 43, имеющих соотношение сторон в пять или более.
Расположение адгезивных участков 42 и 43 вдоль периферийного края включает не только случай, в котором адгезивные участки 42 и 43 размещаются без зазора от периферийного края, но также и случай, в котором адгезивные участки 42 и 43 размещаются с зазором относительно периферийного края листа 40 электротехнической стали. Следует отметить, что в этом случае, расположение адгезивных участков 42 и 43 вдоль периферийного края означает то, что адгезивные участки 42 и 43 протягиваются практически параллельно целевому периферийному краю. Другими словами, расположение адгезивных участков 42 и 43 вдоль периферийного края включает не только случай, в котором адгезивные участки 42 и 43 являются полностью параллельными периферийному краю, но также и случай, в котором адгезивные участки 42 и 43 имеют наклон, например, в пять градусов или меньше к периферийному краю. Расположение адгезивных участков 42 и 43 вдоль периферийного края не включает случай, в котором адгезивные участки 42 и 43 размещаются с зазором, превышающим определенную ширину относительно периферийного края листа 40 электротехнической стали. В частности, адгезивные участки 42 и 43 размещаются в диапазоне, не превышающем ширину, в три раза большую размера, соответствующего толщине листа для листа 40 электротехнической стали, от периферийного края листа 40 электротехнической стали. Расстояние (ширина) между адгезивными участками 42 и 43 и периферийным краем листа 40 электротехнической стали предпочтительно равно или меньше толщины листа для листа 40 электротехнической стали и должно быть только равным или меньшим трехкратной толщины листа. Следует отметить, что когда расстояние равно 0, адгезивные участки 42 и 43 размещаются без зазора на периферийном краю листа 40 электротехнической стали.
[0059] В настоящем варианте осуществления, как проиллюстрировано на фиг. 4 и 5, первый адгезивный участок 42 включает как внутренний адгезивный участок 42а, расположенный на внутреннем периферийном краю спинки 22 сердечника, так и внешний адгезивный участок 42b, расположенный на внешнем периферийном краю спинки 22 сердечника. Каждый из внутреннего адгезивного участка 42а и внешнего адгезивного участка 42b продолжается в окружном направлении. Внутренний адгезивный участок 42а и внешний адгезивный участок 42b расположены в равных положениях в окружном направлении. Внутренний адгезивный участок 42а расположен во внешнем адгезивном участке 42b в радиальном направлении. Внутренний адгезивный участок 42а прерывисто продолжается в окружном направлении. Внешний адгезивный участок 42b непрерывно продолжается в окружном направлении.
[0060] Внутренний адгезивный участок 42а расположен в участке, в котором зубья 23 не расположены на внутреннем периферийном краю спинки 22 сердечника. Внутренний адгезивный участок 42а включает частичные адгезивные участки 42с, расположенные с интервалами в окружном направлении. Частичный адгезивный участок 42с расположен между зубьями 23, смежными в окружном направлении на внутреннем периферийном краю спинки 22 сердечника. Частичный адгезивный участок 42с продолжается по всей длине между зубьями 23 на внутреннем периферийном краю спинки 22 сердечника.
Следует отметить, что, как проиллюстрировано на фиг. 5, ширина внутреннего адгезивного участка 42а может быть меньше ширины внешнего адгезивного участка 42b. В спинке 22 сердечника, магнитный поток с большей вероятностью формируется на внутреннем периферийном краю, чем на внешнем периферийном краю, и потери в железе уменьшаются посредством уменьшения ширины (площади) адгезивного участка на внутреннем периферийном краю.
[0061] Вторые адгезивные участки 43 прерывисто расположены в окружном направлении. Второй адгезивный участок 43 включает множество адгезивных участков 43а зубьев, расположенных на зубьях 23, соответственно. Адгезивный участок 43а зубьев имеет U-образную форму на виде сверху, при просмотре листа 40 электротехнической стали из направления укладки. Адгезивный участок 43а зубьев включает два боковых краевых участка 43b и один концевой краевой участок 43с. Два боковых краевых участка 43b размещаются на двух боковых краях одного зуба 23. Два боковых краевых участка 43b расположены с интервалами в окружном направлении. Каждый из боковых краевых участков 43b продолжается в форме ленты в радиальном направлении. Один концевой краевой участок 43с размещается на конце (внутреннем конце в радиальном направлении в проиллюстрированном примере) одного зуба 23. Каждый из боковых краевых участков 43b продолжается в форме ленты в радиальном направлении. Концевой краевой участок 43с продолжается в форме ленты в окружном направлении. Следует отметить, что концевой краевой участок 43с предотвращает расслоение конца зуба 23, когда внешняя сила прикладывается к концу зуба 23. Внешняя сила, например, может прикладываться к зубу 23, когда обмотка вставляется в паз.
[0062] В настоящем варианте осуществления, первый адгезивный участок 42 и второй адгезивный участок 43 размещаются попеременно в окружном направлении. В проиллюстрированном примере, концевой участок первого адгезивного участка 42 (внутреннего адгезивного участка 42а) в окружном направлении и концевой участок второго адгезивного участка 43 (бокового краевого участка 43b) в окружном направлении являются непрерывными в окружном направлении. Первый адгезивный участок 42 и второй адгезивный участок 43 попеременно расположены по всей периферии в окружном направлении. Два первых адгезивных участка 42 и два вторых адгезивных участка 43 расположены. Каждый из первого адгезивного участка 42 и второго адгезивного участка 43 расположен приблизительно на 1/4 от периферии.
[0063] Здесь, L-ось и С-ось задаются. Как L-ось, так и С-ось представляют собой мнимые оси, пересекающиеся с центральной осью (центральной осью О) спинки 22 сердечника. L-ось продолжается в направлении легкого намагничивания. Следует отметить, что в настоящем варианте осуществления, лист электротехнической стали представляет собой нетекстурированный лист электротехнической стали, и L-ось продолжается в направлении прокатки и в направлении легкого намагничивания. Иными словами, в настоящем варианте осуществления, направление легкого намагничивания и направление прокатки совпадают друг с другом. С-ось является ортогональной к (пересекается с) L-оси. В дальнейшем в этом документе, направление, в котором продолжается L-ось, называется "направлением L", и направление, в котором продолжается С-ось, называется "направлением С".
[0064] Следует отметить, что в настоящем варианте осуществления, только одно направление легкого намагничивания существует в одном листе 40 электротехнической стали. Направление легкого намагничивания может определяться, например, посредством (1) подтверждения зерен листа 40 электротехнической стали или (2) магнитного измерения листа 40 электротехнической стали. В любом из вышеуказанных способов (1) и (2) определения, например, во-первых, лист 40 электротехнической стали, который должен измеряться, извлекается из сердечника 21 статора, например, за счет отслаивания.
После этого, в способе (1) для подтверждения зерен листа 40 электротехнической стали, например, схема (100) с обратной кривой создается в направлении, параллельном прокатанной поверхности, с помощью отражательного электронного микроскопа (EBSD), и направление с наибольшей прочностью может использоваться в качестве направления легкого намагничивания (справочный документ: "EBSD Reader=In Using OIM=(В4.00)", написанный автором Seiichi Suzuki, TSL Solutions, Inc., URL: https://www.tsljapan.com/archives/3380).
С другой стороны, в качестве способа (2) для магнитного измерения листа 40 электротехнической стали, например, предусмотрен способ, в котором прямоугольный или квадратный стальной лист, наклоненный под заданным углом относительно направления прокатки, вырезается для того, чтобы получать пробу для измерений, и измерение выполняется на основе способа для магнитного измерения полосы электротехнической стали с помощью тестера одиночных листов, заданного в JIS С 2556:2015. В этом случае, направление легкого намагничивания может определяться посредством подготовки множества вышеописанных проб для измерений с различными углами наклона относительно направления прокатки и сравнения результатов измерений множества проб для измерений.
Здесь, в настоящем изобретении, когда число направлений легкого намагничивания подсчитывается (например, то, равно либо нет число направлений легкого намагничивания одному или более), направления, противоположные на 180° вокруг центральной оси О, подсчитываются в качестве идентичного направления (одного направления). Например, направление в 0° и направление в 180° подсчитываются в качестве идентичного направления (одного направления). Например, направление в +Х° и направление в +(Х+180)° в одном направлении вокруг центральной оси О относительно направления прокатки подсчитываются в качестве идентичного направления (одного направления).
[0065] Направление прокатки может определяться посредством отпечатка 40а валков, проиллюстрированного на фиг. 6 и 7. Фиг. 6 и 7 являются фотографиями, иллюстрирующими общий лист 40Z электротехнической стали. Следует отметить, что аналогичный отпечаток 40а валков также может подтверждаться в листе 40 электротехнической стали, включенном в сердечник 21 статора.
Отпечаток 40а валков представляет собой линейный дефект, образованный на поверхностях листов 40 и 40Z электротехнической стали посредством валка для прокатки во время прокатки листов 40 и 40Z электротехнической стали. Также можно сказать, что отпечаток 40а валков представляет собой полоску, продолжающуюся в направлении прокатки. Отпечаток 40а валков может визуально подтверждаться человеком. Например, в листе 40 электротехнической стали, проиллюстрированном на фиг. 6 и 7, можно подтверждать, что имеется отпечаток 40а валков (дефект, полоска), продолжающийся в направлении слева направо относительно поверхности бумаги (например, отпечаток 40а валков визуально легко распознается в диапазоне R на фиг. 7).
Следует отметить, что когда направление прокатки листа 40 электротехнической стали, включенного в сердечник 21 статора, определяется, например, предпочтительно, лист 40 электротехнической стали извлекается из сердечника 21 статора, и затем лист 40 электротехнической стали наблюдается в состоянии, в котором адгезивный слой 41 удаляется из поверхности листа 40 электротехнической стали.
[0066] Как проиллюстрировано на фиг. 4 и 5, вышеописанные два первых адгезивных участка 42 (см. фиг. 4) являются линейно-симметричными относительно С-оси (или L-оси). Два вторых адгезивных участка 43 являются линейно-симметричными в направлении С относительно L-оси.
[0067] Кроме того, как проиллюстрировано на фиг. 5, лист 40 электротехнической стали разделен на множество секций S. В варианте осуществления, проиллюстрированном на фиг. 5, лист 40 электротехнической стали разделен на четыре секции. Четыре секции S представляют собой секции S, полученные посредством сегментации листа 40 электротехнической стали на четыре равных части посредством L-оси и С-оси. Из четырех секций S, две секции рядом друг с другом с С-осью (или L-осью), размещенной между ними, являются линейно-симметричными друг с другом относительно С-оси (или L-оси). Из этих четырех секций S, две секции, расположенные в положениях, повернутых на 180 градусов вокруг центральной оси (центральной оси О), являются точечно-симметричными друг с другом вокруг центральной оси (центральной оси О).
[0068] Здесь, в каждой из четырех секций S, задаются базисная ось R, область SC на стороне по С-оси и область SL на стороне по L-оси. Базисная ось R представляет собой мнимую линию, проходящую через центр (центр в окружном направлении) С-оси и L-оси, и в настоящем варианте осуществления, базисная ось R представляет собой мнимую ось, продолжающуюся с наклоном на 45° относительно каждой из С-оси и L-оси. Базисная ось R продолжается, в направлении, которое разделяет центральный угол, образованный посредством С-оси и L-оси вокруг центральной оси О, на две равных части. Область SC на стороне по С-оси представляет собой область, относительно близкую к С-оси. Иными словами, в каждом положении, принадлежащем области SC на стороне по С-оси, расстояние до С-оси меньше расстояния до L-оси. Другими словами, область SC на стороне по С-оси представляет собой область, размещенную посередине между базисной осью R и С-осью. Область SL на стороне по L-оси представляет собой область, относительно близкую к L-оси. Иными словами, в каждом положении, принадлежащем области SL на стороне по L-оси, расстояние до L-оси меньше расстояния до С-оси. Другими словами, область SL на стороне по L-оси представляет собой область, размещенную посередине между базисной осью R и L-осью. Область SC на стороне по С-оси и область SL на стороне по L-оси имеют идентичную площадь. Область SC на стороне по С-оси и область SL на стороне по L-оси являются линейно-симметричными друг с другом относительно базисной оси R. В настоящем варианте осуществления, область SC на стороне по С-оси представляет собой полную область, расположенную в диапазоне заданного центрального угла от С-оси к L-оси вокруг центральной оси О. Область SL на стороне по L-оси представляет собой полную область, расположенную в диапазоне заданного центрального угла от L-оси к С-оси вокруг центральной оси О. В настоящем варианте осуществления, центральный угол каждой из области SC на стороне по С-оси и области SL на стороне по L-оси составляет 45°. Область SC на стороне по С-оси представляет собой полную область, расположенную на стороне по L-оси относительно базисной оси R. Область SL на стороне по L-оси представляет собой полную область, расположенную на стороне по С-оси относительно базисной оси R.
[0069] Между прочим, автор настоящей заявки приходит к следующим заключениям (1) и (2).
(1) В сердечнике 21 статора, включающем спинку 22 сердечника, основной магнитный поток М формируется главным образом в окружном направлении в спинке 22 сердечника. В спинке 22 сердечника, направление, в котором формируется основной магнитный поток М, представляет собой окружное направление. Относительная взаимосвязь между основным магнитным потоком М, образованным в спинке 22 сердечника, и направлением L или направлением С отличается в зависимости от положения, в котором основной магнитный поток М формируется в окружном направлении. Например, в участке спинки 22 сердечника, расположенном на стороне по L-оси, число компонентов основного магнитного потока М в направлении С увеличивается. С другой стороны, в участке спинки 22 сердечника, расположенном на стороне по С-оси, число компонентов основного магнитного потока М в направлении L увеличивается.
(2) В сердечнике 21 статора, включающем зубья 23, основной магнитный поток М формируется главным образом в радиальном направлении в зубе 23. В зубе 23, направление, в котором формируется основной магнитный поток М, представляет собой радиальное направление. Относительная взаимосвязь между основным магнитным потоком М, образованным в зубе 23, и направлением L или направлением С отличается в зависимости от положения зуба 23, в котором основной магнитный поток М формируется в окружном направлении. Например, число компонентов основного магнитного потока М в направлении L увеличивается в зубе 23, расположенном на стороне по L-оси, из множества зубьев 23. С другой стороны, число компонентов основного магнитного потока М в направлении С увеличивается в зубе 23, расположенном на стороне по С-оси, из множества зубьев 23.
[0070] Следовательно, автор настоящей заявки задает участок листа 40 электротехнической стали, в котором основной магнитный поток М формируется в направлении L, в качестве первого участка Р1. Автор настоящей заявки задает участок листа 40 электротехнической стали, в котором основной магнитный поток М формируется в направлении С, в качестве второго участка Р2. Например, в каждом участке листа 40 электротехнической стали, когда основной магнитный поток М разлагается на компонент в направлении L и компонент в направлении С в листе 40 электротехнической стали, участок, в котором число компонентов основного магнитного потока М в направлении L увеличивается, может задаваться как первый участок Р1, и участок, в котором число компонентов основного магнитного потока М в направлении С увеличивается, может задаваться как второй участок Р2.
На основе вышеприведенных заключений (1) и (2), автор настоящей заявки задает каждый из первого участка Р1 и второго участка Р2 посредством того, является направление основного магнитного потока М, протекающего через каждый участок целевого листа 40 электротехнической стали, относительно близким к направлению L или к направлению С. В частности, автор настоящей заявки задает первый участок Р1 и второй участок Р2 следующим образом (см. фиг. 5). Иными словами, первый участок Р1 включает <1-1> участок SC1 спинки 22 сердечника, расположенный в области SC на стороне по С-оси, и <1-2> участок SL1 зубьев 23, расположенный в области SL на стороне по L-оси. Второй участок Р2 включает <2-1> участок SL2 спинки 22 сердечника, расположенный в области SL на стороне по L-оси и, <2-2> участок SC2 зубьев 23, расположенный в области SC на стороне по С-оси. Как проиллюстрировано на фиг. 5, когда базисная ось R проходит по одному зубу 23, один зуб 23 разделен на два участка в виде участков SL1 и SL2.
[0071] В настоящем варианте осуществления, площадь адгезивного слоя 41 в первом участке Р1 меньше площади адгезивного слоя 41 во втором участке Р2 во всех вышеописанных четырех секциях S.
Здесь, адгезивный слой 41 в первом участке Р1 включает <1-1> адгезивный слой 41, размещаемый в участке SC1 спинки 22 сердечника, расположенном в области SC на стороне по С-оси, и <1-2> адгезивный слой 41, размещаемый в участке SL1 зубьев 23, расположенном в области SL на стороне по L-оси. Иными словами, адгезивный слой 41 в первом участке Р1 включает <1-1> первый адгезивный участок 42 в области SC на стороне по С-оси (участок SC1) и<1-2>второй адгезивный участок 43 в области SL на стороне по L-оси (участок SL1).
Адгезивный слой 41 во втором участке Р2 включает <2-1> адгезивный слой 41, размещаемый в участке SL2 спинки 22 сердечника, расположенном в области SL на стороне по L-оси, и <2-2> адгезивный слой 41, размещаемый в участке SC2 зубьев 23, расположенном в области SC на стороне по С-оси. Иными словами, адгезивный слой 41 во втором участке Р2 включает <2-1> первый адгезивный участок 42 в области SL на стороне по L-оси (участок SL2) и <2-2> второй адгезивный участок 43 в области SC на стороне по С-оси (участок SC2).
Следует отметить, что в примере, проиллюстрированном на фиг. 5, площадь листа 40 электротехнической стали в каждом из первого участка Р1 и второго участка Р2 и площадь адгезивного слоя 41 в каждом из первого участка Р1 и второго участка Р2 могут задаваться так, как проиллюстрировано в нижеприведенной таблице 1.
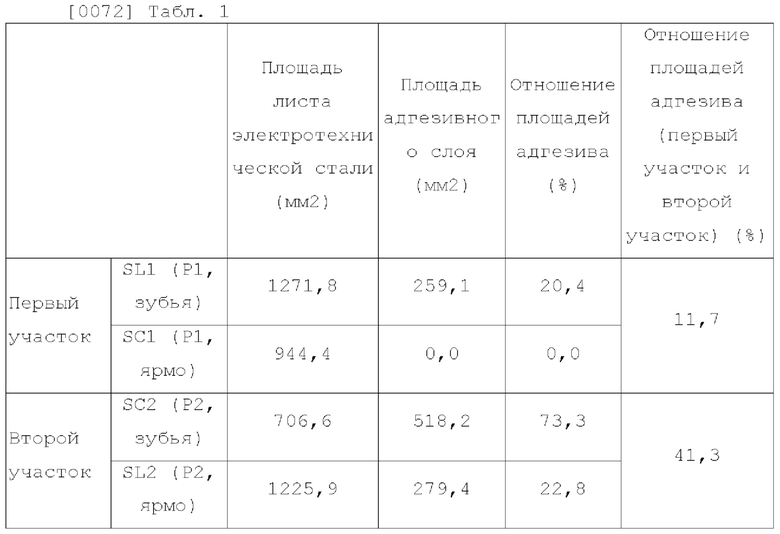
[0073] Кроме того, как проиллюстрировано в таблице 1, площадь первого адгезивного участка 42 в области SC на стороне по С-оси (площадь адгезивного слоя 41 в участке SC1) меньше площади первого адгезивного участка 42 в области SL на стороне по L-оси (площади адгезивного слоя 41 в участке SL2). Площадь второго адгезивного участка 43 в области SC на стороне по С-оси (площадь адгезивного слоя 41 в участке SC2) больше площади второго адгезивного участка 43 в области SL на стороне по L-оси (площади адгезивного слоя 41 в участке SL1).
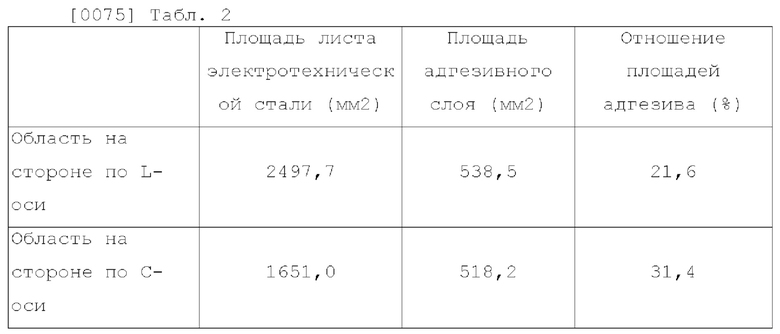
[0074] Следует отметить, что в примере, проиллюстрированном на фиг. 5, площадь листа 40 электротехнической стали в каждой из области на стороне по L-оси и области на стороне по С-оси каждой секции S и площадь адгезивного слоя 41 в каждой из области на стороне по L-оси и области на стороне по С-оси каждой секции S также могут задаваться так, как проиллюстрировано в нижеприведенной таблице 2. Как описано выше, в каждой секции S, площадь адгезивного слоя 41 в области SC на стороне по С-оси отличается от площади адгезивного слоя 41 в области SL на стороне по L-оси.
[0076] В проиллюстрированном примере, во всех вышеописанных четырех секциях S, ширина первого адгезивного участка 42 является равной независимо от положения в окружном направлении или уменьшается от L-оси к С-оси вдоль окружного направления. В настоящем варианте осуществления (см. фиг. 4 и 5), ширина каждого из множества частичных адгезивных участков 42с, составляющих первый адгезивный участок 42, и ширина внешнего адгезивного участка 42b являются равными независимо от положения в окружном направлении. Ширины множества частичных адгезивных участков 42с являются равными друг другу. Следует отметить, что в другом варианте осуществления, ширина, по меньшей мере, одного из множества частичных адгезивных участков 42с может отличаться от ширины других частичных адгезивных участков 42с.
[0077] Здесь, ширина адгезивного участка (например, первого адгезивного участка 42) представляет собой размер адгезивного участка, продолжающегося в форме ленты в направлении, ортогональном к направлению протягивания (продольному направлению) адгезивного участка. Равная ширина адгезивного участка, независимо от положения в окружном направлении, включает не только случай, в котором ширина адгезивного участка полностью является равной независимо от положения в окружном направлении, но также и случай, в котором ширина адгезивного участка практически является равной независимо от положения в окружном направлении. Случай, в котором ширина адгезивного участка является практически равной, представляет собой случай, в котором ширина адгезивного участка варьируется приблизительно на 10% относительно средней ширины соответствующего адгезивного участка.
Кроме того, в проиллюстрированном примере, во всех вышеописанных четырех секциях S, ширина второго адгезивного участка 43 является равной независимо от положения зуба 23 в окружном направлении или большей для зуба 23, расположенного ближе к стороне по С-оси, чем для зуба 23, расположенного ближе к стороне по L-оси вдоль окружного направления. Следует отметить, что в настоящем варианте осуществления, ширина второго адгезивного участка 43 является равной независимо от положения зуба 23 в окружном направлении.
[0078] В области SL на стороне по L-оси, общая площадь ленточных адгезивных участков 42 и 43, окружное направление которых представляет собой продольное направление, больше общей площади ленточных адгезивных участков 42 и 43, радиальное направление которых представляет собой продольное направление. Кроме того, в области SC на стороне по С-оси, общая площадь ленточных адгезивных участков 42 и 43, окружное направление которых представляет собой продольное направление, меньше общей площади ленточных адгезивных участков 42 и 43, радиальное направление которых представляет собой продольное направление. Здесь, примеры ленточных адгезивных участков 42 и 43, окружное направление которых представляет собой продольное направление, включают внутренний адгезивный участок 42а, внешний адгезивный участок 42b и концевой краевой участок 43с. Примеры ленточных адгезивных участков 42 и 43, радиальное направление которых представляет собой продольное направление, включают боковой краевой участок 43b. Ленточные адгезивные участки 42 и 43, окружное направление которых представляет собой продольное направление, включают не только адгезивные участки 42 и 43, продолжающиеся в искривленной форме, параллельной окружному направлению, но также и, например, адгезивные участки 42 и 43, продолжающиеся линейно в окружном направлении. Ленточные адгезивные участки 42 и 43, радиальное направление которых представляет собой продольное направление, включают не только адгезивные участки 42 и 43, продолжающиеся линейно в радиальном направлении, но также и, например, адгезивные участки 42 и 43, продолжающиеся в искривленной форме в радиальном направлении.
[0079] Следует отметить, что площадь адгезивного слоя 41 представляет собой площадь области, в которой адгезивные участки 42 и 43 размещаются в листе 40 электротехнической стали. Эта площадь получается, например, посредством фотографирования поверхностей смежных листов 40 электротехнической стали после того, как листы 40 электротехнической стали отслаиваются друг от друга, и выполнения анализа изображений для результата фотографирования.
[0080] Сердечник 21 статора изготавливается, например, с использованием оборудования 100 для изготовления, проиллюстрированного на фиг. 8. В дальнейшем в этом документе описывается способ для изготовления сердечника 21 статора. Следует отметить, что способ изготовления не ограничен означенным.
Во-первых, в дальнейшем описывается оборудование 100 для изготовления. В оборудовании 100 для изготовления, при подаче листа Р электротехнической стали из катушки 101 (обруча) в направлении стрелки F, перфорация выполняется многократно с помощью матрицы, расположенной на каждой ступени, с тем чтобы постепенно формовать лист Р электротехнической стали в форму листа 40 электротехнической стали, адгезивный материал наносится на нижнюю поверхность листа 40 электротехнической стали, и перфорированные листы 40 электротехнической стали укладываются поверх друг друга и связываются под давлением в то время, когда температура повышается, с тем чтобы формировать каждый адгезивный слой 41.
[0081] Оборудование 100 для изготовления включает перфорирующую станцию 110 первой ступени, расположенную ближе всего к катушке 101, перфорирующую станцию 12 0 второй ступени, расположенную ниже перфорирующей станции 110 в направлении транспортировки листа Р электротехнической стали таким образом, что она является смежной с перфорирующей станцией 110, и станцию 130 для нанесения адгезивного материала, расположенную дальше ниже перфорирующей станции 120 таким образом, что она является смежной с перфорирующей станцией 12 0.
Перфорирующая станция 110 включает негативную матрицу 111, расположенную ниже листа Р электротехнической стали, и позитивную матрицу 112, расположенную выше листа Р электротехнической стали.
Перфорирующая станция 120 включает негативную матрицу 121, расположенную ниже листа Р электротехнической стали, и позитивную матрицу 122, расположенную выше листа Р электротехнической стали.
Станция 130 для нанесения адгезивного материала включает аппликатор 131, включающий множество инжекторов, расположенных согласно шаблону нанесения адгезивного материала.
[0082] Оборудование 100 для изготовления дополнительно включает укладочную станцию 140 ниже станции 130 для нанесения адгезивного материала. Укладочная станция 140 включает нагревательное устройство 141, внешнюю периферийную перфорирующую негативную матрицу 142, теплоизоляционный элемент 143, внешнюю периферийную перфорирующую позитивную матрицу 144 и пружину 145.
Нагревательное устройство 141, внешняя периферийная перфорирующая негативная матрица 142 и теплоизоляционный элемент 143 расположены ниже листа Р электротехнической стали. С другой стороны, внешняя периферийная перфорирующая позитивная матрица 14 4 и пружина 145 расположены выше листа Р электротехнической стали. Следует отметить, что ссылка с номером 21 обозначает сердечник статора.
[0083] В оборудовании 100 для изготовления, имеющем конфигурацию, описанную выше, во-первых, лист Р электротехнической стали последовательно подается из катушки 101 в направлении стрелки F на фиг. 8. Затем лист Р электротехнической стали сначала перфорируется посредством перфорирующей станции 110. Затем, лист Р электротехнической стали перфорируется посредством перфорирующей станции 120. Посредством перфорации, лист Р электротехнической стали получает форму листа 40 электротехнической стали, включающую спинку 22 сердечника и множество зубьев 23, проиллюстрированных на фиг. 2 и 3. Следует отметить, что лист Р электротехнической стали перфорируется не полностью в этот момент времени, и в силу этого процесс переходит к следующему этапу вдоль направления стрелки F. В станции 130 для нанесения адгезивного материала в качестве следующего этапа, адгезивный материал, подаваемый из каждого инжектора аппликатора 131, наносится точечно.
[0084] В завершение, лист Р электротехнической стали подается в укладочную станцию 140, перфорируется посредством внешней периферийной перфорирующей позитивной матрицы 144 и укладывается с высокой точностью. Во время этой укладки, лист 40 электротехнической стали принимает постоянное давление из пружины 145. Посредством последовательного повторения этапа перфорации, этапа нанесения адгезивного материала и этапа укладки, как описано выше, заданное число листов 40 электротехнической стали может укладываться поверх друг друга. Кроме того, наборный сердечник, образованный посредством укладки листов 40 электротехнической стали таким образом, нагревается, например, до температуры в 200°С посредством нагревательного устройства 141. За счет этого нагрева, адгезивный материал отверждается, чтобы формировать адгезивный слой 41.
Через вышеприведенные этапы, сердечник 21 статора полностью подготавливается.
[0085] В результате интенсивных исследований, автор настоящей заявки приходит к следующим заключениям. Иными словами, автор настоящей заявки впервые обнаруживает, что в сердечнике 21 статора, в котором листы 40 электротехнической стали рядом друг с другом в направлении укладки связываются и прикрепляются друг к другу посредством адгезивного материала, механическое напряжение при сжатии прикладывается к листам 40 электротехнической стали вследствие адгезивного материала, и это механическое напряжение при сжатии затрагивает ухудшение (величину увеличения потерь в железе и т.п.) магнитных характеристик листов 40 электротехнической стали. Степень этого влияния варьируется в зависимости от направления основного магнитного потока М, образованного в листах 40 электротехнической стали. Более конкретно, в случае если направление основного магнитного потока М представляет собой направление L, по сравнению со случаем, в котором направление основного магнитного потока М представляет собой направление С, чем выше отношение площадей адгезива в листе 40 электротехнической стали, тем больше отношение ухудшения с точки зрения потерь в железе, и чем выше механическое напряжение при сжатии, прикладываемое в расчете на единицу площади из листа 40 электротехнической стали, тем больше отношение ухудшения с точки зрения потерь в железе (см. фиг. 13, 14 и 16, описанные ниже).
[0086] На основе вышеприведенных заключений, автор настоящей заявки добился того, что в сердечнике 21 статора, включающем спинку 22 сердечника, лист 40 электротехнической стали разделен на четыре секции S посредством L-оси и С-оси, и, по меньшей мере, в одной из четырех секций S, площадь адгезивного слоя 41 становится отличающейся в зависимости от направления, в котором формируется основной магнитный поток М. Например, в четырех секциях S, площадь адгезивного слоя 41 в первом участке Р1, в котором основной магнитный поток М формируется в направлении L, задается меньше площади адгезивного слоя 41 во втором участке Р2, в котором основной магнитный поток М формируется в направлении С. Как результат, вместо формирования большого адгезивного слоя 41 в участке, имеющем большое влияние на потери в железе в листе 40 электротехнической стали, большой адгезивный слой 41 может формироваться в участке, имеющем небольшое влияние на потери в железе. Следовательно, можно подавлять увеличение потерь при обеспечении требуемой удерживающей силы. Можно сказать, что такая конфигурация достигается только тогда, когда внимание обращается на приложение механического напряжения при сжатии к листу 40 электротехнической стали вследствие сжатия адгезивного материала. Иными словами, можно сказать, что такая конфигурация не может достигаться при предпосылке наборного сердечника, который закрепляет лист 40 электротехнической стали в направлении, отличающемся от адгезии (например, с помощью подгибки кромок или сварки).
[0087] Первый адгезивный участок 42 расположен, по меньшей мере, на одном из внутреннего периферийного края и внешнего периферийного края спинки 22 сердечника и продолжается главным образом в окружном направлении. Следовательно, первый адгезивный участок 42 продолжается, в области SC на стороне по С-оси, в направлении ближе к направлению L, чем к направлению С (имеющему пологий наклон) и продолжается, в области SL на стороне по L-оси, в направлении ближе к направлению С, чем к направлению L (имеющему пологий наклон). Следовательно, что касается первого адгезивного участка 42, по мере того, как число участков, расположенных в области SL на стороне по L-оси, увеличивается, соотношение первого адгезивного участка 42, продолжающегося в направлении близко к направлению С, увеличивается, и влияние на потери в железе уменьшается.
Следовательно, в сердечнике 21 статора, в каждой секции S, площадь первого адгезивного участка 42 в области SC на стороне по С-оси меньше площади первого адгезивного участка 42 в области SL на стороне по L-оси. Следовательно, влияние первого адгезивного участка 42 на потери в железе может подавляться таким образом, что оно является небольшим.
[0088] Второй адгезивный участок 43 расположен на периферийном краю зубьев 23 и продолжается главным образом в радиальном направлении. Следовательно, второй адгезивный участок 43 продолжается, в области SC на стороне по С-оси, в направлении ближе к направлению С, чем к направлению L (имеющему пологий наклон) и продолжается, в области SL на стороне по L-оси, в направлении ближе к направлению L, чем к направлению С (имеющему пологий наклон). Следовательно, что касается второго адгезивного участка 43, по мере того, как число участков, расположенных в области SC на стороне по С-оси, увеличивается, соотношение второго адгезивного участка 43, продолжающегося в направлении близко к направлению С, увеличивается, и влияние на потери в железе уменьшается.
Следовательно, в сердечнике 21 статора, в каждой секции S, площадь второго адгезивного участка 43 в области SC на стороне по С-оси больше площади второго адгезивного участка 43 в области SL на стороне по L-оси. Следовательно, влияние второго адгезивного участка 43 на потери в железе может подавляться таким образом, что оно является небольшим.
[0089] Следует отметить, что объем настоящего изобретения не ограничен только вышеописанным вариантом осуществления, и различные модификации могут вноситься без отступления от сущности настоящего изобретения.
[0090] Например, аналогично статору 20А согласно первому примеру модификации, проиллюстрированному на фиг.9, ширина первого адгезивного участка 42 может снижаться от L-оси к С-оси вдоль окружного направления. Ширина второго адгезивного участка 43 может быть большей для зуба 23, расположенного ближе к стороне по С-оси, чем для зуба 23, расположенного ближе к стороне по L-оси вдоль окружного направления. Здесь, в первом примере модификации, проиллюстрированном на фиг. 9, ширина первого адгезивного участка 42 постепенно уменьшается от L-оси к С-оси вдоль окружного направления. Следует отметить, что ширина первого адгезивного участка 42 может непрерывно снижаться от L-оси к С-оси вдоль окружного направления. Аналогично, ширина второго адгезивного участка 43 может непрерывно снижаться.
Следует отметить, что в увеличенном виде, проиллюстрированном на фиг. 9, положения L-оси и С-оси меняются местами относительно увеличенного вида, проиллюстрированного на фиг. 5. Здесь, в статоре 20 согласно варианту осуществления, проиллюстрированному на фиг. 5, как описано выше, ширина первого адгезивного участка 42 и ширина второго адгезивного участка 43 являются постоянными (равными) независимо от положения в окружном направлении.
[0091] В варианте осуществления, во всех четырех секциях, площадь адгезивного слоя 41 в области SC на стороне по С-оси отличается от площади адгезивного слоя 41 в области SL на стороне по L-оси, площадь первого адгезивного участка 42 в области SC на стороне по С-оси меньше площади первого адгезивного участка 42 в области SL на стороне по L-оси, и площадь второго адгезивного участка 43 в области SC на стороне по С-оси больше площади второго адгезивного участка 43 в области SL на стороне по L-оси. Тем не менее, может использоваться другая конфигурация, в которой, по меньшей мере, одна из четырех секций S представляет собой первую секцию, которая представляет собой секцию S, удовлетворяющую вышеуказанному условию. Например, только одна из четырех секций S может представлять собой первую секцию, и оставшиеся три секции S могут представлять собой секции S, не удовлетворяющие вышеуказанному условию.
[0092] В варианте осуществления, формы на виде сверху всех адгезивных слоев 41 являются идентичными на виде сверху, но формы на виде сверху всех адгезивных слоев 41 не должны обязательно быть идентичными.
В варианте осуществления, каждый из адгезивных слоев 41 имеет первую секцию, но можно надлежащим образом изменять эту форму на другую форму, включающую, по меньшей мере, один первый адгезивный слой, который представляет собой адгезивный слой 41, имеющий первую секцию.
[0093] Адгезивный слой 41 не должен обязательно включать как первый адгезивный участок 42, так и второй адгезивный участок 43. Например, адгезивный слой 41 может включать только один из первого адгезивного участка 42 и второго адгезивного участка 43.
Область SC на стороне по С-оси и область SL на стороне по L-оси не ограничены формами, описанными в варианте осуществления. В каждой секции S, можно надлежащим образом изменять форму на другую форму, в которой область, относительно близкая к С-оси, задается в качестве области SC на стороне по С-оси, и область, имеющая площадь, идентичную площади области SC на стороне по С-оси, и относительно близкая к L-оси, задается в качестве области SL на стороне по L-оси.
[0094] Форма сердечника 21 статора не ограничена только формами, описанными в варианте осуществления. В частности, размеры внешнего диаметра и внутреннего диаметра сердечника 21 статора, толщина укладки, число пазов, пропорция между размером в окружном направлении и размером в радиальном направлении зуба 23, пропорция между размером зуба 23 и размером спинки 22 сердечника в радиальном направлении и т.п. могут произвольно рассчитываться согласно требуемым характеристикам вращающейся электрической машины.
[0095] В роторе 30 в варианте осуществления, пара постоянных магнитов 32 формирует один магнитный полюс, но настоящее изобретение не ограничено этим. Например, один постоянный магнит 32 может формировать один магнитный полюс, либо три или более постоянных магнита 32 могут формировать один магнитный полюс.
[0096] В варианте осуществления, электромотор с постоянным магнитным полем описывается в качестве примера вращающейся электрической машины, но конструкция вращающейся электрической машины не ограничена этим, как проиллюстрировано ниже, и кроме того, также могут использоваться различные известные конструкции, не проиллюстрированные примерно ниже.
В варианте осуществления, электромотор с постоянным магнитным полем описывается в качестве примера синхронного электромотора, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина может представлять собой электромотор на основе магнитного сопротивления или электромотор с электромагнитным полем (электромотор с полем обмотки).
В варианте осуществления, синхронный электромотор описывается в качестве примера электромотора переменного тока, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина может представлять собой индукционный электромотор.
В варианте осуществления, электромотор переменного тока описывается в качестве примера электромотора, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина может представлять собой электромотор постоянного тока.
В варианте осуществления, электромотор описывается в качестве примера вращающейся электрической машины, но настоящее изобретение не ограничено этим. Например, вращающаяся электрическая машина может представлять собой генератор.
[0097] В вышеприведенном варианте осуществления, примерно проиллюстрирован случай, в котором наборный сердечник согласно настоящему изобретению применяется к сердечнику статора, но наборный сердечник также может применяться к сердечнику ротора.
[0098] Следует отметить, что направление (направление L), в котором продолжается L-ось, представляет собой направление легкого намагничивания, как описано выше. Здесь, взаимосвязь между направлением легкого намагничивания и направлением прокатки надлежащим образом задается, например, согласно типу листа электротехнической стали. Например, направление легкого намагничивания может совпадать с направлением прокатки либо не должно обязательно совпадать с ним. В случае если магнитный поток формируется в направлении, в котором продолжается L-ось (в направлении легкого намагничивания), величина увеличения потерь в железе меньше величины в случае, если магнитный поток формируется в направлении, в котором продолжается С-ось. Следует отметить, что в случае, если эластичное механическое напряжение при сжатии прикладывается в направлении, в котором продолжается L-ось, величина увеличения потерь в железе больше величины в случае, если эластичное механическое напряжение при сжатии прикладывается в направлении, в котором продолжается С-ось. Кроме того, в случае если пластическое натяжение прикладывается в направлении, в котором продолжается L-ось, величина увеличения потерь в железе больше величины в случае, если пластическое натяжение прикладывается в направлении, в котором продолжается С-ось.
[0099] В настоящем варианте осуществления, лист 40 электротехнической стали разделен на четыре секции S, но настоящее изобретение не ограничено этим. Например, аналогично статору 20С согласно второму примеру модификации, проиллюстрированному на фиг. 10 и 11, лист 40 электротехнической стали может сегментироваться на восемь секций S. В статоре 20С согласно второму примеру модификации, два или более направлений легкого намагничивания существуют в одном листе 40 электротехнической стали. Два направления легкого намагничивания являются ортогональными друг к другу. В таком листе 40 электротехнической стали, L-оси протягиваются в двух направлениях легкого намагничивания, соответственно, и являются ортогональными друг к другу на центральной оси О. L-оси (направления легкого намагничивания) расположены с равными интервалами в 90 градусов вокруг центральной оси О. С-ось продолжается в направлении (в направлении и 45 градусов), в котором центральный угол (90 градусов), образованный вокруг центральной оси О посредством L-осей рядом друг с другом в окружном направлении, разделяется на две равных части. Следует отметить, что в настоящем примере модификации, L-ось (направление легкого намагничивания) не должна обязательно совпадать с направлением прокатки. Направление, в котором продолжается L-ось (направление легкого намагничивания), может представлять собой направление в 45° или направление в 135° относительно направления прокатки. Направление, в котором продолжается С-ось, может совпадать с направлением прокатки или может совпадать с направлением, перпендикулярным направлению прокатки.
Следует отметить, что то, имеются или нет два направления легкого намагничивания в одном листе 40 электротехнической стали, может определяться, например, следующим образом. Иными словами, например, квадратная или прямоугольная проба для измерений вырезается из листа 40 электротехнической стали с возможностью иметь множество углов относительно направления прокатки согласно вышеописанному направлению определения направления легкого намагничивания. Посредством магнитного измерения вырезанной пробы посредством вышеописанного способа для магнитного измерения полосы электротехнической стали с помощью тестера одиночных листов, можно подтверждать существование направления легкого намагничивания.
[0100] В вышеприведенном варианте осуществления, сердечники 21 статора не получаются посредством вращательной укладки, но могут получаться посредством вращательной укладки. То, получаются или нет сердечники 21 статора посредством вращательной укладки, может определяться, например, посредством подтверждения внешнего вида сердечников 21 статора.
Фиг. 12 является фотографией для пояснения определения вращательной укладки. Эта фотография указывает общий статор 20Z. В статоре 20Z, листы 40 электротехнической стали вращательно укладываются через каждое заданное число листов 40 электротехнической стали. В статоре 20Z, статор 20Z включает шесть наборных тел А1-А6, включающих первое наборное тело А1 - шестое наборное тело А6. В каждом из наборных тел А1-А6, листы 40 электротехнической стали укладываются поверх друг друга. Статор 20Z формуется посредством укладки шести наборных тел А1-А6.
Ориентации листов 40 электротехнической стали, формирующих каждое из наборных тел А1-А6, являются общими. Следовательно, в листах 40 электротехнической стали, формирующих каждое из наборных тел А1-А6, L-ось и С-ось перекрываются между собой на виде сверху. Как результат, адгезивный слой 41, расположенный в каждом из наборных тел А1-А6, функционирует в качестве первого адгезивного слоя для обоих из двух листов 40 электротехнической стали, с которыми связывается адгезивный слой 41, и удовлетворяет, например, вышеописанной взаимосвязи отношения площадей адгезива в настоящем изобретении.
С другой стороны, ориентации листов 40 электротехнической стали отличаются между наборными телами А1-А6 рядом друг с другом в направлении укладки. Следовательно, в листах 40 электротехнической стали, формирующих наборные тела А1-А6 рядом друг с другом в направлении укладки, L-ось и С-ось не перекрываются между собой на виде сверху в некоторых случаях. Как результат, адгезивный слой 41, расположенный на границе любых смежных двух из наборных тел А1-А6, функционирует в качестве первого адгезивного слоя только для листа 40 электротехнической стали одного из смежных двух из наборных тел А1-А6 и, например, вышеописанная взаимосвязь отношения площадей адгезива в настоящем изобретении может удовлетворяться.
Как проиллюстрировано на фиг. 12, блеск внешней периферийной поверхности каждого из наборных тел А1-А6 изменяется на границе смежных двух из наборных тел А1-А6 до такой степени, что он может визуально распознаваться человеком. Следовательно, можно определять то, включает или нет статор 20Z наборные тела A1-А6 (т.е. то, вращательно укладываются или нет листы электротехнической стали), посредством визуального распознавания внешней периферийной поверхности статора 20Z.
[0101] Кроме того, можно надлежащим образом заменять составляющие элементы в варианте осуществления известными составляющими элементами без отступления от сущности настоящего изобретения, и вышеописанные примеры модификаций могут надлежащим образом комбинироваться друг с другом.
[0102] Далее выполняется верификационный тест для верификации вышеописанных преимуществ.
[0103] Первый верификационный тест
В этом верификационном тесте, подготавливаются множество тестовых образцов. Каждый из тестовых образцов представляет собой нетекстурированный лист электротехнической стали, изготовленный из идентичного материала. Каждый из тестовых образцов имеет квадратную форму со стороной в 100 мм. В квадратной форме, образованной посредством тестового образца, первая сторона является параллельной с направлением L, которое представляет собой направление легкого намагничивания (направление прокатки), и вторая сторона является параллельной с направлением С, которое представляет собой направление, ортогональное к направлению прокатки.
Адгезивный материал прерывисто наносится точечно на всю поверхность каждого из этих тестовых образцов. Множество точек адгезивного материала имеют равную форму и равный размер и расположены через идентичные интервалы. Кроме того, размер точек адгезивного материала и интервал между точками адгезивного материала задаются отличающимися, и занимаемая доля площади (т.е. отношение площадей адгезива) адгезивного материала на поверхности тестового образца задается отличающейся для множества тестовых образцов.
Кроме того, также подготавливается тестовый образец, на который не наносится адгезивный материал. Этот тестовый образец представляет собой тестовый образец, служащий в качестве базисного в отношении потерь в железе.
[0104] В каждом из множества тестовых образцов, измеряются (1) потери в железе, когда магнитный поток движется в направлении L, и (2) потери в железе, когда магнитный поток движется в направлении С.
Фиг. 13 и 14 иллюстрируют графики, иллюстрирующие взаимосвязь между отношением площадей адгезива и потерями в железе в (1) и (2), соответственно. На этих графиках, горизонтальная ось представляет отношение площадей адгезива (%), и вертикальная ось представляет коэффициент изменения W15/50 (%). Чем выше значение на вертикальной оси, тем больше потери в железе. Следует отметить, что W15/50 представляет собой потери в железе, когда абсолютное максимальное значение плотности магнитного потока составляет 1,5 Т, и флюктуирующий магнитный поток, переменный при 50 Гц, формируется.
[0105] Из этих графиков, подтверждается то, что в случае (2), в котором магнитный поток движется в направлении С (фиг. 14), потери в железе подавляются таким образом, что они являются более низкими (приблизительно наполовину), в частности, по мере того, как отношение площадей адгезива является более высоким по сравнению со случаем (1), в котором магнитный поток движется в направлении L (фиг. 13).
[0106] Второй верификационный тест
Этот верификационный тест выполняется посредством моделирования с использованием программного обеспечения. В качестве программного обеспечения, использовано программное обеспечение JMAG для анализа электромагнитного поля на основе конечно-элементного способа, изготовленное компанией JSOL Corporation.
[0107] В этом верификационном тесте, предпосылка задается следующим образом.
- 12 полюсов, 18 пазов, концентрированная обмотка, IPM-электромотор
- Внешний диаметр сердечника статора: φ 260 мм, внешний диаметр сердечника ротора: φ 164 мм
- Тестовый материал: 35А300
- Частота вращения и крутящий момент: 1000 об/мин и 28,9 Нм/м
[0108] При вышеприведенной предпосылке, один сердечник статора спроектирован в качестве каждого из примера и сравнительного примера. В сердечнике статора по примеру, форма на виде сверху адгезивного слоя представляет собой форму, проиллюстрированную на фиг. 4 и 5. С другой стороны, в сердечнике статора по сравнительному примеру форма на виде сверху адгезивного слоя представляет собой форму, при которой положения L-оси и С-оси меняются местами относительно формы на виде сверху, проиллюстрированной на фиг. 4 и 5. Иными словами, аналогично статору 20 В, проиллюстрированному на фиг. 15, форма на виде сверху адгезивного слоя 41 меняется местами между областью SC на стороне по С-оси и областью SL на стороне по L-оси в каждой из вышеописанных четырех секций S.
[0109] Моделирование выполняется для потерь в железе в примере и в сравнительном примере. Результаты проиллюстрированы на фиг. 16. На фиг. 16, вертикальная ось представляет отношение ухудшения с точки зрения потерь в железе статора. Отношение 1 ухудшения указывает случай, в котором отсутствует адгезивный слой, и указывается то, что потери в железе увеличиваются по мере того, как значение отношения ухудшения увеличивается.
[0110] Из вышеуказанного графика, подтверждается, что потери в железе в примере подавляются в большей степени, чем потери в железе в сравнительном примере.
[0111] Кроме того, можно надлежащим образом заменять составляющие элементы в варианте осуществления известными составляющими элементами, не выходя за рамки сущности настоящего изобретения, и вышеописанные примеры модификаций могут надлежащим образом комбинироваться друг с другом.
Перечень ссылочных позиций
[0112] 10 - вращающаяся электрическая машина
23 - зуб
40 - лист электротехнической стали
41 - адгезивный слой
42 - первый адгезивный участок
43 - второй адгезивный участок
Р1 - первый участок
Р2 - второй участок
R - базисная ось
S - секция
SC - область на стороне по С-оси
SL - область на стороне по L-оси
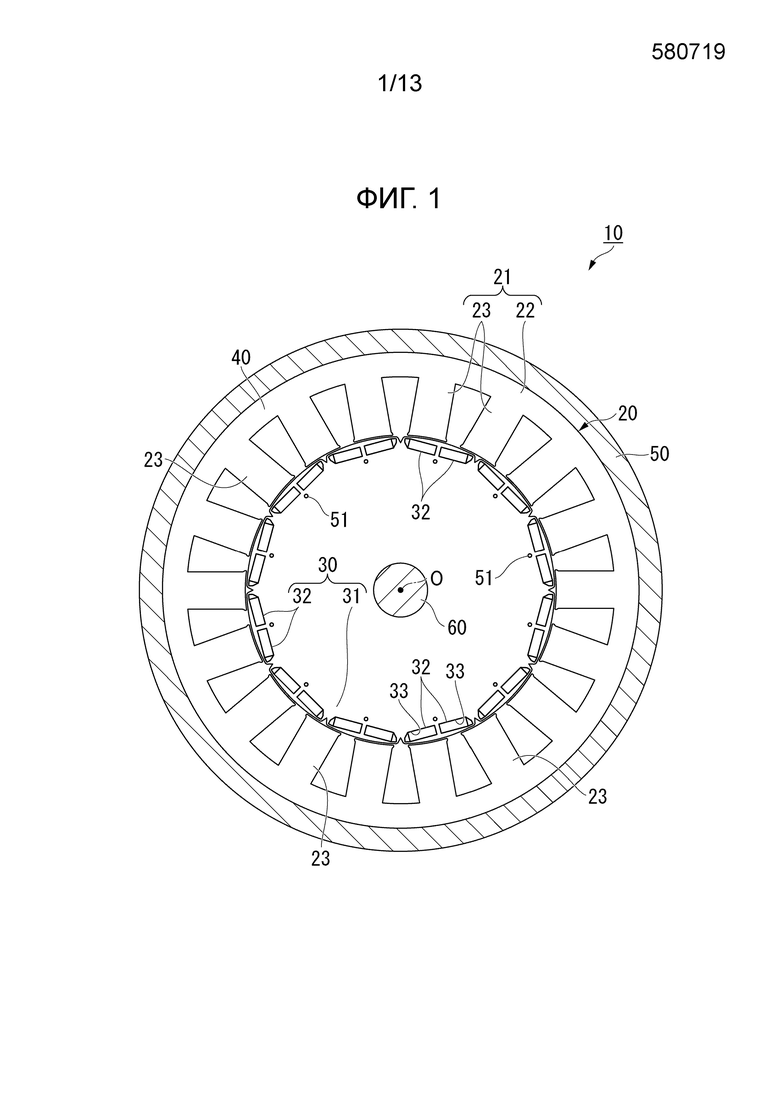
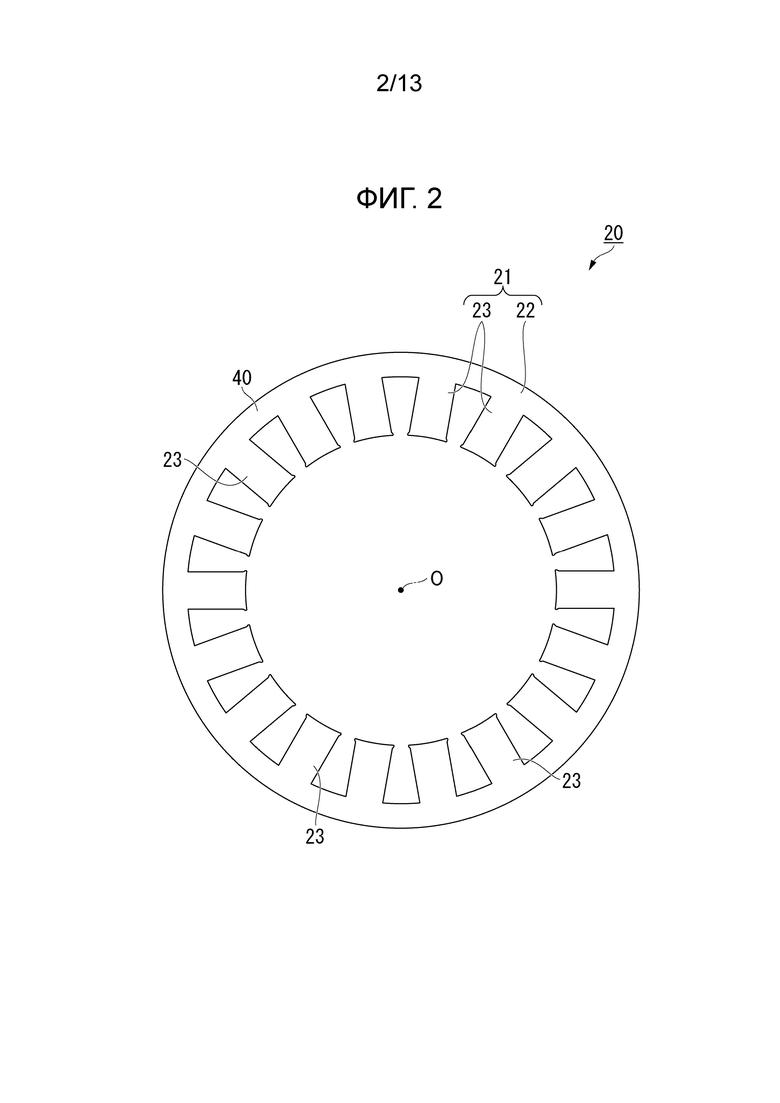
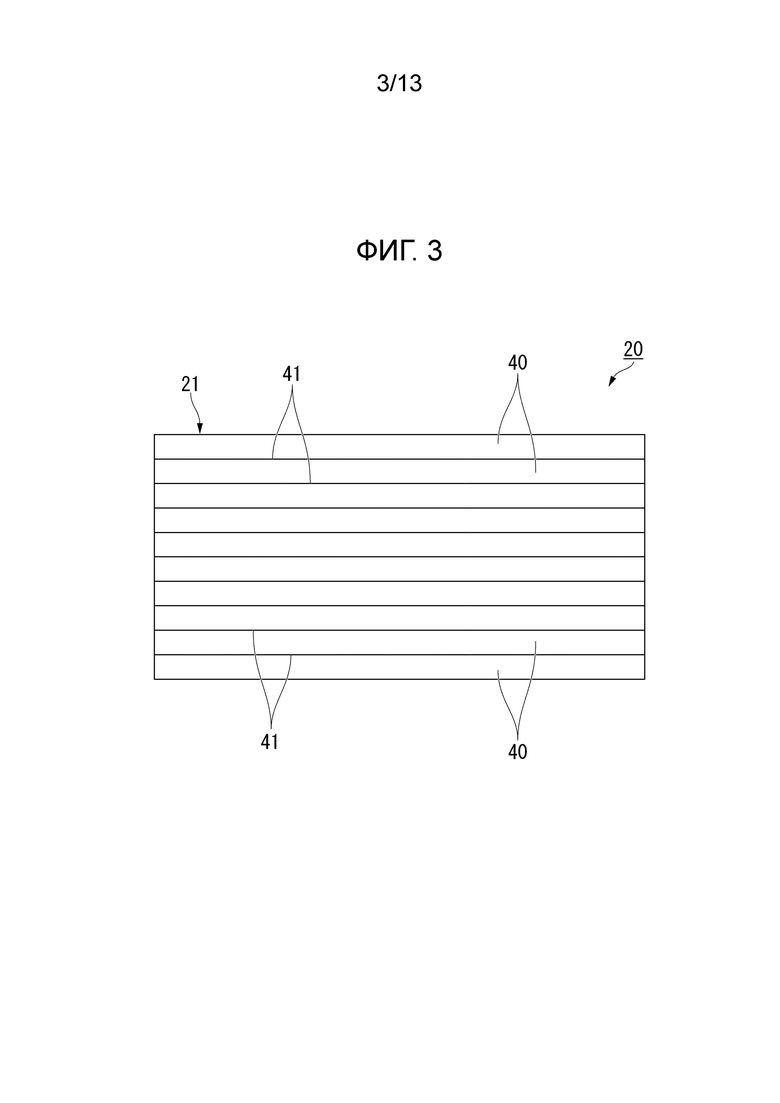
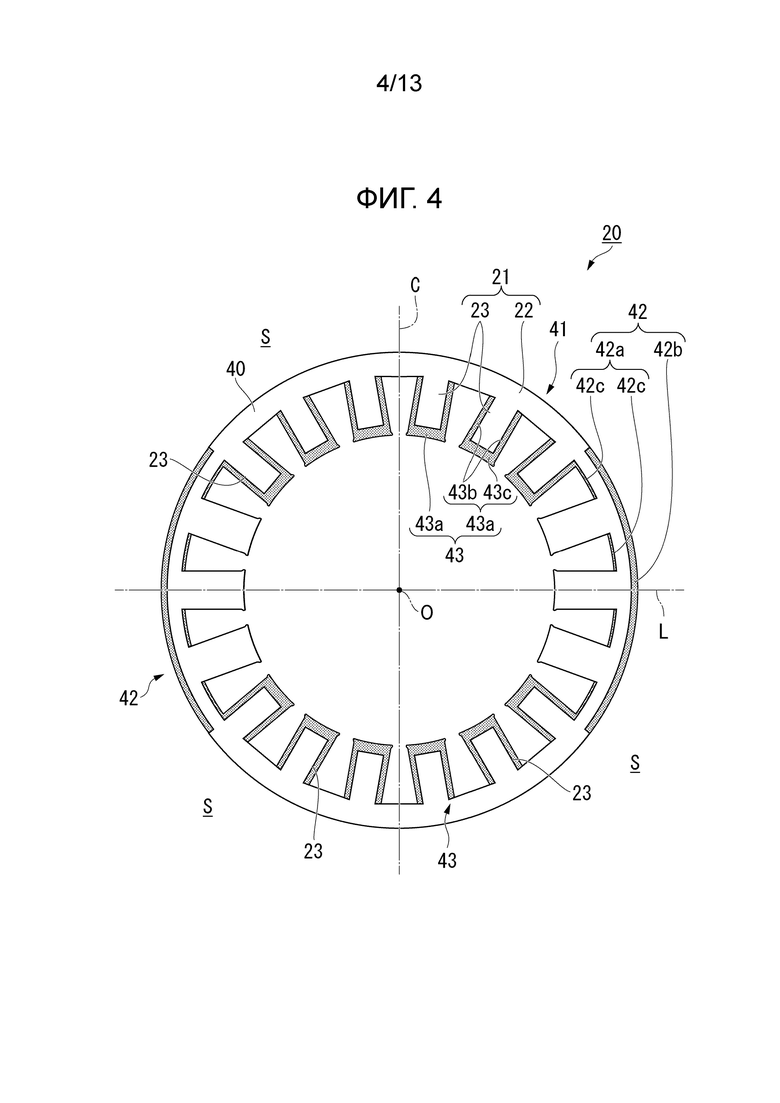
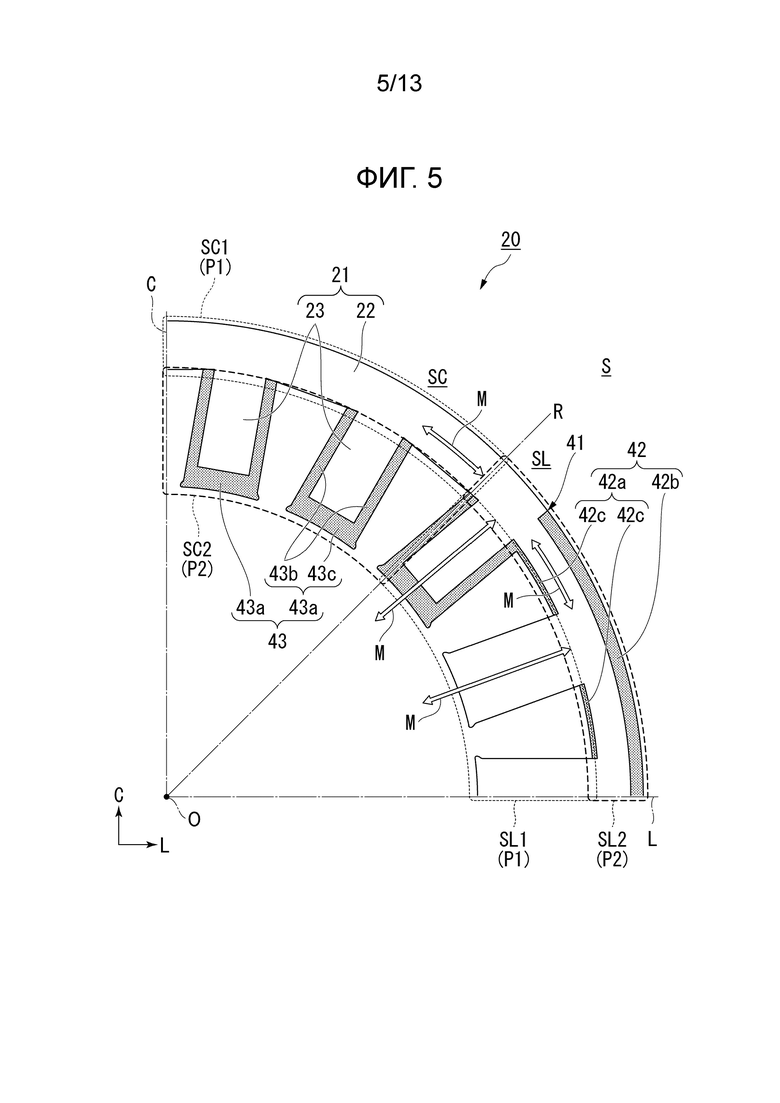
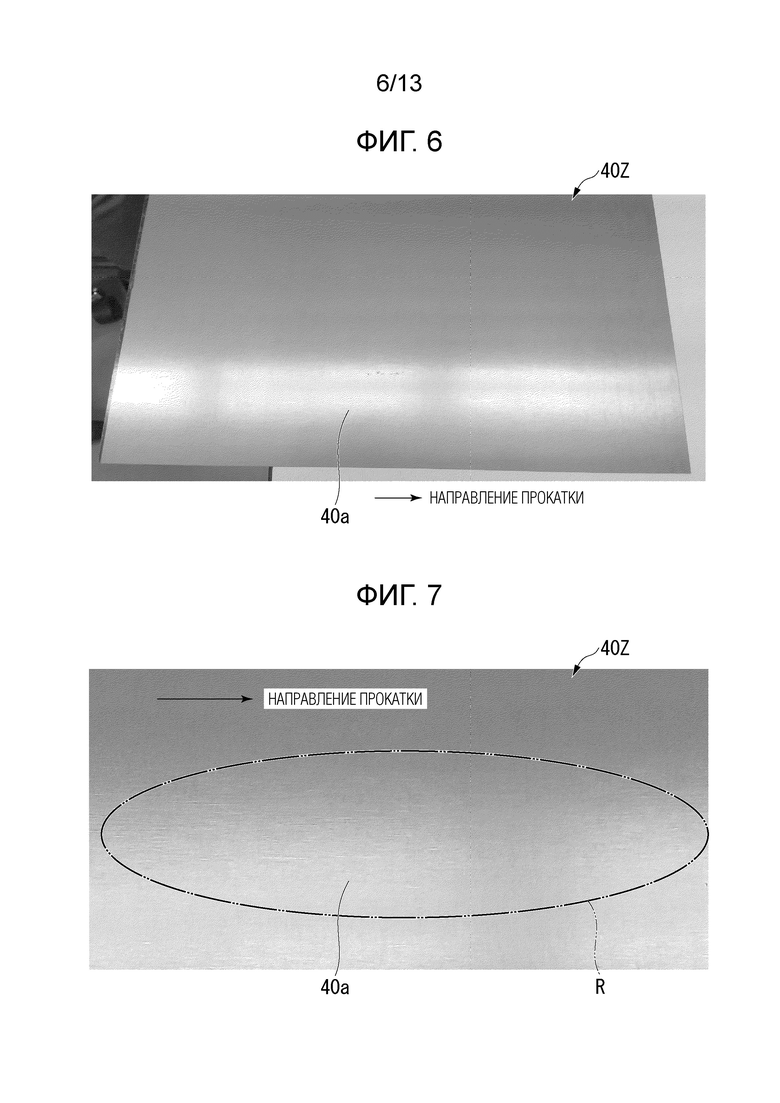
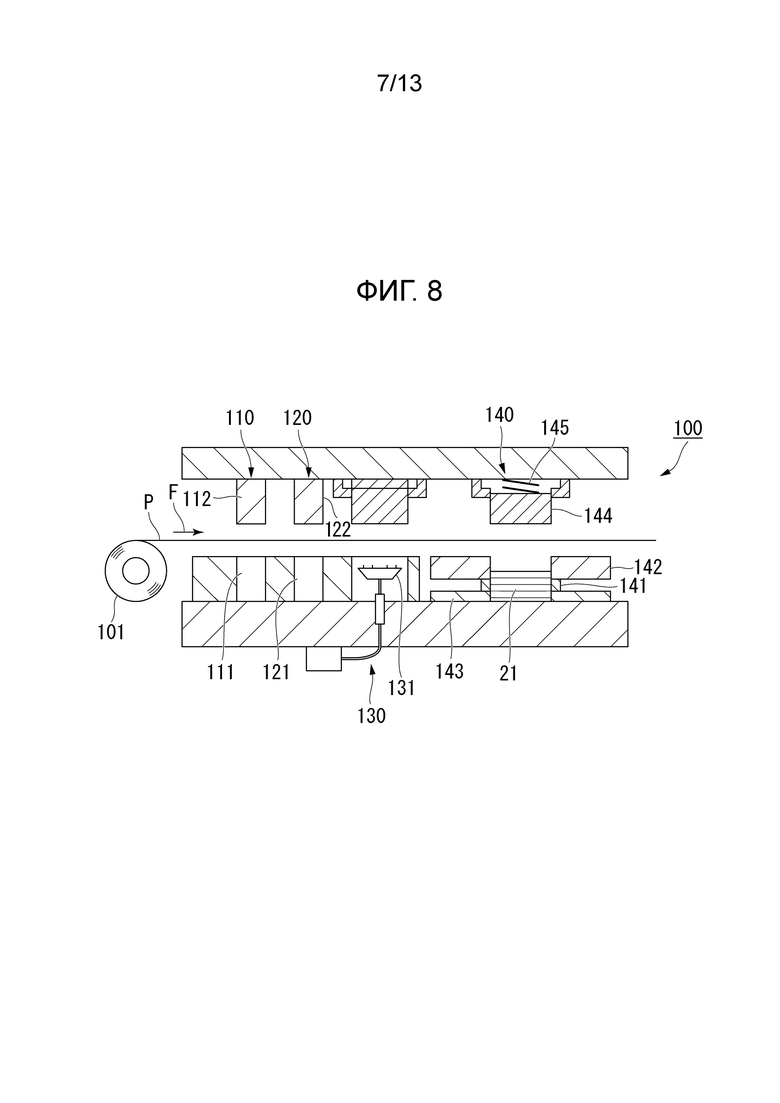
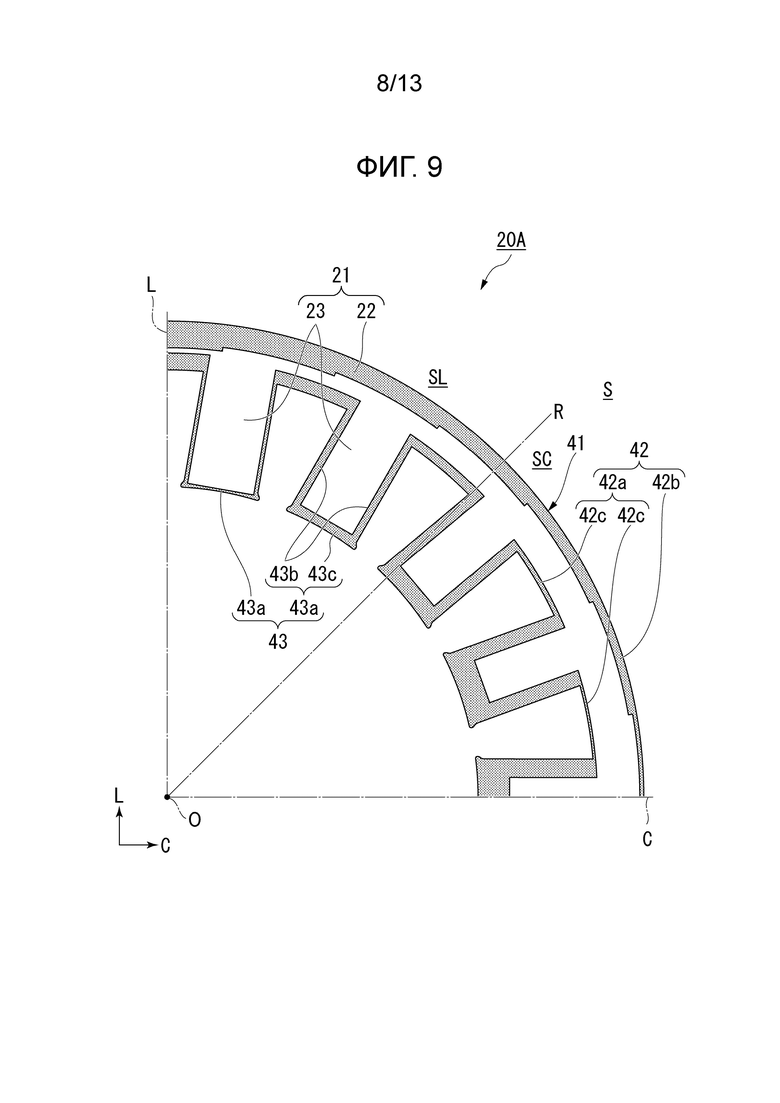
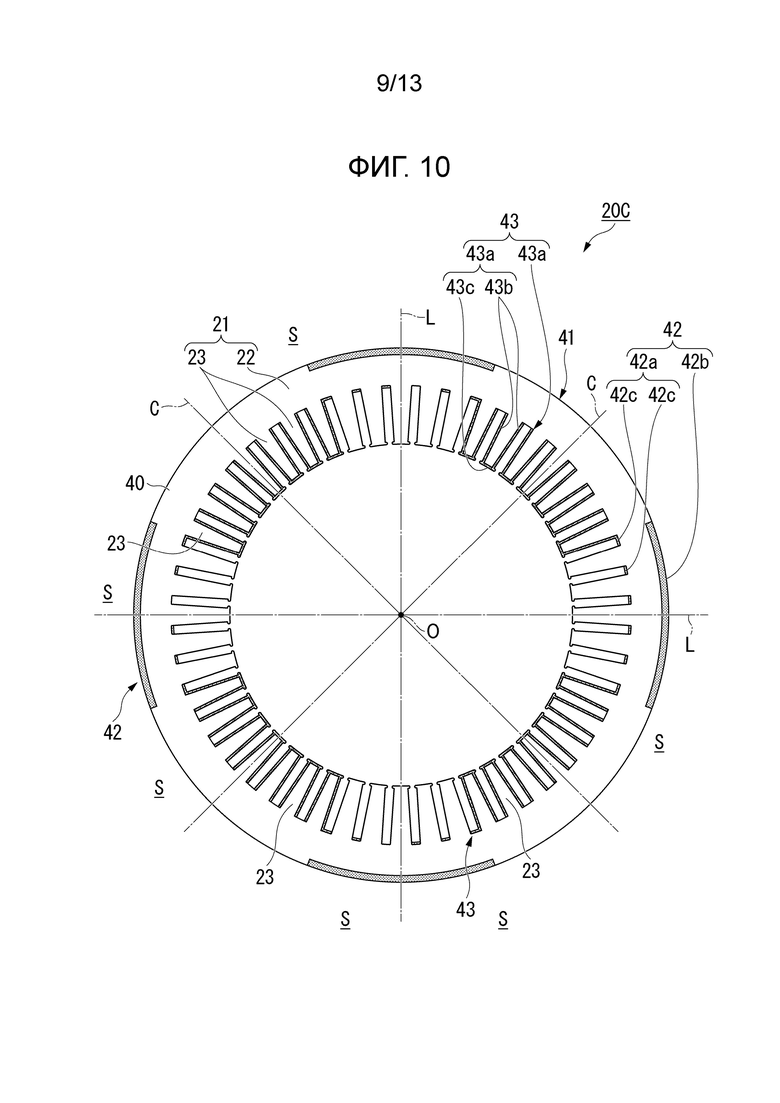
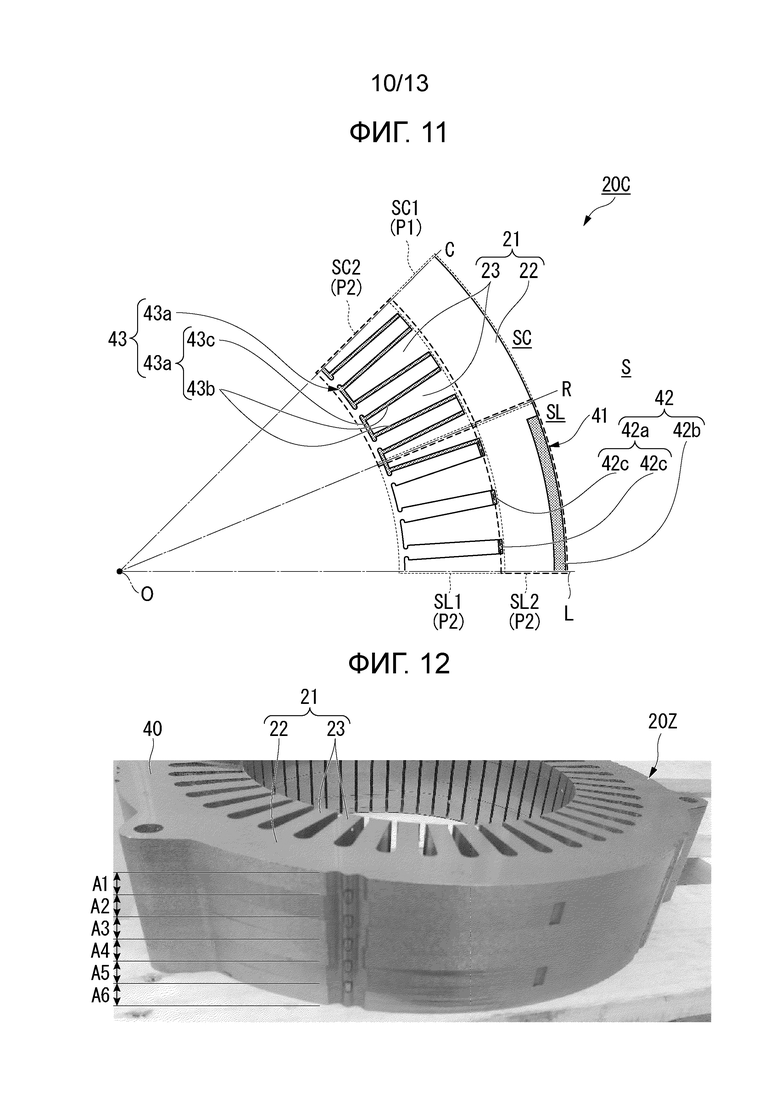
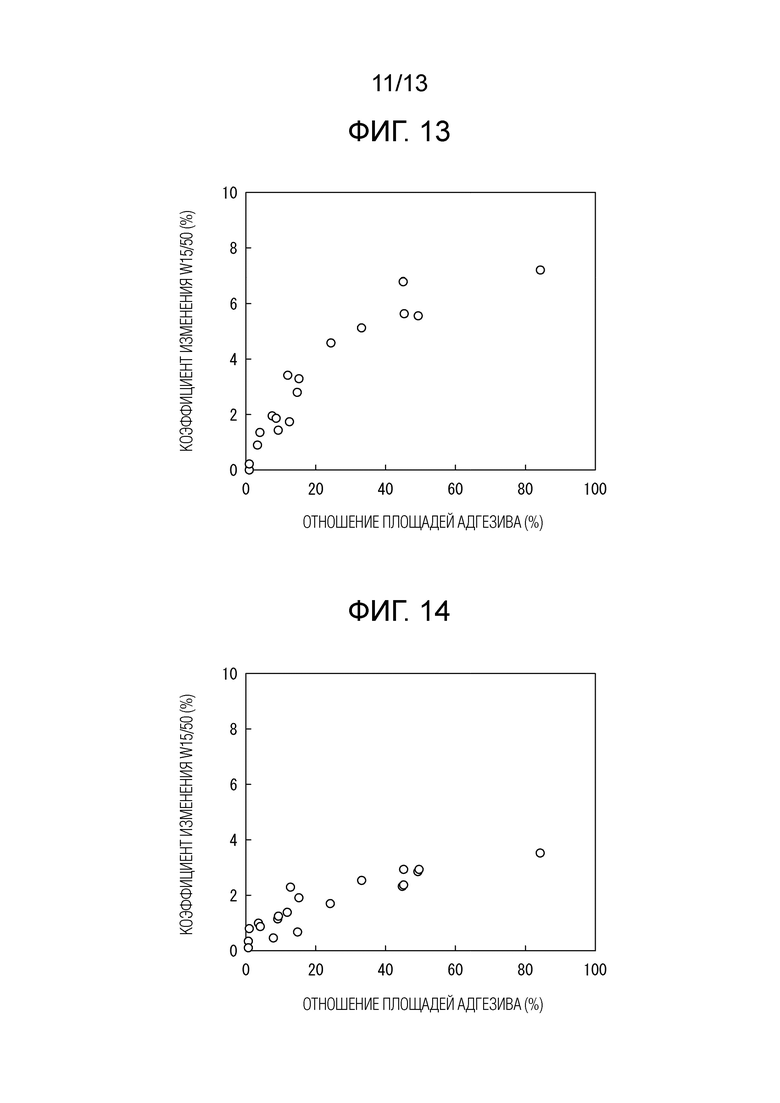
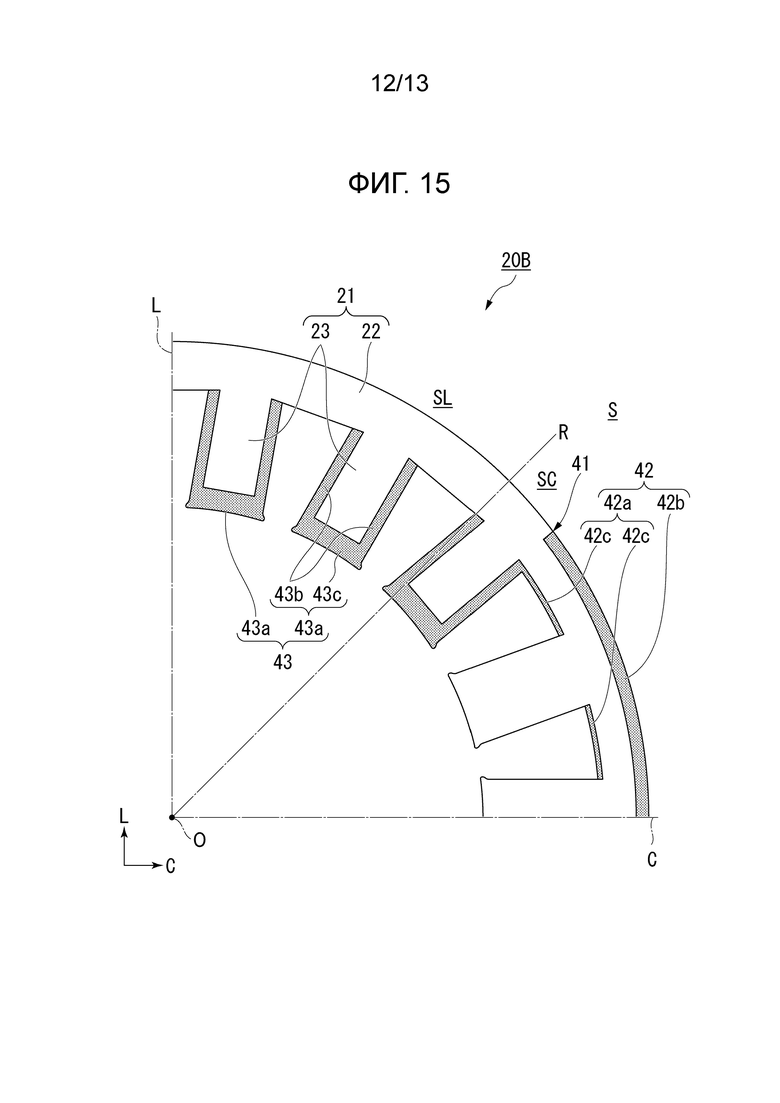
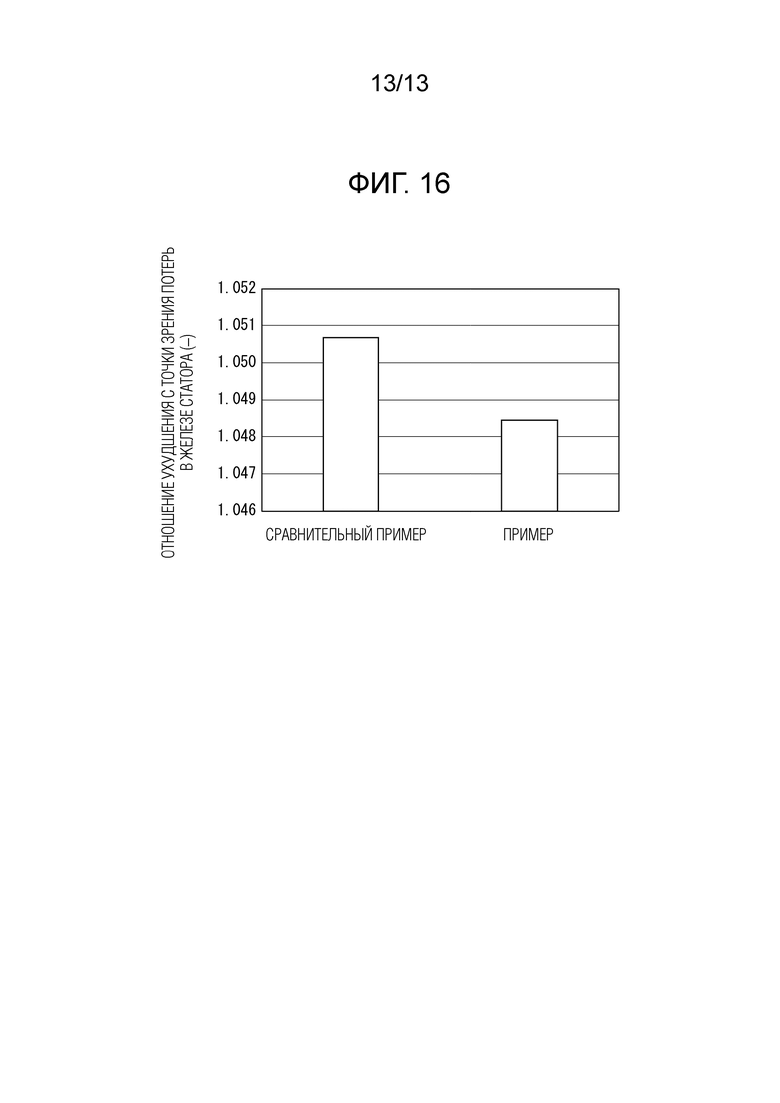
Изобретение относится к электротехнике. Технический результат заключается в уменьшении потерь в железе и потерь в меди при поддержании удерживающей силы для укладки и закрепления наборного сердечника. Наборный сердечник содержит множество наборных листов электротехнической стали и множество адгезивных слоев, расположенных между листами электротехнической стали рядом друг с другом в направлении укладки. Лист электротехнической стали включает кольцевое тело. По меньшей мере один из множества адгезивных слоев (41) представляет собой первый адгезивный слой. В одном листе из двух листов электротехнической стали, размещающих посередине первый адгезивный слой в направлении укладки, когда мнимая ось, пересекающаяся с центральной осью кольцевого тела и продолжающаяся в направлении легкого намагничивания, задана как L-ось, мнимая ось, пересекающаяся с центральной осью и пересекающаяся с L-осью, задана как С-ось, и лист электротехнической стали разделен на множество секций (S) в окружном направлении кольцевого тела посредством L-оси и С-оси. По меньшей мере одна секция из множества секций представляет собой первую секцию. В первой секции площадь первого адгезивного слоя в первом участке (P1) листа электротехнической стали, в котором основной магнитный поток формируется в направлении по L-оси, меньше площади первого адгезивного слоя во втором участке (P2) листа электротехнической стали, в котором основной магнитный поток формируется в направлении по С-оси. 2 н. и 16 з.п. ф-лы, 16 ил., 2 табл.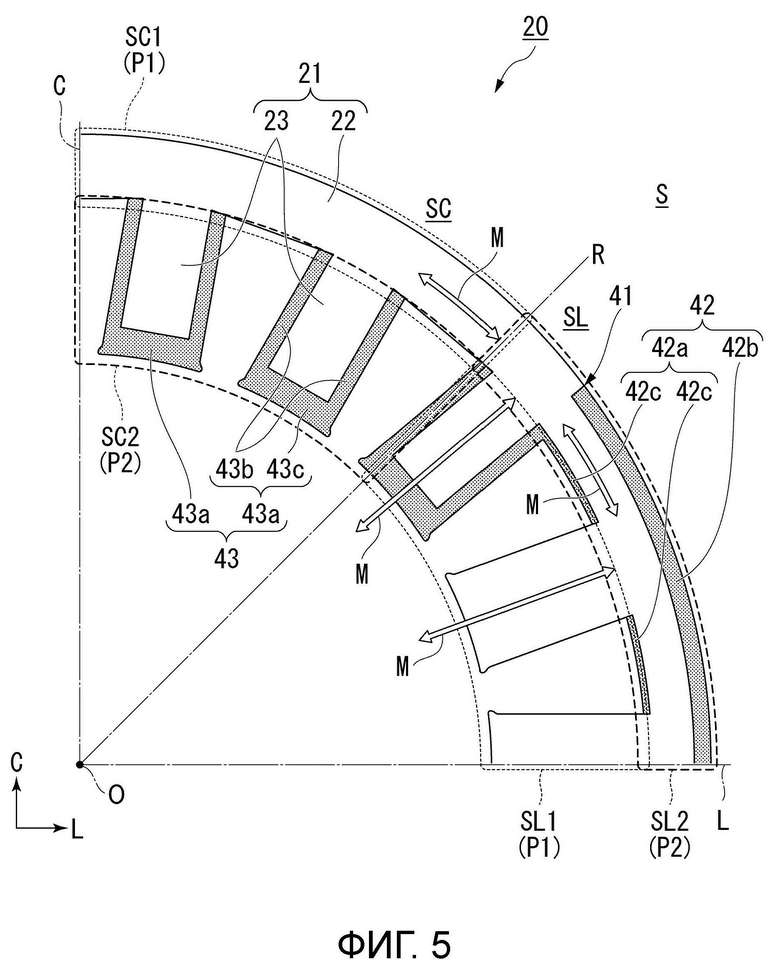
1. Наборный сердечник, содержащий:
множество наборных листов электротехнической стали; и
множество адгезивных слоев, расположенных между листами электротехнической стали рядом друг с другом в направлении укладки, при этом:
лист электротехнической стали включает кольцевое тело,
по меньшей мере один адгезивный слой из множества адгезивных слоев представляет собой первый адгезивный слой,
в одном листе электротехнической стали из двух листов электротехнической стали, размещающих посередине первый адгезивный слой в направлении укладки, когда мнимая ось, пересекающаяся с центральной осью кольцевого тела и продолжающаяся в направлении легкого намагничивания, задана как L-ось, мнимая ось, пересекающаяся с центральной осью и пересекающаяся с L-осью, задана как С-ось, и лист электротехнической стали разделен на множество секций в окружном направлении кольцевого тела посредством L-оси и С-оси,
по меньшей мере одна секция из множества секций представляет собой первую секцию, и
в первой секции площадь первого адгезивного слоя в первом участке листа электротехнической стали, в котором основной магнитный поток формируется в направлении по L-оси, меньше площади первого адгезивного слоя во втором участке листа электротехнической стали, в котором основной магнитный поток формируется в направлении по С-оси.
2. Наборный сердечник по п. 1, в котором:
в первой секции, когда область, относительно близкая к С-оси, называется "областью на стороне по С-оси", а область, относительно близкая к L-оси, называется "областью на стороне по L-оси":
первый участок включает участок, расположенный в области на стороне по С-оси кольцевого тела, и
второй участок включает участок, расположенный в области на стороне по L-оси кольцевого тела.
3. Наборный сердечник по п. 2, в котором:
первый адгезивный слой включает первый адгезивный участок, расположенный по меньшей мере на одном из внутреннего периферийного края и внешнего периферийного края кольцевого тела, и
в первой секции площадь первого адгезивного участка в области на стороне по С-оси меньше площади первого адгезивного участка в области на стороне по L-оси.
4. Наборный сердечник по п. 3, в котором:
первый адгезивный участок продолжается в форме ленты, по меньшей мере, вдоль одного из внутреннего периферийного края и внешнего периферийного края кольцевого тела и
в первой секции ширина первого адгезивного участка является равной независимо от положения в окружном направлении или уменьшается от L-оси к С-оси вдоль окружного направления.
5. Наборный сердечник по п. 4, в котором:
в первой секции ширина первого адгезивного участка уменьшается от L-оси к С-оси вдоль окружного направления.
6. Наборный сердечник по любому из пп. 2-5, в котором:
лист электротехнической стали дополнительно включает множество зубьев, выступающих от кольцевого тела внутрь в радиальном направлении кольцевого тела и расположенных с интервалами в окружном направлении кольцевого тела,
первый участок включает участок зубьев, расположенных в области на стороне по L-оси, и
второй участок включает участок зубьев, расположенных в области на стороне по С-оси.
7. Наборный сердечник по п. 6, в котором:
первый адгезивный слой включает второй адгезивный участок, расположенный на периферийном краю зубьев, и
в первой секции площадь второго адгезивного участка в области на стороне по С-оси больше площади второго адгезивного участка в области на стороне по L-оси.
8. Наборный сердечник по п. 7, в котором:
второй адгезивный участок продолжается в форме ленты вдоль периферийного края зубьев и
в первой секции ширина второго адгезивного участка является равной независимо от положений зубьев в окружном направлении либо является большей для зубьев, расположенных ближе к стороне по С-оси, чем для зубьев, расположенных ближе к стороне по L-оси вдоль окружного направления.
9. Наборный сердечник по п. 8, в котором:
в первой секции ширина второго адгезивного участка является большей для зубьев, расположенных ближе к стороне по С-оси, чем для зубьев, расположенных ближе к стороне по L-оси вдоль окружного направления.
10. Наборный сердечник по любому из пп. 2-9, в котором:
в первой секции, когда мнимая ось, продолжающаяся в направлении, разделяющем центральный угол, образованный посредством С-оси и L-оси вокруг центральной оси, на две равные части, задана как базисная ось,
область на стороне по С-оси и область на стороне по L-оси имеют симметричную взаимосвязь в окружном направлении относительно базисной оси.
11. Наборный сердечник по любому из пп. 2-10, в котором:
первый адгезивный слой включает ленточный адгезивный участок,
в области на стороне по L-оси общая площадь ленточных адгезивных участков, в которых окружное направление представляет собой продольное направление, больше общей площади ленточных адгезивных участков, в которых радиальное направление кольцевого тела представляет собой продольное направление, и
в области на стороне по С-оси общая площадь ленточных адгезивных участков, в которых окружное направление представляет собой продольное направление, меньше общей площади ленточных адгезивных участков, в которых радиальное направление представляет собой продольное направление.
12. Наборный сердечник по любому из пп. 1-11, в котором все из множества адгезивных слоев представляют собой первые адгезивные слои.
13. Наборный сердечник по любому из пп. 1-12, в котором все из множества секций представляют собой первые секции.
14. Наборный сердечник по любому из пп. 1-13, в котором лист электротехнической стали представляет собой нетекстурированный лист электротехнической стали.
15. Наборный сердечник по любому из пп. 1-13, в котором лист электротехнической стали представляет собой текстурированный лист электротехнической стали.
16. Наборный сердечник по любому из пп. 1-15, в котором:
только одно направление легкого намагничивания существует в одном листе электротехнической стали и
L-ось и С-ось являются ортогональными друг к другу.
17. Наборный сердечник по любому из пп. 1-15, в котором:
два или более направлений легкого намагничивания существуют в одном листе электротехнической стали,
каждая L-ось продолжается в двух или более направлениях легкого намагничивания с возможностью пересечения друг с другом на центральной оси, и
С-ось продолжается в направлении, в котором центральный угол, образованный вокруг центральной оси посредством L-осей рядом друг с другом в окружном направлении, разделен на две равные части.
18. Вращающаяся электрическая машина, содержащая наборный сердечник по любому из пп. 1-17.
| WO 2020129936 A1, 25.06.2020 | |||
| WO 2020129941 A1, 25.06.2020 | |||
| WO 2021095861 A1, 20.05.2021 | |||
| JP 2016171652 A, 23.09.2016 | |||
| US 2021249926 A1, 12.08.2021 | |||
| JP 2021069245 A, 30.04.2021 | |||
| СТАТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ И СПОСОБ ЕГО СБОРКИ | 2018 |
|
RU2682895C1 |
| JP 2004111509 A, 08.04.2004. | |||

