Область техники
Настоящее изобретение относится в основном к втулкам, и в частности к токопроводящим втулкам.
Уровень техники
Втулки используются для разных целей, и обычно втулка представляет собой полый цилиндрический компонент, такой как трубка или муфта, который может быть использован в качестве направляющей или прокладки для различных инструментов, крепежных элементов, частей и т.д. В некоторых вариантах применениях втулка может быть частью подшипника в сборе.
В аэрокосмической отрасли в одном из вариантов применения втулки предусмотрено для компонентов, которые проходят сквозь стенку топливного бака, надежное электрическое заземление на стенку топливного бака, чтобы не допустить искрения. В конструкции современных летательных аппаратов, в которых планер, включающий топливные баки, сконструирован из армированных углеродным волокном полимеров, и при использовании существующей технологии с применением втулок, отверстия могут проходить сквозь стенку топливного бака, и сами втулки, которые запрессованы в отверстия, должны обладать очень жесткими допусками относительно друг друга для обеспечения их правильного сцепления вместе и, таким образом, заземления втулок и стенки топливного бака. Затраты на изготовление с такими допусками весьма значительны.
Сущность изобретения
В настоящем документе описываются втулки, устройства, которые содержат втулки, и связанные с ними способы. Втулки по настоящему изобретению предназначены для крепления компонента на объект, например путем применения крепежной детали для эффективного крепления компонента на объект. В качестве иллюстративного неисключающего примера втулка может быть использована для эффективного крепления гидравлической линии к топливному баку летательного аппарата; однако другие варианты применения втулок также покрываются объемом настоящего изобретения.
Втулки по настоящему изобретению содержат трубчатый корпус, который образует сквозной канал приема крепежной детали для крепления компонента на объекте. Трубчатый корпус включает торцевые области и множество упругих элементов, расположенных с промежутком по периферии вокруг трубчатого корпуса и проходящих продольно вдоль трубчатого корпуса между торцевыми областями.
В некоторых вариантах осуществления трубчатый корпус образует сквозной канал приема крепежного элемента для крепления компонента к объекту. В некоторых вариантах осуществления трубчатый корпус конструируют из токопроводящего материала, который обладает проводимостью по меньшей мере 1×106 сименс на метр. В некоторых вариантах осуществления трубчатый корпус включает торцевые области, которые продлевают не менее чем на 30% общей длины втулки, В некоторых вариантах осуществления упругие элементы расположены с промежутком по периферии вокруг трубчатого корпуса, простираются продольно вдоль трубчатого корпуса между торцевыми областями и образованы полосками, которые примыкают к торцевым областям и не примыкают по периферии к соседним участкам трубчатого корпуса. В некоторых вариантах осуществления упругие элементы содержат подгруппу простирающихся радиально внутрь упругих элементов и подгруппу простирающихся радиально наружу упругих элементов. В некоторых вариантах осуществления простирающиеся радиально внутрь упругие элементы и простирающиеся радиально наружу упругие элементы чередуются по периферии вокруг трубчатого корпуса.
Некоторые способы по настоящему изобретению включают:
позиционирование втулки по настоящему изобретению в установочное отверстие объекта, на котором должен быть смонтирован компонент;
позиционирование компонента относительно объекта, на котором должен быть смонтирован компонент;
позиционирование крепежной детали в сквозном отверстии и втулке со сквозным каналом; и
крепление компонента на объекте, причем крепление включает продольное сжатие втулки.
Некоторые способы по настоящему изобретению включают формирование нескольких упругих элементов в заготовке материала и, после формирования, сворачивание заготовки для формирования трубчатого корпуса втулки по настоящему изобретению.
В некоторых вариантах применения втулка по настоящему изобретению может быть использована для обеспечения надлежащего заземления компонента, который монтируется на объекте.
Описанные особенности, функции и преимущества могут быть достигнуты независимо в различных вариантах осуществления или могут быть скомбинированы в других вариантах осуществления, дополнительные подробности которых можно понять из следующего описания и чертежей.
Краткое описание чертежей
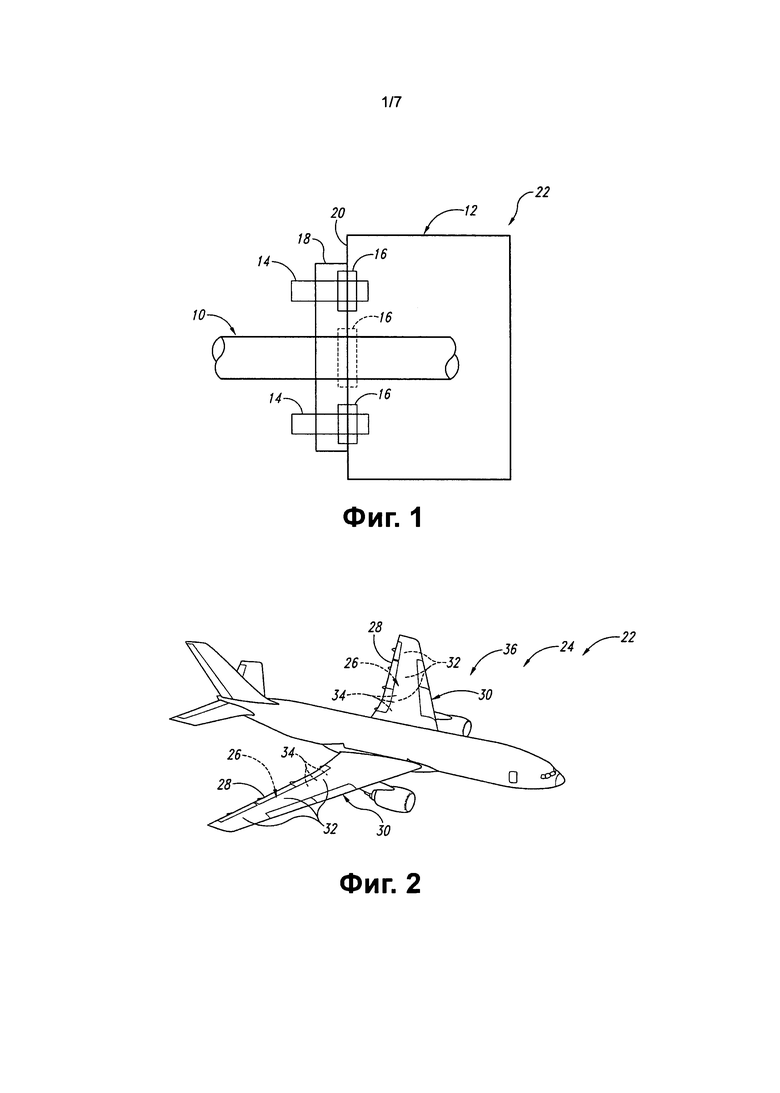
На фиг. 1 схематично представлен участок устройства, которое содержит втулки по настоящему изобретению.
На фиг. 2 показан вид в перспективе летательного аппарата, представляющий иллюстративный неисключающий пример устройства, которое содержит втулки по настоящему изобретению.
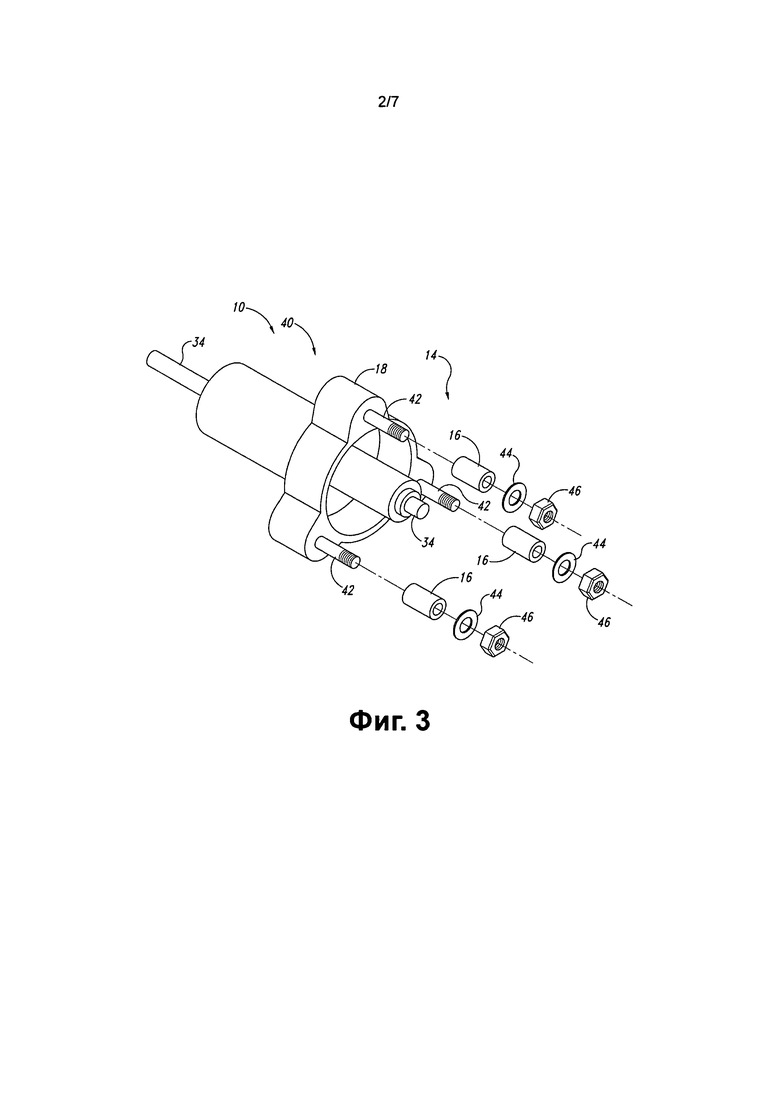
На фиг. 3 показан вид в изометрии изолятора перегородки для гидравлической линии, представляющий иллюстративный неограничительный пример компонента, который может быть установлен с использованием втулки по настоящему изобретению, показанной вместе с соответствующими крепежными деталями и схематическим представлением втулок по настоящему изобретению.
На фиг. 4 показан вид в изометрии иллюстративного неограничительного примера втулки по настоящему изобретению.
На фиг. 5 показан вид в изометрии другого иллюстративного неограничительного примера втулки по настоящему изобретению.
На фиг. 6 показан вид в изометрии другого иллюстративного неограничительного примера втулки по настоящему изобретению.
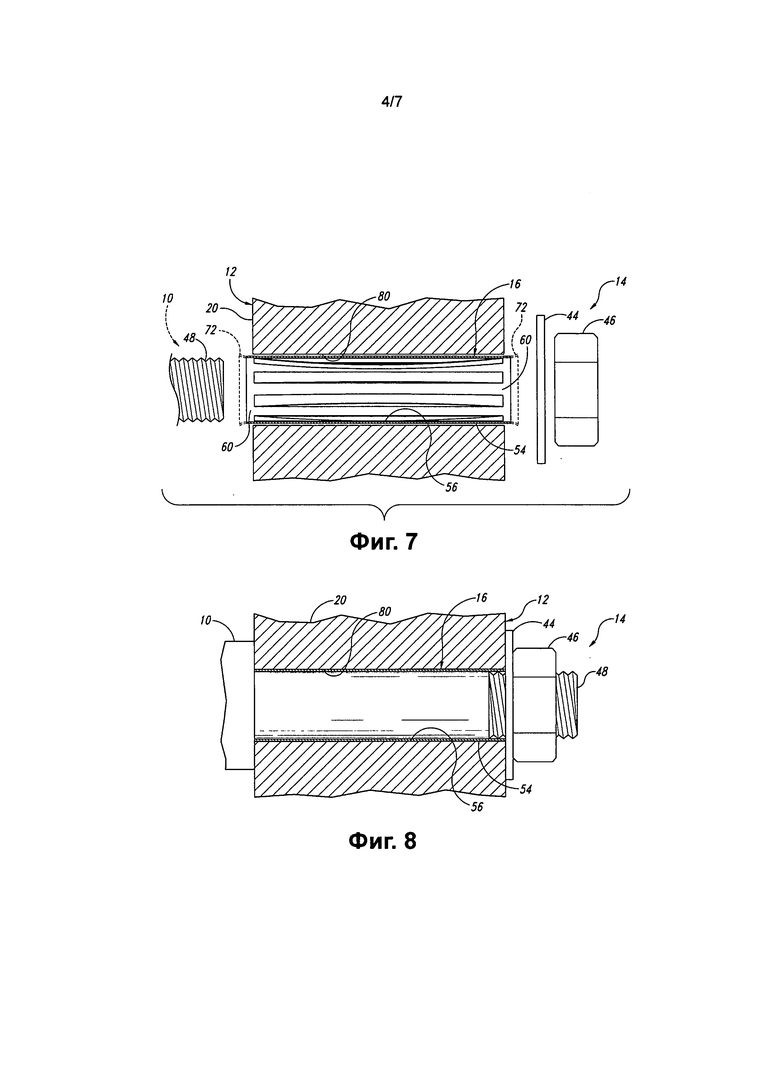
На фиг. 7 показано фрагментарное боковое сечение частично разобранной втулки по настоящему изобретению в несжатой конфигурации вместе с соответствующими крепежными деталями и объектом, на который компонент может быть смонтирован с использованием втулки по настоящему изобретению.
На фиг. 8 показано фрагментарное боковое сечение частично разобранной втулки по настоящему изобретению в сжатой конфигурации вместе с соответствующими крепежными деталями и объектом, на который компонент может быть смонтирован с использованием втулки по настоящему изобретению.
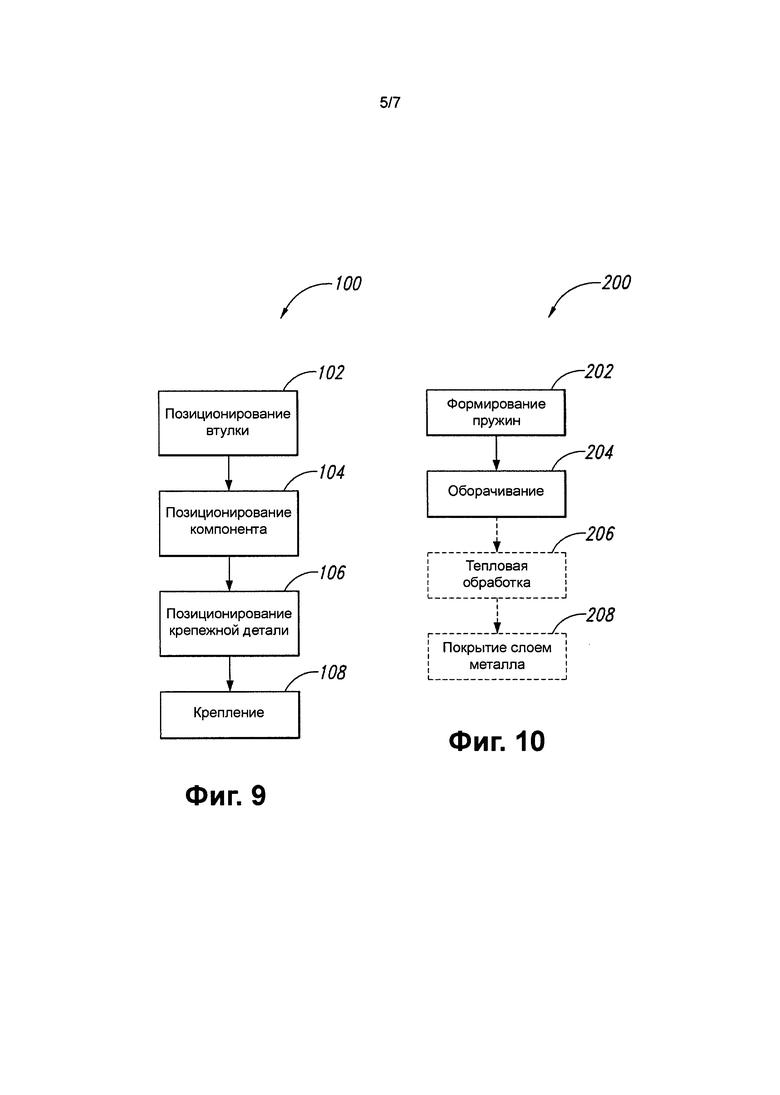
На фиг. 9 показана схема последовательности операций, схематично представляющая иллюстративные неограничительные примеры использования втулки по настоящему изобретению.
На фиг. 10 показана схема последовательности операций, схематично представляющая иллюстративные неограничительные примеры изготовления втулки по настоящему изобретению.
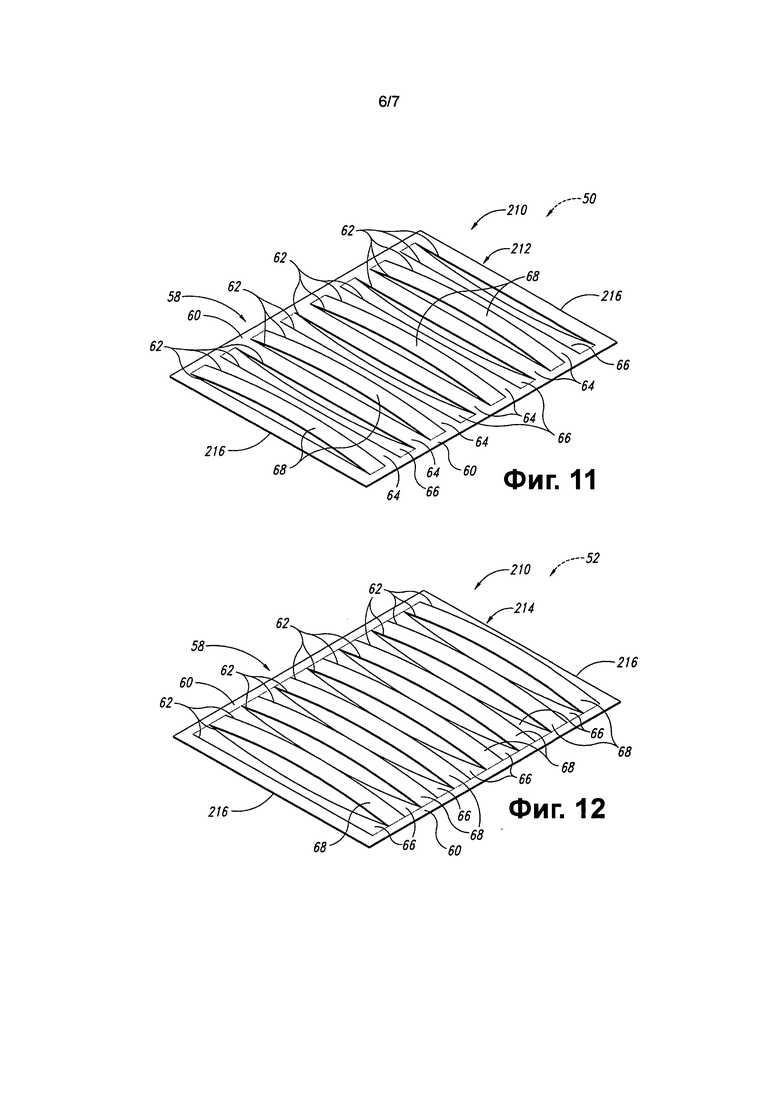
На фиг. 11 показан вид в изометрии разрезанной металлической заготовки, которая может быть использована для формирования иллюстративного неограничительного примера втулки по настоящему изобретению.
На фиг. 12 показан вид в изометрии разрезанной металлической заготовки, которая может быть использована для формирования иллюстративного неограничительного примера втулки по настоящему изобретению.
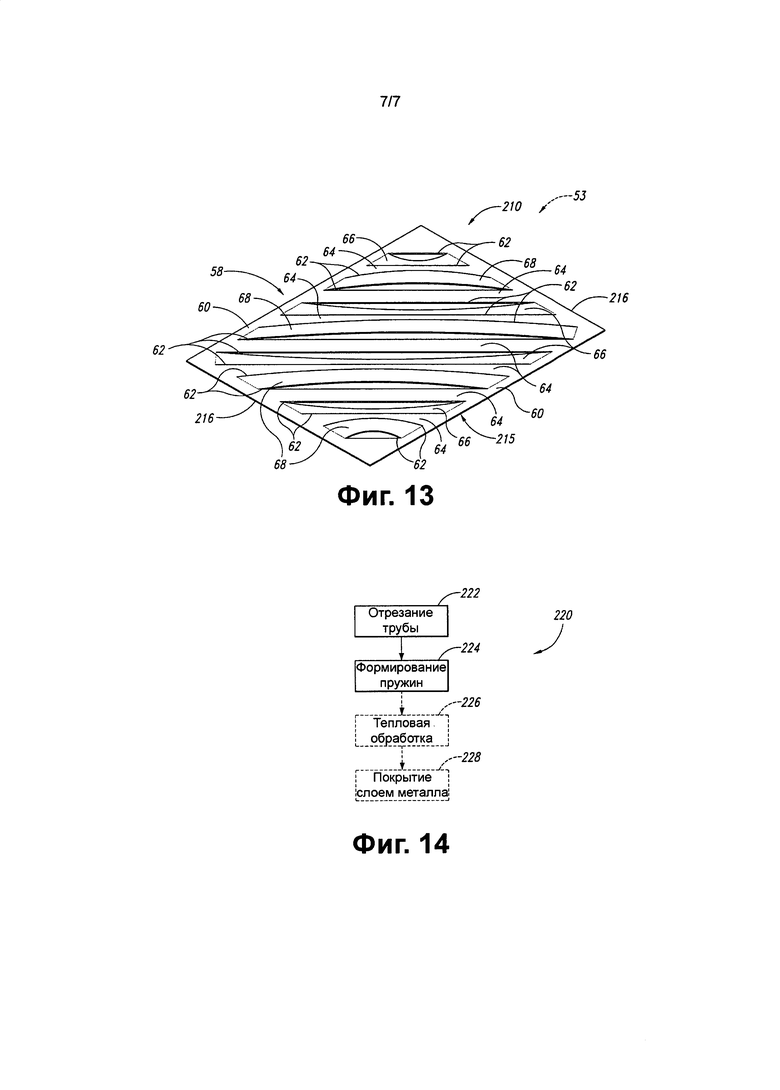
На фиг. 13 показан вид в изометрии разрезанной металлической заготовки, которая может быть использована для формирования иллюстративного неограничительного примера втулки по настоящему изобретению.
На фиг. 14 показана схема последовательности операций, схематично представляющая иллюстративные неограничительные примеры изготовления втулки по настоящему изобретению.
Подробное описание
В настоящем документе описываются втулки, устройства, которые содержат втулки, и соответствующие способы. Втулки по настоящему изобретению предназначены для использования при креплении компонента к объекту, например использование крепежной детали для эффективного крепления компонента к объекту. Примеры компонентов, объектов и соответствующих устройств, описанные в настоящем документе, в основном относятся к летательному аппарату; однако втулки и соответствующие способы по настоящему изобретению могут относиться к любым подходящим устройствам, и настоящее изобретение не ограничивается аэрокосмическими применениями.
На фиг. 1 схематично показан типовой компонент 10, смонтированный на типовом объекте 12 с помощью крепежных деталей 14 и втулки 16 по настоящему изобретению. В схематичном представлении по фиг. 1 компонент 10 содержит монтажную структуру 18, которая находится в зацеплении со стенкой 20 объекта 12 и которая обеспечивает структуру для крепежных деталей 14 для эффективного крепления компонента 10, включая его крепежную структуру 18, к стенке 20 объекта 12. Как схематично показано на фиг. 1, крепежные детали 14 продолжаются сквозь стенку 20, и втулки 16 обеспечивают границу раздела между крепежными деталями 14 и стенкой 20 объекта 12. Как схематично и необязательно показано пунктирными линиями на фиг. 1, втулка 16 в дополнительном или альтернативном варианте может быть использована для обеспечения границы раздела между самим компонентом 10 и стенкой 20 объекта 12. Сборка компонента 10 и объекта 12, включая крепежные детали 14 и втулки 16, может содержать устройство 22 или по меньшей мере участок устройства 22, как в основном указано на фиг. 1. На фиг. 1 схематично по сути и исключительно для схематичной и графической иллюстрации показаны относительные взаимосвязи между компонентом 10, объектом 12, крепежными деталями 14 и втулками 16 по настоящему изобретению, и он не ограничивает настоящее изобретение конкретным применением втулок 16 по настоящему изобретению.
Втулки 16 сконструированы для обеспечения необходимой границы раздела между компонентом 10 и/или крепежными деталями 14, связанными с компонентом 10, крепежной структурой 18 и стенкой 20 объекта 12. Необходимая граница раздела может быть установлена на основе любого подходящего критерия. В качестве иллюстративного неограничительного примера, втулки 16 можно применить для надежного электрического заземления компонента 10 с объектом 12 или, другими словами, для обеспечения втулкой 16 пути прохождения электрического тока между компонентом 10 и объектом 12. Такая конструкция может быть предпочтительна по нескольким причинам. В качестве иллюстративного неограничительного примера компонент 10 может быть сконструирован для переноса электрического заряда и может быть необходим для предотвращения искрения на границе раздела компонента 10 и объекта 12 или между соответствующими крепежными деталями 14 и объектом 12. В таком варианте втулки 16 могут быть использованы, чтобы граница раздела между компонентом 10 и крепежной структурой 18 и/или соответствующими крепежными деталями 14 и объектом 12 была уплотнена или не содержала пустот, чтобы повысить проводимость и снизить сопротивление границы раздела и тем самым снизить вероятность искрения на границе раздела. Другие применения также покрываются объемом настоящего изобретения.
На фиг. 2 показан иллюстративный неограничительный пример устройства 22 в виде летательного аппарата 24. Пример летательного аппарата 24 представлен в виде летательного аппарата с фиксированным крылом; однако другие типы и конструкции летательного аппарата также охватываются объемом настоящего изобретения, включая (но, не ограничиваясь этим) вертолеты и управляемые ракеты. Дополнительные неограничительные примеры устройств, в которых могут использовать или содержать втулки 16, включают (но, не ограничиваются этим) космические летательные аппараты, наземные средства передвижения, морские суда, ветряные двигатели, мачты, наружные антенны, любые аппараты 22, требующие молниезащиты, любые аппараты 22 с компонентом 10 или крепежной деталью 14, которая проникает в стенку 20 объекта 12 и т.д.
Летательный аппарат 24 обычно содержит гидравлические системы 26, например, для управления различными компонентами летательного аппарата 24, включая (но, не ограничиваясь этим) клапаны 28 и другие подвижные участки крыльев 30. Кроме того, летательный аппарат 24 обычно содержит один или более топливных баков 32 внутри крыльев 30 летательного аппарата 24. Соответственно, при попытке эффективно проложить различные гидравлические линии 34, связанные с гидравлическими системами 26 в пределах ограниченного внутреннего пространства крыльев 30, гидравлические линии 34 могут проникать и проходить сквозь топливные баки 32. Поскольку гидравлические линии 34 обычно сконструированы из металлических материалов и, следовательно, способны проводить электрические заряды, может быть важно предотвратить искрение на границе раздела между гидравлическими линиями 34 и топливными баками 32. Кроме того, поскольку планер 36 современного летательного аппарата 24, включая его топливные баки 32, может быть сконструирован из армированных волокном композитных материалов, заземление гидравлических линий 34 на топливные баки 32 может потребовать очень плотных соединений для предотвращения искрения. Соответственно, гидравлические линии 34 являются примерами компонента 10, и топливные баки 32 являются примерами объекта 12.
На фиг. 3 показаны иллюстративный неограничительный пример компонента 10 в виде изолятора 40 перегородки гидравлической линии 34 для крепления к топливному баку 32 летательного аппарата 24 вместе с соответствующими крепежными деталями 14 и схематическое представление втулок 16. Изолятор 40 перегородки дополнительно или альтернативно может быть описан или быть примером крепежной структуры 18 гидравлической линии 34. В аэрокосмической отрасли термин "перегородка" обычно используется для упоминания стенок, которые отделяют "зоны жидкости" от "сухих зон", например, стенки топливного бака 32, но настоящее изобретение не ограничивается использованием втулок 16 с изоляторами 40 перегородок, связанных с креплением гидравлической линии 34 к топливному баку 32. В показанном примере крепежные детали 14 включают штифты 42, которые составляют единое целое с основной частью крепежной структуры 18, шайбы 44 и гайки 46; однако другие конструкции крепежных деталей 14 покрываются объемом настоящего изобретения, включая использование болтов, которые проходят сквозь крепежную структуру 18, использование нерезьбовых крепежных деталей и т.д.
Другие варианты применения в области летательных аппаратов, в аэрокосмической отрасли, а также варианты применения вне аэрокосмической отрасли также находятся в пределах объема настоящего изобретения, включая варианты применения, в которых объект 12 сконструирован не из армированного волокном композитного материала, вариантов применения, в которых компонент 10 или соответствующая крепежная структура 18 сконструированы не из металлического материала и/или вариантов применения, которые не относятся к предотвращению искрения на границе раздела между компонентом 10 и объектом 12.
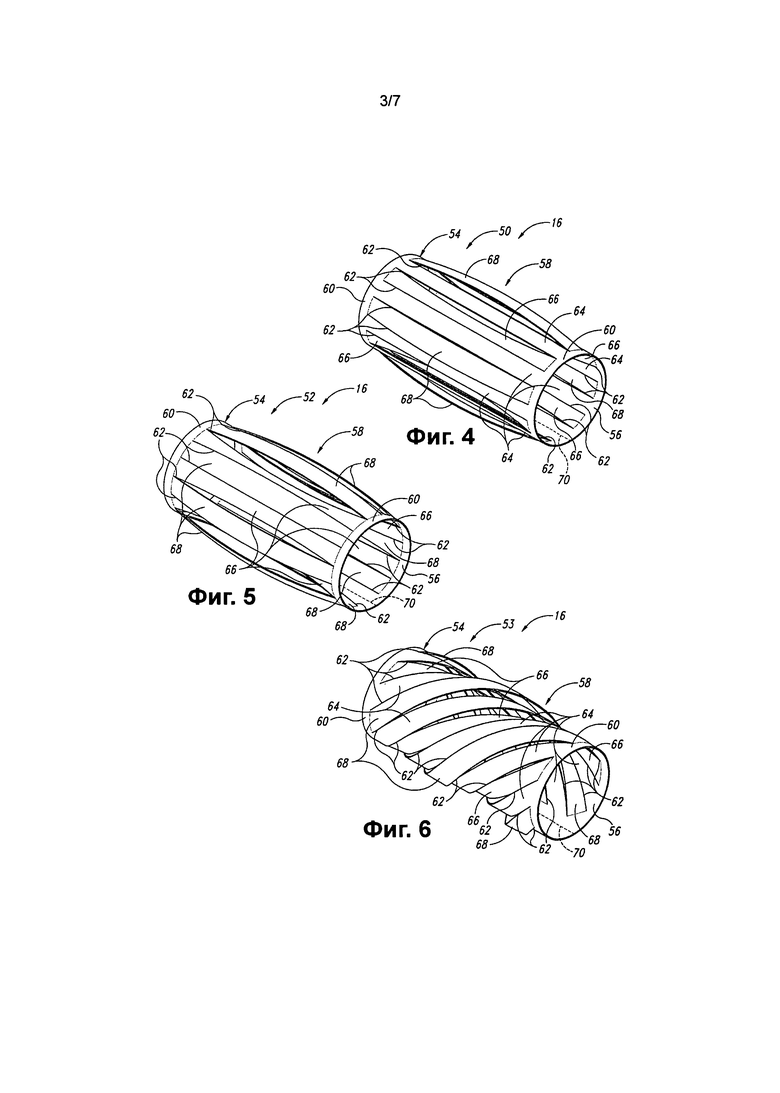
На фиг. 4-6 показаны иллюстративные неограничительные примеры втулок 16. Примеры по фиг. 4-6 не являются исключительными и не ограничивают настоящее изобретение показанными вариантами осуществления. Иначе говоря, втулки 16 не ограничиваются конкретными вариантами осуществления, показанными на фиг. 4-6, и втулки 16 могут включать любое число различных аспектов, конструкций, характеристик, свойств и т.д. втулок 16, которые показаны и описаны в настоящем документе, а также их варианты, без требования исключительности всех таких аспектов, конструкций, характеристик, свойств и т.д. Для ясности, пример втулки 16 по фиг. 4 указан как втулка 50, пример втулки 16 по фиг. 5 указан как втулка 52 и пример втулки по фиг. 6 указан как втулка 53.
Как показано на фиг. 4-6, втулки 16, включая втулку 50, втулку 52 и втулку 53, содержат трубчатый корпус 54, которая образует сквозной канал 56 и которая содержит несколько упругих элементов 58, которые расположены по периферии вокруг трубчатого корпуса 54 и которые продолжаются продольно вдоль трубчатой корпуса 54 между противоположными торцевыми областями 60 трубчатого корпуса. Упругие элементы 58 втулки 50 и втулки 52 продолжаются параллельно продольной оси соответствующей втулки, в то время как упругие элементы 58 втулки 53 продолжаются поперек или под углом к продольной оси втулки. В дополнительном или альтернативном варианте упругие элементы 58 втулки 53 могут быть описаны, как винтовые или как навинченные вокруг втулки 53. Сквозной канал 56 обладает размером, обеспечивающим прием соответствующей крепежной детали 14 для крепления компонента 10 на объект 12.
В некоторых вариантах осуществления каждая торцевая область 60 может продолжаться менее чем на 30%, 20%, 10% или 5% общей длины втулки 16. В дополнительном или альтернативном варианте упругие элементы 58 могут продолжаться по меньшей мере на 70%, 80%, 90% или 95% всей длины втулки 16. Другая относительная длина торцевых областей 60 и упругих элементов 58 также находятся в пределах объема настоящего изобретения.
В некоторых вариантах осуществления упругие элементы 58 могут быть образованы полосками материала, которые примыкают к торцевым областям 60 и не примыкают по периферии к соседним участкам трубчатого корпуса 54. В дополнительном или альтернативном варианте трубчатый корпус 54 может быть описан, как образующий несколько щелей 62, которые расположены по периферии вокруг трубчатого корпуса и с соседними парами расположенных щелей 62, образующих упругие элементы 58. В некоторых вариантах осуществления упругие элементы 58 в дополнительном или альтернативном варианте могут быть описаны, как листовые упругие элементы 58.
В некоторых вариантах осуществления втулок 16 упругие элементы 58 могут быть расположены с промежутком друг от друга по периферии вокруг трубчатого корпуса 54. Втулка 50 по фиг. 4 является примером такой втулки 16, и, как показано на фиг. 4, соседние пары упругих элементов 58 разделены полосками материала 64, которые простираются между торцевыми областями 60 трубчатого корпуса 54. Втулка 53 по фиг. 6 также является примером такой втулки 16 с полосками материала 64, разделяющими соседние пары упругих элементов 58. Однако втулка 52 по фиг. 5 является примером втулки 16, в которой соседние пары упругих элементов 58 не разделены полосками материала 64. Другие конструкции также покрываются объемом настоящего изобретения, включая втулки 16 с витыми упругими элементами 58, как у втулки 53, но с соседними парами упругих элементов 58 разделенными полосками материала 64, как у втулки 50.
В некоторых вариантах осуществления втулок 16 несколько упругих элементов 58 могут содержать несколько простирающихся радиально внутрь упругих элементов 66. В дополнительных или альтернативных вариантах осуществления втулок 16 несколько упругих элементов 58 могут содержать несколько простирающихся радиально наружу упругих элементов 68. В примере по фиг. 4-6 втулка 50, втулка 52 и втулка 53 содержат простирающиеся радиально внутрь упругие элементы 66 и простирающиеся радиально наружу упругие элементы 68. Кроме того, в примерах втулок 50, 52 и 53 простирающиеся радиально внутрь упругие элементы 66 и простирающиеся радиально наружу упругие элементы 68 чередуются по периферии вокруг трубчатого корпуса 54 втулки 16. Однако такие конструкции не требуются для всех вариантов осуществления втулок 16 по настоящему изобретению, и объем настоящего изобретения подразумевает, что втулка 16 может содержать только простирающиеся радиально внутрь упругие элементы 66 или только простирающиеся радиально наружу упругие элементы 68. Кроме того, втулка 16 может содержать и простирающиеся радиально внутрь упругие элементы 66, и простирающиеся радиально наружу упругие элементы 68, которые не чередуются по периферии вокруг трубчатого корпуса 54.
В дополнительном или альтернативном варианте простирающиеся радиально внутрь упругие элементы 66 могут быть описаны, как изогнутые радиально вовнутрь. В дополнительном или альтернативном варианте простирающиеся радиально внутрь упругие элементы 66 могут быть описаны, как вогнутые по отношению к наружной стороне втулки 16. В дополнительном или альтернативном варианте простирающиеся радиально наружу упругие элементы 68 могут быть описаны, как изогнутые радиально наружу. В дополнительном или альтернативном варианте простирающиеся радиально наружу упругие элементы 68 могут быть описаны, как выпуклые по отношению к наружной стороне втулки 16.
Втулки 16 могут быть сконструированы любым подходящим способом из любого подходящего материала, с использованием любой подходящей операции, например, в зависимости от применения, в котором должна быть использована втулка 16. В некоторых вариантах осуществления трубчатый корпус 54 может быть сконструирован из одиночного монолитного куска материала. Втулки 50, 52 и 53 являются примерами такой втулки 16. В некоторых таких вариантах осуществления трубчатый корпус 54 может образовывать продольный шов 70, такой как схематично и необязательно показанный штриховыми линиями на фиг. 4-5 в отношении втулки 50 и втулки 52. Когда шов 70 присутствует, он может быть результатом способа формирования, примеры которых указаны в настоящем документе. В некоторых вариантах осуществления края шва 70 могут быть не соединены вместе. В других вариантах осуществления края шва 70 могут быть соединены вместе, например, посредством пайки и/или обжатия. В некоторых вариантах осуществления трубчатый корпус 54 может быть сконструирован из отрезанной трубы, включая бесшовный отрезок трубы.
Иллюстративные неограничительные примеры подходящих материалов, из которых могут быть сконструированы втулки 16, включают токопроводящие материалы, такие как материалы, обладающие проводимостью по меньшей мере 1×106 сименс на метр, примеры которых включают (но не ограничиваются этим) сплавы латуни и сплавы меди, такие как бериллиево-медный сплав. В дополнительном или альтернативном варианте трубчатый корпус 54 втулки 16 может быть покрыт слоем металла, такого как золочение, никелирование и/или оцинковка. Другие материалы также охватываются объемом настоящего изобретения.
На фиг. 7-8 несколько схематично представлены иллюстративные неограничительные примеры втулок 16 с компонентом 10, объектом 12 и соответствующими крепежными деталями 14. Втулка 16 и объект 12 схематично показаны в сечении, и компонент 10 и соответствующие крепежные детали 14 не показаны в сечении. В показанном примере крепежные детали 14 включают шайбу 44, гайку 46 и резьбовой стержень 48. Резьбовой стержень 48 может представлять собой штифт 42, или он может быть отдельным болтом, и, как упомянуто, другие конструкции крепежных деталей 14 покрываются объемом настоящего изобретения. На фиг. 7 схематично показана втулка 16 в несжатом состоянии, и на фиг. 8 схематично показана втулка 16 в сжатом состоянии.
Как показано на фиг. 7-8, втулки 16 обладают размером (и предназначены для этого), чтобы вставлять их в установочное отверстие 80, которое простирается через стенку 20 объекта 12 и образовано ею. Обычно трубчатый корпус 54 втулки 16 обладает наружным диаметром (или диаметрами), который по меньшей мере приблизительно равен диаметру установочного отверстия 80, в которое должна быть вставлена втулка 16. Поскольку втулка 16 может содержать простирающиеся радиально наружу упругие элементы 68, трубчатый корпус 54 необязательно обладает постоянным наружным диаметром. В некоторых вариантах осуществления наружный диаметр, в основном определяемый торцевыми областями 60, может быть равен или по меньшей мере приблизительно равен диаметру установочного отверстия 80, в которое должна быть вставлена втулка 16.
Втулки 16 сконструированы для продольного сжатия крепежными деталями 14, например, между шайбой 44 и компонентом 10. Соответственно, трубчатый корпус 54 втулки может быть описана, как обладающая продольной длиной в несжатом состоянии, которая больше чем длина или глубина установочного отверстия 80, в которое должна быть вставлена втулка 16, и продольной длиной в сжатом состоянии, которая равна или по меньшей мере приблизительно равна длине или глубине установочного отверстия 80, в которое должна быть вставлена втулка 16. Продольная сила сжатия, приложенная к трубчатому корпусу 54 при монтаже, может быть описана как монтажное усилие. Трубчатый корпус 54 может быть сконструирован для сжатия в разной степени в зависимости от применения втулки 16 и таких факторов, как конструкция втулки 16. В качестве иллюстративного неограничительного примера продольная длина трубчатого корпуса 54 в сжатом состоянии может составлять в диапазоне 0,1-10% продольной длины трубчатого корпуса 54 в несжатом состоянии.
Втулки 16 могут обладать размером для любого подходящего варианта применения. В качестве иллюстративных неограничительных примеров торцевые области 60 трубчатого корпуса 54 могут обладать наружными диаметрами в диапазоне 3-100, 3-50, 3-30, 3-15, 3-10 или 3-5 мм; однако другие размеры вне указанных диапазонов также покрываются объемом настоящего изобретения. Соответственно, втулки 16 могут быть сконструированы и предназначены для использования и вставлены в установочные отверстия 80 с аналогичными диаметрами. В дополнительном или альтернативном варианте трубчатый корпус 54 может обладать длиной в сжатом состоянии в диапазоне 3-100, 3-50, 3-30, 3-15, 3-10 или 3-5 мм, например, для совпадения с установочным отверстием 80 с аналогичной длиной или глубиной. Другие размеры вне указанных диапазонов также охватываются объемом настоящего изобретения. Иллюстративные неограничительные примеры подходящей толщины стенки трубчатого корпуса включают толщину в диапазоне 0,1-3 мм; однако другая толщина вне этого диапазона также охватывается объемом настоящего изобретения.
Когда упругие элементы 48 функционально установлены и сжаты в установочном отверстии 80, таком как схематично представленное на фиг. 8, они могут давать вклад в радиальное давление на крепежную деталь 14, такую как резьбовой стержень 48 по фиг. 7-8, и/или на стенку 20 объекта 12. Например, простирающиеся радиально внутрь упругие элементы 66, когда они содержатся во втулке 16, дают вклад в давление, направленное радиально вовнутрь, на крепежную деталь 14, которая простирается через сквозной канал 56 трубчатого корпуса 54. Простирающиеся радиально наружу упругие элементы 68, когда они содержатся во втулке 16, дают вклад в давление, направленное радиально наружу, на крепежную деталь 14, которая простирается через сквозной канал 56 трубчатого корпуса 54. В некоторых вариантах осуществления при монтаже граница раздела между трубчатым корпусом 54 и стенкой 20 объекта и граница раздела между трубчатым корпусом 54 и крепежной деталью 14, которая простирается через сквозной канал трубчатого корпуса 54, может быть предусмотрена для предотвращения искрения между крепежной деталью 14 и объектом 12. В дополнительном или альтернативном варианте при монтаже граница раздела между трубчатым корпусом 54 и стенкой 20 объекта и граница раздела между трубчатым корпусом 54 и крепежной деталью 14, которая простирается через сквозной канал трубчатого корпуса 54, в основном может не иметь пустот или по меньшей мере по существу не иметь пустот.
В некоторых вариантах осуществления втулок 16, хотя это необязательно, одна или обе торцевые области 60 могут быть выровнены на оконечной границе, как необязательно показано штриховой линией на фиг. 7 выноской 72. Такая конструкция может быть предпочтительна при некоторых вариантах применениях, например, когда крепежная деталь 14 в виде болта имеет радиус или закругленный внутренний угол на границе раздела между стержнем болта и головкой болта.
На фиг. 9 представлена схема последовательности операций иллюстративных неограничительных примеров способов 100 использования втулки 16 по настоящему изобретению. Способы и этапы по фиг. 9 не подразумевают ограничения, и другие способы и этапы покрываются объемом настоящего изобретения, включая способы с большим или меньшим числом показанных этапов, как видно из описания, приведенного в настоящем документе.
Как схематично показано на фиг. 9, способы 100 включают позиционирование втулки 16 в установочном отверстии 80 объекта 12, к которому должен быть прикреплен компонент 10, как схематично указано выноской 102, позиционирование компонента 10 относительно объекта 12, на котором должен быть смонтирован компонент 10, как схематично указано выноской 104, позиционирование крепежной детали 14 через установочное отверстие 80 и сквозной канал 56 втулки 16, как схематично указано выноской 106, и прикрепление компонента 10 к объекту 12, как схематично указано выноской 108. Может быть принят любой подходящий порядок этих этапов, и способы 100 не ограничиваются выполнением этапов в показанном порядке по фиг. 9. Например, при некоторых вариантах применения может быть необходимо или допустимо позиционировать втулку 16 на крепежной детали 14, а затем позиционировать как втулку 16, так и крепежную деталь 14 относительно объекта 12. В дополнительном или альтернативном варианте в областях применения, в которых крепежная деталь 14 составляет единое целое с компонентом 10, например, в виде штифта 42, как в примере по фиг. 3, позиционирование 104 компонента и позиционирование 106 крепежной детали может быть выполнено одновременно.
При некоторых способах 100 крепление 108 включает продольное сжатие втулки 16. При некоторых способах 100 до крепления 108 втулка 16 обладает длиной, которая больше, чем длина установочного отверстия 80, а после крепления 108 длина втулки 16 равна или приблизительно равна длине установочного отверстия 80.
При некоторых способах 100, например, в зависимости от конструкции втулки 16 и/или от границы раздела между втулкой 16 и установочным отверстием 80, крепление 108 может включать приложение направленного радиально наружу давления за счет простирающихся радиально наружу упругих элементов 68 на стенку 20 объекта 12. При некоторых способах 100 крепление 108 может включать приложение направленного радиально внутрь давления за счет простирающихся радиально внутрь упругих элементов 66 на крепежную деталь 14, которая простирается через сквозной канал 56 трубчатого корпуса 54. При некоторых способах 100 крепление 108 может включать функциональное сцепление стенки 20 объекта 12 и крепежной детали 14, которая простирается через сквозной канал 56 трубчатого корпуса 54 втулки 16.
При некоторых способах 100 после крепления 108 крепежная деталь 14 может быть заземлена электрически на объект 12 посредством втулки 16. При некоторых способах 100 после крепления 108 компонент 10 заземляется электрически на объект 12 посредством крепежной детали 14 и втулки 16.
При некоторых способах 100 после крепления 108 граница раздела между втулкой 16 и крепежной деталью 14 и граница раздела между втулкой 16 и объектом 10 предназначены для предотвращения искрения между крепежной деталью 14, втулкой 16 и объектом 10, когда крепежная деталь 14 несет электрический заряд.
Как указано, втулки 16 могут быть использованы в различных вариантах применения. В качестве иллюстративного неограничительного примера в способах 100 объект 10 может содержать бак для удержания жидкости, такой как топливный бак, включая топливный бак 32 летательного аппарата 24. При некоторых способах 100 объект 12 может быть сконструирован из усиленного волокном композитного материала. При некоторых способах 100 компонент 10 может быть сконструирован для переноса электрического заряда, и втулка 16 может быть сконструирована для заземления компонента 10 на объект 12. При некоторых способах 100 компонент 10 может включать изолятор 40 перегородки для гидравлической линии 34.
На фиг. 10 представлена схема последовательности операций иллюстративных неограничительных примеров способов 200 изготовления втулки 16 по настоящему изобретению. Способы и этапы по фиг. 10 не подразумевают ограничения, и другие способы и этапы покрываются объемом настоящего изобретения, включая способы с большим или меньшим числом этапов, чем показано, что очевидно по описанию в настоящем документе.
Как схематично показано на фиг. 10, способы 200 включают формирование нескольких упругих элементов 58 в заготовке 210 материала, как схематично указано выноской 202, и, после формирования 202, сворачивание заготовки для формирования трубчатого корпуса 54, как схематично указано выноской 204. Как схематично и необязательно показано в штриховом прямоугольнике на фиг. 10, после сворачивания 204 некоторые способы 200 дополнительно могут включать тепловую обработку трубчатого корпуса 54, как схематично указано выноской 206, и покрытие слоем металла трубчатого корпуса 54, как схематично указано выноской 208.
На фиг. 11-13 показаны примеры заготовок 210, которые содержат сформированные в них упругие элементы 58. В частности, на фиг. 11 показана заготовка 212, которая соответствует втулке 50 по настоящему изобретению, на фиг. 12 показана заготовка 214, которая соответствует втулке 52 по настоящему изобретению, и на фиг. 13 показана заготовка 215, которая соответствует втулке 53 по настоящему изобретению.
При некоторых способах 200 формирование 202 может включать прорезание нескольких расположенных с промежутком щелей 62 в заготовке 210. При некоторых таких способах 200 формирование 202 также может включать деформацию полосок материала между соседними парами среди нескольких расположенных с промежутком щелей 62 в радиальном направлении, чтобы сформировать несколько упругих элементов 58. При некоторых таких способах 200 деформация дополнительно включает изгибание первого вспомогательного набора полосок в первом направлении от плоскости, образованной заготовкой 210 (например, чтобы образовались простирающиеся радиально внутрь упругие элементы 66), и изгибание второго вспомогательного набора полосок во втором направлении от плоскости, образованной заготовкой 210 (например, чтобы образовались простирающиеся радиально наружу упругие элементы 68), причем второе направление противоположно первому направлению. При некоторых таких способах после деформации первую подгруппу полосок и вторую подгруппу полосок чередуются в боковом направлении поперек заготовки 210.
При некоторых способах 200 после формирования 202 упругие элементы 58 расположены с промежутком друг от друга в боковом направлении поперек заготовки 210, чтобы это соответствовало втулке 50 или втулке 53 по настоящему изобретению.
При некоторых способах 200 формирование 202 может включать вырубную штамповку заготовки 210. При некоторых способах 200 заготовка 210 может представлять собой прямоугольный плоский участок листового металла.
При некоторых способах 200 сворачивание 204 может включать сворачивание заготовки вокруг оправки или другой формы, чтобы сформировать трубчатый корпус 54. При некоторых способах 200 при оборачивании 204 образуется шов 70 между противоположными краями 216 заготовки 210. При некоторых таких способах 200 после оборачивания 204 края 216 могут быть соединены по шву 70, например, необязательно путем пайки и/или обжатия краев 216 вместе.
На фиг. 14 представлена схема последовательности операций иллюстративных неограничительных примеров способов 220 изготовления втулок 16 по настоящему изобретению. Способы и этапы по фиг. 14 не подразумевают ограничения, и другие способы и этапы покрываются объемом настоящего изобретения, включая способы с большим или меньшим числом показанных этапов, что очевидно по описанию в настоящем документе.
Как схематично показано на фиг. 14, способы 220 включают отрезание куска трубы, как схематично указано выноской 222, и последующее разрезание 222, формирование нескольких упругих элементов 58 в отрезанном куске трубы, как схематично указано выноской 224. Как схематично и необязательно показано штриховым прямоугольником на фиг. 14, после формирования 224 некоторые способы 220 дополнительно могут включать тепловую обработку трубчатого корпуса 54, как схематично указано выноской 226, и покрытие слоем металла трубчатого корпуса 54, как схематично указано выноской 228.
При некоторых способах 220 формирование 222 может включать прорезание нескольких расположенных с промежутком щелей 62 в отрезанном куске трубы. При некоторых таких способах 220 формирование 222 также может включать деформацию полосок материала между соседними парами среди нескольких расположенных с промежутком щелей 62 в радиальном направлении, чтобы сформировать несколько упругих элементов 58. При некоторых таких способах 220 деформация дополнительно включает изгибание первого вспомогательного набора полосок в первом радиальном направлении (например, для образования простирающихся радиально внутрь упругих элементов 66) и изгибание второго вспомогательного набора полосок во втором и противоположном радиальном направлении (например, для образования простирающихся радиально наружу упругих элементов 68). При некоторых таких способах 220 после деформации первую подгруппу полосок и вторую подгруппу полосок чередуются по периферии вокруг трубчатого корпуса 54.
При некоторых способах 220 формирование 222 может включать позиционирование отрезанного куска трубы поверх цилиндрической оправки, в которой сформированы прорези с острыми краями, и которые продолжаются продольно вдоль цилиндрической оправки. Затем штанцевые ножи (например, по форме аналогичные шпонкам Вудруфа) могут воздействовать с силой радиально внутрь вдоль прорезей с острыми краями, тем самым вырезая и пластически деформируя простирающиеся радиально внутрь упругие элементы 66 в отрезанном куске трубы. В дополнительном или альтернативном варианте формирование 222 может включать позиционирование отрезанного куска трубы внутри полой оправки, которая имеет прорези с острыми краями, сформированные и простирающиеся вдоль полой оправки. Затем штанцевые ножи (например, по форме аналогичные шпонкам Вудруфа) могут воздействовать с силой радиально наружу вдоль прорезей с острыми краями, тем самым, разрезая и пластически деформируя простирающиеся радиально наружу упругие элементы 68 в отрезанном куске трубы.
Иллюстративные неограничительные примеры настоящего изобретения описаны в следующих пронумерованных пунктах:
А. Втулка, содержащая трубчатый корпус, которая образует сквозной канал приема крепежного элемента для монтажа на объекте, причем трубчатый корпус включает торцевые области и множество упругих элементов, расположенных по периферии вокруг трубчатого корпуса и простирающихся продольно вдоль трубчатого корпуса между торцевыми областями.
А1. Втулка по п. А, в которой торцевые области расходятся радиально наружу.
А2. Втулка по любому из пп. А-А1, в которой упругие элементы расположены с промежутком друг от друга по периферии вокруг трубчатого корпуса.
A3. Втулка по любому из пп. А-А2, в которой упругие элементы простираются параллельно продольной оси трубчатого корпуса.
А4. Втулка по любому из пп. А-А2, в которой упругие элементы простираются под углом относительно продольной оси трубчатого корпуса.
А5. Втулка по любому из пп. А-А4, в которой множество упругих элементов включает несколько простирающихся радиально внутрь упругих элементов.
А5.1 Втулка по п. А5, в которой простирающиеся радиально внутрь упругие элементы изогнуты радиально внутрь.
А5.2 Втулка по любому из пп. А5-А5.1, в которой простирающиеся радиально внутрь упругие элементы являются вогнутыми по отношению к наружной стороне втулки.
А6. Втулка по любому из пп. А-А5.2, в которой несколько упругих элементов включают несколько простирающихся радиально наружу упругих элементов.
А6.1 Втулка по п. А6, в которой простирающиеся радиально наружу упругие элементы изогнуты радиально наружу.
А6.2 Втулка по любому из пп. А6-А6.1, в которой простирающиеся радиально наружу упругие элементы являются выгнутыми по отношению к наружной стороне втулки.
А7. Втулка по любому из пп. А-А6.2, в которой множество упругих элементов включают подгруппу простирающихся радиально внутрь упругих элементов и подгруппу простирающихся радиально наружу упругих элементов.
А7.1 Втулка по п. А7, в которой простирающиеся радиально внутрь упругие элементы и простирающиеся радиально наружу упругие элементы чередуются по периферии вокруг трубчатого корпуса.
А8. Втулка по любому из пп. А-А7.1, в которой трубчатая основная часть образует несколько щелей, расположенных с промежутком по периферии вокруг трубчатого корпуса, и в которой соседние пары щелей образуют множество упругих элементов.
А9. Втулка по любому из пп. А-А8, в которой упругие элементы представляют собой листовые пружины.
А10. Втулка по любому из пп. А-А9, в которой трубчатый корпус конструируют из одного монолитного куска материала.
А11. Втулка по любому из пп. А-А10, в трубчатом корпусе которой образован продольный шов.
А11.1 Втулка по п. А11, в которой края шва не соединены вместе.
А11.2 Втулка по п. А11, в которой края шва соединены вместе, необязательно покрыты слоем металла и необязательно обжаты вместе.
А12. Втулка по любому из пп. А-А11.2, в которой каждую торцевую область продлевают не менее, чем на 30%, 20%, 10% или 5% общей длины втулки.
А13. Втулка по любому из пп. А-А12, в которой упругие элементы образованы полосками, которые примыкают к торцевым областям и не примыкают по периферии к соседним участкам трубчатого корпуса.
А14. Втулка по любому из пп. А-А13, в которой трубчатый корпус конструируют из сплава латуни или сплава меди, необязательно из бериллиево-медного сплава.
А15. Втулка по любому из пп. А-А14, в которой трубчатый корпус покрыт слоем металла, необязательно позолочена, необязательно никелирована и необязательно оцинкована.
А16. Втулка по любому из пп. А-А15, в которой трубчатый корпус конструируют из токопроводящего материала и необязательно из материала, который обладает проводимостью по меньшей мере 1×106 сименс на метр.
А17. Втулка по любому из пп. А-А16, в которой нет приложения продольной силы сжатия к втулке, она обладает некоторой длиной в несжатом состоянии; и в которой при приложении продольной силы сжатия к втулке ее длина в сжатом состоянии меньше длины в несжатом состоянии.
А17.1. Втулка по п. А17, в которой продольная сила сжатия является монтажным усилием, связанным с креплением компонента на объекте.
А18. Втулка по любому из пп. А-А17.1 в комбинации с компонентом, объектом и крепежной деталью для крепления компонента на объекте, причем:
втулка позиционирована в установочном отверстии, образованном в объекте;
крепежная деталь пропущена через сквозной канал трубчатого корпуса; компонент функционально прикреплен к объекту; и втулка сжата продольно крепежной деталью.
А18.1. Комбинация по п. А18, в которой объект включает бак для удержания жидкости, необязательно топливный бак и необязательно топливный бак летательного аппарата.
А18.2. Комбинация по любому из пп. А18-А18.1, в которой объект конструируют из армированного волокном композитного материала.
А18.3. Комбинация по любому из пп. А18-А18.2, в которой компонент конструируют для переноса электрического заряда и в которой втулкой обеспечивают путь для прохождения электрического тока между компонентом и объектом.
А18.4. Комбинация по любому из пп. А18-А18.3, в которой компонент включает гидравлическую линию и необязательно изолятор перегородки гидравлической линии.
А18.5. Летательный аппарат, включающий комбинацию по любому из пп. А18-А18.4.
В. Способ, включающий:
позиционирование втулки по любому из пп. А-А17.1 в установочное отверстие объекта, на котором должен быть смонтирован компонент;
позиционирование компонента относительно объекта, на котором должен быть смонтирован компонент;
позиционирование крепежной детали в сквозном отверстии и втулке со сквозным каналом; и
крепление компонента на объекте.
В1. Способ по п. В, причем крепление включает продольное сжатие втулки.
В1.1 Способ по п. В2, в котором до крепления втулка обладает длиной, которая больше длины установочного отверстия.
В1.1.1 Способ по п. В1.1, в котором после крепления длина втулки равна или приблизительно равна длине установочного отверстия.
B2. Способ по любому из пп. В-В1.1.1, в котором крепление включает простирающуюся радиально наружу подгруппу множества упругих элементов с функциональным сцеплением (необязательно токопроводящим) с установочным отверстием объекта.
B3. Способ по любому из пп. В-В2, причем крепление включает радиально расширенную вовнутрь подгруппу нескольких упругих элементов в функциональном (необязательно токопроводящем) сцеплении с крепежной деталью.
B4. Способ по любому из пп. В-В3, в котором после крепления крепежная деталь заземляется электрически на объект посредством втулки.
B5. Способ по любому из пп. В-В4, в котором после крепления компонент заземляется электрически на объект посредством крепежной детали и втулки.
B6. Способ по любому из пп. В-В5, в котором после крепления граница раздела между втулкой и крепежной деталью и граница раздела между втулкой и объектом предназначены для предотвращения искрения между крепежной деталью, втулкой и объектом, когда крепежная деталь несет электрический заряд.
B7. Способ по любому из пп. В-В6, в котором после крепления граница раздела между втулкой и крепежной деталью и граница раздела между втулкой и объектом по существу не содержат пустот.
B8. Способ по любому из пп. В-В7, в котором объект включает бак для удержания жидкости, необязательно топливный бак и необязательно топливный бак летательного аппарата.
B9. Способ по любому из пп. В-В8, в котором объект конструируют из армированного волокном композитного материала.
B10. Способ по любому из пп. В-В9, в котором компонент конфигурируют для переноса электрического заряда и в котором втулку конструируют для заземления компонента на объект.
B11. Способ по любому из пп. В-В10, в котором компонент включает изолятор перегородки для гидравлической линии.
B12. Способ по любому из пп. В-В11, в котором компонент и объект относятся к летательному аппарату.
В13. Способ по любому из пп. В-В12 с предшествующим способом по любому из пп. С-С5.
С. Способ изготовления втулки, включающий:
формирование нескольких упругих элементов в заготовке материала (необязательно прямоугольной заготовки материала); и
после формирования, свертывание заготовки для формирования трубчатого корпуса.
С1. Способ по п. С, в котором формирование включает прорезание нескольких расположенных с промежутком щелей в заготовке.
С1.1 Способ по п. С1, в котором формирование включает деформацию полосок материала между соседними парами среди множества расположенных с промежутком щелей в радиальном направлении для формирования нескольких упругих элементов.
С1.1.1 Способ по п. С1.1, в котором деформация включает изгибание первой подгруппы полосок в первом направлении от плоскости, образованной заготовкой, и изгибание второй подгруппы полосок во втором направлении от плоскости, образованной заготовкой, причем второе направление противоположно первому направлению.
С1.1.1.1 Способ по п. С1.1.1, в котором после деформации первая подгруппа полосок и вторая подгруппа полосок чередуются в боковом направлении поперек заготовки.
С2. Способ по любому из пп. С-С1.1.1.1, в котором после формирования упругие элементы расположены с промежутком друг от друга в боковом направлении поперек заготовки.
С3. Способ по любому из пп. С-С2, дополнительно включающий:
после сворачивания, тепловую обработку трубчатого корпуса.
С4. Способ по любому из пп. С-С3, в котором при сворачивании образуется шов между краями заготовки, причем способ дополнительно включает: после сворачивания, соединение краев по шву, причем соединение необязательно включает покрытие слоем металла и/или обжатие.
С5. Способ по любому из пп. С-С4, который позволяет получить втулку по любому из п.п. А-А17.1.
D. Способ изготовления втулки, включающий: отрезание куска трубы для трубчатого корпуса; и после отрезания формирование нескольких упругих элементов в трубчатом корпусе;
D1. Способ по п. D, в котором формирование включает прорезание нескольких расположенных с промежутком щелей в трубчатом корпусе.
D1.1. Способ по п. D1, в котором формирование включает деформацию полосок материала между соседними парами среди нескольких расположенных с промежутком щелей в радиальном направлении для формирования нескольких упругих элементов.
D1.1.1. Способ по п. D1.1, в котором деформация включает изгибание первой подгруппы полосок в первом радиальном направлении и изгибание второй подгруппы полосок во втором, противоположном направлении.
D1.1.1.1. Способ по п. D1.1.1, в котором после деформации первая подгруппа полосок и вторая подгруппа полосок чередуются по периферии вокруг трубчатого корпуса.
D2. Способ по любому из пп. D-D1.1.1.1, в котором после формирования упругие элементы расположены с промежутком друг от друга по периферии вокруг трубчатого корпуса.
D3. Способ по любому из пп. D-D2, дополнительно включающий после формирования тепловую обработку трубчатого корпуса.
D4. Способ по любому из п.п. D-D3, причем способ позволяет получить втулку по любому из п.п. А-А17.1.
Используемое в настоящем документе выражение "армированный волокном композитный материал" следует понимать, как включающий по меньшей мере эпоксидную смолу или другой полимер или связующий материал вместе с волокнами, такими как (но не ограничиваясь этим) углеродное волокно, борное волокно, пара-арамидное волокно (например, кевлар Kevlar®) и/или другие волокна. Армированные волокном композитные материалы в дополнительном или альтернативном варианте могут быть описаны или упомянуты, как армированные волокном полимеры или пластмассы.
Используемые в настоящем документе термины "выборочный" и "выборочно", когда происходит изменение действия, перемещения, конструкции или другого действия одного или более компонентов или характеристик устройства, означают, что конкретное действие, перемещение, конструкция или другое действие является прямым или косвенным результатом управления пользователем аспектом или одним или более компонентами устройства.
Используемые в настоящем документе термины "предназначенный" и "конструируют" означают, что элемент, компонент или другой объекта изобретения предназначен и/или предусмотрен для выполнения заданной функции. Таким образом, использование терминов "предназначенный" и "конструируют" не следует интерпретировать, как означающий, что данный элемент, компонент или другой объект изобретения просто "способен" выполнять данную функцию, но что элемент, компонент и/или другой объект изобретения специально выбран, создан, осуществлен, использован, запрограммирован и/или разработан для цели выполнения этой функции. Также объем настоящего изобретения покрывает элементы, компоненты и/или другой упомянутый объект изобретения, который упомянут, как приспособленный для выполнения конкретной функции, в дополнительном или альтернативном варианте может быть описан, как сконструированный для выполнения этой функции, и наоборот. Аналогично, объект изобретения, который упомянут, как сконструированный для выполнения конкретной функции, в дополнительном или альтернативном варианте описан, как функциональный, для выполнения этой функции.
Различные описанные элементы устройств и этапы способов, описанных в настоящем документе, необязательны для всех устройств и способов по настоящему изобретению, и настоящее изобретение охватывает все новые и неочевидные комбинации и вспомогательные комбинации различных элементов и этапов, описанных в настоящем документе. Кроме того, один или более из различных элементов и этапов, описанных в настоящем документе, могут определять независимый объект изобретения, который не связан и отличается от всего описанного устройства или способа. Соответственно, такой объект изобретения необязательно связан с конкретным устройством и способами, которые явно описаны в настоящем документе, и такой объект изобретения может найти применение в устройствах и/или способах, которые не выражены явно в настоящем документе.
Заявленная группа изобретений относится к обработке металлов давлением, в частности к токопроводящей втулке, ее изготовлению и к узлу, в котором она использована. Втулка содержит трубчатую основную часть, которая образует сквозной канал для приема крепежного элемента для монтажа на объекте. Трубчатая основная часть включает торцевые области и несколько пружинных элементов, расположенных с промежутком по периферии вокруг трубчатой основной части и простирающихся продольно вдоль трубчатой основной части между торцевыми областями. Улучшается сцепление втулки с объектом. 3 н. и 12 з.п. ф-лы, 14 ил.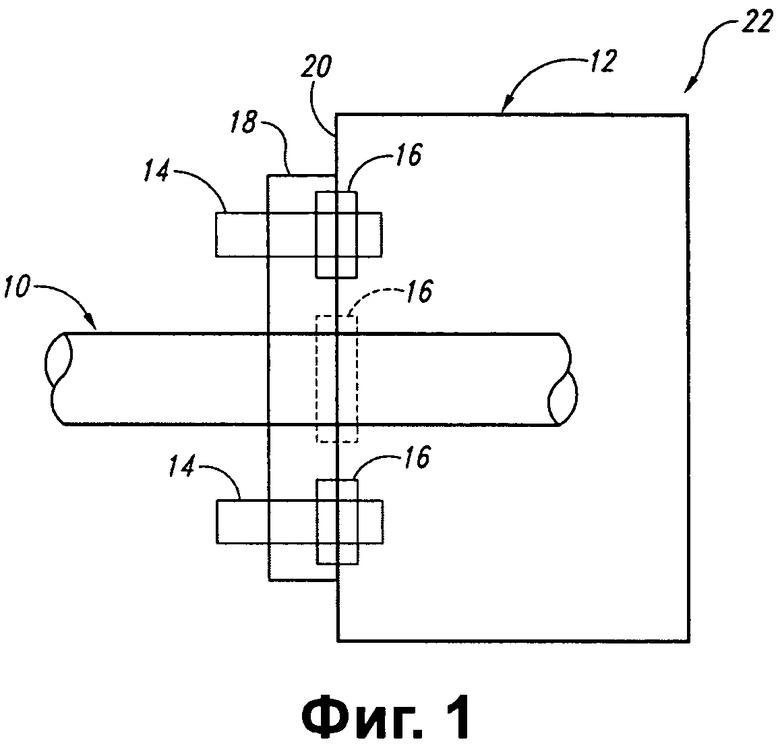
1. Токопроводящая втулка (50), отличающаяся тем, что она выполнена в виде трубчатого корпуса (54) со сквозным каналом (56), содержащего торцевые области (60) и расположенные между ними продольно по периферии упругие элементы (58), причем сквозной канал (56)выполнен с возможностью приема крепежной детали (14) для крепления компонента (10) на объекте (12).
2. Втулка (50) по п. 1, в которой торцевые области (60) трубчатого корпуса (54) расходятся радиально наружу.
3. Втулка (50) по п. 1, в которой упругие элементы (58) расположены с промежутком друг от друга.
4. Втулка (50) по п. 1, в которой упругие элементы (58) выполнены в виде простирающихся радиально внутрь упругих элементов (66) или в виде простирающихся радиально наружу упругих элементов (68).
5. Втулка (50) по п. 1, в которой
упругие элементы (58) выполнены в виде подгруппы простирающихся радиально внутрь упругих элементов (66) и подгруппы простирающихся радиально наружу упругих элементов (68),
при этом простирающиеся радиально внутрь упругие элементы (66) расположены с чередованием с простирающимися радиально наружу упругими элементами (68), причем упругие элементы (58) выполнены в виде листовых пружин.
6. Втулка (50) по п. 1, в которой упругие элементы (58) образованы соседними парами щелей (62), выполненными с промежутком по периферии трубчатого корпуса (54).
7. Втулка (50) по п. 1, в которой трубчатый корпус (54) выполнен из одного монолитного куска материала.
8. Втулка (50) по п. 1, трубчатый корпус (54) которой имеет края продольного шва (70), не соединенные вместе.
9. Втулка (50) по п. 1, в которой каждая торцевая область (60) выполнена длиной менее 30% от общей длины втулки (50).
10. Втулка (50) по п. 1, в которой упругие элементы (58) выполнены в виде полосок, примыкающих к торцевым областям (60) трубчатого корпуса (54) и не примыкающих друг к другу по периферии.
11. Втулка (50) по п. 1, в которой трубчатый корпус (54) выполнен из токопроводящего материала, обладающего проводимостью по меньшей мере 1×106 сименс на метр.
12. Втулка (50) по п. 1, выполненная с возможностью уменьшения длины относительно длины в несжатом состоянии при приложении к ней продольной силы.
13. Соединительный узел, содержащий втулку (50) по п. 1, установленную в продольно сжатом состоянии в соответствующем отверстии объекта (12), крепежную деталь (14), расположенную в сквозном канале (56) упомянутой втулки (50), выполненную с возможностью обеспечения продольного сжатия упомянутой втулки (50) и соединения компонента (10) с объектом (12).
14. Узел по п. 13, в котором объектом (12) является топливный бак летательного аппарата (24), выполненный из армированного волокном композитного материала, компонентом (10) является гидравлическая линия, выполненная с возможностью переноса электрического заряда, при этом втулка выполнена с возможностью обеспечения прохождения электрического тока между гидравлической линией и топливным баком.
15. Способ изготовления токопроводящей втулки (50) согласно п. 1, включающий
формирование упругих элементов (58) в заготовке материала и сворачивание этой заготовки для формирования трубчатого корпуса (54).
| Штамп для изготовления свертных втулок из плоских заготовок | 1980 |
|
SU978989A1 |
| Способ изготовления свертной втулки из ленты | 1976 |
|
SU589484A1 |
| ЗУБЧАТАЯ ВТУЛОЧНАЯ ГИБКАЯ МУФТА ДЛЯ СОЕДИНЕНИЯ ВАЛОВ | 2008 |
|
RU2418212C1 |
| US3089113 A1, 07.05.1963. | |||

