Область техники
Настоящее изобретение относится к устройству и способу упаковки продукта. В соответствии с определенными аспектами настоящее изобретение относится к устройству и способу упаковки продукта в условиях газовой среды регулируемого состава или под вакуумом. В соответствии с другими аспектами настоящее изобретение относится к устройству и способу герметичной упаковки посредством образования пленки на продукте.
Уровень техники
Пластиковые контейнеры обычно используют для упаковки пищевых продуктов и широкого разнообразия других продуктов, причем пластиковая крышка приклеена к контейнеру, например, посредством нагревания.
Для упаковки продуктов, в частности, продуктов питания, ранее были разработаны способы вакуумной упаковки.
В известных способах вакуумной упаковки герметичную упаковку под вакуумом посредством образования пленки на продукте обычно используют для упаковки продуктов питания, таких как свежее и мороженое мясо и рыба, сыр, обработанное мясо, готовые блюда и т.п. Герметичная упаковка под вакуумом посредством образования пленки на продукте описана, например, в FR 1258357, FR 1286018, US 3491504, US RE 30009, US 574642, US 3681092, US 3713849, US 4055672 и US 5346735.
Герметичная упаковка под вакуумом посредством образования пленки на продукте по существу представляет собой способ термообразования. В частности, продукт обычно размещают на жестком или полужестком основании (таком как поддон, миска или чашка). Основание с размещенным на нем продуктом помещают в вакуумную камеру, в которой пленку из пластикового материала, удерживаемую вакуумом в положении над продуктом, размещенным на основании, нагревают для его размягчения. Газовую среду из пространства между основанием и пленкой затем откачивают и, наконец, прекращают создание вакуума над пленкой, что позволяет пленке упасть вниз с образованием складок вокруг всего продукта и выполнить уплотнение с поверхностью основания, не покрытой продуктом, образуя, таким образом, плотное покрытие вокруг продукта и на указанном основании.
В заявке US 2005/0257501 описано устройство для упаковки продукта, размещенного на поддоне. Устройство содержит нижнее приспособление для поддержания поддона и верхнее приспособление с отрезающим устройством. Во время работы пленка зажата вдоль края, окружающего поддон, и деформирована верхним приспособлением в направлении, направленном от продукта. Газовую среду из пространства, окружающего продукт, затем откачивают, пленку и край поддона уплотняют и пленку затем отрезают отрезающим устройством.
Что касается устройств, описанных в заявках US 2007/0022717 и US 2005/0257501, то пленку отрезают до размера поддона внутри камеры, образованной верхним приспособлением и нижним приспособлением, посредством отрезающих устройств, размещенных на верхнем приспособлении. Это, прежде всего, требует достаточно сложного и громоздкого верхнего приспособления, что является невыгодным. Кроме того, это требует подачи пленки, избыточной относительно размера подложки, причем эту избыточную пленку отрезают от упаковки и выбрасывают за ненадобностью во время или в конце способа упаковки, что также является невыгодным. Действительно, пленку подают в виде непрерывного листа, намотанного на барабан (как показано например, на Фиг. 3 в заявке US 2005/0257501). Следовательно, избыточная пленка необходима для обеспечения возможности сматывания пленки с ленты и захвата на месте над поддерживаемым продуктом. Кроме того, в заявке US 2007/0022717 в каждом цикле происходит упаковка более одной (а именно, двух) подложек с загруженным продуктом, так что избыточная пленка также используется между соседними подложками.
В заявке DE 102006022418 описано устройство, в котором уплотняющая пленка вырезана по размеру и прикреплена к верхнему ободу поддона внутри секции уплотнения. Это техническое решение требует весьма сложной конструкции секции уплотнения, обеспечивающей размещение и работу отрезающих лезвий. Кроме того, избыточная пленка необходима для обеспечения возможности уплотнения и разрезания пленки. Кроме того, в этой ссылке описана небольшая трубка, работающая через клапан на боковой стенке поддона или через зазор между уплотняющей пленкой и верхним ободом поддона.
В международной заявке WO 2011/012652 предлагается устройство для упаковки продукта в поддон. Устройство содержит первую пластину переноса пленки, выполненную с возможностью захвата листа пленки, нагревания листа пленки, помещения листа пленки в положение над поддоном с размещенным на нем продуктом и воздухонепроницаемым образом прикрепления листа пленки к поддона. Также имеет место вторая пластина переноса пленки. Как и первая пластина переноса пленки, вторая пластина переноса пленки также выполнена с возможностью захвата листа пленки, нагревания листа пленки, помещения листа пленки в положение над поддоном с размещенным на нем продуктом и воздухонепроницаемым образом прикрепления листа пленки к поддона. Во время первой операции работы устройства первая пластина переноса пленки удерживает первый лист пленки и нагревает первый лист пленки, а вторая пластина переноса пленки высвобождает второй лист пленки, обеспечивая, тем самым, втягивание второго листа в первый поддон; а во время второй операции работы устройства вторая пластина переноса пленки удерживает третий лист пленки и нагревает третий лист пленки, в то время как первая пластина переноса пленки высвобождает первый лист пленки, обеспечивая, тем самым, втягивание первого листа во второй поддон. Устройство дополнительно содержит поворотный цилиндр, пригодный для поворота вокруг его оси X, причем первая пластина переноса пленки и вторая пластина переноса пленки соединены с поворотным цилиндром таким образом, что при повороте поворотного цилиндра вокруг оси X положения первой пластины переноса пленки и второй пластины переноса пленки меняются местами. Вакуумное устройство обеспечивает возможность удаления воздуха из поддона под листом пленки (размещенным или первой или второй пластиной переноса пленки) через отверстие или отверстия, выполненные в поддоне. Пластины переноса пленки выполнены с возможностью высвобождения листа пленки, обеспечивая, тем самым, возможность втягивания листа пленки в поддон, в то время как вакуумное устройство удаляет воздух из поддона. Это техническое решение обеспечивает возможность значительной экономии материала пленки, но требует отрезания пленки нужного размера до уплотнения пленки к поддону.
Помимо вышеупомянутых технических решений было разработано устройство для упаковки, в котором поддоны выполнены поточным образом из непрерывного нижнего ленты пластикового материала. Эти поточным образом выполненные поддоны, после заполнения соответствующим продуктом, уплотняют непрерывной верхней пленкой. Множество уплотненных поддонов затем разделяют в продольном направлении, и в случае необходимости в поперечном направлении, устройствами отрезания, размещенными вниз по потоку от секции уплотнения. В этом типе устройства нижняя лента выполнена перфорированной в соответствии со своими продольными боковыми краями. Это сделано для создания апертур, обеспечивающих возможность удаления воздуха из поддонов в соответствии с секцией уплотнения до прикрепления верхней пленки к емкостям. Кроме того, цепи, снабженные средствами захвата, направляют нижнюю ленту на всем ее пути от формирования поддонов до окончательного разделения. Перфорированные боковые края отделяют от поддонов, что приводит к значительному объему отходов материала ленты и пленки.
В европейском патенте ЕР 0293794 В1 описывается устройство для упаковки, в котором непрерывный лист пластикового упаковочного материала, передвигаемый цепью, преобразован в контейнеры в форме чашек, загруженных продуктом и размещенных в виде двух соседних рядов. Отверстия для откачивания прорезаны через пластик между последовательными парами контейнеров: прорези размещены в середине поперечного обода, соединяющего два следующих друг за другом поддона, и вытянуты в направлении под прямым углом к ходу пластика в устройстве. Вторая непрерывная лента пластикового упаковочного материала установлен над первой лентой для покрытия заполненных контейнеров и выполнения, посредством этого, упаковок. Соответствующая конструкция секции уплотнения обеспечивает возможность удаления газа из поддонов через отверстия с последующим полным уплотнением поддонов. Это техническое решение требует отделения друг от друга в продольном направлении соседних поддонов посредством поперечного обода достаточного размера, что приводит к отходам материала. Необходимо отметить, что если обода поддонов, имеющие отношение к этим отверстиям, не были окончательно обработаны, упакованные поддона могут также иметь обода достаточно неправильной формы.
В патенте DE 2161465 раскрыто устройство для упаковки, в котором происходит непрерывное формирование поддонов из нижнего непрерывного ленты пластика, направляемого к секции уплотнения. Верхнюю уплотняющую пленку разрезают в продольном направлении и налагают на ряды поддонов. Продольные прорези обеспечивают возможность удаления воздуха и, после удаления воздуха, их в конечном счете уплотняют в узле упаковки. Необходимо отметить, что разрезание верхней пленки в продольном направлении перед фактическим уплотнением с поддоном может поставить под угрозу способность точно направлять верхнюю пленку и в определенной степени увеличивает сложность операции уплотнения.
В этой ситуации задача настоящего изобретения состоит в предложении способа и устройства, в которых поддоны образованы поточным образом, и в то же самое время минимизированы отходы упаковочного материала.
Другая задача состоит в предложении способа и устройства, способных должным образом направлять поддоны и уплотняющую пленку так, чтобы были уменьшены, если не устранены, затруднения, связанные с неправильным размещением уплотняющей пленки на поддоне.
Кроме того, дополнительная задача настоящего изобретения состоит в разработке способа и устройства, способных гибко работать и для герметичной упаковки посредством образования пленки на продукте и для упаковки в модифицированной газовой среде.
Еще одна задача настоящего изобретения состоит в разработке способа и устройства для упаковки продуктов, использующих или термоусадочные пленки или нетермоусадочные пленки.
Раскрытие изобретения
Одна или большее количество описанных выше задач, по существу решены посредством разработки способа и устройства согласно любому из приложенных пунктов формулы изобретения. Ниже описаны аспекты настоящего изобретения.
В соответствии с 1-ым аспектом предложено устройство для упаковки продукта (Р) в поддон, содержащее:
- опорную раму, определяющую рабочий путь;
- узел подачи ленты, связанный с опорной рамой и выполненный с возможностью подачи пластиковой предварительной формы в виде пластикового ленты;
- узел привода, переносимый опорной рамой и выполненный с возможностью перемещения по меньшей мере предварительной формы в направлении обработки (MD) вдоль рабочего пути;
- секцию формирования, размещенную на рабочем пути и выполненную с возможностью получения предварительной формы в указанной форме пластикового ленты и формирования в нем множества полостей;
- узел подачи пленки, выполненный с возможностью подачи пластиковой пленки;
- узел упаковки, также размещенный вдоль указанного рабочего пути и выполненный с возможностью получения указанной пластиковой пленки и указанной предварительной формы, причем
узел упаковки также выполнен с возможностью прикрепления пластиковой пленки для закрытия верхнего отверстия указанных элементов в форме поддона;
- узел разделения, размещенный вдоль указанного пути вниз по потоку от узла упаковки и выполненный с возможностью по меньшей мере поперечного разделения закрытых элементов в форме поддона и формирования закрытых поддонов;
- приспособление для разрезания, действующее на предварительную форму в соответствии с зоной заранее определенного пути, размещенной между узлом подачи ленты и узлом упаковки, причем приспособление для разрезания выполнено с возможностью выполнения сквозного отверстия в предварительной форме.
В соответствии со 2-ым аспектом и согласно 1-ому аспекту секция формирования выполнена с возможностью получения предварительной формы в указанной форме пластикового ленты и формирования в нем множества полостей, размещенных и сформированных таким образом, что далее в технологическом процессе от секции формирования предварительная форма содержит:
- один или большее количество продольных рядов соседних элементов в форме поддона,
- продольные полосы, ограничивающие в поперечном направлении каждый ряд элементов в форме поддона,
- поперечные полосы, ограничивающие в продольном направлении и последовательно соединяющие соседние элементы в форме поддона одного продольного ряда, причем
поперечные полосы и продольные полосы также окружают верхние отверстия элементов в форме поддона и пересекают друг друга во множестве перекрестных участков.
В соответствии с 3-им аспектом и согласно любому одному аспекту из предыдущих аспектов приспособление для разрезания размещено и выполнено с возможностью выполнения указанного сквозного отверстия или указанных сквозных отверстий в соответствии с боковой стенкой каждого из указанных элементов в форме поддона.
В соответствии с 4-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 2-ого до 3-его приспособление для разрезания размещено и выполнено с возможностью выполнения указанного сквозного отверстия или указанных сквозных отверстий в соответствии со множеством указанных перекрестных участков между продольными и поперечными полосами.
В соответствии с 5-ым аспектом и согласно любому одному аспекту из предыдущих аспектов устройство содержит блок управления, выполненный с возможностью и соединенный для работы по меньшей мере указанного узла привода, указанной секции формирования, указанного узла упаковки и указанного приспособления для разрезания.
В соответствии с 6-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 2-ого до 5-ого секция формирования выполнена с возможностью формирования указанной пластиковой предварительной формы с двумя или большим количеством параллельных рядов элементов в форме поддона.
В соответствии с 7-ым аспектом и согласно предыдущему аспекту каждый из указанных элементов в форме поддона имеет по существу прямоугольное верхнее отверстие, определенное двумя продольными боковыми стенками и двумя поперечными боковыми стенками элементов в форме поддона.
В соответствии с 8-ым аспектом и согласно предыдущему аспекту поперечные полосы перпендикулярно пересекают продольные полосы, ограничивающие указанные прямоугольные верхние отверстия таким образом, что указанные перекрестные участки размещены в соответствии с угловыми зонами элементов в форме поддона.
В соответствии с 9-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 2-ого до 8-ого приспособление для разрезания размещено для воздействия на указанную пластиковую предварительную форму и выполнено с возможностью выполнения указанных сквозных отверстий во множестве указанных перекрестных участков.
В соответствии с 10-ым аспектом и согласно предыдущему аспекту приспособление для разрезания выполнено с возможностью придания формы указанному сквозному отверстию в форме вырезанной части, удаленной из пластиковой предварительной формы.
В соответствии с 11-ым аспектом и согласно одному из предыдущих двух аспектов приспособление для разрезания выполнено с возможностью формирования каждой вырезанной части посредством удаления части поперечной полосы в соответствии со средней линией между двумя соседними в продольном направлении элементами в форме поддона из того же самого ряда.
В соответствии с 12-ым аспектом и согласно любому из предыдущих трех аспектов приспособление для разрезания размещено и выполнено с возможностью симметричного размещения каждой из указанных вырезанных частей между двумя соседними основаниями в форме поддонов.
В соответствии с 13-ым аспектом и согласно любому из предыдущих четырех аспектов приспособление для разрезания размещено и выполнено с возможностью выполнения каждой из указанных вырезанных частей в форме одной из апертур:
- треугольной апертуры, ограниченной тремя прямолинейными или дугообразными сторонами, и
- четырехугольной апертуры, ограниченной четырьмя прямолинейными или дугообразными сторонами.
В соответствии с 14-ым аспектом и согласно любому из предыдущих пяти аспектов приспособление для разрезания размещено и выполнено с возможностью образования в центре указанных перекрестных участков соответствующей вырезанной части в форме четырехугольной апертуры, ограниченной четырьмя прямолинейными или дугообразными сторонами.
В соответствии с 15-ым аспектом и согласно любому одному аспекту из предыдущих аспектов узел упаковки содержит:
- нижнее приспособление, содержащее заранее определенное количество мест установки, каждое из которых предназначено для получения по меньшей мере одного из указанных элементов в форме поддона, и
- верхнее приспособление, обращенное к нижнему приспособлению и выполненное с возможностью взаимодействия с нижним приспособлением для прикрепления указанной пластиковой пленки к по меньшей мере одному элементу в форме поддона, размещенному в указанном месте установки.
В соответствии с 16-ым аспектом и согласно любому из предыдущих аспектов, в котором узел упаковки также выполнен с возможностью плотного прикрепления пластиковой пленки для закрытия верхнего отверстия указанных элементов в форме поддона и содержит:
- нижнее приспособление, содержащее заранее определенное количество мест установки, каждое из которых предназначено для получения по меньшей мере одного из указанных элементов в форме поддона, и
- верхнее приспособление, обращенное к нижнему приспособлению и выполненное с возможностью взаимодействия с нижним приспособлением для прикрепления указанной пластиковой пленки к по меньшей мере одному элементу в форме поддона, размещенному в указанном месте установки, и для закрытия посредством уплотнения соответствующего верхнего отверстия, что образует один или большее количество закрытых элементов в форме поддона.
В соответствии с 17-ым аспектом и согласно любому из предыдущих двух аспектов устройство содержит по меньшей мере один главный привод, действующий на по меньшей мере одно приспособление из указанных верхнего и нижнего приспособлений.
В соответствии с 18-ым аспектом и согласно предыдущему аспекту блок управления выполнен с возможностью управления главным приводом таким образом, что верхнее и нижнее приспособления могут быть перемещаемы между открытой позицией, в которой верхнее приспособление отстоит от нижнего приспособления и образует зазор, обеспечивающий возможность размещения элементов в форме поддона в местах установки и пластиковой пленки над элементами в форме поддона, и закрытой позицией, в которой верхнее приспособление и нижнее приспособление непосредственно примыкают друг к другу и действуют один против другого так, что посредством уплотнения прикрепляют пластиковую пленку над одним или большим количеством элементов в форме поддона, размещенных в узле упаковки.
В соответствии с 19-ым аспектом и согласно любому из предыдущих четырех аспектов верхнее приспособление содержит средства захвата части пластиковой пленки в соответствии с активной поверхностью верхнего приспособления, обращенного к нижнему приспособлению.
В соответствии с 20-ым аспектом и согласно предыдущему аспекту указанные средства захвата содержат источник вакуума, управляемый блоком управления, причем блок управления выполнен с возможностью активизации средств захвата и принуждения активной поверхности получать и удерживать указанную часть пластиковой пленки.
В соответствии с 21-ым аспектом и согласно любому из предыдущих шести аспектов верхнее приспособление содержит плоскую активную поверхность, обращенную к нижнему приспособлению и выполненную с возможностью получения части пластиковой пленки, которая должна быть прикреплена к элементам в форме поддона, размещенным в нижнем приспособлении.
В соответствии с 22-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 15-ого до 20-ого верхнее приспособление содержит активную поверхность в форме купола, обращенную к нижнему приспособлению и выполненную с возможностью получения части пластиковой пленки, которая должна быть прикреплена к элементам в форме поддона, размещенным в нижнем приспособлении.
В соответствии с 23-им аспектом и согласно любому из предыдущих двух аспектов средства нагревания связаны к верхним приспособлением и управляемы блоком управления, причем блок управления выполнен с возможностью управления средствами нагревания таким образом, что активная поверхность верхнего приспособления доведена по меньшей мере до температуры между 150°C и 260°C, при необходимости между 180°C и 240°C, и при большей необходимости между 200°C и 220°C.
В соответствии с 24-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 15-ого до 23-его нижнее приспособление содержит определенное количество частей нижней стенки и определенное количество частей боковой стенки, возникающих из соответствующих указанных частей нижней стенки, для определения указанного множества мест установки, причем одна из указанных частей боковой стенки содержит по меньшей мере один выступ, который размещен и выполнен таким образом, что при размещении элементов в форме поддона в соответствующих местах установки нижнего приспособления, каждый выступ вставлен в соответствующее сквозное отверстие, размещенное в одном из указанных перекрестных участков, и выступает над элементами в форме поддона в направлении указанной активной поверхности в форме купола.
В соответствии с 25-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 15-ого до 24-ого устройство содержит вакуумное устройство, соединенное с нижним приспособлением и выполненное с возможностью удаления газа изнутри указанных элементов в форме поддона, причем вакуумное устройство содержит по меньшей мере один источник вакуума и по меньшей мере одну линию вакуумирования, соединяющую указанное сквозное отверстие с источником вакуума.
В соответствии с 26-ым аспектом и согласно любому одному аспекту из предыдущих аспектов указанный, или другой, блок управления выполнен с возможностью управления вакуумным устройством для удаления газа по меньшей мере в случае нахождения верхнего и нижнего приспособлений в указанном закрытом положении.
В соответствии с 27-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 15-ого по 26-ого устройство содержит устройство подачи газовой среды регулируемого состава, соединенное с нижним приспособлением и выполненное с возможностью инжекции газового потока вовнутрь указанных элементов в форме поддона, причем устройство подачи газовой среды регулируемого состава содержит по меньшей мере одно инжекционное устройство и по меньшей мере одну линию инжекции, соединяющее сквозное отверстие с инжекционным устройством.
В соответствии с 28-ым аспектом и согласно любому одному аспекту из предыдущих аспектов, указанный, или другой, блок управления выполнен с возможностью управления указанным устройством подачи газовой среды регулируемого состава для инжекции указанного потока газа по меньшей мере при нахождении верхнего и нижнего приспособлений в указанном закрытом положении.
В соответствии с 29-ым аспектом и согласно предыдущему аспекту устройство подачи газовой среды регулируемого состава выполнено с возможностью инжекции газа или газовых смесей, включая определенное количество одного газа или большего количества газов N2, O2 и CO2, которое отлично от содержания этих же газов в атмосфере при температуре 20°C на уровне моря (при давлении в 1 атмосферу).
В соответствии с 30-ым аспектом и согласно предыдущему аспекту устройство содержит и вакуумное устройство и устройство подачи газовой среды регулируемого состава, а блок управления выполнен с возможностью управления указанным устройством подачи газовой среды регулируемого состава для начала инжекции указанного потока газа или после предварительно установленной задержки после активации указанного вакуумного устройства или после достижения заранее указанного уровня вакуума внутри указанных внутренних областей элементов в форме поддона.
В соответствии с 31-ым аспектом и согласно предыдущему аспекту указанный блок управления выполнен с возможностью управления указанным устройством подачи газовой среды регулируемого состава для запуска инжекции указанного потока газа при продолжающемся удалении указанного газа.
В соответствии с 32-ым аспектом и согласно любому из предыдущих пяти аспектов блок управления выполнен с возможностью работы вакуумного устройства для удаления газа и создания уровня вакуума с давлением, составляющим от 0 до 300 мбар, предпочтительно от 50 до 300 мбар, еще более предпочтительно от 100 до 250 мбар, в пределах указанной внутренней части элементов в форме поддона.
В соответствии с 33-им аспектом и согласно любому одному аспекту из предыдущих аспектов каждое из указанных мест установки ограничено частью нижней стенки и частью боковой стенки, возникающей из соответствующей части нижней стенки, причем по меньшей мере одна линия вакуумирования и/или по меньшей мере одна линия инжекции ведут к:
- первой канавке, определенной в части боковой стенки каждого места установки и открывающейся к внутренней части указанного места установки, и/или
- второй канавке, определенной в части нижней стенки каждого места установки и открывающейся к внутренней части указанного места установки.
В соответствии с 34-ым аспектом и согласно любому одному аспекту из предыдущих аспектов узел привода содержит первую активную часть, размещенную далее в технологическом процессе от узла упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ продольной части предварительной формы, вытянутой в продольном направлении вниз по потоку от узла упаковки. На практике ширина предварительной формы превышает ширину соответствующей части пластиковой пленки, так что первая активная часть взаимодействует с предварительной формой, но не непосредственно с продольными боковыми границами пластиковой пленки, которая натянута предварительной формой на основании того, что далее в технологическом процессе от узла упаковки пластиковая пленка прикреплена к предварительной форме. Узел привода выполнен так, что продольные боковые границы предварительной формы и пластиковой пленки, в соответствии с узлом упаковки, свободны и не взаимодействуют с любой частью узла привода. Это означает, что ни первая активная часть, ни любые другие средства привода не захватывают продольные боковые границы предварительной формы и пластиковой пленки в соответствии с узлом упаковки.
В соответствии с 35-ым аспектом и согласно предыдущему аспекту узел привода выполнен так, что продольные боковые границы предварительной формы, в соответствии с приспособлением для разрезания, свободны и не взаимодействуют с любой частью узла привода. Это означает, что ни первая активная часть, ни любые другие средства привода не захватывают продольные боковые границы предварительной формы в соответствии с зоной, в которой работает приспособление для разрезания.
В соответствии с 36-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 1-ого до 33-его узел привода содержит первую активную часть, размещенную далее в технологическом процессе от узла упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ продольной части пластиковой пленки, вытянутой в продольном направлении далее в технологическом процессе от узла упаковки: на практике ширина пластиковой пленки превышает ширину соответствующей части предварительной формы, так что первая активная часть взаимодействует с пластиковой пленкой, но не непосредственно с продольными боковыми границами предварительной формы. Узел привода также выполнен так, что продольные боковые границы предварительной формы и пластиковой пленки, в соответствии с узлом упаковки, свободны и не взаимодействуют с любой частью узла привода. Это означает, что ни первая активная часть, ни любые другие средства привода не захватывают продольные боковые границы предварительной формы и пластиковой пленки в соответствии с узлом упаковки.
В соответствии с 37-ым аспектом и согласно предыдущему аспекту узел привода выполнен так, что продольные боковые границы предварительной формы, в соответствии с приспособлением для резания, свободны и не взаимодействуют с любой частью узла привода. Это означает, что ни первая активная часть, ни любые другие средства привода не захватывают продольные боковые границы предварительной формы в соответствии с зоной, в которой работает приспособление для разрезания.
В соответствии с 38-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 1-ого до 33-его узел привода содержит первую активную часть, размещенную далее в технологическом процессе от узла упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ продольной части пластиковой пленки и предварительной формы, в продольном направлении вытянутой вниз по потоку от узла упаковки. В этом случае узел привода выполнен так, что продольные боковые границы предварительной формы и пластиковой пленки, в соответствии с узлом упаковки, свободны и не взаимодействуют с любой частью узла привода. Это означает, что ни первая активная часть, ни любые другие средства привода не захватывают продольные боковые границы предварительной формы и пластиковой пленки в соответствии с узлом упаковки.
В соответствии с 39-ым аспектом и согласно предыдущему аспекту узел привода выполнен так, что продольные боковые границы предварительной формы, в соответствии с приспособлением для резания, свободны и не взаимодействуют с любой частью узла привода. Это означает, что ни первая активная часть, ни любые другие средства привода не захватывают продольные боковые границы предварительной формы в соответствии с зоной, в которой работает приспособление для разрезания.
В соответствии с 40-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 1-ого до 33-его узел привода содержит первую активную часть, размещенную с обеих сторон рабочего пути и выполненную с возможностью захвата:
продольных боковых границ продольной части пластиковой пленки, в продольном направлении вытянутой вниз по потоку от узла упаковки, и
продольных боковых границ продольной части пластиковой пленки, в продольном направлении вытянутой в соответствии с узлом упаковки.
На практике ширина пластиковой пленки превышает ширину соответствующей части предварительной формы, так что первая активная часть взаимодействует с пластиковой пленкой, но не непосредственно с продольными боковыми границами предварительной формы. Таким образом, узел привода выполнен так, что продольные боковые границы предварительной формы, в соответствии с узлом упаковки, свободны и не взаимодействуют с любой частью узла привода. Это означает, что в этом случае ни первая активная часть, ни любые другие средства привода не захватывают продольные боковые границы предварительной формы и что первая активная часть захватывает только пластиковую пленку.
В соответствии с 41-ым аспектом и согласно предыдущему аспекту узел привода выполнен так, что продольные боковые границы предварительной формы, в соответствии с приспособлением для резания, свободны и не взаимодействуют с любой частью узла привода. Это означает, что ни первая активная часть, ни любые другие средства привода не захватывают продольные боковые границы предварительной формы в соответствии с зоной, в которой работает приспособление для разрезания.
В соответствии с 42-ым аспектом и согласно любому из предыдущих двух аспектов узел привода выполнен так, что первая активная часть также захватывает продольные боковые границы продольной части пластиковой пленки, вытянутой между узлом подачи пленки и узлом упаковки; по существу в этом случае пластиковая пленка управляема только от выхода из узла подачи на всем пути через узел упаковки и вниз по потоку от узла упаковки.
В соответствии с 43-им аспектом и согласно любому одному аспекту из предыдущих аспектов узел привода содержит вторую активную часть, размещенную между секцией формирования и узлом упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ части предварительной формы, вытянутой в продольном направлении между секцией формирования и узлом упаковки.
В соответствии с 44-ым аспектом и согласно предыдущему аспекту узел привода выполнен так, что продольные боковые границы предварительной формы, в соответствии с секцией формирования, свободны и не взаимодействуют с любой частью узла привода.
В соответствии с 45-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 1-ого до 42-ого узел привода содержит вторую активную часть, размещенную между узлом подачи и узлом упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата боковых границ части предварительной формы, в продольном направлении вытянутых от секции формирования, включая и узел упаковки.
В соответствии с 46-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 34-ого до 45-ого узел привода содержит:
- по меньшей мере одно удлиненное тело привода на каждой стороне рабочего пути, причем каждое удлиненное тело привода прикреплено к опорной раме, определяющей замкнутый путь, имеющий ветвь привода и ветвь возврата;
- множество устройств захвата, переносимых удлиненным телом привода и выполненных с возможностью захвата противоположных продольных боковых границ предварительной формы и/или пластиковой пленки; и
- по меньшей мере двигатель, соединенный с телом привода и управляемый блоком управления, причем этот последний выполнен с возможностью работы двигателя так, что происходит перемещение удлиненного тела привода вдоль указанного замкнутого контура, с ветвью привода, перемещаемой согласно направлению обработки, и ветвью возврата, перемещаемой против направления обработки.
В соответствии с 47-ым аспектом и согласно предыдущему аспекту каждое удлиненное тело выполнено в указанном замкнутом контуре так, что ветвь привода удлиненного тела непрерывно содержит первый сегмент, вытянутый согласно одной из следующих конфигураций:
- параллельно рабочему пути вниз по потоку от узла упаковки;
- параллельно рабочему пути в узле упаковки и вниз по потоку от узла упаковки;
- перпендикулярно рабочему пути между узлом подачи пленки и узлом упаковки и параллельно рабочему пути в узле упаковки и вниз по потоку от узла упаковки, причем первая активная часть узла привода содержит элементы захвата, переносимые указанным первым сегментом.
В соответствии с 48-ым аспектом и согласно предыдущему аспекту элементы захвата, переносимые указанным первым сегментом, предназначены для захвата боковых границ предварительной формы в пропорции от этого последнего в продольном направлении вниз по потоку от узла упаковки.
В соответствии с 49-ым аспектом и согласно любому из предыдущих двух аспектов элементы захвата, переносимые указанным первым сегментом, предназначены для захвата боковых границ пластиковой пленки или только вниз по потоку от узла упаковки или в узле упаковки и вниз по потоку от узла упаковки, или между узлом подачи пленки и узлом упаковки и в узле упаковки и вниз по потоку от узла упаковки.
В соответствии с 50-ым аспектом и согласно любому из предыдущих трех аспектов удлиненное тело выполнено в указанном замкнутом контуре так, что ветвь привода удлиненного тела непрерывно содержит второй сегмент, вытянутый параллельно рабочему пути по меньшей мере от области вниз по потоку от секции формирования до области ранее в технологическом процессе от приспособления для резания, причем элементы захвата, переносимые указанным вторым сегментом, предназначены для захвата продольных боковых границ предварительной формы, вытянутого в продольном направлении между секцией формирования и узлом упаковки; причем вторая активная часть узла привода содержит элементы захвата, переносимые указанным вторым сегментом.
В соответствии с 51-ым аспектом и согласно предыдущему аспекту ветвь привода удлиненного тела непрерывно содержит третий сегмент, соединяющий конец вниз по потоку от второго сегмента с концом ранее в технологическом процессе от первого сегмента, причем третий сегмент вытянут вдоль траектории, отстоящей на достаточное расстояние от рабочего пути в соответствии с узлом упаковки, и при необходимости с приспособлением для резания, посредством чего элементы захвата, переносимые указанным третьим сегментом, не входят во взаимодействие с продольными боковыми границами ни предварительной формы, ни пластиковой пленки по меньшей мере в соответствии с узлом упаковки, и при необходимости в соответствии с приспособлением для резания.
В соответствии с 52-ым аспектом и согласно любому из предыдущих пяти аспектов ветвь привода удлиненного тела непрерывно содержит четвертый сегмент, вытянутый параллельно к рабочему пути по меньшей мере от узла подачи пленки до области ранее в технологическом процессе от секции формирования, причем элементы захвата, переносимые указанным четвертым сегментом, предназначены для захвата продольных боковых границ предварительной формы, вытянутого в продольном направлении между узлом подачи и секцией формирования; причем вторая активная часть узла привода содержит элементы захвата, переносимые указанным четвертым сегментом.
В соответствии с 53-им аспектом и согласно предыдущим аспектам узел привода содержит пятый сегмент, соединяющий конец вниз по потоку четвертого сегмента с концом ранее в технологическом процессе второго сегмента, причем пятый сегмент вытянут вдоль траектории, отстоящей на достаточное расстояние от рабочего пути в соответствии с секцией формирования, посредством чего элементы захвата, переносимые указанным пятым сегментом, не входят во взаимодействие с продольными боковыми границами предварительной формы в соответствии с секцией формирования.
В соответствии с 54-ым аспектом и согласно любому одному аспекту из предыдущих аспектов приспособление для разрезания размещено непосредственно ранее в технологическом процессе от узла упаковки.
В соответствии с 55-ым аспектом и согласно любому одному аспекту из предыдущих аспектов устройство содержит блок управления, выполненный с возможностью выполнения следующего цикла:
подача команды на секцию формирования для формирования указанных элементов в форме под дона в предварительной форме, поступающей из узла подачи в виде ленты пластика;
подача команды на узел привода для перемещения пошаговым образом указанного предварительной формы с последовательным поступлением в узел упаковки частей предварительной формы, содержащих заранее определенное количество образованных в нем элементов в форме поддона;
подача команды на приспособление для резания для воздействия на предварительную форму в соответствии с зоной заранее определенного пути, размещенного между узлом подачи ленты и узлом упаковки, и образования указанного сквозного отверстия;
подача команды на узел упаковки для перехода из открытого в закрытое положение, при необходимости подача команды на вакуумное устройство для удаления газа и/или подача команды на устройство подачи газовой среды регулируемого состава для инжекции газа или газовой смеси,
подача команды на узел упаковки для плотного прикрепления пластиковой пленки к указанным элементам в форме поддона в узле упаковки,
подача команды на узел разделения для разделения в поперечном направлении закрытых элементов в форме поддона и образования множества закрытых поддонов.
В соответствии с 56-ым аспектом и согласно любому одному аспекту из предыдущих аспектов узел подачи пленки выполнен с возможностью подачи по меньшей мере пленки, содержащей первый газопроницаемый слой и второй газонепроницаемый слой.
В соответствии с 57-ым аспектом и согласно предыдущему аспекту газонепроницаемый слой устранимым образом прикреплен к нижележащему газопроницаемому слою. Газонепроницаемый слой может затем быть удален пользователем после упаковки.
В соответствии с 58-ым аспектом газопроницаемый слой представляет собой кислород - проницаемый слой, а газонепроницаемый слой представляет собой кислород-непроницаемый слой.
В соответствии с 59-ым аспектом и согласно любому одному аспекту из предыдущих аспектов устройство содержит второй узел упаковки, работающий вниз по потоку от узла упаковки (упомянутого в этом случае как первый узел упаковки) и выполненный с возможностью нанесения второй пластиковой пленки.
В соответствии с 60-ым аспектом узел упаковки выполнен с возможностью нанесения первой пленки с образованием покрытия над продуктами Р, размещенными внутри элементов в форме поддона, а второй узел упаковки выполнен с возможностью нанесения второй пленки поверх элементов в форме поддона для создания:
- крышки с нормальной газовой средой между второй пленкой и первой пленкой;
- крышки с измененной газовой средой между второй пленкой и первой пленкой;
- дополнительного покрытия, образованного второй пленкой и первой пленкой.
В соответствии с 61-ым аспектом и согласно предыдущему аспекту второе приспособление для разрезания воздействует на элементы в форме поддона, которые получили пленку, но не получили вторую пластиковую пленку, для выполнения дополнительного сквозного отверстия, по типу аналогичного отверстиям, описанным в любом из аспектов от 1-ого до 14-ого. Второе приспособление для разрезания работает вниз по потоку от узла 20 упаковки, но ранее в технологическом процессе, предпочтительно непосредственно ранее в технологическом процессе, от второго узла упаковки.
В соответствии с 62-ым аспектом предложен способ упаковки продуктов (Р), причем указанный способ при необходимости использует устройство согласно любому одному аспекту из предыдущих аспектов, причем способ включает следующие операции:
- подача пластикового предварительной формы в виде пластикового ленты;
- перемещение по меньшей мере предварительной формы в направлении обработки вдоль рабочего пути;
- получение предварительной формы в указанной форме пластикового ленты и формирование в нем множества полостей таким образом, что предварительная форма содержит:
 один или большее количество продольных рядов соседних элементов в форме поддона,
один или большее количество продольных рядов соседних элементов в форме поддона,
продольные полосы, в поперечном направлении ограничивающие каждый из указанных рядов элементов в форме поддона,
поперечные полосы, в продольном направлении ограничивающие и последовательно соединяющие соседние элементы в форме поддона одного
и того продольного ряда, причем поперечные полосы и продольные полосы ограничивают верхние отверстия элементов в форме поддона и пересекают друг друга во множестве перекрестных участков;
- загрузка одного или большего количества указанных продуктов (Р) в соответствующую полость указанных элементов в форме поддона;
- подача пластиковой пленки;
- прикрепление, предпочтительно плотное прикрепление, пластиковой пленки для закрытия верхнего отверстия указанных элементов в форме поддона предварительной формы;
- поперечное разделение закрытых элементов в форме поддона с образованием, тем самым, закрытых поддонов или групп поддонов;
- выполнение, перед прикреплением пластиковой пленки к элементам в форме поддона, сквозного отверстия, размещенного в соответствии с предварительной формой.
В соответствии с 63-им аспектом и согласно предыдущему аспекту выполнение сквозного отверстия, размещенного в соответствии с предварительной формой, представляет собой выполнение сквозного отверстия в соответствии с по меньшей мере одним элементом из:
- боковой стенки каждого из указанных элементов в форме поддона, и
- множества указанных перекрестных участков между продольными и поперечными полосами.
В соответствии с 64-ым аспектом и согласно любому из предыдущих двух аспектов происходит формирование указанной пластиковой предварительной формы с двумя или большим количеством параллельных рядов элементов в форме поддона, причем:
- каждый из указанных элементов в форме поддона обладает по существу прямоугольным верхним отверстием, определенным двумя продольными боковыми стенками и двумя поперечными боковыми стенками элементов в форме поддона, и
- поперечные полосы перпендикулярно пересекают продольные полосы, ограничивая указанные прямоугольные верхние отверстия таким образом, что указанные перекрестные участки размещены в соответствии с угловыми зонами элементов в форме поддона.
В соответствии с 65-ым аспектом и согласно предыдущему аспекту выполнение сквозного отверстия представляет собой выполнение указанного сквозного отверстия во множестве указанных перекрестных участков.
В соответствии с 66-ым аспектом и согласно любому из предыдущих трех аспектов, указанное сквозное отверстие выполнено в форме вырезанной части, удаленной из пластиковой предварительной формы посредством удаления части поперечной полосы в соответствии со средней линией между двумя соседними в продольном направлении элементами в форме поддона из того же самого ряда.
В соответствии с 67-ым аспектом и согласно предыдущему аспекту каждая из указанных вырезанных частей размещена симметрично между двумя соседними основаниями в форме поддона.
В соответствии с 68-ым аспектом и согласно любому из предыдущих двух аспектов каждая из указанных вырезанных частей обладает формой или треугольной апертуры, ограниченной тремя прямолинейными или дугообразными сторонами, или четырехугольной апертуры, ограниченной четырьмя прямолинейными или дугообразными сторонами.
В соответствии с 69-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 68-ого способ включает:
- удержание части пластиковой пленки в соответствии с и над соответствующим элементом в форме поддона,
- нагревание части пластиковой пленки по меньшей мере до температуры между 150°C и 260°C, при необходимости между 180°C и 240°C, при еще большей необходимости между 200°C и 220°C,
- удаление газа из внутренней части указанных элементов в форме поддона.
В соответствии с 70-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 69-ого способ включает:
- инжекцию газа или газовой смеси во внутреннюю часть указанных элементов в форме поддона с образованием газовой среды регулируемого состава внутри указанных элементов в форме поддона;
причем газ или газовые смеси включают определенное количество одного газа или большего количества газов N2, O2 и CO2, которое отлично от содержания этих же газов в атмосфере при температуре 20°C на уровне моря (при давлении в 1 атмосферу).
В соответствии с 71-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 70-ого способ включает плотное прикрепление пластиковой пленки к соответствующему элементу в форме поддона.
В соответствии с 72-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 71-ого привод предварительной формы включает захват продольных боковых границ предварительной формы в соответствии с частью, в которой предварительная форма получила пластиковую пленку с ее прикреплением, оставляя при этом свободными продольные боковые границы предварительной формы, в соответствии с частью предварительной формы, в которой происходит прикрепление пластиковой пленки к элементам в форме поддона.
В соответствии с 73-им аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 72-ого привод предварительной формы включает захват продольных боковых границ предварительной формы в соответствии с частью, в которой предварительная форма получила пластиковую пленку с ее прикреплением, оставляя при этом свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой происходит прикрепление пластиковой пленки к элементам в форме поддона, в которых выполнены сквозные отверстия.
В соответствии с 74-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 71-ого пластиковая пленка обладает шириной, измеренной перпендикулярно к направлению обработки, превышающей ширину нижележащей части предварительной формы. В этом случае привод предварительной формы включает захват продольных боковых границ пластиковой пленки в соответствии с частью, в которой предварительная форма получила пластиковую пленку с прикреплением: предварительная форма не захвачена и, прежде всего, продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой пластиковая пленка прикреплена к элементам в форме поддона, оставлены свободными от любых средств захвата, отличных от прикрепления к пластиковой пленке.
В соответствии с 75-ым аспектом и согласно предыдущему аспекту продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой выполнены сквозные отверстия, оставляют свободными от любых средств захвата.
В соответствии с 76-ым аспектом и согласно любому из предыдущих двух аспектов привод предварительной формы включает захват продольных боковых границ пластиковой пленки в соответствии с:
- частью пластиковой пленки, вытянутой в продольном направлении, в которой предварительная форма получила пластиковую пленку с ее прикреплением,
- частью пластиковой пленки, вытянутой в продольном направлении в узле упаковки и
- при необходимости частью пластиковой пленки, вытянутой в продольном направлении между узлом подачи пленки и пластиковой пленкой, прикрепленной к предварительной форме,
при свободных продольных боковых границах предварительной формы в соответствии с частью предварительной формы, в которой происходит прикрепление пластиковой пленки к элементам в форме поддона, и при необходимости выполнение сквозных отверстий.
В соответствии с 77-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 71-ого привод предварительной формы включает захват продольных боковых границ предварительной формы и пластиковой пленки в соответствии с частью, в которой предварительная форма получила пластиковую пленку с ее прикреплением, оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой пластиковой пленка прикреплена к элементам в форме поддона, и при необходимости в которой происходит выполнение сквозных отверстий.
В соответствии с 78-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 77-ого привод предварительной формы включает захват продольных боковых границ предварительной формы в соответствии с частью, в которой в предварительной форме еще не выполнены сквозные отверстия, оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой выполнены сквозные отверстия.
В соответствии с 79-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 78-ого привод предварительной формы включает захват продольных боковых границ предварительной формы в соответствии с частью, в которой предварительная форма все еще находится в виде пластиковой ленты до формирования полостей, оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой происходит формирование полостей.
В соответствии с 80-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 79-ого сквозные отверстия в боковой стенке каждого из указанных элементов в форме поддона выполнены - после формирования указанного количества полостей и определения соседних элементов в форме поддона -приспособлением для разрезания, работающим ранее в технологическом процессе от устройства для упаковки, выполненного с возможностью плотного прикрепления пластиковой пленки к элементам в форме поддона.
В соответствии с 81-ым аспектом и согласно любому одному аспекту из предыдущих аспектов от 62-ого до 80-ого сквозные отверстия во множестве указанных перекрестных участков между продольными и поперечными полосами выполнены - после формирования указанного количества полостей и определения соседних элементов в форме поддона в предварительной форме - приспособлением для разрезания, работающим ранее в технологическом процессе от устройства для упаковки, выполненного с возможностью плотного прикрепления пластиковой пленки к элементам в форме поддона.
В соответствии с 82-ым аспектом способ использует устройство согласно любому одному аспекту из предыдущих аспектов от 1-ого до 61-ого.
Краткое описание чертежей
Настоящее изобретение станет понятнее при прочтении последующего подробного описания настоящего изобретения, приведенного в виде примера, а не ограничения, со ссылками на прилагаемые чертежи, на которых:
На Фиг. 1 схематично показан перспективный вид первого устройства согласно аспектам настоящего изобретения.
На Фиг. 2 схематично показан перспективный вид второго устройства согласно аспектам настоящего изобретения.
На Фиг. 3А схематично показан перспективный вид третьего устройства согласно аспектам настоящего изобретения.
На Фиг. 3В схематично показано размещение четвертого устройства согласно аспектам настоящего изобретения.
На Фиг. 3С схематично показано размещение пятого устройства согласно аспектам настоящего изобретения.
На Фиг. 3D схематично показано сечение части устройства по Фиг. 3С на выходе из узла упаковки.
На Фиг. 3Е схематично показано размещение шестого устройства согласно аспектам настоящего изобретения.
На Фиг. 4 показан увеличенный вид детали устройства, показанного на Фиг. 1.
На Фиг. 5-7 показаны перспективные виды, иллюстрирующие часть предварительной формы с элементами в форме поддона, снабженные сквозными отверстиями согласно аспектам настоящего изобретения.
На Фиг. 8-10 схематично показан узел упаковки, который может быть использован в устройстве, показанном на любой фигуре из Фиг. 1 до Фиг. 3; эти фигуры имеют отношение к последовательным операциям, выполняемым узлом упаковки согласно аспектам настоящего изобретения.
На Фиг. 11 схематично показана разновидность узла упаковки по Фиг. 8-10.
На Фиг. 12 показан перспективный вид поддона, который может быть получен при использовании описанных здесь устройств и способов.
На Фиг. 13 показан перспективный вид устройств захвата, переносимых цепью, которая представляет собой узел привода, связанный с устройством по любой фигуре от Фиг. 1 до Фиг. 3.
На Фиг. 14 показан вид сбоку устройств захвата, показанных на Фиг. 13.
На Фиг. 15 показано поперечное сечение, взятое вдоль плоскости сечения XV-XV, показанной на Фиг. 14.
На Фиг. 16 показано поперечное сечение, аналогичное сечению на Фиг. 15, показывающее цепь, взаимодействующую с зубчатым колесом, и устройство захвата, приведенное в открытую позицию.
На Фиг. 17 показан вид сбоку разновидности устройства захвата, которое можно использовать вместо устройств, показанных на Фиг. 13.
На Фиг. 18 показано поперечное сечение, взятое вдоль плоскости сечения XVIII-XVIII, показанной на Фиг. 17.
На Фиг. 19 показано поперечное сечение, аналогичное сечению на Фиг. 18, показывающее цепь, взаимодействующую с зубчатым колесом, и устройство захвата, приведенное в открытую позицию.
На Фиг. 20 показано поперечное сечение части в виде зубчатого колеса узла привода согласно аспектам настоящего изобретения.
На Фиг. 21 показан вид в вертикальном сечении зубчатого колеса по Фиг. 20.
На Фиг. 22 показан перспективный вид зубчатого колеса по Фиг. 20.
Определения и условные обозначения
Следует иметь ввиду, что в настоящем подробном описании изобретения аналогичные части, показанные на различных фигурах, обозначены одинаковыми позиционными обозначениями на всех фигурах. Необходимо отметить, что фигуры приведены не в масштабе и, таким образом, показанные здесь части и компоненты представляют собой схемы.
В последующем описании и в пунктах формулы изобретения устройство и способ относятся к упаковке продукта внутри основания или поддона: продукт может представлять собой пищевой продукт или нет.
Использующиеся в настоящем описании:
- «поддон» означает контейнер типа, имеющего нижнюю стенку, боковую стенку и при необходимости верхний обод, вытянутый в радиальном направлении из боковой стенки; поддон имеет прямоугольную форму или любую другую подходящую форму, такую как окружность, квадрат, эллипс и т.д.; при использовании прямоугольной или квадратной формы угловые участки поддона могут быть округлены;
- «рабочий путь» представляет собой путь, по которому следует пластиковая предварительная форма во время способа упаковки;
- «направление обработки» представляет собой направление продвижения предварительной формы вдоль рабочего пути от узла подачи до узла разделения; «направление обработки» отмечено как MD на чертежах и в приведенных здесь примерах горизонтально;
- «вниз по потоку» и «ранее в технологическом процессе» означают относительное положение компонент или узлов или секций устройства относительно направления обработки;
- «полосы» относятся к поперечным или продольным полосам пластикового материала, определенным на предварительной форме и пересекающих друг друга так, чтобы ограничивать верхние отверстия полостей элементов в форме поддона, образованных в предварительной форме; эти полосы имеют удлиненную форму и, в зависимости от формы полостей, могут или не могут иметь по существу постоянную ширину (ширина продольных полос измерена в направлении, перпендикулярном к направлению обработки, а ширина поперечных полосы измерена в направлении, параллельном к направлению обработки). Например, в случае идеально прямоугольного верхнего отверстия полостей, продольные и поперечные полосы представляет собой по существу прямолинейные полосы постоянной ширины. В случае по существу прямоугольных или по существу квадратных верхних отверстий полостей с закругленными углами (как на примерах, показанных на прилагаемых чертежах) полосы обладают увеличенной шириной в перекрестных участках, в которых поперечные полосы пересекают продольные полосы.
Поддоны или подложки
Описанные и заявленные здесь поддоны могут быть выполнены из однослойного или, что предпочтительно, многослойного полимерного материала, образованного поточным образом перед загрузкой продукта или продуктов в полость поддона.
В случае однослойного материала подходящие полимеры представляют собой, например, полистирол, полипропилен, полиэфиры, полиэтилен высокой плотности, поли(молочную кислоту), поливинилхлорид и т.п., или во вспененном или в твердом виде.
Материал поддона может быть снабжен свойствами газового барьера. При использовании здесь этот термин относится к пленке или листу материала, который имеет проницаемость кислорода меньше, чем 200 см3/м2-день-бар, меньше чем 150 см3/м2-день-бар, меньше чем 100 см3/м2-день-бар, как измерено согласно стандарту D-3985 Американского общества по испытанию материалов при температуре 23°C и относительной влажности 0%.
Подходящие материалы для выполнения обладающих свойствами газового барьера однослойных пластиковых поддонов представляют собой, например, полиэфиры, полиамиды и т.п.
В случае использования многослойного материала для выполнения поддона, подходящие полимеры представляют собой, например, гомо- и сополимеры этилена, гомо- и сополимеры пропилена, полиамиды, полистирол, полиэфиры, поли(молочную кислоту), поливинилхлорид и т.п. Часть многослойного материала может быть выполнена твердой, и часть может быть вспенена.
Например, материал поддона может содержать по меньшей мере один слой вспененного полимерного материала, выбранного из группы, содержащей полистирол, полипропилен, полиэфиры и т.п.
Многослойный материал может быть произведен или совместной экструзией всех слоев, при использовании способов совместной экструзии, или посредством клеевого или теплового ламинирования, например, жесткой вспененной или твердотельной подложки тонкой пленкой, обычно называемой «наружным слоем».
Эта тонкая пленка может быть нанесена или на стороне поддона в контакте с продуктом Р или на стороне, обращенной от продукта Р, или с обеих сторон. В последнем случае пленки, нанесенные с двух сторон поддона, могут быть одинаковыми или разными. При необходимости присутствует слой материала с кислородным барьером, например, из сополимера этилена с виниловым спиртом, для улучшения сохранности упакованного продукта Р.
Полимеры с газовым барьером, которые могут быть использованы для выполнения слоя с газовым барьером, представляют собой поливинилдихлорид, сополимер этилена с виниловым спиртом, полиамиды, полиэфиры и их смеси. Толщина слоя с газовым барьером будет установлена такой, что обеспечивает для поддона значение проницаемости кислорода, подходящее для конкретного упакованного продукта.
Материал поддона может также содержать термосвариваемый слой. Обычно материал термосвариваемого слоя предназначен для выбора среди полиолефинов, таких как, гомо- или сополимеры этилена, гомо- или сополимеры пропилена, сополимеры этилена/уксусного эфира винилового спирта, иономеры и гомо- и сополиэфиры, например, полиэтилентерефталатгликоль, модифицированный гликолем полиэтилентерефталат.
Дополнительные слои, такие как клеевые слои, предназначенные для лучшего прилипания слоя с газовым барьером к соседним слоям, могут присутствовать в материале с газовым барьером для поддона, причем в предпочтительном варианте реализации они зависят, в частности, от конкретных смол, используемых для слоя с газовым барьером.
В случае многослойного материала, используемого для выполнения поддона, часть этой структуры может быть выполнена вспененной, а часть невспененной. Например, поддон может содержать (от наиболее удаленного слоя до самого внутреннего контактирующего с пищевым продуктом слоя) один или большим количество структурных слоев, обычно выполненных из такого материала, как вспененный полистирол, вспененный полиэфир или вспененный полипропилен, или из листа, полученного способом полива, например, из полипропилена, полистирола, поли(хлористого винила), полиэфира или картон; слой с газовым барьером и термосвариваемый слой.
Описанные здесь поддон или поддона могут быть получены из листа вспененного полимерного материала, содержащего пленку, содержащую по меньшей мере один слой с кислородным барьером и по меньшей мере один слой поверхностного уплотнения, наслоенный на сторону, обращенную к упакованному продукту, так что слой поверхностного уплотнения пленки содержит собой слой контакта с пищевым продуктом в поддона. Вторая пленка, или с барьером или без него, может быть наслоена на наружной поверхности поддона.
Определенные рецептуры материала поддона используют для продуктов питания, требующих нагревания в обычной или микроволновой печи перед употреблением. Поверхность контейнера, контактирующая с продуктом, то есть поверхность, участвующая в формировании уплотнения с покрывающей пленкой, содержит полиэфирную смолу. Например, контейнер может быть выполнен из картона, покрытого полиэфиром, или он может быть как целое выполнен из полиэфирной смолы. Контейнеры из кристаллизованного полиэтилентерефталата, аморфного полиэтилентерефталата или из аморфного полиэтилентерефталата/кристаллизованного полиэтилентерефталата представляют собой примеры подходящих контейнеров для упаковки согласно настоящему изобретению. Такие контейнеры могут быть выполнены из вспененного или невспененного материала.
Материалы поддона, используемые для накрытия крышкой или покрытием и содержащие вспененные части, обладают полной толщиной меньше 8 мм и, например, она может быть между 0,5 мм и 7,0 мм и чаще между 1,0 мм и 6,0 мм.
В случае жесткого поддона, не содержащего вспененных частей, полная толщина однослойного или многослойного пластикового материала предпочтительно меньше 2 мм и, например, может быть между 0,1 мм и 1,2 мм и чаще между 0,2 мм и 1,0 мм.
Пластиковая пленка
Пластиковая пленка, описанная и заявленная в настоящем описании, может быть нанесена для образования крышки на поддоне (например, для упаковки в модифицированной газовой среде) или покрытия, связанного с поддоном и соответствующего контуру продукта.
Пленка, предназначенная для приложений с формированием покрытия, может быть выполнена из гибкого многослойного материала, содержащего по меньшей мере первый внешний термосвариваемый слой, при необходимости слой с газовым барьером и второй внешний теплостойкий слой. Внешний термосвариваемый слой может содержать полимер, способный быть приваренным к внутренней поверхности оснований, содержащих подлежащие упаковке продукты, такой, например, как гомо- или сополимеры этилена, типа полиэтилена низкой плотности, сополимеры этилен/альфа-олефин, сополимеры этилен/акриловая кислота, сополимеры этилен/метакриловая кислота и сополимеры этилен/винилацетат, иономеры, сополиэфиры, например, полиэтилентерефталатгликоль. Используемый при необходимости слой с газовым барьером предпочтительно содержит кислород-непроницаемые смолы, например, поливинилдихлорид, сополимер этилена с виниловым спиртом, полиамиды и смеси сополимера этилена с виниловым спиртом с полиамидами. Внешний теплостойкий слой может быть выполнен из гомо- или сополимеров этилена, сополимеров этилен/циклический олефин, таких как сополимеры этилен/норборнен, гомо- или сополимеров пропилена, иономеров, (со)полиэфиров, (со)полиамидов. Пленка может также содержать другие слои, такие как клеящие слои или основные слои, предназначенные для увеличения толщины пленки и улучшения ее характеристик при неправильном обращении и сильном растяжении. В частности, используемые основные слои представляют собой иономеры, сополимеры этилена/уксусного эфира винилового спирта, полиамиды и полиэфиры. Во всех пленочных слоях полимерные компоненты могут содержать соответствующее количество добавок, обычно включаемых в такие материалы. Некоторые из этих добавок предпочтительно включены во внешние слои или в один слой из внешних слоев, в то время как другие предпочтительно добавлены к внутренним слоям. Эти добавки включают добавки, понижающие трение и препятствующие слипанию, такие как тальк, воск, кремнезем и т.п., антиоксиданты, стабилизаторы, пластификаторы, наполнители, пигменты и краски, ингибиторы образования поперечных связей, усилители образования поперечных связей, поглотители ультрафиолетового излучения, поглотители ароматов, поглотители кислорода, бактерициды, антистатики и т.п. добавки, известные специалистам в области пленок для упаковки.
Один или большим количество слоев пленки могут иметь поперечные связи для увеличения прочности пленки и/или ее теплостойкости. Образование поперечных связей может быть достигнуто при использовании химических добавок или посредством воздействия энергичного излучения на пленочные слои. Пленки для упаковки посредством образования пленки на продукте обычно выполнены с малой усадкой при нагревании во время цикла упаковки. Такие пленки обычно дают усадку меньше 15% при 160°C, чаще ниже 10%, и еще чаще меньше чем 8% и в продольном и в поперечном направлениях (Стандарт D2732 Американского общества по испытанию материалов). Эти пленки обычно имеют толщину между 20 микронами и 200 микронами, чаще между 40 и 180 микронами и еще чаще между 50 микронами и 150 микронами.
Пленочные упаковки обычно «легко открываемы», то есть, их можно легко открыть посредством разрывания вручную двух пленок, обычно начиная с такой точки, как угол упаковки, в котором верхняя пленка не была преднамеренно уплотнена к основанию. Для достижения этой особенности или пленка или поддон должны иметь соответствующий состав, позволяющий легкое открытие упаковки, известный в данной области техники. Обычно уплотняющий состав и/или состав соседнего слоя поддона и/или пленки должны быть отрегулированы для достижения легкого открытия.
Различные подходы могут быть использованы при открытии упаковки, обладающей свойством легкого открытия.
В первом случае («легкое открытие посредством отслаивания») упаковку открывают, отделяя пленку и поддон на уплотненной поверхности раздела.
Во втором случае («разрушение клеевого соединения») открытие упаковки достигнуто посредством начального разрушения на толщину одного из слоев уплотнения с последующим отслаиванием этого слоя от подлежащего основания или пленки.
Третий подход основан на «когезионном разрушении»: особенность легкого открытия достигнута внутренним разрушением слоя уплотнения, который, во время открытии упаковки, ломается вдоль плоскости, параллельной к самому слою.
В данной области техники известны определенные смеси, предназначенные для реализации таких способов открытия, гарантирующих отслаивание пленки от поверхности поддона, например, те, что описаны в Европейском патенте ЕР 1084186.
С другой стороны, в случае использования пленки для создания крышки на поддона, материал пленки может быть получен посредством способов совместной экструзии или наслоения. Пленки крышки могут иметь симметричную или асимметричную структуру и могут быть выполнены однослойными или многослойными.
Многослойные пленки содержат по меньшей мере 2 слоя, чаще по меньшей мере 5 слоев, еще чаще по меньшей мере 7 слоев.
Полная толщина пленки часто может попадать в диапазон от 3 до 100 микрон, в частности от 5 до 50 микрон, и еще чаще от 10 до 30 микрон.
При необходимости пленки могут содержать поперечные связи. Как известно в этой области техники, образование поперечных связей может быть выполнено посредством облучения высокоэнергетичными электронами при подходящем уровне дозировки. Описанные выше пленки крышки могут давать усадку при нагревании или быть отверждаемыми при нагревании. Пленки, дающие усадку при нагревании, обычно показывают значение свободной усадки при 120°C, измеренное согласно стандарту D2732 Американского общества по испытанию материалов, в диапазоне от 2 до 80%, чаще от 5 до 60%, еще чаще от 10 до 40% и в продольном и в поперечном направлениях. Пленки, отверждаемые при нагревании, обычно имеют значения свободной усадки ниже 10% при 120°C, предпочтительно ниже чем 5% и в продольном и в поперечном направлениях (стандарт D2732 Американского общества по испытанию материалов). Пленки крышки обычно содержат по меньшей мере термосвариваемый слой и слой верхней оболочки, который обычно выполнен из термостойких полимеров или полиолефина. Слой уплотнения обычно содержит термосвариваемый полиолефин, который в свою очередь содержит единственный полиолефин или смесь двух или большего количества полиолефинов, таких как полиэтилен или полипропилен или их смесь. Слой уплотнения может дополнительно обладать свойством предотвращения запотевания посредством включения в его состав одной или большего количества добавок, предотвращающих запотевание, или посредством покрытия или распыления одной или большего количества предотвращающих запотевание добавок на поверхности слоя уплотнения техническими средствами, известными в этой области техники. Слой уплотнения может дополнительно содержать один или большим количество пластификаторов. Слой покрытия может содержать полиэфиры, полиамиды или полиолефины. В определенных структурах смесь полиамида и полиэфира может быть эффективно использована для слоя покрытия. В определенных случаях пленки крышки содержат слой с барьерными свойствами. Пленки с барьерными свойствами обычно имеют значение проницаемости кислорода (оцененное при температуре 23°C и относительной влажности 0% согласно Стандарту 3985 Американского общества по испытанию материалов) ниже 100 см3 / (м2 ⋅ день ⋅ атм) и чаще ниже 80 см3 / (м2 ⋅ день ⋅ атм). Барьерный слой обычно выполнен из пластиковой смолы, выбранной из омыленного или гидролизованного продукта сополимера этилена с уксусным эфиром винилового спирта, аморфного полиамида и винилового 1,1-дихлорэтилена и их смесей. Определенные материалы содержат барьерный слой из сополимера этилена с виниловым спиртом, помещенным между двумя слоями полиамида. Наружный слой обычно выполнен из полиэфиров, полиамидов или полиолефина.
В определенных вариантах упаковки пленки крышки не содержат барьерного слоя. Такие пленки обычно содержат один или большим количество определенных здесь полиолефинов.
Слои с отсутствием барьерных свойств обычно имеют значение проницаемости кислорода (оцененное при 23°C и относительной влажности 0% согласно Стандарту 3985 Американского общества по испытанию материалов) от 100 см3 / (м2 ⋅ день ⋅ атм) до 10000 см3 / (м2 ⋅ день ⋅ атм), обычно больше 6000 см3 / (м2 ⋅ день ⋅ атм).
Особые основанные на полиэфире составы представляют собой составы, используемые для выполнения крышки поддона при упаковке готовых блюд. В этих пленках полиэфирные смолы могут составлять по меньшей мере 50%, 60%, 70%, 80%, 90% от веса пленки. Эти пленки обычно используют в комбинации с основанными на полиэфире основаниями.
Например, контейнер может быть выполнен из картона, покрытого полиэфиром, или он может быть выполнен как целое из полиэфирной смолы. Контейнеры из кристаллизованного полиэтилентерефталата, аморфного полиэтилентерефталата или аморфного полиэтилентерефталата/кристаллизованного полиэтилентерефталата, или во вспененном или в невспененном виде представляют собой примеры подходящих контейнеров для упаковки.
Обычно двухосно ориентированный полиэтилентерефталат используют в качестве пленки для крышки вследствие его высокой тепловой стойкости при обычных температурах нагревания/приготовления пищевых продуктов. Часто двухосно ориентированные полиэфирные пленки отверждаемы при нагревании, то есть, не дают термическую усадку. Для улучшения термического уплотнения полиэтилентерефталатной пленки при выполнении крышки контейнера на пленке обычно присутствует термосвариваемый слой из материала, плавящегося при меньшей температуре. Термосвариваемый слой может быть соэкструдирован с базовым слоем полиэтилентерефталата (как описано в ЕР-А-1 529 797 и WO 2007/093495), или он может быть нанесен в виде раствора или нанесен способом экструзии на пленку основы (как описано в US 2 762 720 и ЕР-А-1 252 008).
В частности, в случае упаковок свежего красного мяса эффективно используют пленку для двойной крышки, содержащую внутреннюю, проницаемую для кислорода, пленку и внешнюю, непроницаемую для кислорода, пленку крышки. Комбинация этих двух пленок также в значительной степени предотвращает обесцвечивание мяса при выходе упакованного мяса вверх относительно высоты стенок поддона, что представляет собой наиболее критическую ситуацию при упаковке свежего мяса в пленку с барьером.
Такие пленки описаны, например, в ЕР 1848635 и ЕР 0690012, раскрытие которых включено в настоящую заявку посредством ссылки.
Пленка крышки может быть выполнена однослойной. Обычный состав однослойных пленок включает определенные здесь полиэфиры и их смеси или определенные здесь полиолефины и их смеси.
Во всех пленочных слоях полимерные компоненты могут содержать соответствующее количество добавок, обычно включаемых в такие материалы. Некоторые из этих добавок предпочтительно включены во внешние слои или в один слой из внешних слоев, в то время как другие предпочтительно добавлены к внутренним слоям. Эти добавки включают добавки, понижающие трение и препятствующие слипанию, такие как тальк, воск, кремнезем и т.п., антиоксиданты, стабилизаторы, пластификаторы, наполнители, пигменты и краски, ингибиторы образования поперечных связей, усилители образования поперечных связей, поглотители ультрафиолетового излучения, поглотители ароматов, поглотители кислорода, бактерициды, антистатики и т.п. добавки, известные специалистам в области пленок для упаковки.
Пленки, подходящие для использования в качестве крышки, могут быть эффективно перфорированы для обеспечения возможности проветривания упакованных пищевых продуктов.
Эти пленки могут быть перфорированы при использовании различных технологий, доступных в данной области техники, посредством лазерных или механических средств, таких как вальцы, снабженные множеством игл.
Количество отверстий на единицу площади пленки и их размеры воздействуют на газопроницаемость пленки.
Микроперфорированные пленки обычно имеют значение проницаемости кислорода (оцененное при 23°C и относительной влажности 0% согласно Стандарту 3985 Американского общества по испытанию материалов) от 2500 см3 / (м2 ⋅ день ⋅ атм) до 1000000 см3 / (м2 ⋅ день ⋅ атм).
Макроперфорированные пленки обычно имеют значение проницаемости кислорода (оцененное при 23°C и относительной влажности 0% согласно Стандарту 3985 Американского общества по испытанию материалов) выше 1000000 см3 / (м2 ⋅ день ⋅ атм).
Кроме того, описанные здесь пленки для использования в качестве крышек могут иметь состав для обеспечения прочного или отслаивающегося уплотнения к основанию. Способ измерения силы отслаивающегося уплотнения, здесь называемой «силой отлипания», описан в стандарте F-88-00 Американского общества по испытанию материалов. Допустимые значения силы отлипания попадают в диапазон от 100 г/25 мм до 850 г/25 мм, от 150 г/25 мм до 800 г/25 мм, от 200 г/25 мм до 700 мм г/25 мм.
Необходимая сила отлипания достижима при специальном проектировании рецептур поддона и крышки.
В целом, на одном или большем количестве слоев пленки для крышки могут быть напечатаны сведения, предоставляющие полезную информацию потребителю, приятное изображение и/или товарный знак или другая рекламная информация, улучшающая розничную продажу упакованного продукта.
Печать на пленке может быть выполнена любым подходящим способом, таким как ротационная трафаретная печать, гравюра или флексографская печать, известным в данной области техники.
Определения и условные обозначения, касающиеся материалов
Поливинилдихлорид содержит собой любой сополимер хлористого винилидена, причем основное количество сополимера содержит собой хлористый винилиден, и незначительное количество сополимера содержит собой один или большим количество ненасыщенных мономеров, совместно полимеризуемых вместе с ним, обычно это хлористый винил и алкилакрилаты или метакрилаты (например, метилакрилат или метакрилат) и их смеси в различных соотношениях. Обычно барьерный слой из поливинилдихлорида содержит пластификаторы и/или стабилизаторы, известные в данной области техники.
При использовании здесь термин «сополимер этилена с виниловым спиртом» включает омыленные или гидролизованные сополимеры этилена с уксусным эфиром винилового спирта и относится к сополимерам этилена/винилового спирта, имеющим содержание сомономера этилена, предпочтительно составляющее от примерно 28 до примерно 48 мольных процентов, более предпочтительно составляющее от примерно 32 до примерно 44 мольных процентов этилена, и еще более предпочтительно, и степень омыления, составляющую по меньшей мере 85%, и предпочтительно, по меньшей мере 90%.
При использовании здесь термин «полиамиды» имеет отношение и к гомо- и к со- или к терполиамидам. В частности, этот термин включает алифатические полиамиды или сополимеры полиамида, например, полиамид 6, полиамид 11, полиамид 12, полиамид 66, полиамид 69, полиамид 610, полиамид 612, сополимер полиамида 6/9, сополимер полиамида 6/10, сополимер полиамида 6/12, сополимер полиамида 6/66, сополимер полиамида 6/69, ароматические и частично ароматические полиамиды или сополимеры полиамида, такие как полиамид 6I, полиамид 6I/6T, полиамид MXD6, полиамид MXD6/MXDI, и их смеси.
При использовании здесь термин «сополимер» относится к полимеру, полученному из двух или большего количества типов мономеров, и содержит терполимеры. Гомополимеры этилена включают полиэтилен высокой плотности и полиэтилен низкой плотности. Сополимеры этилена включают сополимеры этилен/альфа-олефин и сополимеры этилен / ненасыщенный эфир. Сополимеры этилен/альфа-олефин обычно включают сополимеры этилена и одного или большего количества сомономеров, выбранных из альфа-олефинов, содержащих от 3 до 20 атомов углерода, таких как 1-бутен, 1-пентен, 1-гексан, 1-октен, 4-метил-1-пентен и т.п.
Сополимеры этилен/альфа-олефин обычно обладают плотностью в диапазоне от примерно 0,86 до примерно 0,94 г/см3. Термин «линейный полиэтилен низкой плотности» обычно относится к группе сополимеров этилен/альфа-олефин, плотность которых попадает в диапазон от примерно 0,915 до примерно 0,94 г/см3 и, в частности, от примерно 0,915 до примерно 0,925 г/см3. Иногда линейный полиэтилен, имеющий плотность в диапазоне от примерно 0,926 до примерно 0,94 г/см3, называют линейным полиэтиленом средней плотности. Сополимеры этилен/альфа-олефин с более низкой плотностью могут быть названы полиэтиленом очень низкой плотности и полиэтиленом сверхнизкой плотности. Сополимеры этилен/альфа-олефин могут быть получены посредством способов гетерогенной или гомогенной полимеризации.
Сополимер этилен/ненасыщенный эфир содержит собой другой пригодный для использования сополимер, который содержит собой сополимер этилена и одного или большего количества ненасыщенных эфирных мономеров. Пригодные для использования ненасыщенные сложные эфиры включают сложные эфиры винилового спирта алифатических карбоновых кислот, где сложные эфиры имеют от 4 до 12 атомов углерода, таких как винилацетат, и алкиловые эфиры акриловой или метакриловой кислоты, где сложные эфиры имеют от 4 до 12 атомов углерода.
Иономеры представляют собой сополимеры этилена и ненасыщенной одноосновной карбоновой кислоты, нейтрализующей карбоновую кислоту ионом металла, таким как цинк или, предпочтительно, натрий.
Пригодные для использования сополимеры пропилена включают сополимеры пропилена/этилена, которые представляют собой сополимеры пропилена и этилена, имеющие наибольшее по весовому проценту содержание пропилена, и терполимеры пропилена/этилена/бутена, которые представляют собой сополимеры пропилена, этилена и 1-бутена.
При использовании здесь термин «полиолефин» относится к любому полимеризованному олефину, который может быть линейным, разветвленным, цикличным, алифатическим, ароматическим, замещенным или незамещенным. В частности, в термин «полиолефин» включены гомополимеры олефина, сополимеры олефина, сополимеры олефина и неолефинового сомономера, со-полимеризуемого вместе с олефином, такие как виниловые мономеры, модифицированные их полимеры и т.п. Конкретные примеры включают гомополимер полиэтилена, гомополимер полипропилена, гомополимер полибутена, сополимер этилен - альфа-олефин, сополимер пропилен - альфа-олефин, сополимер бутен - альфа-олефин, сополимер этилен - ненасыщенный эфир, сополимер этилен - ненасыщенная кислота, (например, сополимер этилен - этилакрилат, сополимер этилен - бутилакрилат, сополимер этилен-метилакрилат, сополимер этилен-акриловая кислота, и сополимер этилен - метакриловая кислота), сополимер этилен - винилацетат, иономерная смола, полиметилпентен и т.д.
Использованный здесь термин «полиэфир» относится как к гомо-, так и к со-полиэфирам, причем гомополиэфиры определены как полимеры, полученные посредством конденсации одной дикарбоновой кислоты с одним диолом, а сополиэфиры определены как полимеры, полученные посредством конденсации одной или большего количества дикарбоновых кислот с одним или большим количеством диолов. Подходящие полиэфирные смолы представляют собой, например, полиэфиры этиленгликоля и терефталевой кислоты, то есть, полиэтилентерефталат. Предпочтение дано полиэфирам, содержащим звенья этилена и включающим, на основании звеньев дикарбоксилата, по меньшей мере 90 молярных процентов, предпочтительнее по меньшей мере 95 молярных процентов звеньев терефталата. Остальные мономерные звенья выбраны из других дикарбоновых кислот или диолов. Подходящие другие ароматические дикарбоновые кислоты предпочтительно представляют собой изофталевую кислоту, фталевую кислоту, 2,5-, 2,6- или 2,7- нафталендикарбоновую кислоту. Из циклоалифатических дикарбоновых кислот следует упомянуть циклогександикарбоновую кислоту (в частности, циклогексан-1,4-дикарбоновую кислоту). Из алифатических дикарбоновых кислот особенно подходят (C3-Ci9) алкандиоичные кислоты, в частности, янтарная кислота, себациновая кислота, адипиновая кислота, азелаиновая кислота, пробковая кислота или пимелиновая кислота. Подходящие диолы, например, представляют собой алифатические диолы, такие как этиленгликоль, диэтиленгликоль, триэтиленгликоль, пропиленгликоль, 1,3-бутан-диол, 1,4-бутан-диол, 1,5-пентан-диол, 2,2-диметил-1,3 пропан-диол, неопентилгликоль и 1,6-гекан-диол, и циклоалифатические диолы, такие как 1,4-циклогександиметанол и 1,4-циклогексан-диол, и при необходимости гетероатомсодержащие диолы, имеющих одно или большим количество колец.
Сополиэфирные смолы, полученные из одной или большего количества дикарбоновых кислот или их нижних алкил- (до 14 атомов углерода) диэфиров с одним или большим количеством гликолей, в частности алифатических или циклоалифатических гликолей, могут также быть использованы в качестве полиэфирных смол для пленки основы. Подходящие дикарбоновые кислоты включают ароматические дикарбоновые кислоты, такие как терефталевая кислота, изофталевая кислота, фталевая кислота, или 2,5-, 2,6- или 2,7-нафталендикарбоновая кислота, и алифатические дикарбоновые кислоты, такие как янтарная кислота, себациновая кислота, адипиновая кислота, азелаиновая кислота, пробковая кислота или пимелиновая кислота. Подходящие гликоли включают алифатические диолы, такие как этиленгликоль, диэтиленгликоль, триэтиленгликоль, пропиленгликоль, 1,3-бутан-диол, 1,4-бутан-диол, 1,5-пентан-диол, 2,2-диметил-1,3 пропан-диол, неопентилгликоль и 1,6-гекан-диол, и циклоалифатические диолы, такие как 1,4-циклогександиметанол и 1,4- циклогексан-диол. Примеры таких сополиэфиров: (i) сополиэфиры азелаиновой кислоты и терефталевой кислоты с алифатическим гликолем, предпочтительно, этиленгликолем; (ii) сополиэфиры адипиновой кислоты и терефталевой кислоты с алифатическим гликолем, предпочтительно, этиленгликолем; и (iii) сополиэфиры себациновой кислоты и терефталевой кислоты с алифатическим гликолем, предпочтительно, бутиленгликолем; (iv) сополиэфиры этиленгликоля, терефталевой кислоты и изофталевой кислоты. Подходящие аморфные сополиэфиры содержит собой сополиэфиры, полученные из алифатического диола и циклоалифатического диола с одной или большим количеством дикарбоновых кислот, предпочтительно, ароматической дикарбоновой кислоты. Типичные аморфные сополиэфиры включают сополиэфиры терефталевой кислоты с алифатическим диолом и циклоалифатическим диолом, особенно с этиленгликолем и 1,4-циклогександиметанолом.
Подробное описание настоящего изобретения
Устройство 1
На Фиг. 1-3 показаны варианты устройства 1 для упаковки продукта Р. Устройство 1 предназначено для упаковки в модифицированной газовой среде, в которой пластиковая пленка наложена на верхний обод основания или поддона после создания модифицированной газовой среды внутри поддона, и/или для вакуумной герметичной упаковки посредством образования пленки на продукте Р, при которой тонкая пленка пластикового материала ниспадает на продукт с образованием складок и тесно приклеивается к верхнему ободу и к внутренней поверхности основания, а также к поверхности продукта, оставляя, таким образом, минимальное количество воздуха, если оно вообще имеет место, внутри упаковки. Устройство 1 может также быть использовано при наложении пластиковой пленки на поддон без образования ни вакуума, ни модифицированной газовой среды.
Устройство 1 содержит опорную раму 2 (схематически показанную пунктирной линией), которая определяет, например, в своей верхней части, рабочий путь, который в показанном примере горизонтальный. Узел 3 подачи ленты, предпочтительно переносимый опорной рамой 2, содержит барабан 4 пластикового ленты 5, который затем используют для поточного формирования поддонов; на практике пластиковую ленту 5 сматывают с барабана 4 и формируют пластиковую предварительную форму 6, в которой затем поточным образом формуют полости 7 элементов 8 в форме поддона, как это будет описано здесь далее. Устройство 9 подачи пленки, предпочтительно переносимое указанной опорной рамой 2, содержит соответствующий барабан 10, выполненный с возможностью подачи пластиковой пленки 11 для прикрепления поверх элементов 8 в форме поддона. Пластиковая пленка может содержать по меньшей мере один газопроницаемый слой и по меньшей мере один газонепроницаемый (в частности, относительно кислорода) слой.
Секция 12 формирования прикреплена к опорной раме 2 и размещена на рабочем пути. Секция 12 формирования выполнена с возможностью получения от барабана 4 предварительной формы 6, когда этот последний еще в виде пластикового ленты, и выполнения в нем полостей 7. На практике, секция 12 формирования содержит по меньшей мере верхнюю часть 13а и по меньшей мере нижнюю часть 13b, которые подвижны друг относительно друга так, что в открытом положении, в котором две части 13а, 13b разнесены друг от друга, продольная секция предварительной формы 6 в виде ленты может быть размещена в соответствии с секцией формирования, а в закрытом положении, в котором две части 13а, 13b выполняют перемещение друг относительно друга, эти две части определяют одну или большее количество формовочных полостей 14, в которых элементы в форме поддона сформированы в предварительной форме. В этой связи по меньшей мере одна часть из верхней и нижней частей 13а, 13b содержит одну или большее количество формовочных частей, определяющих указанные формовочные полости, имеющие форму подлежащих образованию элементов в форме поддона; секция формирования может содержать формовочные части (например, охватываемые и охватывающие элементы), которые при нахождении секции формирования в закрытом положении механически воздействуют на материал ленты предварительной формы для образования необходимой формы; в качестве альтернативы секция формирования может содержать одно или большее количество устройств инжекции газа для раздувного формирования материала ленты против формовочных полостей 14 и формирования элементов в форме поддона; в качестве еще одной альтернативы секция формирования может содержать одно или большее количество устройств удаления газа для всасывания материала ленты в формовочные полости. Конечно, для формирования материала ленты могут быть использованы и другие методики формирования. Для содействия приданию формы материалу ленты верхняя и/или нижняя часть предварительной формы могут быть нагреты до соответствующей температуры.
В любом случае секция 12 формирования выполнена так, что при выходе из секции формирования предварительная форма 6 содержит один или большее количество продольных рядов 15 из соседних элементов 8 в форме поддона (в примере, показанном на Фиг. 1-4 два горизонтальных ряда 15 из элементов 8 в форме поддона последовательно образованы секцией 12 формирования), причем каждый из рядов 15 элементов в форме поддона ограничен в поперечном направлении продольными полосами 16, а поперечные полосы 17 ограничивают в продольном направлении и последовательно соединяют соседние элементы в форме поддона из того же самого продольного ряда.
Как видно на Фиг. 1-4, поперечные полосы и продольные полосы ограничивают верхние отверстия 18 элементов 8 в форме поддона и пересекают друг друга во множестве перекрестных участков 19: в показанных примерах верхние отверстия выполнены по существу прямоугольными и определены двумя продольными боковыми стенками и двумя поперечными боковыми стенками элементов в форме поддона; следовательно, поперечные полосы перпендикулярно пересекают продольные полосы, ограничивающие указанные прямоугольные верхние отверстия 18, таким образом, что указанные перекрестные участки размещены в соответствии с угловыми зонами элементов в форме поддона. В показанных примерах верхние отверстия выполнены с закругленными углами и, таким образом, поперечные и продольные полосы 16, 17 имеют по существу прямолинейную форму с расширением в перекрестных участках 19.
Узел 20 упаковки, также установленный на опорной раме 2 вдоль указанного рабочего пути, выполнен с возможностью получения указанной пластиковой пленки 11 и указанного предварительной формы 6. Узел 20 упаковки выполнен с возможностью плотного прикрепления пластиковой пленки 11 для закрытия верхних отверстий 18 элементов 8 в форме поддона и содержит по меньшей мере нижнее приспособление 21, определяющее предварительно установленное количество мест 21а установки (в показанном примере четыре места 21а установки, по два в ряду). Каждое место 21а установки предназначено для получения одного соответствующего элемента из указанных элементов 8 в форме под дона. Верхнее приспособление 22, также представляющее собой часть узла упаковки, обращено к нижнему приспособлению 21 и выполнено с возможностью взаимодействия с нижним приспособлением для прикрепления указанной пластиковой пленки 11 к элементам 8 в форме поддона, размещенным в указанных местах 21а, и закрытия посредством уплотнения соответствующих верхних отверстий 18, образуя один или большее количество закрытых элементов 8 в форме поддона, содержащих один или большее количество продуктов Р, которые, например, загружены - или автоматически или вручную - в полости элементов в форме поддона вниз по потоку от секции 12 формирования (необходимо отметить, что на Фиг. 1-4 продукт Р внутри элементов в форме поддона иногда опущен ради ясности чертежа).
Вниз по потоку от узла упаковки работает узел 23 разделения, размещенный вдоль указанного пути и выполненный с возможностью разделения по меньшей мере в поперечном направлении закрытых элементов в форме поддона и формирования закрытых поддонов 8b. Узел 23 разделения может содержать поперечное лезвие 24, прикрепленное к опорной раме 2 перпендикулярно к направлению обработки и выполненное с возможностью разделения соседних в продольном направлении закрытых элементов 8а в форме поддона посредством разрезания поперечных полос 17 в соответствии с их средней линией 17а; узел 23 разделения может также содержать продольное лезвие 25, прикрепленное к опорной раме 2, параллельно к направлению обработки и выполненное с возможностью разделения соседних в поперечном направлении рядов элементов в форме поддона посредством разрезания определенного количества поперечных полос 16 в соответствии с ее средней линией 16а (средние линии 16а и 17а показаны на Фиг. 4).
В соответствии с одним аспектом настоящего изобретения приспособление 26 для разрезания может быть перенесено опорной рамой 2 и выполнено с возможностью работы с образованием разрезов на предварительной форме 6 в соответствии с зоной заранее определенного пути, содержащегося между узлом 3 подачи ленты и узлом 20 упаковки; привод 126 приспособления (например, гидравлического, пневматического или электрического типа), может воздействовать на приспособление 26 для разрезания: привод приспособления управляем блоком 100 управления, например, для опускания и подъема приспособления для разрезания и выполнения сквозных отверстий 27 и 28; в соответствии с еще одним аспектом приспособление 26 для разрезания может работать непосредственно ранее в технологическом процессе от узла 20 упаковки так, что после обработки предварительной формы приспособлением 26 для разрезания и перемещения в направлении обработки, оно непосредственно попадает в узел упаковки. Приспособление 26 для разрезания выполнено с возможностью образования в предварительной форме сквозных отверстий 27, размещенных в соответствии с боковой стенкой каждого из указанных элементов в форме поддона (см. Фиг. 5 и 7), или сквозных отверстий 28, размещенных в соответствии с множеством указанных перекрестных участков 19 между продольными и поперечными полосами (см. Фиг. 5 и 6). В качестве примера сквозные отверстия 27 могут быть выполнены через горизонтальные уступы 29, выполненные в угловых участках каждого из элементов 8 в форме поддона (Фиг. 7); в другом примере сквозные отверстия 28 могут быть выполнены в каждом из перекрестных участков 19 между указанными продольными и указанными поперечными полосами (Фиг. 6); в еще одном примере сквозные отверстия 27 могут быть выполнены на горизонтальных уступах 29, определенных в угловых участках элементов в форме поддона, а сквозные отверстия 28 могут быть выполнены в перекрестных участках 19 между указанными продольными и указанными поперечными полосами (Фиг. 5 и 6).
Приспособление 26 для разрезания может быть выполнено с возможностью придания формы сквозным отверстиям 28 в угловых участках 19 в форме вырезанной части, удаленной из пластикового предварительной формы: в частности, приспособление 26 для разрезания может быть выполнено с возможностью придания формы каждой вырезанной части посредством удаления части указанных угловых участков 19 в соответствии со средней линией между двумя соседними в продольном направлении элементами в форме поддона из того же самого ряда; на практике вырезанные части создают проходы для газовой связи с внутренней частью каждой соседней части в форме поддона во время наложения пластиковой пленки; кроме того, вследствие формы и размещения вырезанных частей, определяющих сквозные отверстия 28, непрерывность горизонтального обода каждого поддона при формировании не нарушена и, таким образом, нет необходимости в формировании больших горизонтальных ободов поддона.
В соответствии с конкретным аспектом приспособление 26 для разрезания выполнено и размещено так, что каждая из указанных вырезанных частей размещена симметрично между двумя соседними основаниями в форме поддона и образует треугольную апертуру, ограниченную тремя прямолинейными или дугообразными сторонами, или четырехугольную апертуру, ограниченную четырьмя прямолинейными или дугообразными сторонами. В примере, показанном на Фиг. 1, приспособление для разрезания содержит множество резаков 26а, выполненных с возможностью наклона к угловым участкам 19 указанных полос: каждый резак содержит режущую кромку 26b, форма которой соответствует форме отверстия 28, образуемого на предварительной форме: как можно видеть из Фиг. 4, некоторые режущие кромки выполнены по существу треугольными и образуют треугольные апертуры 28, а определенные режущие кромки выполнены четырехугольными по форме и образуют четырехугольные апертуры.
Переходя теперь к подробному описанию узла 20 упаковки и обращаясь к Фиг. 8-11, следует иметь ввиду, что узел упаковки содержит по меньшей мере один главный привод 29 (который может быть пневматическим, электрическим или гидравлическим приводом), действующий на по меньшей мере одно из указанных верхнего и нижнего приспособлений 22, 21 так, что верхнее и нижнее приспособления могут быть перемещаемы между открытой позицией, в которой верхнее приспособление 22 отстоит на определенное расстояние от нижнего приспособления 21 и образует зазор, обеспечивающий возможность размещения элементов 8 в форме поддона в местах 21а установки и пластиковой пленки 11 над элементами в форме поддона, и закрытой позицией, в которой верхнее приспособление и нижнее приспособление непосредственно близки друг к другу и действуют один против другой так, что уплотнительным образом прикрепляют пластиковую пленку над одним или большим количеством элементов в форме поддона, размещенных в узле упаковки. На практике материал пластиковой пленки и материал предварительной формы вставлены между примыкающими частями 30 верхнего приспособления 22 и соответствующими примыкающими частями 31 нижнего приспособления 21, как показано на Фиг. 9 и 10. Примыкающие части 30 и 31 окружают по меньшей мере периферию верхних отверстий элементов 8 в форме поддона. Блок 100 управления управляет главным приводом 29 для перемещения верхнего и нижнего приспособлений между верхним и нижним положениями.
Верхнее приспособление содержит средства 33 удержания части пластиковой пленки 11 в соответствии с активной поверхностью 32 верхнего приспособления, обращенной к нижнему приспособлению. Средства 33 удержания могут содержать источник 34 вакуума, например, вакуумный насос, управляемый блоком 100 управления, и трубопровод 35, соединенный или выполненный с возможностью соединения с источником вакуума и ведущий к множеству апертур 36 всасывания, присутствующих на активной поверхности 32 верхнего приспособления 22. В качестве альтернативы или дополнения, средства 33 удержания могут содержать механический держатель (например, содержать щипцы, выполненные с возможностью захвата пластиковой пленки в определенном положении). В качестве другой альтернативы или дополнения средства удержания могут содержать нагреватель, способный нагревать активную поверхность верхнего приспособления, нагревая, таким образом, пластиковую пленку 11 для увеличения сцепляемости этой пленки с активной поверхностью 32. В соответствии с еще одной альтернативой или дополнением средства удержания могут содержать клейкие части активной поверхности. В соответствии с еще одной альтернативой или дополнением средства удержания могут содержать электрический держатель, выполненный с возможностью изменять полярность активной поверхности верхнего приспособления для образования электрических сил между указанной активной поверхностью и пластиковой пленкой. В варианте реализации настоящего изобретения блок 100 управления выполнен с возможностью активизации средств удержания, например, активизации указанного источника 34 вакуума, или принуждения клапана 37 соединить трубопровод с источником 34 вакуума, и принуждения активной поверхности получать и удерживать указанную часть пластиковой пленки в правильном положении над элементами в форме поддона, размещенными в узле упаковки.
Переходя к дальнейшему подробному описанию, следует иметь ввиду, что верхнее приспособление 22 может содержать плоскую активную поверхность или активную поверхность в форме купола (эта вторая разновидность показана на Фиг. 11). Средства нагревания связаны к верхним приспособлением и управляемы блоком 100 управления таким образом, что активная поверхность нижнего приспособления доведена по меньшей мере до температуры между 150°C и 260°C, при необходимости между 180°C и 240°C, и при большей необходимости между 200°C и 220°C. В качестве средств нагревания могут, например, быть использованы электрические резисторы, размещенные внутри верхнего приспособления 22 или размещенные в соответствии с активной поверхностью 32.
Нижнее приспособление 21 содержит множество частей 39 в виде нижних стенок и множество частей 40 в виде боковых стенок, возникающих из соответствующих частей в виде нижних стенок, для определения указанного количества мест 21а установки. В случае активной поверхности верхнего приспособления в форме купола одна или большее количество частей в виде боковых стенок частей в нижнем приспособлении могут содержать по меньшей мере один выступ 41, размещенный и выполненный так, что при размещении элементов 8 в форме поддона в соответствующих местах 21а установки нижнего приспособления каждый выступ 41 вставлен в соответствующее сквозное отверстие, размещенное в одном из указанных перекрестных участков, и выступает над элементами в форме поддона в направлении указанной активной поверхности в форме купола. Другими словами, этот выступ, который может представлять собой штырек, проходит через отверстия 28 и выходит над полосами предварительной формы в направлении активной поверхности 32 в форме купола 32 таким образом, чтобы избегать закрытия пластиковой пленкой отверстий 28 перед любой возможной операцией извлечения газа из полости (и/или инжекции газа в полость) элементов 8 в форме поддона. Присутствие выступа не строго необходимо, поскольку средства 33 удержания, например, подающие вакуум к активной поверхности верхнего приспособления, могут быть достаточными для удержания пленки на отдалении от апертур 27, 28 во время приложения вакуума в нижнем приспособлении.
Фактически устройство 1 может дополнительно содержать вакуумное устройство 42, соединенное с нижним приспособлением 21 и выполненное с возможностью удаления газа из внутренней части указанных элементов в форме поддона; вакуумное устройство 42 содержит по меньшей мере один источник 43 вакуума (например, насос) и по меньшей мере одну линию 44 вакуумирования, соединяющую указанные сквозные отверстия 27, 28 с источником вакуума. Блок 100 управления может быть выполнен с возможностью управления вакуумным устройством 42 для удаления газа по меньшей мере в случае нахождения верхнего и нижнего приспособлений в закрытом положении. Блок 100 управления может также инактивировать средства 33 удержания пластиковой пленки 11, например, инактивируя вакуумный насос 33 и/или соединяя апертуры 36 всасывания с атмосферой, например, через вспомогательную линию 45, открытую для внешней атмосферы с возможностью выборочного соединения с апертурами 36 посредством клапана 37 таким образом, что пластиковая пленка может ниспадать вниз с образованием складок на поддон и на продукт Р, размещенный в каждом поддона (Фиг. 10). Это вместе с соответствующим нагреванием по меньшей мере частей пластиковой пленки и/или предварительной формы, например, в полосах, вызывает уплотнение элементов в форме поддона и создание герметичной упаковки посредством формирования пластиковой пленки на продукте Р. В случае герметичной упаковки посредством формирования пленки на продукте пленка может содержать газопроницаемый (например, для кислорода) слой, который прилип к продукту, и газонепроницаемый (например, кислород-непроницаемый) слой, устранимым образом прилипший к газопроницаемому слою, так что при использовании поддона газонепроницаемый слой может быть удален, обеспечивая кислороду возможность войти в контакт с продуктом, удерживая жидкости и твердые тела, имеющие место в пределах упаковки, ввиду присутствия газопроницаемого слоя.
В качестве альтернативы или дополнения устройство может содержать устройство 46 подачи газовой среды регулируемого состава (показанное на Фиг. 10), соединенное с нижним приспособлением 21 и выполненное с возможностью инжекции газового потока во внутреннюю часть указанных элементов в форме поддона. Устройство подачи газовой среды регулируемого состава содержит по меньшей мере одно инжекционное устройство 47 (например, насос или инжекторный клапан) и по меньшей мере одну линию 48 инжекции, соединяющую источник 49 газа со сквозными отверстиями 27, 28 через инжекционное устройство 47: блок 100 управления действует на указанное устройство подачи газовой среды регулируемого состава для инжекции указанного потока газа по меньшей мере при нахождении верхнего и нижнего приспособлений в указанном закрытом положении. Кроме того, при упаковке в модифицированной газовой среде соответствующее нагревание по меньшей мере частей пластиковой пленки или полос предварительной формы приводит к уплотнению элементов в форме поддона посредством пластиковой пленки. В частности, в случае приложений с упаковкой в модифицированной газовой среде верхнее приспособление может содержать нагревательный стержень, который после инжекции газа в полости элементов в форме поддона опускается и прилегает к частям пленки, наложенных на верхний обод элементов в форме поддона для термического уплотнения пленки к указанному верхнему ободу(-ам). Устройство подачи газовой среды регулируемого состава может быть выполнено с возможностью инжекции газа или газовых смесей, содержащих определенное количество одного газа или большего количества газов N2, O2 и CO2, которое отлично от содержания этих же газов в атмосфере при температуре 20°C на уровне моря (при давлении в 1 атмосферу).
Блок 100 управления может также быть выполнен с возможностью управления составом модифицированной газовой среды, образованной внутри узла упаковки. Например, блок 100 управления может регулировать состав газового потока, вводимого в камеру упаковки. Газовые смеси, вводимые в камеру упаковки для генерации модифицированной газовой среды, могут быть разными в зависимости от природы продукта Р. В целом, модифицированные газовые смеси содержат определенное объемное количество одного газа или большего количества газов N2, O2 и CO2, которое отлично от содержания этих же газов в атмосфере при температуре 20°C на уровне моря (при давлении в 1 атмосферу).
Если продукт Р представляет собой такой продукт, как мясо, домашняя птица, рыба, сыр, выпечка или макароны, могут быть использованы следующие газовые смеси (количества выражены в объемных процентах при 20°C и давлении 1 атмосфера):
В определенном варианте реализации настоящего изобретения устройство содержит и вакуумное устройство и устройство подачи газовой среды регулируемого состава. Кроме того, блок 100 управления может в этом случае быть выполнен с возможностью управления указанным устройством подачи газовой среды регулируемого состава для запуска инжекции указанного потока газа или после предварительно установленной задержки после активации указанного вакуумного устройства или после достижения заранее указанного уровня вакуума внутри указанной внутренней части элементов в форме поддона.
В соответствии с одним аспектом блок управления выполнен с возможностью управления указанным устройством подачи газовой среды регулируемого состава для запуска инжекции указанного потока газа при все еще продолжающемся указанном удалении газа.
В соответствии с еще одним аспектом блок управления выполнен с возможностью работы вакуумного устройства для удаления газа и создания уровня вакуума с давлением между 100 и 300 мбар, при необходимости между 150 и 250 мбар, внутри указанной внутренней части элементов в форме поддона.
Переходя к дальнейшим структурным аспектам, необходимо отметить, что нижнее приспособление 21 содержит одно или большее количество мест 21а установки для получения элементов 8 в форме поддона: каждое место 21а установки ограничено частью 39 в виде нижней стенки и частью 40 в виде боковой стенки, возникающей из соответствующей части в виде нижней стенки. В примере реализации изобретения, показанном, например, на Фиг. 8-11, линия 44 вакуумирования из вакуумного устройства приводит к первой канавке 50, определенной в части 40 в виде боковой стенки каждого места установки, и ко второй канавке 51, определенной в части 39 в виде нижней стенки каждого места установки; первая и вторая канавки получены в соответствующих частях стенок и открыты во внутреннюю часть соответствующего места 21а установки: канавки обеспечивают возможность правильной газовой связи между сквозными отверстиями 27, 28 в элементах в форме поддона и трубопроводом, полученным в нижнем приспособлении и соединяющим указанные канавки с указанной линией вакуумирования. Аналогичным образом, линия 48 инжекции устройства 46 подачи газовой среды регулируемого состава, при его наличии, приводит к первой канавке 50, определенной в части 40 в виде боковой стенки каждого места установки, и ко второй канавке 51, определенной в части 39 в виде нижней стенки каждого места установки; трубопровод (который может быть тем же трубопроводом, что использован вакуумным устройством) в нижнем приспособлении может присутствовать для соединения указанных канавок с указанными инжекционными линиями. В качестве альтернативы инжекционная линия может непосредственно приводить, в соответствии с апертурами 27, 28, или она может приводить к форсункам, проходящим через указанные апертуры 27 или 28 так, чтобы избегать ситуации, когда давление вне элементов в форме поддона больше давления, образованного внутри элементов в форме поддона.
В соответствии с определенными аспектами изобретения, узел 60 привода связан к опорной рамой 2 и выполняет привод предварительной формы 6 и пластиковой пленки 11, как это будет описано здесь ниже. На Фиг. 1-3 схематично показаны возможные альтернативные варианты узла привода.
Узел 60 привода содержит первую активную часть 61, размещенную вниз по потоку от узла 20 упаковки с обеих сторон рабочего пути. Первая активная часть 61 может быть выполнена с возможностью захвата двух продольных боковых границ продольной части предварительной формы, которое в продольном направлении вытянуто вниз по потоку от узла 20 упаковки (это видно во всех вариантах реализации настоящего изобретения от Фиг. 1 до Фиг. 3Е). Узел привода и в частности первая активная часть могут одновременно входить во взаимодействие также с продольными боковыми границами пластиковой пленки 11, поскольку вниз по потоку от узла упаковки пластиковая пленка и предварительная форма перекрыты и могут иметь по существу или точно ту же самую ширину. В любом случае пластиковая пленка 11 по меньшей мере натянута предварительной формой вследствие того, что пластиковая пленка, в узле упаковки, была прикреплена к предварительной форме; как уже упомянуто, если пластиковая пленка имеет по существу ту же самую ширину, что и предварительная форма, то часть пластиковой пленки, вытянутая вниз по потоку от узла упаковки, захвачена и натянута первой активной частью 61 вместе с предварительной формой. В определенных вариантах реализации изобретения (см., например, Фиг. 1, 2 и 3А), в соответствии с узлом 20 упаковки и также предпочтительно в соответствии с узлом 26 разрезания, и пластиковая пленка 11 и предварительная форма 6 в поперечном направлении (то есть, перпендикулярно к направлению обработки) свободны от взаимодействия с первой активной частью или другим механизмом привода. На практике, как это видно на Фиг. 1, 2 и 3А, продольные края пластиковой пленки 11 и предварительной формы 6, в соответствии с узлом 20 упаковки и узлом разрезания 26, оставлены свободными. Это техническое решение обеспечивает возможность пластиковой пленке иметь точный размер, согласованный с размером верхних отверстий элементов 8 в форме под дона. Кроме того, отсутствие любой части привода, действующей на боковые границы предварительной формы в узле упаковки, обеспечивает возможность минимизации размера продольных полос 16, которые будут образовывать верхние обода окончательных поддонов без ухудшения эффективного уплотнения пластиковой пленки.
В качестве альтернативы (см. например, Фиг. 3С и 3D), первая активная часть 61 может быть выполнена с возможностью захвата только двух продольных боковых границ продольной части пластиковой пленки 11. В этом случае пластиковая пленка 11 имела бы ширину (измеренную перпендикулярно к направлению обработки), превосходящую ширину предварительной формы: см. поперечное сечение на Фиг. 3D, которое показывает, что пластиковая пленка больше нижележащего предварительной формы, что обеспечивает захватным устройствам, связанным с первой активной частью 61, возможность взаимодействия с продольными боковыми границами пластиковой пленки 11, без взаимодействия с продольными боковыми границами предварительной формы.
В одном варианте, см. Фиг. 3А, первая активная часть 61 выполнена с возможностью захвата двух продольных боковых границ части пластиковой пленки 11, которая вытянута в продольном направлении вниз по потоку от узла 20 упаковки (в этом случае первая активная часть может также захватить продольные боковые границы предварительной формы).
Во втором варианте, см. Фиг. 3В, первая активная часть 61 выполнена с возможностью захвата двух продольных боковых границ части пластиковой пленки 11, которая в продольном направлении вытянута внутри узла упаковки и вниз по потоку на протяжении участка от узла 20 упаковки. В этом случае первая активная часть предпочтительно захватывает только пластиковую пленку.
В третьем варианте (Фиг. 3С и Фиг. 3D) первая активная часть 61 выполнена с возможностью захвата двух продольных боковых границ части пластиковой пленки 11, которая вытянута от узла 9 подачи пленки и в продольном направлении внутри узла упаковки и вниз по потоку на протяжении участка от узла 20 упаковки.
В этих последних двух вариантах (Фиг. 3В и 3С) узел привода и, в частности, первая активная часть предпочтительно не взаимодействует с предварительной формой 6, которое по существу натянуто только пластиковой пленкой, которая, в узле упаковки, была прикреплена к предварительной форме.
Первая активная часть 61 может высвободить пластиковую пленку 11 в узле 23 разделения или вниз по потоку от него, и две боковые полосы избыточного материала могут затем быть удалены из пластиковой пленки 11. Также необходимо отметить, что устройство может содержать пластину 110 предварительного нагрева (показанную только на Фиг. 3С, но которая может также присутствовать в других показанных вариантах реализации настоящего изобретения), действующую вниз по потоку от узла 10 подачи и размещенную непосредственно ранее в технологическом процессе от узла упаковки. Например, пластина 110 предварительного нагрева может быть размещена в соответствии с вертикальным трактом пленки 11, проходящим между узлом 9 подачи пленки и узлом 20 упаковки: пластина предварительного нагрева обращена к листу пленки и выполнена с возможностью его нагрева до подходящей температуры для увеличения растяжимости пленки перед тем, как пленка попадает в узел упаковки; этот аспект в комбинации с захватом первой активной частью 61 продольных боковых границ пленки 11 в узле 20 упаковки обеспечивает возможность упаковки продуктов, выступающих в вертикальном направлении из полости элементов в форме поддона (в этом случае обычно используют верхнее приспособление в форме купола). В соответствии с узлом упаковки и узлом разрезания предварительная форма 6 свободна в поперечном направлении (то есть, перпендикулярно направлению обработки) от взаимодействия с первой активной частью или другим механизмом привода.
Три вышеупомянутых варианта обеспечивают возможность минимизации, если не полного исчезновения, отходов материала, образующего предварительную форму. Тот вариант, в котором пластиковая пленка не захвачена при нахождении внутри узла упаковки, обеспечивает возможность точного размера пластиковой пленки для согласования с размером верхних отверстий элементов 8 в форме поддона. Кроме того, отсутствие любой части привода, действующей на боковые границы предварительной формы в узле упаковки, обеспечивает возможность минимизации размера продольных полос 16, которые будут формировать верхние обода окончательных поддонов без ухудшения эффективного уплотнения пластиковой пленки. В варианте захвата пластиковой пленки внутри узла упаковки могут быть некоторые отходы материала пластиковой пленки 11, но также имеет место возможность бокового управления пластиковой пленкой во время ее наложения на элементы в форме поддона, с возможностью пакуемых продуктов Р выступать в вертикальном направлении над элементами в форме поддона (в этом случае при использовании верхнего приспособления в форме купола, как показано на Фиг. 11).
В еще одном варианте реализации первая активная часть может быть выполнена с возможностью захвата и продольных боковых границ продольной части пластиковой пленки и продольных боковых границ предварительной формы. Более подробно, в соответствии с этим дополнительным вариантом, при выходе пластиковой пленки и предварительной формы из узла упаковки, первая активная часть входит во взаимодействие с частями боковых границ, в продольном направлении вытянутых вниз по потоку от узла упаковки. В этом варианте узел привода также выполнен таким образом, что продольные боковые границы предварительной формы и пластиковой пленки, в соответствии с узлом упаковки и предпочтительно также с узлом разрезания, свободны и не взаимодействуют с любой частью узла привода.
В варианте по Фиг. 1 и 2 узел привода содержит вторую активную часть 62, размещенную между секцией 12 формирования и узлом 20 упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ части предварительной формы 6, в продольном направлении вытянутой между секцией 12 формирования и узлом 20 упаковки. В первом варианте, показанном на Фиг. 1, узел привода выполнен таким образом, что продольные боковые границы предварительной формы, в соответствии с секцией 12 формирования, взаимодействуют в поперечном направлении с указанной второй активной частью 62, в то время как во втором варианте, показанном на Фиг. 2, узел привода выполнен таким образом, что продольные боковые границы предварительной формы, в соответствии с секцией 12 формирования, свободны в поперечном направлении и не взаимодействуют с любой частью узла привода. Взаимодействие узла привода в секции формирования может помочь при сохранении предварительной формы в правильном положении при формовке элементов в форме поддона. С другой стороны, оставление боковых границ свободными может уменьшить объем отходов и все же быть адекватным для определенного типа легко деформируемых материалов.
На Фиг. 1 первая и вторая активные части 61 и 62 представляют собой, с каждой стороны опорной рамы, часть одного удлиненного тела. На Фиг. 2 первая и вторая активные части представляют собой, с каждой стороны опорной рамы, часть двух соответствующих удлиненных тел. На Фиг. 3 показан вариант реализации изобретения, в котором узел привода не имеет никакой второй активной части, но только первую активную часть в соответствии с описанными выше вариантами.
С конструктивной точки зрения и как показано на Фиг. 13-22, узел 60 привода содержит по меньшей мере одно удлиненное тело 63 привода (например, приводную цепь или приводной ремень) на каждой стороне рабочего пути. В случае Фиг. 2 два удлиненных тела 63 присутствуют с каждой стороны опорной рамы 2. Каждое удлиненное тело 63 привода прикреплено к опорной раме 2, определяя соответствующий замкнутый контур, содержащий ветвь привода, взаимодействующую по меньшей мере с одним элементом из пластиковой пленки и удлиненного тела, и ветвь возврата; каждый узел 60 привода также содержит множество устройств 66 захвата, переносимых удлиненным телом 63 привода и выполненным с возможностью захвата противоположных продольных боковых границ предварительной формы 6 и/или пластиковой пленки 11, как описано выше, и по меньшей мере двигатель 67, соединенный, например, посредством зубчатого колеса 68, с телом 63 привода и управляемый блоком 100 управления. Блок 100 управления выполнен с возможностью управления двигателем 67 так, чтобы перемещать удлиненное тело 63 привода вдоль указанного замкнутого контура, содержащего ветвь привода с перемещением согласно направлению обработки и ветвь возврата с перемещением противоположно направлению обработки, закрывая контур. Удлиненное тело 63 выполнено в замкнутом контуре таким образом, что ветвь привода непрерывно содержит первый сегмент 64, вытянутый параллельно к рабочему пути, по нисходящему потку от узла 20 упаковки: на практике описанная выше первая активная часть 63 определена на каждой стороне опорной рамы 2 устройствами 66 захвата, переносимыми первым сегментом 64, которые предназначены для захвата боковых границ предварительной формы и/или частей пластиковой пленки, размещенных в продольном направлении вниз по потоку от узла упаковки.
В примере реализации изобретения по Фиг. 1 одно удлиненное тело 63 выполнено в замкнутом контуре на каждой стороне опорной рамы 2 таким образом, что ветвь привода удлиненного тела непрерывно содержит второй сегмент 65, вытянутый параллельно рабочему пути по меньшей мере от вниз по потоку от секции 12 формирования до ранее в технологическом процессе от приспособления для резания 26. Элементы 66 захвата, переносимые указанным вторым сегментом 65, предназначены для захвата продольных боковых границ предварительной формы 6, вытянутого в продольном направлении между секцией 12 формирования и узлом 26 упаковки. В примере реализации изобретения по Фиг. 2 два удлиненных тела образованы в соответствующем замкнутом контуре на каждой стороне опорной рамы 2 таким образом, что ветвь привода удлиненного тела непрерывно содержит первый сегмент на одном из указанных удлиненных тел и, на другом из указанных удлиненных тел, второй сегмент 65, вытянутый параллельно рабочему пути по меньшей мере от вниз по потоку от секции 12 формирования до ранее в технологическом процессе от приспособления 26 для резания. Элементы 66 захвата, переносимые указанным вторым сегментом 65, предназначены для захвата продольных боковых границ предварительной формы 6, вытянутого в продольном направлении между секцией 12 формирования и узлом 26 упаковки. На практике вторая активная часть 62 узла 60 привода определена на каждой стороне опорной рамы элементами 66 захвата, переносимыми указанным вторым сегментом 65, которые предназначены для захвата боковых границ частей предварительной формы, размещенных в продольном направлении ранее в технологическом процессе от узла 26 разрезания.
Как упомянуто, на Фиг. 2 использованы два отдельных удлиненных тела на каждой стороне опорной рамы 2. В отличие от этого, в примере по Фиг. 1, ветвь привода одного удлиненного тела 63, присутствующего на каждой стороне опорной рамы 2, непрерывно содержит третий сегмент 69, соединяющий конец второго сегмента вниз по потоку с концом первого сегмента ранее в технологическом процессе; третий сегмент 69 вытянут вдоль траектории, в достаточной степени отстоящей от рабочего пути в соответствии с узлом упаковки и при необходимости с приспособлением для резания, посредством чего элементы 66 захвата, переносимые указанным третьим сегментом, не взаимодействуют с продольными боковыми границами и предварительной формы и пластиковой пленки по меньшей мере в соответствии с узлом упаковки, и при необходимости (как показано на Фиг. 1) в соответствии с приспособлением для резания.
В примерах по Фиг. 1 и 2 ветвь привода удлиненного тела 63 может непрерывно содержать четвертый или последующий сегмент 70, вытянутый параллельно к рабочему пути по меньшей мере от узла подачи до ранее в технологическом процессе от секции 12 формирования. Элементы захвата, переносимые указанным четвертым сегментом, предназначены для захвата продольных боковых границ предварительной формы, вытянутого в продольном направлении между узлом подачи и секцией формирования. В непоказанном варианте четвертый сегмент может быть получен на удлиненном теле, отличном от тела, переносящего первый или второй сегменты. Вторая активная часть узла привода содержит в случае по Фиг. 1 и 2 также элементы захвата, переносимые указанным четвертым сегментом. Наконец, при необходимости может присутствовать пятый сегмент 71, соединяющий конец вниз по потоку от четвертого сегмента 70 к концом ранее в технологическом процессе от второго сегмента 65: пятый сегмент вытянут вдоль траектории, отстоящей на достаточное расстояние от рабочего пути в соответствии с секцией 12 формирования (см. Фиг. 2), посредством чего элементы 66 захвата, переносимые указанным пятым сегментом 71, не взаимодействуют с продольными боковыми границами предварительной формы по меньшей мере в соответствии с секцией формирования.
Для входа во взаимодействие/выхода из взаимодействия элементов 66 захватного устройства с предварительной формой 6 и/или с пластиковой пленкой 11, каждый из элементов захватного устройства 66 содержит по меньшей мере два противодействующих кулачка 72, 73, которые обычно удержаны в закрытом положении, например, упругим элементом 74. Элементы 66 захватного устройства прикреплены к удлиненному телу 63 таким образом что смещающая поверхность 75, переносимая, например зубчатым колесом 68, проталкивает кулачки в открытое положение, обеспечивающее возможность высвобождения предварительной формы 6 и/или пластиковой пленки 11. Необходимо отметить, что устройство может содержать зубчатые колеса, размещенные вдоль замкнутого пути удлиненного тела к траектории удлиненного тела и, таким образом, элементов захватного устройства (например, для определения третьего и пятого сегментов 69 и 71). Зубчатые колеса содержат смещающую поверхность 75, которая, например, определена шкивом 76, коаксиально установленным на зубчатых колесах.
Блок 100 управления устройства 1
Устройство в соответствии с настоящим изобретением содержит по меньшей мере один блок управления.
Блок 100 управления (схематично представленный на Фиг. 1) может содержать цифровой процессор (центральный процессор) с блоком (или блоками) памяти, схемой аналогового типа, или комбинацию одного или большего количества цифровых обрабатывающих модулей с одной или большим количеством аналоговых обрабатывающих схем. В настоящем описании и в пунктах формулы изобретения указано, что блок 100 управления «выполнен с возможностью» или «запрограммирован» для выполнения определенных операций: на практике это может быть достигнуто любым способом, обеспечивающим возможность конфигурации или программирования блока управления. Например, в случае блока 100 управления, содержащего один или большее количество центральных процессоров, одна или большее количество программ сохранено в соответствующем блоке памяти: программа или программы, содержащие команды, которые, при их выполнении блоком управления, вынуждают блок 100 управления выполнять операции, описанные и/или заявленные в связи с блоком управления. В качестве альтернативы, при аналоговом типе блока 100 управления, электрическая схема блока управления разработана для содержания электрической схемы, обеспечивающей при использовании обработку электрических сигналов, например, для выполнения описанных здесь операций блока управления.
Блок управления может быть выполнен с возможностью управления устройством 1 для выполнения любого из способов упаковки, описанных ниже или заявленных в приложенных пунктах формулы изобретения. В частности, блок 100 управления может быть выполнен с возможностью управления узлом привода, секцией формирования, приспособлением для разрезания и узлом упаковки для синхронизации пошагового перемещения предварительной формы с формированием полостей элементов в форме поддона в секции формирования, с выполнением сквозного отверстия в приспособлении для резания и с уплотнением элементов в форме поддона в узле упаковки. Блок управления может также управлять вакуумным устройством и устройством подачи газовой среды регулируемого состава при их наличии.
Например, следует отметить, что работа устройства управляема блоком 100 управления. Блок 100 управления выполнен с возможностью выполнения следующего цикла:
подача команды на секцию формирования для формирования указанных элементов в форме поддона в предварительной форме, поступающей из узла подачи в виде ленты пластика;
подача команды на узел привода для перемещения пошаговым образом указанного предварительной формы и указанной пластиковой пленки с последующих поступлением в узел упаковки частей предварительной формы, содержащих заранее определенное количество образованных в нем элементов в форме поддона, и соответствующих частей пластиковой пленки;
подача команды на приспособление для резания для воздействия на предварительную форму в соответствии с зоной заранее определенного пути, размещенной между узлом подачи ленты и узлом упаковки, и выполнения указанного сквозного отверстия;
подача команды на узел упаковки для перехода из открытого в закрытое положение; при необходимости подача команды на вакуумное устройство для удаления газа и/или подача команды на устройство подачи газовой среды регулируемого состава для инжекции газа или газовой смеси;
подача команды на узел упаковки для плотного прикрепления пластиковой пленки к указанным элементам в форме поддона в узле упаковки,
подача команды на узел разделения для разделения в поперечном направлении, и при необходимости в продольном направлении, закрытых элементов в форме поддона и образования множества закрытых поддонов.
По завершении цикла обеспечена возможность получения закрытого поддона типа, показанного на Фиг. 12, в котором углы пластиковой пленки наложены на закругленные углы верхнего обода поддона и выступают из них, что обеспечивает возможность легкого отслаивание, сводя к минимуму в то же самое время отходы пластикового материала.
Способы упаковки
Ниже описаны способы упаковки в соответствии с аспектами настоящего изобретения.
Следующие способы могут быть выполнены устройством согласно любому одному варианту из вышеупомянутых вариантов и разновидностей реализации изобретения под наблюдением блока 100 управления. В соответствии с одним аспектом настоящего изобретения именно блок 100 управления выполняет управление и запрограммирован для выполнения ниже описанных способов, используя устройство 1, как описано в одном из вышеупомянутых вариантов реализации настоящего изобретения или заявлено в любом из приложенных пунктов формулы изобретения.
Способ упаковки продуктов (Р) согласно аспектам настоящего изобретения включает следующие операции.
Пластиковая предварительная форма 6 в виде пластиковой ленты подают с барабана 4. Предварительную форму 6 подают в направлении обработки вдоль рабочего пути и получают в устройстве 12 формирования, в котором множество полостей образовано в предварительной форме таким образом, что предварительная форма содержит:
- один или большее количество продольных рядов соседних элементов в форме поддона,
- продольные полосы, ограничивающие в поперечном направлении каждый ряд элементов в форме поддона,
- поперечные полосы, ограничивающие в продольном направлении и последовательно соединяющие соседние элементы в форме поддона одного продольного ряда, причем
поперечные полосы и продольные полосы также окружают верхние отверстия элементов в форме поддона и пересекают друг друга во множестве перекрестных участков.
Вниз по потоку от секции формирования один или большим количеством указанных продуктов (Р) вручную или автоматически загружают в соответствующую полость указанных элементов в форме поддона.
После формирования элементов в форме поддона сквозные отверстия 27 и/или 28, как описано выше, могут быть выполнены приспособлением 26 для разрезания, работающим ранее в технологическом процессе от узла 20 упаковки. Отверстия 27 и/или 28 могут быть размещены и сформированы как уже описано при описании приспособления 26 для разрезания. При перемещении предварительной формы пластиковую пленку также подают таким образом, что пластиковая пленка и предварительная форма получены в узле 20 упаковки, в котором пластиковая пленка прикреплена к элементам 8 в форме поддона для закрытия верхнего отверстия указанных элементов в форме поддона предварительной формы. В этот момент вакуум может быть создан внутри полостей элементов в форме поддона, например, посредством активизации вакуумного устройства, как описано здесь выше. В качестве альтернативы или дополнения газовая среда регулируемого состава может быть создана внутри полостей элементов в форме поддона, активизируя устройство подачи газовой среды регулируемого состава, как описано здесь выше. Благодаря плотному смыканию и благодаря отверстиям 27 и/или 28, присутствующим в элементах в форме поддона, газ может быть при необходимости эффективно введен и/или извлечен.
Затем закрытые элементы в форме поддона переходят в узел разделения, в котором они разделены в поперечном направлении, образуя, посредством этого, отдельные закрытые поддона или группы поддонов.
Привод предварительной формы и/или пластиковой пленки может быть выполнен различными способами.
В соответствии с первым вариантом реализации изобретения предварительная форма направляется вдоль рабочего пути посредством захвата продольных боковых границ предварительной формы в соответствии с частью предварительной формы, в которой предварительная форма уже получила плотное прикрепление пластиковой пленки, оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой имеет место прикрепление пластиковой пленки к элементам в форме поддона, а именно, в узле упаковки. В соответствии с этим первым вариантом только предварительная форма захвачена на ее боковых границах, тогда как пластиковая пленка натянута предварительной формой вследствие того, что пластиковая пленка, вниз по потоку от узла упаковки, прикреплена к предварительной форме. При одинаковой ширине предварительной формы и пластиковой пленки и предварительная форма и пластиковая пленка одновременно захвачены на своих боковых границах вниз по потоку от узла упаковки.
В соответствии со вторым вариантом реализации изобретения только пластиковая пленка непосредственно управляема посредством захвата продольных боковых границ пластиковой пленки по меньшей мере в соответствии с частью пластиковой пленки, в которой предварительная форма и пластиковая пленка были плотно соединены. Продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой имеет место прикрепление пластиковой пленки к элементам в форме поддона, а именно, в узле упаковки, оставлены свободными. Боковые границы предварительной формы также не захвачены вниз по потоку от узла упаковки и предварительная форма по существу натянуто пластиковой пленкой только вследствие того, что пластиковая пленка, вниз по потоку от узла упаковки, прикреплена к предварительной форме. Необходимо отметить, что в еще одном варианте реализации пластиковая пленка может также быть управляема исключительно посредством захвата пластиковой пленки, а не предварительной формы, в узле упаковки или даже ранее в технологическом процессе от узла упаковки, например, в соответствии с трактом пленки 11, вытянутым между узлом 9 подачи пленки и узлом 20 упаковки. Это обеспечивает возможность управления шириной пластиковой пленки и, таким образом, дает возможность герметичной упаковки посредством образования пленки на изделии в отношении большого разнообразия продуктов, включая изделия, выступающие в вертикальном направлении над контуром элементов в виде поддона.
В соответствии с третьим вариантом реализации изобретения предварительная форма может быть направляемо вдоль рабочего пути посредством захвата продольных боковых границ и пластиковой пленки и предварительной формы в соответствии с частью предварительной формы и пластиковой пленки, в которой к предварительной форме уже плотно прикреплена пластиковая пленка (а именно, вниз по потоку от узла упаковки). Продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой имеет место прикрепление пластиковой пленки к элементам в форме поддона, а именно, в узле упаковки, оставляют свободными от захвата.
В соответствии с четвертым вариантом реализации настоящего изобретения, который может быть скомбинирован с любым из описанных здесь выше трех вариантов реализации в связи с процессом привода предварительной формы, привод предварительной формы включает захват продольных боковых границ предварительной формы в соответствии с частью, в которой в предварительной форме еще не выполнены сквозные отверстия, оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой выполнены сквозные отверстия (то есть, в приспособлении 26 для разрезания).
В соответствии с пятым вариантом реализации настоящего изобретения, который может быть комбинирован с любым из описанных здесь выше трех вариантов реализации в связи с процессом привода предварительной формы, привод предварительной формы включает захват продольных боковых границ предварительной формы в соответствии с частью, в которой предварительная форма еще находится в форме пластикового ленты перед формированием полостей, оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой произошло формирование полостей (то есть, в устройстве 12 формирования).
Хотя настоящее изобретение было описано в связи с вариантами, которые в настоящее время полагают наиболее практичными и предпочтительными вариантами реализации настоящего изобретения, следует иметь ввиду, что изобретение не должно быть ограничено описанными вариантами реализации, но напротив, предназначено для перекрытия различных модификаций и эквивалентных устройств, охватываемых сущностью и объемом приложенных пунктов формулы изобретения.
Например, специфический характер описанных приводов приведен лишь в качестве примера, и альтернативные типы приводов могут быть использованы при условии совпадения типа перемещения, налагаемого на подвижные части, относительно которых работают указанные приводы.
Также необходимо отметить, что хотя в описанных вариантах реализации настоящего изобретения показан лишь один узел упаковки, для оптимизации производительности могут быть параллельно использованы множественные узлы упаковки.
Кроме того, как схематично показано на Фиг. 3Е, устройство 1 может обеспечить наложение второй пластиковой пленки 11' во втором узле 20' упаковки, работающем вниз по потоку от узла 20 упаковки (упомянутом в этом случае как первый узел упаковки). Например, первая пленка 11 может быть наложена для образования покрытия над продуктами Р, содержащимися в элементах в форме поддона. Затем элементы в форме поддона переходят во второй узел 20' упаковки, содержащий верхнее и нижнее приспособления 22', 21'. Узел 9' подачи второй пленки подает вторую пленку 11', которая может быть наложена поверх элементов в форме поддона для выполнения:
- крышки с обычной газовой средой между второй пленкой 11' и первой пленкой 11;
- крышки с модифицированной газовой средой между второй пленкой 11' и первой пленкой 11;
- дополнительного покрытия, образованного второй пленкой 11' и первой пленкой 11.
Необходимо отметить, что второй узел подачи пленки и второй узел упаковки могут иметь ту же самую структуру и работать соответственно как узел 9 подачи пленки (первый узел подачи пленки) и узел 20 упаковки (первый узел упаковки), и таким образом не описаны снова.
Также необходимо отметить, что второе приспособление для разрезания, например, идентичное приспособлению 26 для разрезания, может присутствовать и действовать на элементы в форме поддона, которые получили пленку 11, но которые не получили вторую пластиковую пленку 11' из дополнительных апертур, аналогичных апертурам 27 или 28, которые могут быть закрыты посредством наложения пластиковой пленки 11. Второе приспособление для разрезания работает вниз по потоку от узла 20 упаковки, но ранее в технологическом процессе, предпочтительно непосредственно ранее в технологическом процессе, от второго узла 20' упаковки.
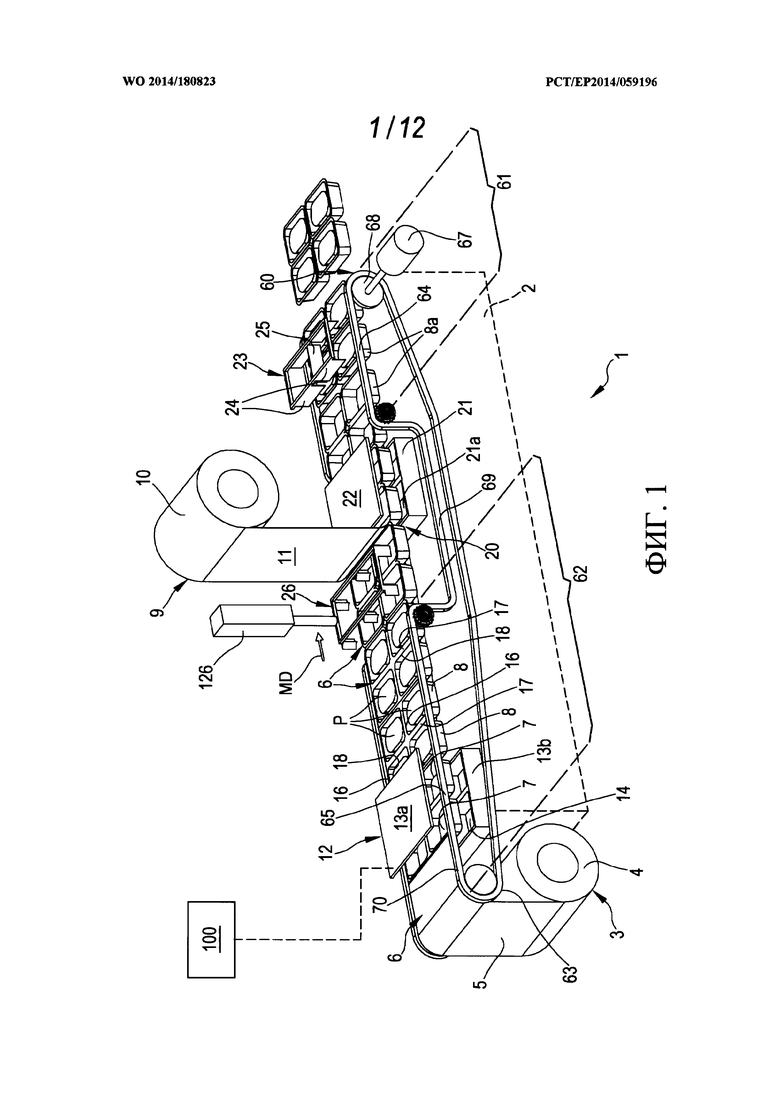
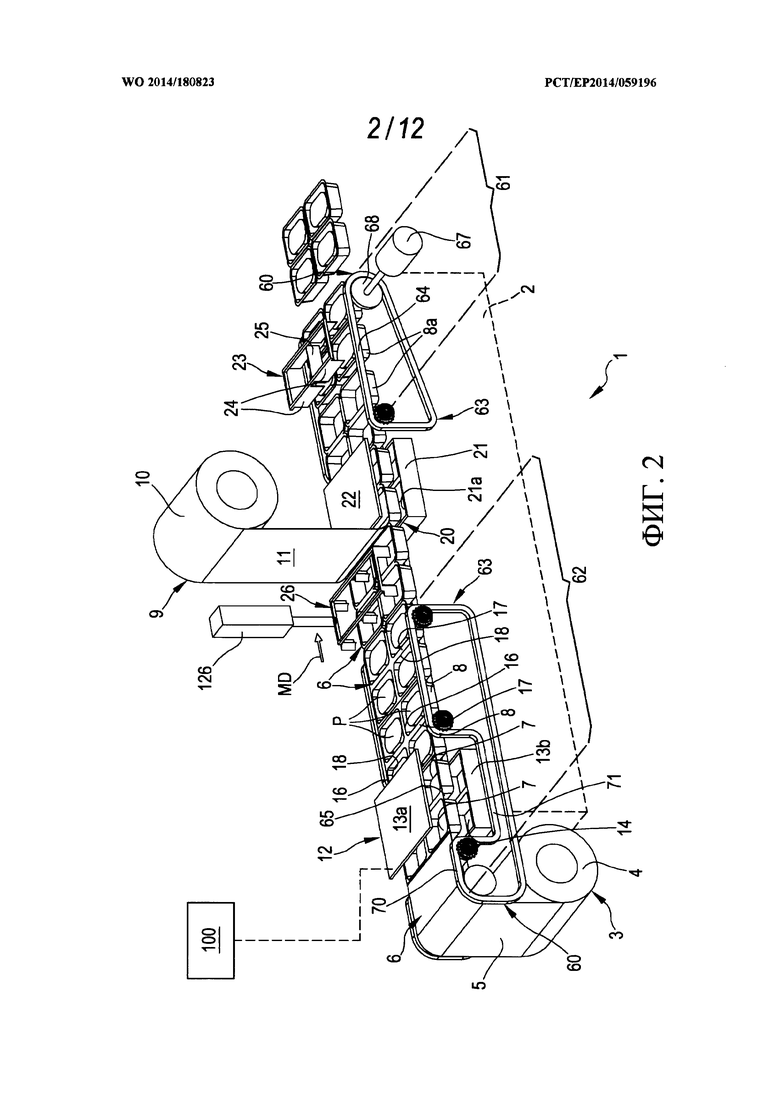
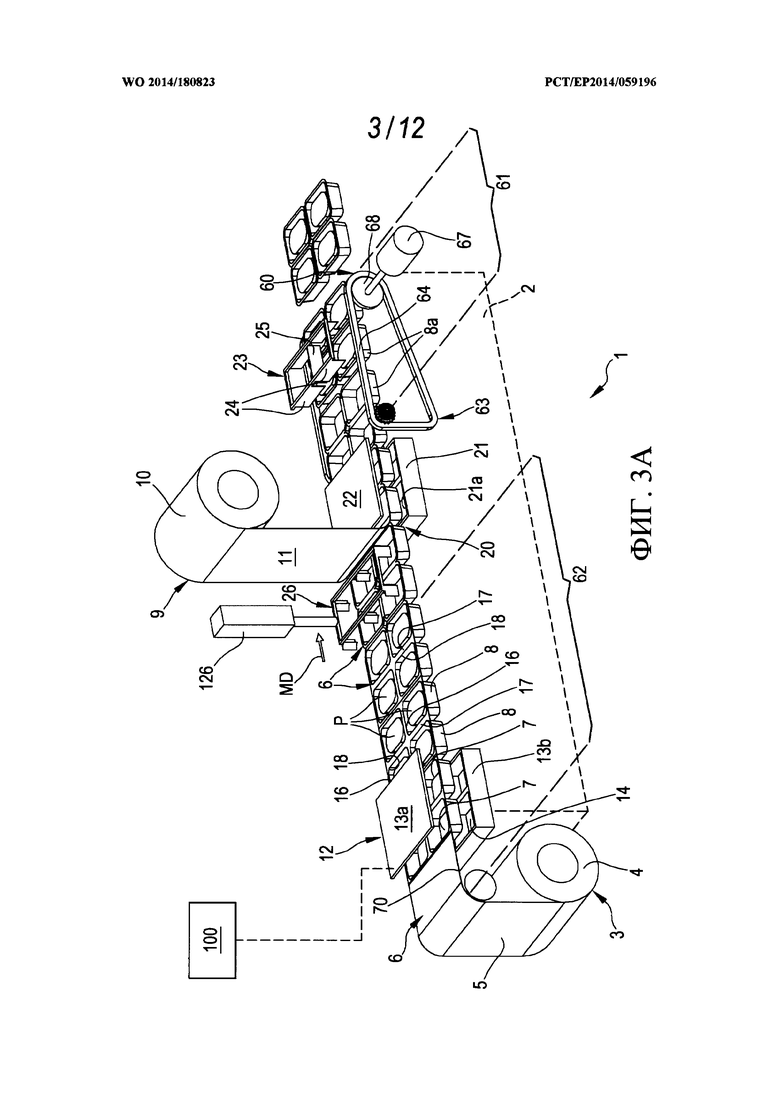
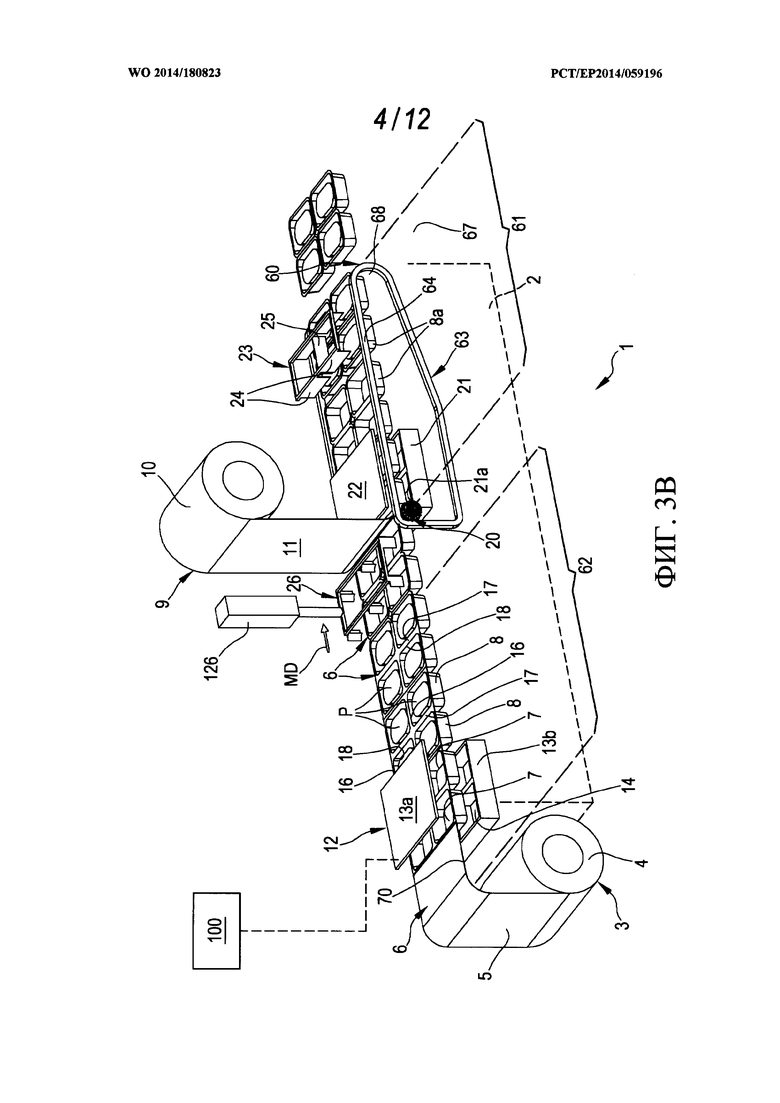
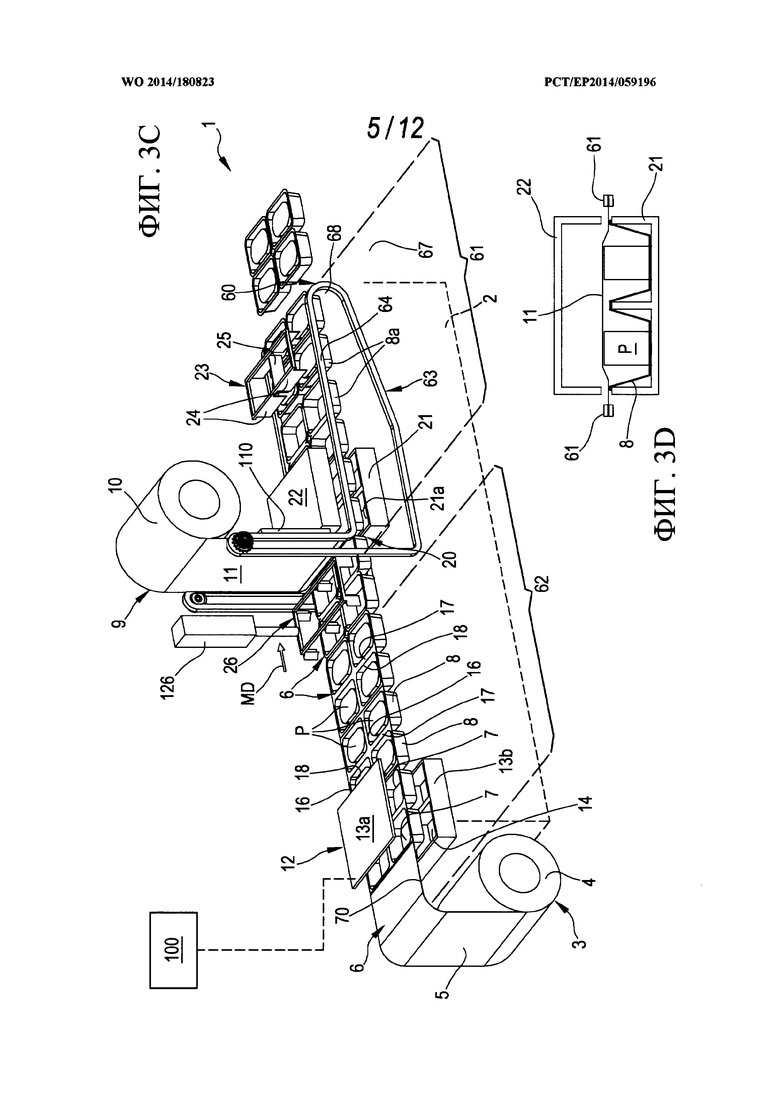
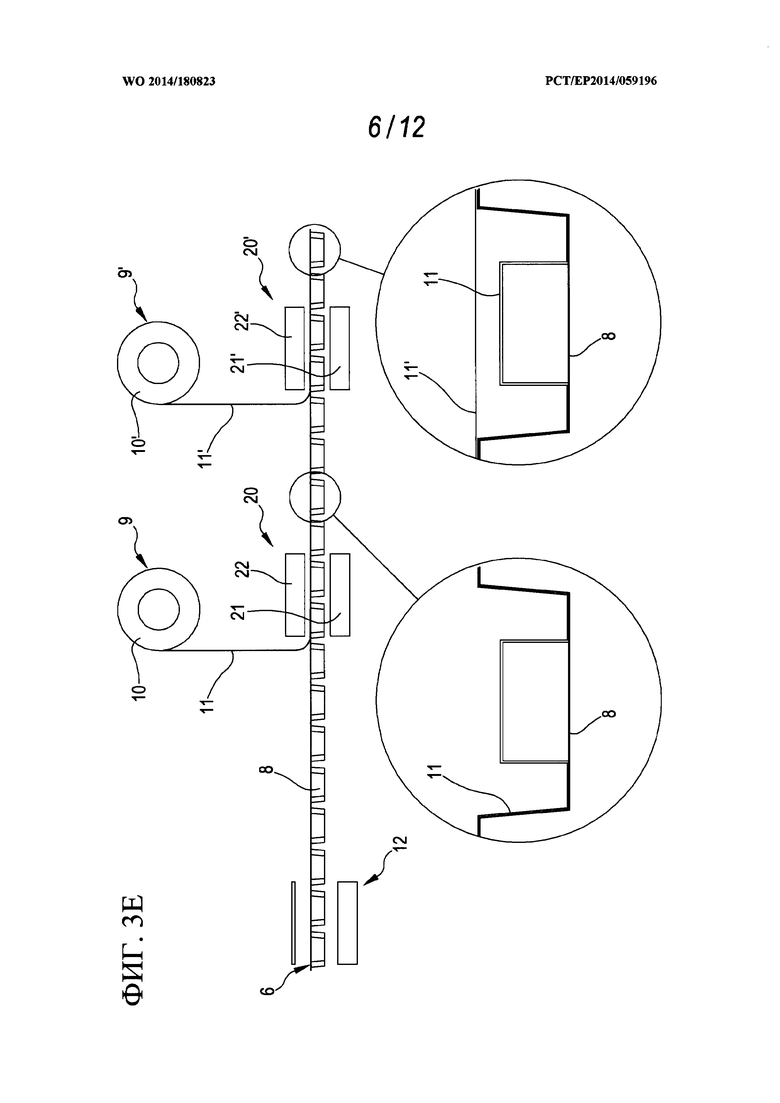
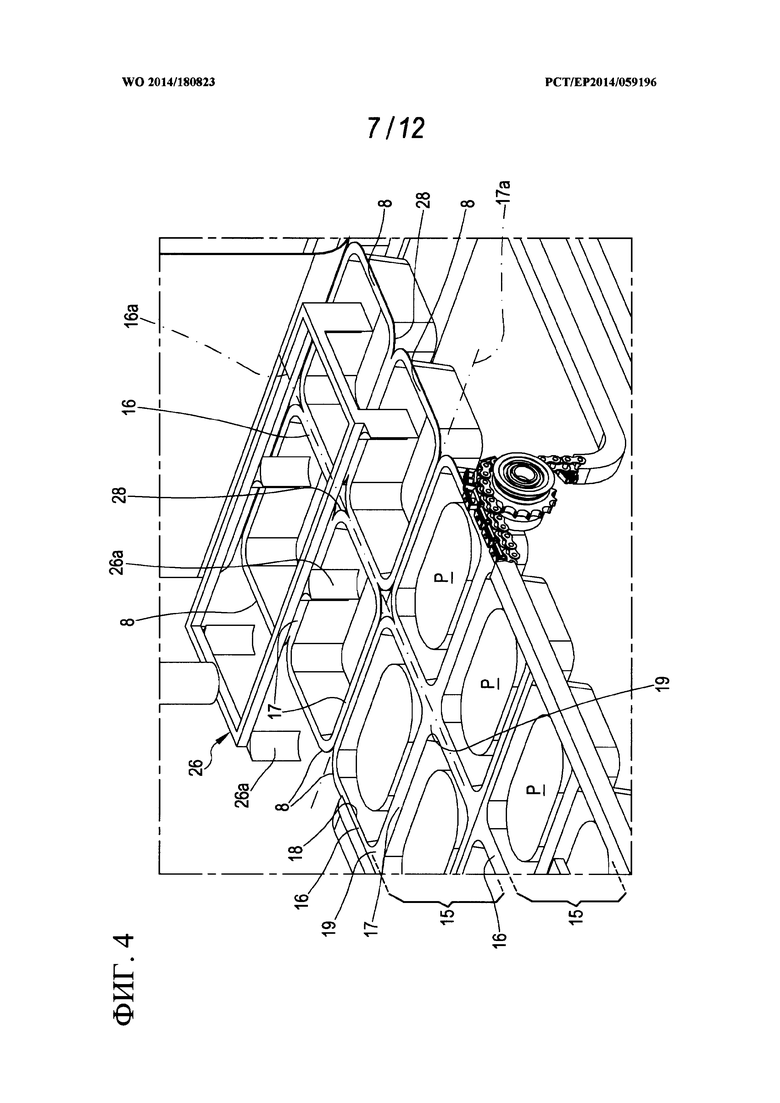
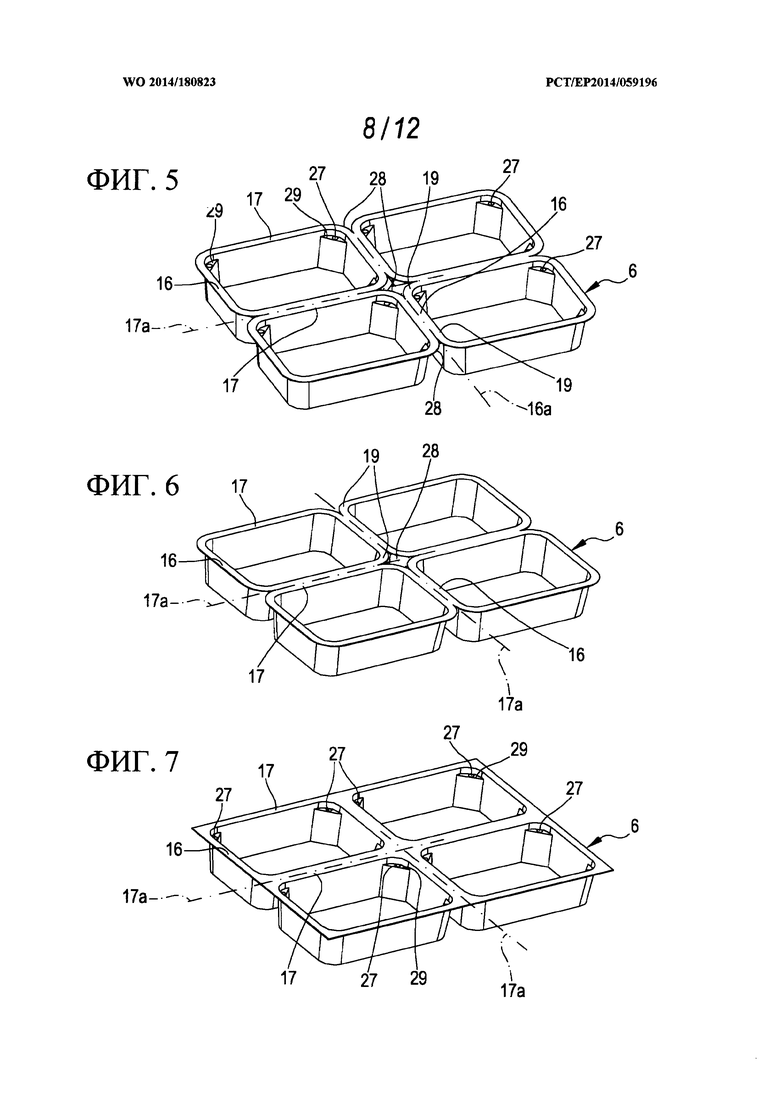
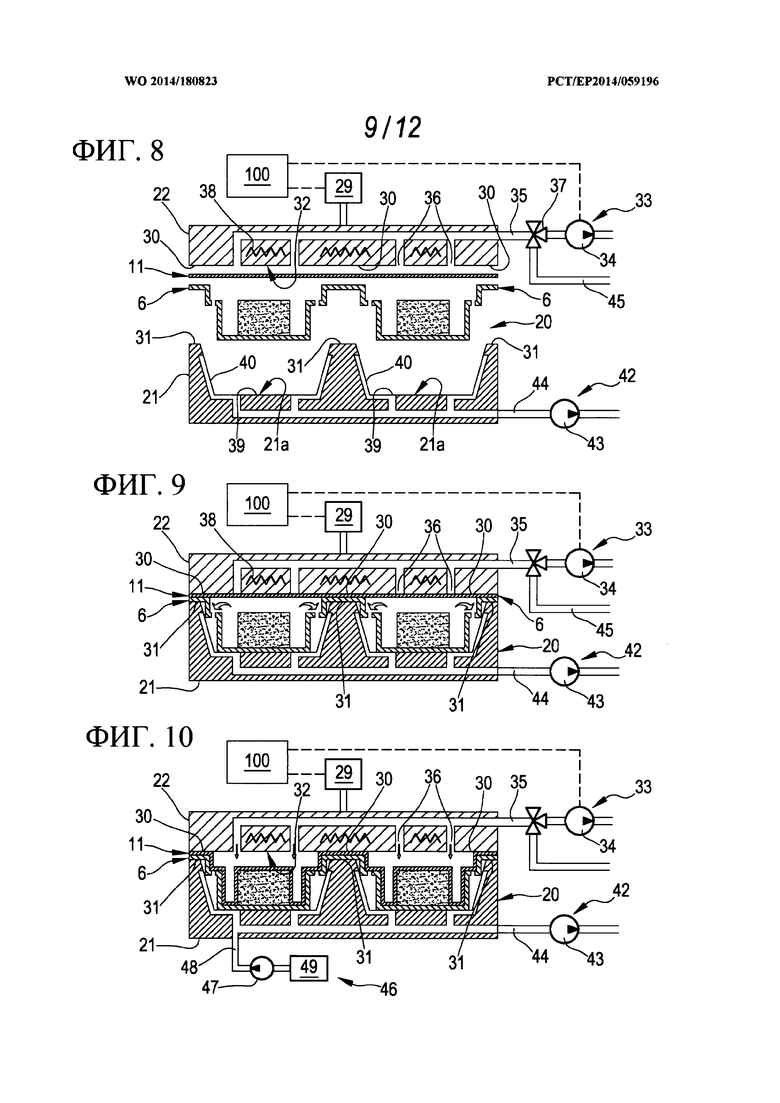
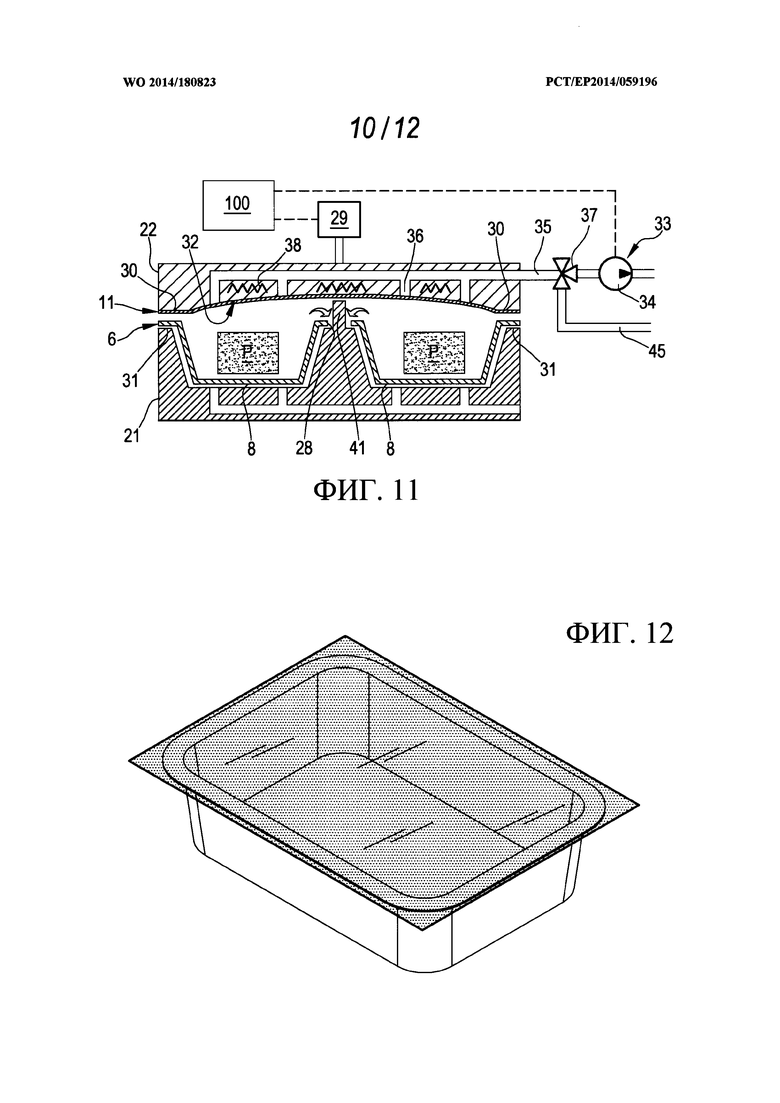
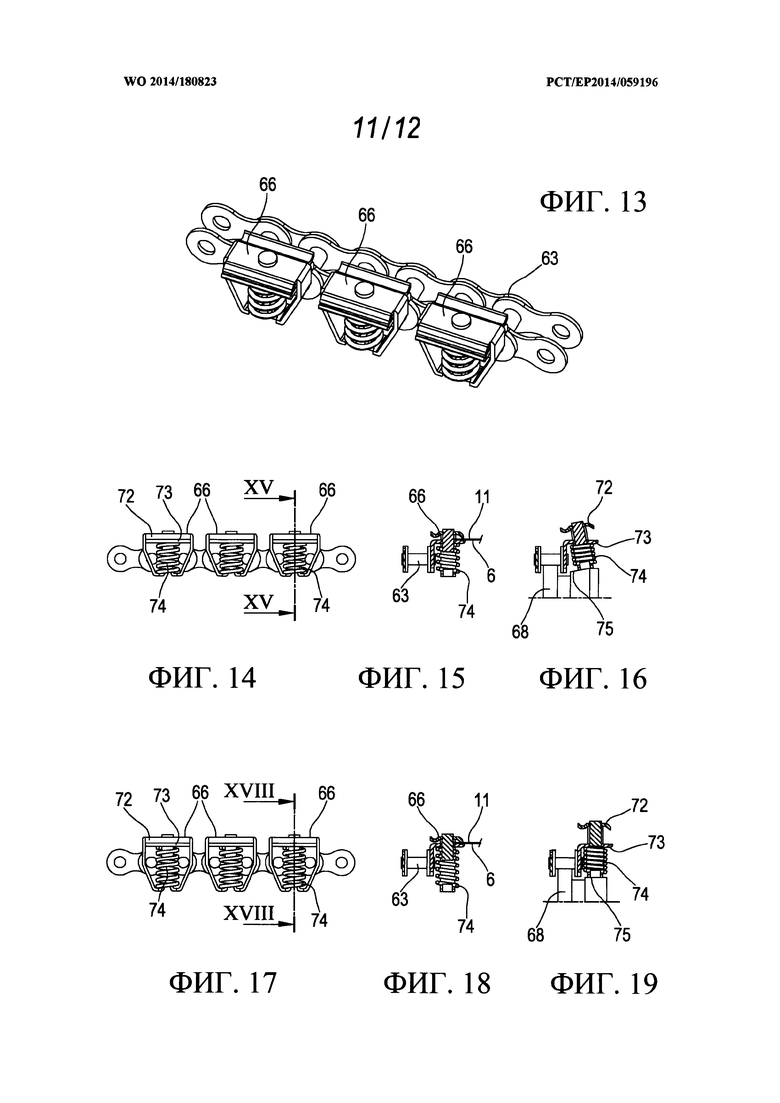
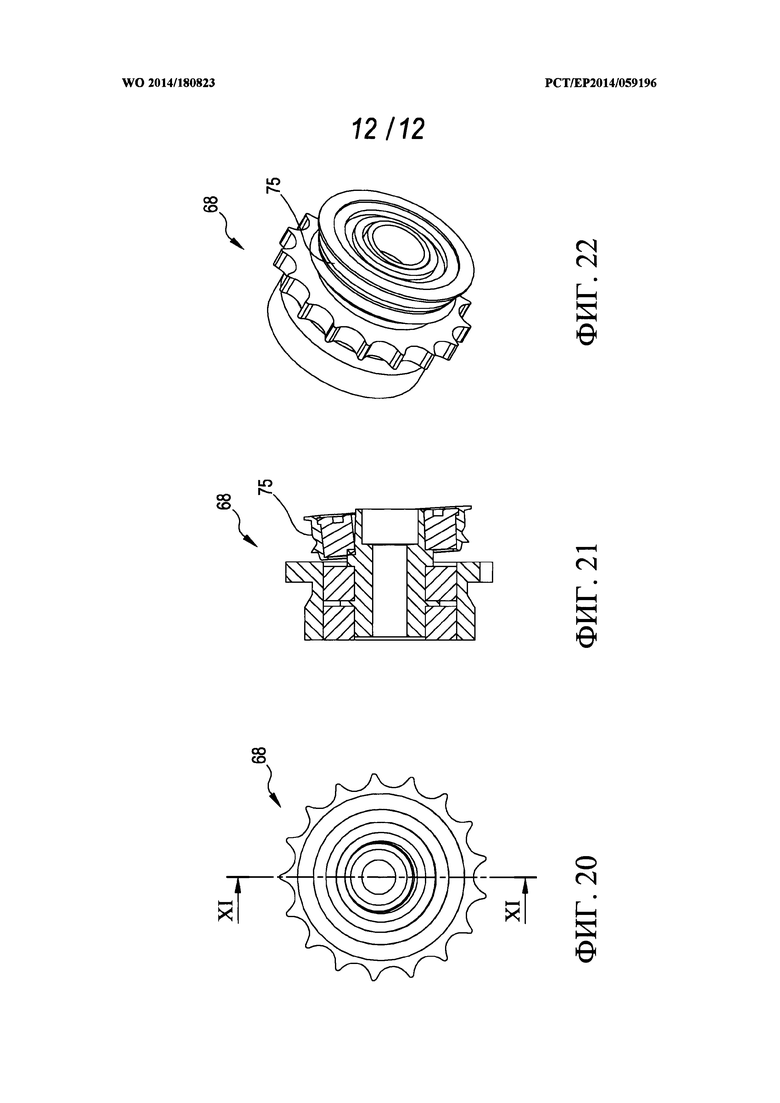
Устройство содержит опорную раму, определяющую рабочий путь, узел подачи ленты, связанный с опорной рамой и выполненный с возможностью подачи пластиковой предварительной формы в виде пластиковой ленты, узел привода, переносимый опорной рамой и выполненный с возможностью перемещения по меньшей мере предварительной формы в направлении обработки вдоль рабочего пути, секцию формирования, размещенную на рабочем пути и выполненную с возможностью получения предварительной формы в виде пластиковой ленты и формирования в нем определенного количества полостей таким образом, что далее в технологическом процессе от секции формирования предварительная форма содержит один или большее количество продольных рядов соседних элементов в форме поддона, продольные полосы, ограничивающие в поперечном направлении каждый ряд элементов в форме поддона, поперечные полосы, ограничивающие в продольном направлении и последовательно соединяющие соседние элементы в форме поддона одного продольного ряда. Причем поперечные и продольные полосы также ограничивают верхние отверстия элементов в форме поддона и пересекают друг друга во множестве перекрестных участков. Устройство содержит также узел подачи пленки, выполненный с возможностью подачи пластиковой пленки, узел упаковки, размещенный вдоль рабочего пути и выполненный с возможностью получения пластиковой пленки и предварительной формы. Причем узел упаковки также выполнен с возможностью прочного прикрепления пластиковой пленки для закрытия верхнего отверстия элементов в форме поддона и содержит нижнее приспособление, содержащее заранее определенное количество мест установки, каждое из которых предназначено для получения по меньшей мере одного из элементов в форме поддона, и верхнее приспособление, обращенное к нижнему приспособлению и выполненное с возможностью взаимодействия с нижним приспособлением для прикрепления пластиковой пленки к по меньшей мере одному элементу в форме поддона, размещенному в указанном месте установки, и закрытия с уплотнением соответствующего верхнего отверстия, образуя один или большее количество закрытых элементов в форме поддона, узел разделения, размещенный вдоль пути далее в технологическом процессе от узла упаковки и выполненный с возможностью по меньшей мере поперечного разделения закрытых элементов в форме поддона и формирования закрытых поддонов, приспособление для разрезания, действующее на предварительную форму в соответствии с зоной рабочего пути, размещенной между узлом подачи ленты и узлом упаковки, причем приспособление для разрезания выполнено с возможностью выполнения сквозного отверстия, размещенного в соответствии с по меньшей мере одним элементом из боковой стенки каждого из элементов в форме поддона и множества перекрестных участков между продольными и поперечными полосами, и блок управления, соединенный и выполненный с возможностью функционирования по меньшей мере узла привода, секции формирования, узла упаковки и приспособления для разрезания. Изобретением также является способ упаковки, осуществляемый вышеописанным устройством. Группа изобретений обеспечивает повышение качества, производительности, снижение себестоимости. 2 н. и 23 з.п. ф-лы, 26 ил.
1. Устройство для упаковки продукта (Р) в поддон, содержащее:
- опорную раму, определяющую рабочий путь,
- узел подачи ленты, связанный с опорной рамой и выполненный с возможностью подачи пластиковой предварительной формы в виде пластиковой ленты,
- узел привода, переносимый опорной рамой и выполненный с возможностью перемещения по меньшей мере предварительной формы в направлении обработки (MD) вдоль рабочего пути,
- секцию формирования, размещенную на рабочем пути и выполненную с возможностью получения предварительной формы в виде указанной пластиковой ленты и формирования в нем определенного количества полостей таким образом, что далее в технологическом процессе от секции формирования предварительная форма содержит:
• один или большее количество продольных рядов соседних элементов в форме поддона,
• продольные полосы, ограничивающие в поперечном направлении каждый ряд элементов в форме поддона,
• поперечные полосы, ограничивающие в продольном направлении и последовательно соединяющие соседние элементы в форме поддона одного продольного ряда, причем
поперечные полосы и продольные полосы также ограничивают верхние отверстия элементов в форме поддона и пересекают друг друга во множестве перекрестных участков,
и
- узел подачи пленки, выполненный с возможностью подачи пластиковой пленки,
- узел упаковки, также размещенный вдоль указанного рабочего пути и выполненный с возможностью получения указанной пластиковой пленки и указанной предварительной формы, причем
узел упаковки также выполнен с возможностью прочного прикрепления пластиковой пленки для закрытия верхнего отверстия указанных элементов в форме поддона и содержит:
- нижнее приспособление, содержащее заранее определенное количество мест установки, каждое из которых предназначено для получения по меньшей мере одного из указанных элементов в форме поддона, и
- верхнее приспособление, обращенное к нижнему приспособлению и выполненное с возможностью взаимодействия с нижним приспособлением для прикрепления указанной пластиковой пленки к по меньшей мере одному элементу в форме поддона, размещенному в указанном месте установки, и закрытия с уплотнением соответствующего верхнего отверстия, образуя один или большее количество закрытых элементов в форме поддона,
- узел разделения, размещенный вдоль указанного пути далее в технологическом процессе от узла упаковки и выполненный с возможностью по меньшей мере поперечного разделения закрытых элементов в форме поддона и формирования закрытых поддонов,
- приспособление для разрезания, действующее на предварительную форму в соответствии с зоной рабочего пути, размещенной между узлом подачи ленты и узлом упаковки, причем приспособление для разрезания выполнено с возможностью выполнения сквозного отверстия, размещенного в соответствии с по меньшей мере одним элементом из:
• боковой стенки каждого из указанных элементов в форме поддона и
• множества указанных перекрестных участков между продольными и поперечными полосами, и
- блок управления, соединенный и выполненный с возможностью функционирования по меньшей мере указанного узла привода, указанной секции формирования, указанного узла упаковки и указанного приспособления для разрезания.
2. Устройство по п. 1, в котором
секция формирования выполнена с возможностью формирования указанной пластиковой предварительной формы с двумя или большим количеством параллельных рядов элементов в форме поддона, причем:
- каждый из указанных элементов в форме поддона обладает по существу прямоугольным верхним отверстием, определенным двумя продольными боковыми стенками и двумя поперечными боковыми стенками элементов в форме поддона, и
- поперечные полосы перпендикулярно пересекают продольные полосы, ограничивающие указанные прямоугольные верхние отверстия таким образом, что указанные перекрестные участки размещены в соответствии с угловыми зонами элементов в форме поддона.
3. Устройство по п. 1 или 2, в котором
приспособление для разрезания размещено для воздействия на указанную пластиковую предварительную форму и выполнено с возможностью выполнения указанных сквозных отверстий во множестве указанных перекрестных участков, причем приспособление для разрезания выполнено с возможностью придания формы указанному сквозному отверстию в виде вырезанной части, удаленной из пластиковой предварительной формы, причем приспособление для разрезания выполнено с возможностью формирования каждой вырезанной части посредством удаления части поперечной полосы в соответствии со средней линией между двумя соседними в продольном направлении элементами в форме поддона из того же самого ряда.
4. Устройство по п. 3, в котором
приспособление для разрезания размещено непосредственно ранее в технологическом процессе от узла упаковки и выполнено так, что:
- каждая из указанных вырезанных частей симметрично размещена между двумя соседними основаниями в форме поддонов, и
- каждая из указанных вырезанных частей выполнена в форме одной из апертур:
• треугольной апертуры, ограниченной тремя прямолинейными или дугообразными сторонами, и
• четырехугольной апертуры, ограниченной четырьмя прямолинейными или дугообразными сторонами.
5. Устройство по п. 1, в котором узел упаковки содержит по меньшей мере один главный привод, управляемый блоком управления и действующий на по меньшей мере одно из указанных верхнего и нижнего приспособлений, причем блок управления выполнен с возможностью управления главным приводом таким образом, что верхнее и нижнее приспособления могут быть перемещаемы между открытой позицией, в которой верхнее приспособление отстоит от нижнего приспособления и образует зазор, обеспечивающий возможность размещения элементов в форме поддона в местах установки и пластиковой пленки над элементами в форме поддона, и закрытой позицией, в которой верхнее приспособление и нижнее приспособление непосредственно примыкают друг к другу и действуют один против другого так, что с уплотнением прикрепляют пластиковую пленку над одним или большим количеством элементов в форме поддона, размещенных в узле упаковки.
6. Устройство по п. 1, в котором верхнее приспособление содержит средства захвата части пластиковой пленки в соответствии с активной поверхностью верхнего приспособления, обращенного к нижнему приспособлению, причем при необходимости указанные средства захвата содержат источник вакуума, управляемый блоком управления, причем блок управления выполнен с возможностью активизации средств захвата и принуждения активной поверхности получать и удерживать указанную часть пластиковой пленки, верхнее приспособление содержит плоскую активную поверхность или поверхность в форме купола, обращенную к нижнему приспособлению и выполненную с возможностью получения части пластиковой пленки, которая должна быть прикреплена к элементам в форме поддона, размещенным в нижнем приспособлении, причем средства нагревания связаны с верхним приспособлением и управляемы блоком управления, причем блок управления выполнен с возможностью управления средствами нагревания таким образом, что активная поверхность верхнего приспособления доведена по меньшей мере до температуры между 150°С и 260°С, при необходимости между 180°С и 240°С и при большей необходимости между 200°С и 220°С.
7. Устройство по п. 5 или 6, в котором указанное нижнее приспособление содержит определенное количество частей нижней стенки и определенное количество частей боковой стенки, возникающих из соответствующих указанных частей нижней стенки для определения указанного множества мест установки, причем одна из указанных частей боковой стенки содержит по меньшей мере один выступ, размещенный и выполненный таким образом, что при размещении элементов в форме поддона в соответствующих местах установки нижнего приспособления каждый выступ вставлен в соответствующее сквозное отверстие, размещенное в одном из указанных перекрестных участков, и выступает над элементами в форме поддона в направлении указанной активной поверхности в форме купола.
8. Устройство по любому из предшествующих пп. 5 или 6, дополнительно содержащее по меньшей мере одно устройство из:
- вакуумного устройства, соединенного с нижним приспособлением и выполненного с возможностью удаления газа изнутри указанных элементов в форме поддона, причем
вакуумное устройство содержит по меньшей мере один источник вакуума и по меньшей мере одну линию вакуумирования, соединяющую указанное сквозное отверстие с источником вакуума,
блок управления выполнен с возможностью управления вакуумным устройством для удаления газа по меньшей мере в случае нахождения верхнего и нижнего приспособлений в указанном закрытом положении, и
- устройства подачи газовой среды регулируемого состава, соединенного с нижним приспособлением и выполненного с возможностью инжекции газового потока вовнутрь указанных элементов в форме поддона, причем
устройство подачи газовой среды регулируемого состава содержит по меньшей мере одно инжекционное устройство и по меньшей мере одну линию инжекции, соединяющую сквозное отверстие с инжекционным устройством, указанный блок управления выполнен с дополнительной возможностью управления указанным устройством подачи газовой среды регулируемого состава для инжекции указанного потока газа по меньшей мере при нахождении верхнего и нижнего приспособлений в указанном закрытом положении, причем
устройство подачи газовой среды регулируемого состава выполнено с возможностью инжекции газа или газовых смесей, включая определенное количество одного газа или большего количества газов N2, О2 и СО2, которое отлично от содержания этих же газов в атмосфере при температуре 20°С на уровне моря (при давлении в 1 атмосферу).
9. Устройство по п. 8, в котором
каждое из указанных мест установки ограничено частью нижней стенки и частью боковой стенки, возникающей из соответствующей части нижней стенки, причем
по меньшей мере одна линия вакуумирования и/или по меньшей мере одна линия инжекции ведут к:
- первой канавке, определенной в части боковой стенки каждого места установки и открывающейся к внутренней части указанного места установки, и/или
- второй канавке, определенной в части нижней стенки каждого места установки и открывающейся к внутренней части указанного места установки.
10. Устройство по п. 1, в котором
узел привода содержит первую активную часть, размещенную далее в технологическом процессе от узла упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ продольной части по меньшей мере одного элемента из предварительной формы и пластиковой пленки, причем
указанная захваченная продольная часть вытянута в продольном направлении далее в технологическом процессе от узла упаковки, и
узел привода выполнен так, что продольные боковые границы предварительной формы и пластиковой пленки в соответствии с узлом упаковки свободны и не взаимодействуют с любой частью узла привода.
11. Устройство по п. 10, в котором
- узел привода содержит первую активную часть, размещенную далее в технологическом процессе от узла упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ продольной части только предварительной формы, причем
указанная продольная часть вытянута в продольном направлении далее в технологическом процессе от узла упаковки, причем
узел привода выполнен так, что продольные боковые границы предварительной формы и пластиковой пленки в соответствии с узлом упаковки свободны и не взаимодействуют с любой частью узла привода, при необходимости продольные боковые границы предварительной формы в соответствии с приспособлением для резания свободны и не взаимодействуют с любой частью узла привода, или
- узел привода содержит первую активную часть, размещенную далее в технологическом процессе от узла упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ продольной части только пластиковой пленки, причем
указанная продольная часть вытянута в продольном направлении вниз по потоку от узла упаковки, причем
узел привода выполнен так, что продольные боковые границы предварительной формы и пластиковой пленки в соответствии с узлом упаковки свободны и не взаимодействуют с любой частью узла привода,
при необходимости продольные боковые границы предварительной формы в соответствии с приспособлением для резания свободны и не взаимодействуют с любой частью узла привода, или
- узел привода содержит первую активную часть, размещенную далее в технологическом процессе от узла упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ продольной части пластиковой пленки и предварительной формы, в продольном направлении вытянутой вниз по потоку от узла упаковки, причем
узел привода выполнен так, что продольные боковые границы предварительной формы и пластиковой пленки в соответствии с узлом упаковки свободны и не взаимодействуют с любой частью узла привода, при необходимости продольные боковые границы предварительной формы в соответствии с приспособлением для резания свободны и не взаимодействуют с любой частью узла привода, или
- узел привода содержит первую активную часть, установленную с обеих сторон рабочего пути и выполненную с возможностью захвата:
продольных боковых границ продольной части только пластиковой пленки, в продольном направлении вытянутой вниз по потоку от узла упаковки,
продольных боковых границ продольной части пластиковой пленки в продольном направлении в соответствии с узлом упаковки, и
при необходимости продольных боковых границ продольной части пластиковой пленки, вытянутой между узлом подачи пленки и узлом упаковки, причем
узел привода выполнен так, что продольные боковые границы предварительной формы в соответствии с узлом упаковки свободны и не взаимодействуют с любой частью узла привода,
при необходимости продольные боковые границы предварительной формы в соответствии с приспособлением для резания свободны и не взаимодействуют с любой частью узла привода.
12. Устройство по п. 11, в котором первая активная часть выполнена с возможностью захвата продольных боковых границ продольной части предварительной формы, причем
- узел привода содержит вторую активную часть, размещенную между секцией формирования и узлом упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата продольных боковых границ части предварительной формы, вытянутой в продольном направлении между секцией формирования и узлом упаковки, причем
узел привода выполнен так, что продольные боковые границы предварительной формы в соответствии с секцией формирования свободны и не взаимодействуют с любой частью узла привода, или
- узел привода содержит вторую активную часть, размещенную между узлом подачи и узлом упаковки с обеих сторон рабочего пути и выполненную с возможностью захвата боковых границ части предварительной формы, в продольном направлении вытянутой от секции формирования, включая и узел упаковки.
13. Устройство по п. 11 или 12, в котором узел привода содержит
- по меньшей мере одно удлиненное тело привода на каждой стороне рабочего пути, причем
каждое удлиненное тело привода прикреплено к опорной раме, определяющей замкнутый путь, имеющий ветвь привода и ветвь возврата,
- множество устройств захвата, переносимых удлиненным телом привода и выполненных с возможностью захвата противоположных продольных боковых границ предварительной формы и/или пластиковой пленки, и
- по меньшей мере двигатель, соединенный с телом привода и управляемый блоком управления, причем
этот последний выполнен с возможностью работы двигателя таким образом, чтобы перемещать удлиненное тело привода вдоль указанного замкнутого контура с ветвью привода, перемещаемой согласно направлению обработки, и ветвью возврата, перемещаемой против направления обработки,
причем удлиненное тело выполнено в указанном замкнутом контуре так, что ветвь привода удлиненного тела непрерывно содержит первый сегмент, вытянутый согласно одной из следующих конфигураций:
- параллельно рабочему пути вниз по потоку от узла упаковки,
- параллельно рабочему пути в узле упаковки и вниз по потоку от узла упаковки,
- перпендикулярно рабочему пути между узлом подачи пленки и узлом упаковки и параллельно рабочему пути в узле упаковки и вниз по потоку от узла упаковки, причем
элементы захвата, переносимые указанным первым сегментом, предназначены для захвата боковых границ предварительной формы в продольном направлении вниз по потоку от узла упаковки и/или предназначены для захвата боковых границ пластиковой пленки, и
первая активная часть узла привода содержит элементы захвата, переносимые указанным первым сегментом.
14. Устройство по п. 13, в котором
удлиненное тело выполнено в указанном замкнутом контуре так, что ветвь привода удлиненного тела непрерывно содержит второй сегмент, вытянутый параллельно рабочему пути от области вниз по потоку от секции формирования до области ранее в технологическом процессе от приспособления для резания, причем
элементы захвата, переносимые указанным вторым сегментом, предназначены для захвата продольных боковых границ предварительной формы, вытянутой в продольном направлении между секцией формирования и узлом упаковки, причем
вторая активная часть узла привода содержит элементы захвата, переносимые указанным вторым сегментом, и/или ветвь привода удлиненного тела непрерывно содержит третий сегмент, соединяющий конец вниз по потоку от второго сегмента с концом ранее в технологическом процессе от первого сегмента, причем
третий сегмент вытянут вдоль траектории, отстоящей на достаточное расстояние от рабочего пути в соответствии с узлом упаковки и при необходимости с приспособлением для резания, посредством чего элементы захвата, переносимые указанным третьим сегментом, не входят во взаимодействие с продольными боковыми границами ни предварительной формы, ни пластиковой пленки по меньшей мере в соответствии с узлом упаковки и при необходимости в соответствии с приспособлением для резания.
15. Устройство по п. 14, в котором ветвь привода удлиненного тела непрерывно содержит:
- четвертый сегмент, вытянутый параллельно рабочему пути по меньшей мере от узла подачи пленки до области ранее в технологическом процессе от секции формирования, причем
элементы захвата, переносимые указанным четвертым сегментом, предназначены для захвата продольных боковых границ предварительной формы, вытянутой в продольном направлении между узлом подачи и секцией формирования, причем
вторая активная часть узла привода содержит элементы захвата, переносимые указанным четвертым сегментом,
- и при необходимости пятый сегмент, соединяющий конец вниз по потоку четвертого сегмента с концом ранее в технологическом процессе второго сегмента, причем
пятый сегмент вытянут вдоль траектории, отстоящей на достаточное расстояние от рабочего пути в соответствии с секцией формирования, посредством чего элементы захвата, переносимые указанным пятым сегментом, не входят во взаимодействие с продольными боковыми границами предварительной формы по меньшей мере в соответствии с секцией формирования.
16. Устройство по п. 1, в котором блок управления выполнен с возможностью выполнения следующего цикла:
подача команды на секцию формирования для формирования указанных элементов в форме поддона в предварительной форме, поступающей из узла подачи в виде ленты пластика,
подача команды на узел привода для перемещения пошаговым образом указанной предварительной формы с последовательным поступлением в узел упаковки частей предварительной формы, содержащих заранее определенное количество сформированных в нем элементов в форме поддона,
подача команды на приспособление для резания для воздействия на предварительную форму в соответствии с зоной рабочего пути, размещенного между узлом подачи ленты и узлом упаковки, и образования указанного сквозного отверстия,
подача команды на узел упаковки для перехода из открытого в закрытое положение, при необходимости подача команды на вакуумное устройство для удаления газа и/или подача команды на устройство подачи газовой среды регулируемого состава для инжекции газа или газовой смеси,
подача команды на узел упаковки для плотного прикрепления пластиковой пленки к указанным элементам в форме поддона в узле упаковки,
подача команды на узел разделения для разделения в поперечном направлении закрытых элементов в форме поддона и образования множества закрытых поддонов.
17. Способ упаковки продуктов (Р), включающий следующие этапы:
- подача пластиковой предварительной формы в виде пластиковой ленты,
- перемещение по меньшей мере предварительной формы в направлении обработки вдоль рабочего пути,
- получение предварительной формы в виде указанной пластиковой ленты и формирование в ней определенного количества полостей таким образом, что предварительная форма содержит:
• один или большее количество продольных рядов соседних элементов в форме поддона,
• продольные полосы, в поперечном направлении ограничивающие каждый из указанных рядов элементов в форме поддона,
• поперечные полосы, в продольном направлении ограничивающие и последовательно соединяющие соседние элементы в форме поддона из одного и того же продольного ряда, причем
поперечные полосы и продольные полосы ограничивают верхние отверстия элементов в форме поддона и пересекают друг друга во множестве перекрестных участков,
- загрузка одного или большего количества указанных продуктов (Р) в соответствующую полость указанных элементов в форме поддона,
- подача пластиковой пленки,
- плотное прикрепление пластиковой пленки для закрытия верхнего отверстия указанных элементов в форме поддона предварительной формы,
- поперечное разделение закрытых элементов в форме поддона с образованием тем самым закрытых поддонов или групп поддонов,
- выполнение перед плотным прикреплением пластиковой пленки к элементам в форме поддона с помощью приспособления для разрезания сквозного отверстия, размещенного в соответствии с по меньшей мере одним элементом из:
• боковой стенки каждого из указанных элементов в форме поддона и
• множества указанных перекрестных участков между продольными и поперечными полосами,
при этом указанное приспособление для разрезания выполняет операции над указанным поддоном предварительной формы в соответствии с зоной рабочего пути, размещенной между узлом подачи ленты и узлом упаковки, а устройство для упаковки выполнено с возможностью плотного прикрепления пластиковой пленки к элементам в форме поддона.
18. Способ по п. 17, включающий формирование указанной пластиковой предварительной формы с двумя или большим количеством параллельных рядов элементов в форме поддона, причем
- каждый из указанных элементов в форме поддона обладает по существу прямоугольным верхним отверстием, определенным двумя продольными боковыми стенками и двумя поперечными боковыми стенками элементов в форме поддона, и
- поперечные полосы перпендикулярно пересекают продольные полосы, ограничивая указанные прямоугольные верхние отверстия таким образом, что указанные перекрестные участки размещены в соответствии с угловыми зонами элементов в форме поддона, и
выполнение сквозного отверстия представляет собой выполнение указанного сквозного отверстия во множестве указанных перекрестных участков.
19. Способ по п. 17 или 18, в котором
указанное сквозное отверстие выполнено в форме вырезанной части, удаленной из пластиковой предварительной формы посредством удаления части поперечной полосы в соответствии со средней линией между двумя соседними в продольном направлении элементами в форме поддона из того же самого ряда, и
- каждая из указанных вырезанных частей размещена симметрично между двумя соседними основаниями в форме поддона, и
- каждая из указанных вырезанных частей обладает одной формой из:
треугольной апертуры, ограниченной тремя прямолинейными или дугообразными сторонами, и
четырехугольной апертуры, ограниченной четырьмя прямолинейными или дугообразными сторонами.
20. Способ по п. 17 или 18, включающий:
- удержание части пластиковой пленки в соответствии с и над соответствующим элементом в форме поддона,
- нагревание части пластиковой пленки по меньшей мере до температуры между 150°С и 260°С, при необходимости между 180°С и 240°С и при еще большей необходимости между 200°С и 220°С,
- удаление газа из внутренней части указанных элементов в форме поддона, и/или
- инжекцию газа или газовой смеси во внутреннюю часть указанных элементов в форме поддона с образованием газовой среды регулируемого состава внутри указанных элементов в форме поддона, причем
газ или газовые смеси включают определенное количество одного газа или большего количества газов N2, О2 и СО2, которое отлично от содержания этих же газов в атмосфере при температуре 20°С на уровне моря (при давлении в 1 атмосферу),
- плотное прикрепление пластиковой пленки к соответствующему элементу в форме поддона.
21. Способ по п. 17 или 18, в котором привод предварительной формы включает:
- захват продольных боковых границ предварительной формы в соответствии с частью, в которой предварительная форма получила пластиковую пленку с ее прикреплением, оставляя при этом свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой имеет место прикрепление пластиковой пленки и при необходимости в которой выполнены сквозные отверстия, или
- захват продольных боковых границ предварительной формы в соответствии с частью, в которой предварительная форма получила пластиковую пленку с ее прикреплением, оставляя при этом свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой имеет место прикрепление пластиковой пленки к элементам в форме поддона, в которых выполнены сквозные отверстия, причем
пластиковая пленка обладает шириной, измеренной перпендикулярно к направлению обработки, превышающей ширину предварительной формы, или
- захват продольных боковых границ пластиковой пленки в соответствии с:
частью пластиковой пленки, вытянутой в продольном направлении, в котором предварительная форма получила пластиковую пленку с ее прикреплением, частью пластиковой пленки, вытянутой в продольном направлении в узле упаковки и
при необходимости частью пластиковой пленки, вытянутой в продольном направлении между узлом подачи пленки и пластиковой пленкой, прикрепленной к предварительной форме,
оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой имеет место прикрепление пластиковой пленки к элементам в форме поддона и при необходимости в которой имеет место выполнение сквозных отверстий, причем
пластиковая пленка обладает шириной, измеренной перпендикулярно к направлению обработки, превышающей ширину предварительной формы, или
- захват продольных боковых границ предварительной формы и пластиковой пленки в соответствии с частью, в которой предварительная форма получила пластиковую пленку с ее прикреплением, оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой имеет место прикрепление пластиковой пленки к элементам в форме поддона и при необходимости в которой выполнены сквозные отверстия.
22. Способ по п. 17 или 18, в котором
привод предварительной формы включает захват продольных боковых границ предварительной формы в соответствии с частью, в которой в предварительной форме еще не выполнены сквозные отверстия, что оставляет свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой выполнены сквозные отверстия, и/или в котором привод предварительной формы включает захват продольных боковых границ предварительной формы в соответствии с частью, в которой предварительная форма все еще находится в виде пластикового ленты до формирования полостей, оставляя свободными продольные боковые границы предварительной формы в соответствии с частью предварительной формы, в которой имеет место формирование полостей.
23. Способ по п. 17 или 18, в котором
сквозные отверстия в боковой стенке каждого из указанных элементов в форме поддона выполнены - после формирования указанного количества полостей и определения соседних элементов в форме поддона - указанным приспособлением для разрезания.
24. Способ по п. 17 или 18, в котором
сквозные отверстия во множестве указанных перекрестных участков между продольными и поперечными полосами выполнены - после формирования указанного количества полостей и определения соседних элементов в форме поддона в предварительной форме - указанным приспособлением для разрезания.
25. Способ по п. 17 или 18, причем способ использует устройство по пп. 1, 2, 4-6, 9-12, 14, 15 или 16.
| СПОСОБ ЛЕЧЕНИЯ ФАНТОМНЫХ БОЛЕЙ | 2005 |
|
RU2281749C1 |
| WO 9714313 A1, 29.04.1997 | |||
| ВАКУУМ-ФОРМОВАННОЕ УПАКОВЫВАНИЕ ПОМЕЩАЮЩЕГОСЯ НА ПОДЛОЖКЕ ПРОДУКТА В ПЛОТНО ПРИЛЕГАЮЩУЮ ПЛЕНКУ | 2010 |
|
RU2494935C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |

