ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение в общем относится к устройству и способу вакуумной упаковки в пленку продукта. Изобретение также относится к упакованному в пленку продукту. В частности, изобретение относится к упакованному в пленку продукту, полученному с использованием указанных устройства и способа.
УРОВЕНЬ ТЕХНИКИ
Вакуумная упаковка представляет собой известный процесс упаковки широкого разнообразия продуктов, в частности продовольственных продуктов. Среди известных способов вакуумной упаковки вакуумная упаковка в пленку обычно используется для упаковывания продовольственных продуктов, таких как свежие и замороженные мясо и рыба, сыр, обработанное мясо, готовая к приему пища и т.п. Вакуумная упаковка в пленку описана, например, в FR 1 258 357, FR 1 286 018, AU 3 491 504, US RE 30 009, US 3 574 642, US 3 681 092, US 3 713 849, US 4 055 672 и US 5 346 735.
Вакуумная упаковка в пленку в основном представляет собой процесс термоформования. В частности, продукт обычно размещают в жесткой или полужесткой подложке (такой как лоток, миска или чашка). Подложку с размещенным на ней продуктом вводят в вакуумную камеру, в которой пленку из термопластичного материала, удержанную вакуумом в положении над продуктом, размещенным в подложке, нагревают для ее размягчения. Затем, пространство между подложкой и пленкой удаляют, и в конце вакуум, удерживавший пленку, устраняют и тем самым вызывают уплотненное прилегание пленки в нижнем направлении к области вокруг продукта и запечатывание с поверхностью подложки, не закрытой продуктом, таким образом, формируя натянутую пленку вокруг продукта и на подложке.
В заявке США №2007/0022717 описана машина для газонепроницаемой упаковки объекта с использованием пленочного материала. Машина содержит нижний инструмент для поддерживания двух лотков и верхний инструмент, имеющий режущие механизмы и расположенный перед нижним инструментом. Пленку вставляют между верхним инструментом и нижним инструментом. Сначала пленку отрезают до размера периферийных ободов лотков и затем прикладывают спустя некоторое время и/или одновременно к периферийному ободу газонепроницаемым способом. В окружающей лоток области применяют вакуум для вызывания глубокого облегания пленкой в ответ на создание пониженного давления.
В заявке США №2005/0257501 описана машина для упаковки продукта, расположенного в лотке. Машина имеет нижний инструмент для поддерживания лотка и верхний инструмент с резательным механизмом. Во время работы пленка зажата вдоль края, окружающего лоток, и деформирована верхним инструментом в направлении, проходящем от продукта. Затем, пространство, окружающее продукт, удаляют, а пленку и край лотка уплотняют, и затем пленку отрезают резательным механизмом.
В патенте США №3 481 101 описан способ упаковки в пленку с использованием подложки, снабженной множеством отверстий в ее выступе. Согласно этому способу после заполнения лотка нагретую покрывающую пленку укладывают поверх лотка и применяют вакуум таким образом, что воздух внутри упаковки выходит из упаковки, и пленку соединяют с лотком термосваркой для формирования герметичного уплотнения оболочки с выступом лотка. В верхних боковых стенках лотка могут быть выполнены дополнительные отверстия, в результате чего нагретая пленка не только образует уплотненный контакт с выступом лотка, но также частично втягивается в полость.
В патенте ЕР 320294 описан способ упаковки в пленку, согласно которому загруженный продуктом лоток, снабженный клапаном, расположенным в его боковой стенке, размещают на вакуумной плите, причем запас термопластической упаковочной пленки удерживают поверх лотка рамой и нагревают до тех пор, пока он не начнет оседать поверх продукта, затем вакуум прикладывают ниже лотка для стягивания пленки таким образом, чтобы она соответствовала поверхности продукта и облегала вокруг обода лотка в термоусадочном зигзагообразном сварном шве. Затем лишнюю пленку отрезают.
В большей части описанных выше решений удаление воздуха из внутренней части лотка подложки является возможным только в случае, когда пленку удерживают над лотком, подложкой и продуктом. После контакта пленки и уплотнения верхнего края лотка воздух больше не может быть удален изнутри лотка. Таким образом, в частности, при использовании глубокого лотка в качестве подложки для продукта между пленкой и нижней поверхностью подложки могут оставаться нежелательные воздушные мешки. Эти воздушные мешки могут отрицательно влиять на сохранность продукта, а также на впечатление, производимое на покупателя.
В способах упаковки в пленку, описанных в патентах США №3481101 и ЕР 0320294, отверстия, выполненные в лоточной подложке, обеспечивают возможность удаления воздуха изнутри подложки даже после того, как пленка вошла в контакт с лотком подложки, в результате чего уменьшен риск оставления воздушных мешков в упаковке. Не смотря на то, что эти решения улучшили возможность удаления воздуха из лотка, способы упаковки, описанные в патентах США №3481101 и ЕР 0320294, требуют использования соответственно сконструированных лотков. Это подразумевает некоторое усложнение в производственной цепочке. Кроме того, положение или размер отверстий или выпускающих каналов, присутствующих в лотке, не всегда могут быть оптимизированы для специализированной упаковочной машины. Кроме того, присутствие отверстий в стенках лотка вызывает нежелательное эстетическое впечатление от всей упаковки.
Лотки с предварительно выполненными отверстиями описаны в патентах US 4919955, WO 9714313 и US 2005074531. Отверстия, присутствующие в лотках, описанных в патентах US 4919955 и US 2005074531, снабжены клапанным средством.
Таким образом, задача настоящего изобретения состоит в создании устройства и способа, выполненных с возможностью адекватного решения проблемы удаления воздуха из лотка без увеличения общих затрат, связанных с упаковкой.
Кроме того, дополнительная задача настоящего изобретения состоит в создании способа и устройства, которые выполнены с возможностью эффективного удаления воздуха из лотка во время процесса упаковки.
Кроме того, задача настоящего изобретения состоит в создании способа и устройства, которые могут быть осуществлены без необходимости сложных изменений известных упаковочных систем.
Другая дополнительная задача настоящего изобретения состоит в создании устройства, выполненного с возможностью действия безопасным способом.
Дополнительная задача настоящего изобретения состоит в создании устройства и способа, выполненных с возможностью достижения цели удаления воздуха без ухудшения эстетических качеств конечного упакованного продукта.
Другая задача настоящего изобретения состоит в создании новой упаковки, имеющей конструкцию, обеспечивающую возможность эффективного удаления воздуха и улучшающую эстетическое восприятие упаковки.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
По меньшей мере одна из вышеуказанных задач по существу достигнута путем создания устройства и способа согласно одному или большему количеству пунктов приложенной формулы.
Устройство и способы согласно аспектам настоящего изобретения, выполненные с возможностью достижения одной или большего количества вышеуказанных задач, описаны ниже в настоящей заявке.
Согласно первому аспекту в настоящем изобретении предложена машина:
1-ый аспект относится к устройству (1) для упаковки продукта (8), расположенного на подложке (7), причем указанная подложка (7) имеет нижнюю стенку и боковую стенку, при этом указанное устройство (1) содержит:
раму (10);
транспортирующий узел (2), расположенный на раме (10) и выполненный с возможностью перемещения одной или большего количества подложек (7) вдоль заданного пути;
упаковочный узел (5), расположенный на указанной раме (10) и действующий в упаковочной станции (201), расположенной вдоль указанного пути, причем упаковочный узел (5) выполнен с возможностью уплотненного прикрепления листа (61) пленки к указанной одной или большему количеству подложек (7);
по меньшей мере один перфорирующий блок (100), имеющий перфорирующий инструмент (101), перемещающийся между исходным положением, в котором инструмент (101) расположен на некотором расстоянии от боковой стенки указанной подложки (7), и рабочим положением, в котором инструмент (101) действует на указанную подложку (7) и формирует по меньшей мере одно сквозное отверстие (70) в указанной боковой стенке; и
вакуумное устройство (102), выполненное с возможностью удаления воздуха изнутри указанной подложки (7) из-под указанного листа (61) пленки по меньшей мере частично сквозь указанное по меньшей мере одно отверстие (70).
Во 2-ом аспекте согласно 1-ому аспекту устройство дополнительно содержит:
держатель (103), выполненный с возможностью удерживания в заданном положении подложку (7) по меньшей мере во время перфорации;
по меньшей мере один исполнительно-приводной механизм (104), соединенный по меньшей мере с одним соответствующим перфорирующим инструментом (101) и выполненный с возможностью перемещения перфорирующего инструмента (101) в соответствии с предварительно заданным направлением (DP) перфорации, пересекающим боковую стенку указанной подложки (7), когда перфорирующий инструмент размещен в указанном заданном положении.
В 3-ем аспекте согласно любому из предыдущих аспектов перфорирующий инструмент (101) имеет заостренный кончик (105), выполненный с возможностью постепенного входа в контакт с боковой стенкой подложки (7) после перемещения перфорирующего инструмента (101) из исходного положения в рабочее положение.
В 4-ом аспекте согласно предыдущему аспекту заостренный кончик (105) имеет одну или большее количество режущих кромок (106), при этом каждая из указанных режущих кромок (106) расположена на заостренном кончике (105) таким образом, что образует боковой профиль, который имеет наклон относительно любого/конкретного предварительно заданного направления (DP) перфорации, причем указанные режущие кромки (106) расположены и сконфигурированы таким образом, что после перфорации боковой стенки подложки (7) заостренный кончик (105) вырезает лоскутный элемент в боковой стенке.
В 5-ом аспекте согласно любому из предыдущих аспектов перфорирующий инструмент (101) имеет удлиненную конфигурацию, проходящую вдоль продольной оси (101а) преимущественного перемещения, и боковой профиль режущей кромки имеет наклон под острым углом (α) относительно указанной продольной оси перфорирующего инструмента.
В 6-ом аспекте согласно любому из предыдущих аспектов указанный заостренный кончик (105) перфорирующего инструмента (101) содержит две режущих кромки (106), имеющие дальние части (106а), сходящиеся для формирования V-образной геометрии в дальнем конце кончика (105), причем две дальние части (106а) имеют наклон под углом (α) относительно продольной оси (110а) перфорирующего инструмента (101).
В 7-ом аспекте согласно предыдущему аспекту режущие кромки содержат две дополнительные части (106b), расположенные рядом с дальними частями (106а) и продолжающие их, причем дополнительные части (106b) завершаются нережущими поверхностями (107), которые проходят к ближнему концу кончика (105) и ограничивают отверстие (105b),
при этом дополнительные части (106b) режущих кромок (106) сходятся для образования нережущих поверхностей (107).
В 8-ом аспекте согласно предыдущему аспекту дополнительные части (106b) режущих кромок (106) имеют форму дуг.
В 9-ом аспекте согласно 7-ому или 8-ому аспекту нережущие поверхности (107) проходят на расстоянии (d) друг от друга, которое меньше, чем максимальное расстояние (w) между режущими кромками (106), таким образом, что после перфорации боковой стенки подложки (7) заостренный кончик (105) вырезает лоскутный элемент (70а) в боковой стенке, и нережущие поверхности (107) вызывают перемещение указанного лоскутного элемента в открытое положение, причем части поверхностей (107) определяют отверстие (105b) достаточного размера для обеспечения возможности всасывания воздуха/газа из внутренней части подложки (7).
В 10-ом аспекте согласно любому из предыдущих аспектов перфорирующий инструмент (101) каждого перфорирующего блока (100) образует отверстие (109) кончика, соединенное с всасывающим отверстием (101, 105b), расположенным на некотором расстоянии от отверстия кончика, и сообщающееся по текучей среде с указанным вакуумным устройством (102) для удаления воздуха изнутри указанной подложки (7), когда кончик перфорирующего инструмента (105) вставлен в указанное по меньшей мере одно отверстие (70).
В 11-ом аспекте согласно любому из предыдущих аспектов рама (10) образует плоскость (20) скольжения для подложки (7), и транспортирующий узел (2) содержит транспортер (21), имеющий по меньшей мере одну часть, расположенную над плоскостью (20) скольжения и выполненную с возможностью перемещения подложки (7) над плоскостью (20) скольжения вдоль указанного пути от загрузочной станции (200), в которой одну или большее количество подложек поступают на транспортер, к упаковочной станции (201), в которой может быть расположена по меньшей мере одна подложка (7).
В 12-ом аспекте согласно любому из предыдущих аспектов указанный перфорирующий блок (100) расположен на раме и действует в соответствии с упаковочной станцией, при этом перфорирующий блок (100) выполнен с возможностью формирования по меньшей мере одного отверстия в боковой стенке по меньшей мере одной подложки, присутствующей в упаковочной станции.
В 13-ом аспекте согласно любому из предыдущих аспектов указанный перфорирующий блок (100) действует в соответствии с удерживающей лотки станцией, выполненной с возможностью удерживания в предварительно заданных положениях нескольких пустых подложек (7), причем удерживающая лотки станция установлена в загрузочной станции или выше нее по ходу транспортерной ленты, при этом перфорирующий блок (100) выполнен с возможностью формирования по меньшей мере одного отверстия в боковой стенке по меньшей мере одной подложки, расположенной в удерживающей лотки станции.
В 14-ом аспекте согласно любому из предыдущих аспектов плоскость (20) скольжения имеет отверстие (20а), расположенное в соответствии с упаковочной станцией, и упаковочный узел (5) содержит опорный блок (53), выполненный с возможностью приема и удерживания подложки (7), и верхний блок, расположенный над опорным блоком (53) и выполненный с возможностью размещения листа (61) пленки над опорным блоком (53).
В 15-ом аспекте согласно предыдущему аспекту опорный блок и верхний блок выполнены с возможностью относительного перемещения, такого как для размещения обода подложки (7) и соответствующей части листа (61) пленки во взаимном контакте между нагретой поверхностью верхнего блока и опорной поверхностью опорного блока (53).
В 16-ом аспекте согласно любому из предыдущих двух аспектов опорный блок (53) образует камеру, выполненную с возможностью приема в нее указанной по меньшей мере одной подложки (7), и имеет каналы (530а, 530b; 530а', 530b'), сформированные в его боковой стенке или в его нижней стенке, предназначенные для связи по текучей среде между вакуумным устройством (102) и объемом (300; 300'), образованным по меньшей мере между наружной поверхностью подложки (7) и внутренней поверхностью опорного блока (53).
В 17-ом аспекте согласно любому из предыдущих аспектов устройство содержит управляющий блок (120), соединенный с транспортирующим узлом (2), упаковочным узлом (5), перфорирующим блоком (100) и вакуумным устройством (101), причем указанный управляющий блок выполнен с возможностью:
передачи команд транспортирующему узлу (2) для перемещения указанной подложки (7) вдоль заданного пути;
передачи команд упаковочному узлу (5) для герметичного крепления листа (61) пленки к указанной подложке (7), когда она достигла упаковочной станции;
передачи команд перфорирующему блоку (100) для перемещения перфорирующего инструмента (101) из исходного положения в рабочее положение и, таким образом, создания по меньшей мере одного сквозного отверстия (70) в указанной боковой стенке подложки; и
передачи команд вакуумному устройству (102) для удаления воздуха изнутри указанной подложки (7) из-под указанного листа (61) пленки сквозь указанное по меньшей мере одно отверстие (70).
В 18-ом аспекте согласно предыдущему аспекту управляющий блок (120) дополнительно сконфигурирован для:
определения момента времени, когда подложка (7) расположена в опорном блоке (53) упаковочного узла (5), и
передачи команды для перемещения перфорирующего инструмента (101) в рабочее положение только после надлежащего размещения подложки (7) в опорном блоке (53).
В 19-ом аспекте согласно любому из предыдущих двух аспектов управляющий блок (120) дополнительно сконфигурирован для:
определения момента времени, когда перфорирующий инструмент (101) достиг рабочего положения, и
передачи команды вакуумному устройству (102) для удаления воздуха изнутри указанной подложки (7) с одновременным удерживанием перфорирующего инструмента (101) в указанном рабочем положении.
В 20-ом аспекте согласно 17-ому или 18-ом аспектам управляющий блок (120) дополнительно сконфигурирован для:
передачи команд вакуумному устройству (102) для удаления воздуха из объема (300; 300'), образованного между опорным блоком (53) и наружной поверхностью подложки (7), до того, как перфорирующий инструмент (101) начнет создавать указанное по меньшей мере одно отверстие, таким образом, что разность давления образована между внутренней частью подложки или лотка (7) и объемом (300; 300'); и после этого или одновременно
передачи команды для перемещения перфорирующего инструмента (101) в рабочее положение с постепенным перфорированием боковой стенки подложки;
продолжения передачи команд вакуумному устройству (102) для удаления воздуха изнутри указанной подложки (7) с одновременным удерживанием перфорирующего инструмента (101) в указанном рабочем положении.
21-ый аспект относится к способу вакуумной упаковки в пленку по меньшей мере одного продукта (8), размещенного на подложке (7), с использованием устройства согласно любому из предыдущих аспектов.
22-ой аспект относится к способу вакуумной упаковки в пленку по меньшей мере одного продукта (8), размещенного на подложке, включающему этапы, согласно которым:
размещают лист (61) пленки над указанной по меньшей мере одной подложкой (7) с указанным продуктом (8), расположенным между подложкой и листом (61) пленки;
герметично прикрепляют с использованием вакуума указанный лист (61) пленки к указанной подложке (7),
перфорируют стенку подложки для формирования по меньшей мере одного сквозного отверстия (70),
удаляют по меньшей мере часть воздуха изнутри указанной подложки (7) из-под указанного листа (61) пленки сквозь указанное по меньшей мере одно отверстие (70).
В 23-ем аспекте согласно предыдущему аспекту последовательно выполняют этапы способа.
В 24-ом аспекте согласно любому из предыдущих аспектов 21-23 способ включает этапы, согласно которым перемещают подложку (7) над плоскостью (20) скольжения вдоль заданного пути от загружающей подложку загрузочной станции (200) к упаковочной станции (201), в которой подложку с размещенным на ней продуктом снабжают указанным герметично прикрепленным с использованием вакуума листом (61) пленки.
В 25-ом аспекте согласно любому из предыдущих аспектов 21-24 выполняют этап перфорации, когда подложка находится в одной станции, выбранной из группы, содержащей:
упаковочную станцию;
станцию держателя лотка, расположенную выше по ходу транспортерной ленты загрузочной станции;
станцию держателя лотка, расположенную в загрузочной станции;
станцию для обработки давлением лотка, расположенную выше по ходу транспортерной ленты упаковочной станции.
В 26-ом аспекте согласно любому из предыдущих аспектов 21-25 этап перфорации включает следующие подэтапы, согласно которым:
перемещают перфорирующий инструмент (101) согласно предварительно заданному направлению, пересекающему боковую стенку указанной подложки (7), и
постепенно вводят перфорирующий инструмент (101) в контакт с наружной поверхностью боковой стенки и формируют лоскутный элемент (70а), соединенный с боковой стенкой подложки (7).
В 27-ом аспекте согласно любому из предыдущих аспектов 21-26 этап удаления воздуха включает подэтапы, согласно которым:
удаляют воздух из объема (300; 300'), образованного между опорным блоком (53), принимающим подложку (7), и наружной поверхностью подложки (7), перед началом создания посредством перфорирующего инструмента (101) указанного по меньшей мере одного отверстия таким образом, что между внутренней частью подложки (7) и объемом (300; 300') образована разность давления, и после этого или одновременно
передают команды для перемещения перфорирующего инструмента (101) в рабочее положение для постепенного перфорирования боковой стенки подложки,
продолжают удалять воздух изнутри указанной подложки (7) с одновременным удерживанием перфорирующего инструмента (101) в указанном рабочем положении.
В 28-ом аспекте согласно любому из предыдущих аспектов 21-27 этап уплотненного крепления с использованием вакуума указанного листа (61) пленки к указанной подложке (7) включает подэтапы, согласно которым:
фиксируют обод подложки (7) и соответствующую часть листа (61) пленки между нагретой поверхностью верхнего блока (51; 51а, 51b) и опорной поверхностью опорного блока (53),
удерживают подложку (7) таким образом, что обод подложки (7) и соответствующая часть листа (61) пленки находятся во взаимном контакте,
причем этап перфорации выполняют перед указанным этапом фиксации, во время него или после него.
В 29-ом аспекте согласно любому из предыдущих аспектов 21-28 этап удаления указанного воздуха дополнительно включает подэтапы, согласно которым ожидают истечения предварительно заданного периода времени от начала этапа удаления воздуха или достижения предварительно заданного давления внутри указанной подложки (7) под указанным листом (61) пленки.
В 30-ом аспекте согласно любому из предыдущих аспектов 21-29 способ включает дополнительные этапы, согласно которым:
извлекают перфорирующий инструмент (101) из указанного отверстия (70) и
выравнивают лоскутный элемент (70а) с боковой стенкой таким образом, чтобы по существу закрыть указанное отверстие листом (61) пленки, который уложен поверх продукта и прикреплен сваркой к подложке, удерживает лоскутный элемент (70а) в указанном закрытом положении и герметично запечатывает указанное по меньшей мере одно отверстие (70) в боковой стенке.
В 31-ом аспекте согласно предыдущему аспекту извлекают перфорирующий инструмент либо при достижении внутри подложки (7) конечного необходимого уровня вакуума, либо при достижении уровня вакуума между необходимым уровнем вакуума и уровнем давления, присутствовавшего перед началом удаления воздуха.
В 32-ом аспекте согласно любому из предыдущих аспектов 21-31 постепенное перфорирование боковой стенки подложки включает подэтапы, согласно которым формируют в боковой стенке линию (70b) резания, в частном случае начинающуюся с одиночной точки разрыва.
В 33-ем аспекте согласно предыдущему аспекту указанная линия резания имеет незамкнутую форму таким образом, что лоскутный элемент (70а) выполнен заодно целое с боковой стенкой и ограничен указанной незамкнутой линией резания, при этом указанный лоскутный элемент (70а) соединен с боковой стенкой шарнирной линией (70с), проходящей между концами указанной линии (70b) резания.
В 34-ом аспекте согласно любому из предыдущих аспектов 21-33 боковая стенка подложки (7) в верхнем направлении завершается в проходящем в наружном направлении горизонтальном ободе, и указанный этап уплотненного крепления с использованием вакуума указанного листа (61) пленки к указанной подложке (7) включает подэтапы, согласно которым прикрепляют сваркой лист (61) пленки по меньшей мере к верхней поверхности указанного горизонтального обода.
В 35-ом аспекте согласно любому из предыдущих аспектов 21-34 указанная подложка (7) представляет собой лоток, содержащий нижнюю стенку, имеющую многоугольную, в частном случае прямоугольную форму, причем этап перфорации включает подэтапы, согласно которым формируют указанное отверстие (или отверстия) в соответствии с углом (или углами) боковой стенки.
В 36-ом аспекте согласно любому из предыдущих аспектов 21-35 указанная подложка (7) представляет собой лоток, имеющий один или большее количество горизонтальных выступов, присутствующих в верхней половине области боковой стенки, причем каждый из указанных горизонтальных выступов расположен в соответствии с одним из указанных углов.
В 37-ом аспекте согласно предыдущему аспекту каждый из указанных горизонтальных выступов имеет по существу форму прямоугольного треугольника.
В 38-ом аспекте согласно предыдущему аспекту вертикальные и взаимно перпендикулярные грани происходят из сходящихся ортогональных краев каждого из указанных горизонтальных выступов.
В 39-ом аспекте согласно любому из предыдущих аспектов 36-38 этап перфорации включает этапы, согласно которым формируют указанное отверстие (или отверстия) в соответствии с соответствующим углом в форме отверстия сквозь часть боковой стенки.
40-ый аспект относится к вакуумной упаковке (700) в пленке типа, получаемого способом согласно любому из предыдущих аспектов 21-39.
41-ый аспект относится к вакуумной упаковке (700) в пленке, например, типа, получаемого способом согласно любому из предыдущих аспектов 21-39, содержащей:
лоток (701), имеющий нижнюю стенку (702) и боковую стенку (703), проходящую в верхнем направлении от указанной нижней стенки (702), причем указанная боковая стенка имеет по меньшей мере одно отверстие (70);
лоскутный элемент (70а), соединенный с боковой стенкой (703) лотка, причем лоскутный элемент (70а) расположен в соответствии с указанным отверстием (70);
продукт (706), загруженный на лоток (701);
пленку (705), уложенную поверх продукта и прикрепленную сваркой к внутренней поверхности лотка (701), причем по меньшей мере часть указанной пленки (705) удерживает лоскутный элемент (70а) в фиксированном положении относительно боковой стенки (703) и герметично закрывает указанное по меньшей мере одно отверстие (70).
В 42-ом аспекте согласно любому из предыдущих двух аспектов вакуумная упаковка в пленке содержит лоскутный элемент (70а), который выровнен с боковой стенкой (703) лотка и по существу закрывает указанное отверстие (70), причем пленка (705) приклеена к лоскутному элементу (70а), который соответствует контуру указанного отверстия (70) и остается вровень с поверхностью боковой стенки (703).
В 43-ем аспекте согласно любому из предыдущих аспектов 40-42 лоскутный элемент (70а) выполнен заодно целое с боковой стенкой (703) и ограничен незамкнутой линией (70b) резания, причем указанный лоскутный элемент (70а) соединен с боковой стенкой (703) шарнирной линией (70с), проходящей между концами указанной линии (70b) резания.
В 44-ом аспекте согласно предыдущему аспекту шарнирная линия (70с) имеет длину (I), которая не больше, чем максимальная ширина (w) лоскутного элемента, измеренная параллельно шарнирной линии (70с).
В 45-ом аспекте согласно предыдущему аспекту шарнирная линия (70с) имеет длину (I) больше, чем 0,2 (1/5) указанной максимальной ширины (w) лоскутного элемента.
В 46-ом аспекте согласно любому из предыдущих аспектов 43-45 высота (h) лоскутного элемента, измеренная перпендикулярно шарнирной линии, больше, чем 0,2 длины (I) шарнирной линии.
В 47-ом аспекте согласно любому из предыдущих аспектов 43-46 высота (h) лоскутного элемента, измеренная перпендикулярно шарнирной линии, больше, чем 0,5 длины (I) шарнирной линии.
В 48-ом аспекте согласно любому из предыдущих аспектов 43-47 высота (h) лоскутного элемента, измеренная перпендикулярно шарнирной линии, меньше, чем 3 длины той же самой шарнирной линии.
В 49-ом аспекте согласно любому из предыдущих аспектов 40-48 боковая стенка подложки (7) завершается в верхнем направлении в проходящем в наружном направлении горизонтальном ободе (704).
В 50-ом аспекте согласно предыдущему аспекту указанная пленка (705) также прикреплена сваркой к верхней поверхности указанного горизонтального обода.
В 51-ом аспекте согласно любому из предыдущих аспектов 40-50 нижняя стенка (702) лотка имеет многоугольную, в частном случае прямоугольную форму.
В 52-ом аспекте согласно любому из предыдущих аспектов 40-51 отверстие или отверстия (70) расположены в соответствии с углом (или углами) боковой стенки (703).
В 53-ем аспекте согласно любому из предыдущих аспектов 40-52 боковая стенка (703) содержит один или большее количество горизонтальных выступов (707), присутствующих в верхней половине области боковой стенки (703),
причем каждый из указанных горизонтальных выступов расположен в соответствии с одним из указанных углов.
В 54-ом аспекте согласно предыдущему аспекту каждый из указанных горизонтальных выступов по существу имеет форму прямоугольного треугольника.
В 55-ом аспекте согласно предыдущему аспекту вертикальные и взаимно перпендикулярные грани происходят из сходящихся ортогональных краев каждого из указанных горизонтальных выступов.
В 56-ом аспекте согласно любому из предыдущих аспектов 40-55 каждое отверстие (70) сформировано в соответствии с соответствующим углом подложки или лотка в форме отверстия сквозь часть боковой стенки (703).
В 57-ом аспекте согласно любому из предыдущих аспектов 40-56 боковая стенка (703) завершается в верхнем направлении в проходящем в наружном направлении горизонтальном ободе и содержит горизонтальные выступы в областях угла, при этом во внутреннем крае каждого горизонтального выступа боковая стенка (703) имеет защитный выступ, причем каждый горизонтальный выступ вертикально расположен на пониженной высоте по сравнению с указанным проходящим в наружном направлении горизонтальным ободом и проходит между указанным выступом и дополнительной частью боковой стенки (703), отступающей от горизонтального выступа и завершающейся в указанном горизонтальном ободе.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение станет понятнее после прочтения следующего подробного описания, приведенного в качестве примера, но не ограничения, со ссылкой на сопроводительные чертежи, на которых:
На Фиг. 1 показан вид сбоку устройства согласно первому варианту реализации настоящего изобретения с некоторыми компонентами, показанными только схематично;
На Фиг. 2 показан подробный вид сбоку части машины, показанной на Фиг. 1;
На Фиг. 3 показано увеличенное изображение деталей, показанных на Фиг. 2;
На Фиг. 4 показан перспективный вид части устройства, показанного на Фиг. 1, во время работы;
На Фиг. 5a-5h показаны различные этапы способа вакуумной упаковки в пленку согласно одному варианту реализации настоящего изобретения;
На Фиг. 5i показано увеличенное изображение деталей, показанных на Фиг. 5d;
На Фиг. 5j показано увеличенное изображение одного варианта реализации деталей, показанных на Фиг. 5d;
На Фиг. 5k показано увеличенное изображение дополнительного варианта деталей, показанных на Фиг. 5d;
На Фиг. 6a-6h показаны различные этапы способа вакуумной упаковки в пленку согласно второму варианту реализации настоящего изобретения;
На Фиг. 7 показан перспективный вид другого устройства согласно второму варианту реализации настоящего изобретения с некоторыми компонентами, показанными только схематично;
На Фиг. 8а, 9а, 9а', 10а, 11а, 12а показаны перспективные виды частей кончика различных возможных вариантов реализации перфорирующих блоков согласно аспектам настоящего изобретения;
На Фиг. 8b, 9b, 9b', 10b, 11b, 12b соответственно показаны сечения частей кончика, показанных на Фиг. 8а, 9а, 9а', 10а, 11а, 12а;
На Фиг. 8с, 9с, 9с', 10с, 11с, 12с соответственно показаны продольные разрезы кончиков, показанных на Фиг. 8а, 9а, 10а, 11а, 12а;
На Фиг. 13-15 схематически показаны частичные разрезы лотков или подложек после перфорации согласно аспектам настоящего изобретения;
На Фиг. 16 показан перспективный вид лотка или подложки перед перфорацией;
На Фиг. 17а показан вид сверху лотка, показанного Фиг. 16;
На Фиг. 17b показан разрез угловой области лотка или подложки вдоль плоскости, показанной на Фиг. 17а;
На Фиг. 18а показан вид сверху дополнительного варианта реализации лотка или подложки перед перфорацией;
На Фиг. 18b показан разрез угловой области лотка или подложки вдоль плоскости, показанной на Фиг. 18а;
На Фиг. 19а показан вид сверху дополнительного варианта реализации лотка или подложки перед перфорацией;
На Фиг. 19b показан разрез угловой области лотка или подложки вдоль плоскости, показанной на Фиг. 19а;
На Фиг. 20 и 20а показаны частичные разрезы упаковки согласно дополнительному аспекту настоящего изобретения;
На Фиг. 21a-21d схематически показаны увеличенные виды области боковой стенки лотка, интересные наличием отверстия и лоскутного элемента, согласно аспектам настоящего изобретения;
На Фиг. 22а, 22b, 22с соответственно показаны виды спереди, сверху и сбоку дополнительного варианта реализации части кончика перфорирующего блока согласно другому аспекту настоящего изобретения;
На Фиг. 22d показан перспективный вид части кончика, показанного на Фиг. 22а-22с; и
На Фиг. 23 показан перспективный вид части кончика, показанного на Фиг. 22а-22с, в режиме эксплуатации, в котором часть кончика перфорирует боковую стенку лотка.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Следует отметить, что в настоящем подробном описании соответствующие части, показанные на различных чертежах, обозначены теми же самыми позиционными номерами на всех чертежах. Следует отметить, что чертежи не являются масштабированными.
ПЕРВЫЙ ВАРИАНТ РЕАЛИЗАЦИИ УСТРОЙСТВА 1
На Фиг. 1, 2, 3 и 4 показано устройство 1 для упаковки продукта, расположенного на подложке или в лотке согласно варианту реализации настоящего изобретения. Устройство 1, например, выполнено с возможностью вакуумной упаковки в пленку продукта, при которой тонкая пленка из пластикового материала наложена на продукт и герметично приклеена к верхнему ободу и к внутренней поверхности подложки или лотка, а также к поверхности продукта, в результате чего внутри упаковки оставлено минимальное, если не нулевое, количество воздуха.
Устройство 1 содержит раму 10, транспортирующий узел 2, выполненный с возможностью перемещения подложки или лотка 7, поддерживающий рулон узел 3, разрезающий пленку узел 4, упаковочный узел 5 и вакуумное устройство 102 (схематически показанное на Фиг. 5а, 5b), такое как вакуумный насос или тому подобное устройство. Разумеется, наличие разрезающего пленку узла не является обязательным для настоящего изобретения: например, согласно другому варианту реализации пленку можно подавать непосредственно с рулона на подложку или лоток без предварительного разрезания; в этом случае разрезание пленки, если это необходимо, может иметь место после крепления пленки к лотку 7 и/или после удаления воздуха из лотка 7. Транспортирующий подложку узел 2 содержит плоскость 20 скольжения и транспортерную ленту 21, находящуюся в подвижном контакте с плоскостью 20 скольжения. Транспортирующий подложку узел 2 поддерживается, например, прикреплен к раме 10 таким образом, что плоскость 20 скольжения фактически является горизонтальной, и транспортерная лента 21 скользит в контакте с плоскостью 20 скольжения в горизонтальном направлении, указанном стрелкой А1, как показано на Фиг. 1. Транспортирующий узел 2, расположенный на раме 10, выполнен с возможностью перемещения подложки или лотка 7 вдоль заданного пути от загрузочной станции 200, в которой подложки или лотки могут быть заполнены соответствующим продуктом или продуктами, в упаковочную станцию 201, в которой упаковочный узел 5 герметично прикрепляет лист 61 пленки к каждой подложке или лотку 7, как это будет подробно описано ниже. Следует отметить, что продукты могут быть размещены на подложке или лотке 7 выше по ходу транспортерной ленты загрузочной станции 200 или в любом месте между загрузочной станцией и упаковочной станцией 201.
Рядом с рамой 10 и в области упаковочной станции 201 плоскость 20 скольжения имеет отверстие 20а (как показано на Фиг. 5a-5h), подходящее для взаимодействия с упаковочным узлом 5, как это будет описано более подробно ниже. Транспортирующий подложку узел 2 дополнительно содержит двигатель, например блок 22 шагового двигателя для управления транспортерной лентой 21 с пошаговым перемещением. Поддерживающий рулон узел 3 может содержать два вращающихся цилиндра 31, 32, горизонтально проходящих от верхней части рамы 10 и подходящий для поддерживания рулона 6 пленки. Кроме того, поддерживающий рулон узел 3 дополнительно может содержать рычаг 33, прикрепленный к раме 10 и подходящий для предотвращения осевого смещения рулона 6 пленки. В частном случае поддерживающий рулон узел 3 (показанный на Фиг. 2) может содержать пленкопробивочные устройства 34, по существу выполненные с возможностью придания правильного профиля краям пленки при ее поперечном разрезании в разрезающем узле 4 для согласовать с формой горловины лотка, имеющей скругленные углы. Пробивочные устройства 34 также могут способствовать удерживанию развернутой части пленки 60, смотанной с рулона 6 и фактически вертикально выровненной. Согласно другому варианту реализации пленка может быть смотана с рулона 6 и перемещена в первый протяжный ролик не вертикально, как показано на чертежах, а горизонтально. В таком случае пробивочные устройства 34 могут быть расположены ближе к рулону 6 пленки в пространстве между рулоном 6 и указанным первым протяжным роликом, и повернуты на 90° для перфорирования пленки, которая находится в горизонтальном положении.
Пленка, намотанная на рулон 6, может быть выполнена из гибкого многослойного материала, содержащего по меньшей мере первый наружный термосвариваемый слой, дополнительный газоизолирующий слой и второй наружный теплостойкий слой. Наружный термосвариваемый слой может содержать полимер, выполненный с возможностью сваривания с внутренней поверхностью подложек, переносящих продукты, которые должны быть упакованы, такой как, например, этиленовые гомо- или сополимеры, подобные ПЭВД, этилен/альфа-олефиновые сополимеры, сополимеры этилен/акриловой кислоты, сополимеры этилен/метакриловой кислоты и этилена/винил ацетатные сополимеры, иономеры, сополиэфиры, например, полиэтилен терефталат сополимер (PETG). Дополнительный газоизолирующий слой предпочтительно содержит непроницаемые для кислорода смолы, подобные поливинилиденхлориду (PVDC), сополимеру этилена и винилового спирта (EVOH), полиамидам и смесям EVOH и полиамидов. Наружный теплостойкий слой может быть выполнен из гомо- или сополимеров этилена, сополимеров этилена/циклического олефина, таких как сополимеры этилена/норборнена, гомо- или сополимеры пропилена, иономеры, (со-) полиэфиры, (со-) полиамиды. Пленка также может содержать другие слои, такие как адгезионные слои или рыхлые слои для увеличения толщины пленки и улучшения ее механических свойств. Согласно одному варианту реализации один или большее количество слоев пленки сшиты поперечными связями для повышения прочности пленки и/или ее теплостойкости. Сшивка может быть достигнута путем использования химических добавок или энергетической радиационной обработкой слоев пленки. Пленка предпочтительно имеет толщину 50-200 мкм, более предпочтительно 60-180 мкм и наиболее предпочтительно 70-150 мкм. Пленка предпочтительно имеет ширину, которая фактически равна или на несколько миллиметров меньше ширины подложки, переносящей продукт, который должен быть упакован.
Разрезающий пленку узел 4 предпочтительно содержит резак 40 с режущим лезвием 401 и первый поршень 41. Первый поршень 41 может быть заменен линейным исполнительно-приводным механизмом любого другого вида, электрическим, пневматическим или гидравлическим. Первый поршень 41 предпочтительно прикреплен к раме 10 ниже поддерживающего рулон узла 3 и соединен с резаком 40 для его выталкивания и втягивания в горизонтальном направлении, показанном двойной стрелкой А2 на Фиг. 3. Разрезающий пленку узел 4 дополнительно содержит упорную колодку 42 и второй поршень 43. Второй поршень 43 может быть заменен линейным исполнительно-приводным механизмом любого другого вида, электрическим, пневматическим или гидравлическим. Второй поршень 43 предпочтительно прикреплен к раме 10 и соединен с упорной колодкой 42 для ее выталкивания и втягивания в вертикальном направлении, показанном двойной стрелкой A3 на Фиг. 3. Упорная колодка 42 предпочтительно содержит подкладочную плиту 421, имеющую несколько отверстий и упорный элемент 422, имеющий разрез 423. Резак 40 и упорная колодка 42 предпочтительно расположены таким образом, что между ними находится смотанная с рулона 6 натянутая часть пленки 60.
Упаковочный узел 5, показанный на Фиг. 1-4, содержит вращающийся цилиндр 50, установленный на раме 10 и выполненный с возможностью вращения вокруг своей оси X, как указано двойной стрелкой А4 на Фиг. 3. Ось X предпочтительно образует угол примерно 45° с вертикальным направлением. Вращающийся цилиндр 50 может быть заменен линейным исполнительно-приводным механизмом любого другого вида, электрическим, пневматическим или гидравлическим. Кроме того, упаковочный узел 5 содержит две передающих пленку пластины 51а, 51b и два третьих поршня 52а, 52b. Третьи поршни 52а, 52b могут быть заменены линейным исполнительно-приводным механизмом любого другого вида, электрическим, пневматическим или гидравлическим. Третьи поршни 52а, 52b соединены с вращающимся цилиндром 50 с образованием по существу прямого угла между ними, т.е., ось одного из третьих поршней (например, поршня 52а) ориентирована вертикально, в то время как ось другого поршня (например, поршня 52b) ориентирована горизонтально, как показано на Фиг. 3. Каждый из третьих поршней 52а, 52b соединен с соответствующей передающей пленку пластиной 51а, 51b для ее выталкивания и втягивания вдоль направления, указанного двойными стрелками А5 и А6 соответственно. При повороте цилиндра 50 вокруг оси X на угол примерно 180° (в направлении по часовой стрелке или против часовой стрелки) положение указанных двух поршней 52а, 52b и соответствующих передающих пленку пластин 51а, 51b может быть изменено. Каждая передающая пленку пластина 51а, 51b может быть снабжена нагревающейся поверхностью 510 и по меньшей мере одним отверстием 520 (как показано на Фиг. 5a-5h), сообщающимся с вышеуказанным вакуумным устройством 2. Передающие пленку пластины 51а и 51b показаны на чертежах как плоские поверхности согласно одному возможному варианту реализации настоящего изобретения. Однако также могут быть использованы профилированные пластины, имеющие внутреннюю вогнутость с приблизительно плоскими краями, соответствующими ободу подложки, несущей продукт, который должен быть упакован. Такая конструкция имеет преимущество, состоящее в обеспечении возможности упаковки продуктов, выступающих над подложкой.
Упаковочный узел 5 дополнительно содержит опорный блок 53 и четвертый поршень 54. Четвертый поршень 54 может быть заменен линейным исполнительно-приводным механизмом любого другого вида, электрическим, пневматическим или гидравлическим. Четвертый поршень 54 прикреплен к раме 10 ниже плоскости 20 скольжения и соединен с опорным блоком 53 для выталкивания и втягивания по меньшей мере его части в вертикальном направлении, указанном двойной стрелкой А7, как показано на Фиг. 3, сквозь отверстие 20а плоскости 20 скольжения.
Каждая из передающих пластин 51а, 51b (согласно другому варианту реализации) формирует верхний блок, который взаимодействует с опорным блоком 53 для образования держателя 103, выполненного с возможностью удерживания в заданном положении подложку 7 во время перфорации боковой стенки подложки или лотка 7. Фактически, согласно одному аспекту изобретения подложку или лоток 7 перемещают в упаковочную станцию 201, удерживают на месте держателем 103, который сформирован опорным блоком 53 и верхним блоком, образованным передающими пластинами 51а, 51b, и затем перфорируют для создания одного или большего количества отверстий 70 в боковой стенке. Практически, опорный блок 53 и верхний блок (сформированный пластиной 51а или пластиной 51b) выполнен с возможностью относительного перемещения для размещения обода 7а подложки 7 и соответствующей части 61а листа 61 пленки во взаимном контакте между нагретой поверхностью верхнего блока и опорной поверхностью опорного блока 53 (как подробно показано на Фиг. 5i). Устройство 1 содержит по меньшей мере один перфорирующий блок 100, имеющий перфорирующий инструмент 101, выполненный с возможностью перемещения между исходным положением, в котором инструмент 101 расположен на некотором расстоянии от боковой стенки указанной подложки или лотка 7, и рабочим положением, в котором инструмент 101 воздействует на указанную подложку 7 и формирует по меньшей мере одно сквозное отверстие 70 в указанной боковой стенке. Более подробно, один или каждый перфорирующий блок 100 (на Фиг. 5a-5i показаны два перфорирующих блока, но, разумеется, могут быть использованы для больше двух перфорирующих блоков) содержит исполнительно-приводной механизм 104 (который может быть пневматическим поршнем, плунжером гидравлического цилиндра, электроприводом или исполнительно-приводным механизмом другого типа), соединенный с перфорирующим инструментом 101 и выполненный с возможностью перемещения перфорирующего инструмента 101 в заданном направлении DP перфорации, пересекающем боковую стенку указанной подложки 7, если она размещена в указанном заданном положении.
Следует отметить, что не смотря на то, что, например, на Фиг. 5с показан горизонтально перемещающийся перфорирующий инструмент, каждый перфорирующий блок также может быть выполнен с возможностью перемещения перфорирующего инструмента, например, в вертикальном направлении, как показано на Фиг. 5j; следует отметить, что в этом случае перфорирующий инструмент может проникать в горизонтальный выступ, сформированный боковой стенкой лотка или подложки 7 ниже вертикального верхнего обода 7а.
Возможные варианты реализации перфорирующего инструмента согласно аспектам настоящего изобретения показаны на Фиг. 8а-8с, 9а-9с, 9а'-9с', 10а-10с, 11а-11с и 12а-12с. Как показано на этих чертежах, перфорирующий инструмент 101 имеет заостренный кончик 105, выполненный с возможностью постепенного входа в контакт с боковой стенкой подложки 7 при смещении перфорирующего инструмента 101 из исходного положения в рабочее положение: практически, заостренный кончик перемещается в направлении лотка или подложки 7 и, имея такую форму, первоначально проникает в боковую стенку в крайне ограниченной области, например, соответствующей одной точке, и затем постепенно создает линию резания. В этой связи, заостренный кончик 105 имеет одну или большее количество режущих кромок 106: каждая режущая кромка образована острой поверхностью, расположенной в соответствии с границами кончика 105.
В примерах, показанных на Фиг. 8а-8с, 9а-9с и 9а'-9с', заостренный кончик имеет одну непрерывную режущую кромку, проходящую вдоль замкнутой линии и имеющую многоугольную форму, например, квадратную, прямоугольную или ромбическую (показанную на Фиг. 9b и 9b') или круглую форму (показанную на Фиг. 8b). Режущая кромка лежит в плоскости, которая имеет наклон под углом α относительно продольной оси 110а инструмента 110. Самая передняя часть края может образовывать линию резания (как показано на Фиг. 9а) или точку резания (как показано на Фиг. 9а').
В примере, показанном Фиг. 10а-10с, кончик имеет две режущие кромки 106, сходящиеся для формирования V-образной геометрии (как показано на Фиг. 10а). Две сходящиеся режущие кромки лежат в плоскости, которая имеет наклон под углом α относительно продольной оси 110а инструмента 110 (как показано на Фиг. 10с). Самая передняя часть кончика, в которой сходятся эти две режущие кромки, образует точку резания (как показано на Фиг. 10а, 10с). Сходящиеся режущие кромки 106 завершаются в поверхностях 107, которые, если кончик вставлен в боковую стенку подложки или лотка 7, облегчают удерживание лоскута 70а открытым (как показано на Фиг. 10d). Как показано на Фиг. 10а, эти две поверхности 107 могут проходить параллельно друг другу и оси 110а. Как показано на Фиг. 10d, кончик, может не образовывать полый канал, и воздух, таким образом, может быть удален сквозь окно 105b, образованное поверхностями 107 и наружной поверхностью боковой стенки подложки 7.
В примерах, показанных на Фиг. 11а, 11с, 12а-12с, кончик имеет две режущие кромки, симметрично расположенные на соответствующих сторонах кончика 105 таким образом, что кончик является совершенно симметричным относительно плоскости симметрии, проходящей вдоль продольной оси 110а инструмента 110. Каждая из режущих кромок 106 имеет наклон под углом α относительно продольной оси 110а инструмента 110 (как показано на Фиг. 12с).
На Фиг. 22a-22d и 23 показан дополнительный вариант реализации кончика 105. Согласно данному варианту реализации кончик содержит две режущие кромки 106, имеющие самые дальние части 106а, сходящиеся для формирования V-образной конфигурации (как показано на Фиг. 22а) в дальнем конце кончика 105. Две дальние части 106а режущих кромок 106 могут быть образованы боковыми границами плоского основания 105а кончика 105 и могут иметь наклон под углом α относительно продольной оси 110а (как показано на Фиг. 22а). Режущие кромки также имеют две дополнительные части 106b, расположенные рядом с дальними частями 106а, переходящие в них и продолженные из указанного основания 105; в соответствии с одним аспектом настоящего изобретения указанные две дополнительные части 106b непрерывно соединены с частями 106а и могут плавно проходить из основания 105а для формирования профиль по существу в форме дуги, как показано на Фиг. 106b. Части 106 завершаются в нережущими поверхностями 107, которые проходят к ближнему концу кончика 105 и ограничивают отверстие 105b, обращенное к основанию 105а. Нережущие поверхности 107 могут проходить по существу параллельно нижней поверхности 105а и оси 110а. Кроме того, как показано на Фиг. 23, отверстие 105b, ограниченное поверхностями 107, в осевом направлении проходит параллельно оси 110а таким образом, что когда кончик проникает сквозь боковую стенку подложки или лотка 7, лоскут 70а сохранен открытым благодаря передним частям поверхностей 107, в то время как задние части поверхностей 107 образуют отверстие или окно 105b достаточного размера для обеспечения возможности высасывания воздуха/газа из внутренней части лотка. Как показано на Фиг. 22b, части 106b режущих кромок 106 могут иметь форму дуги и, следовательно, сходиться таким образом, что параллельные поверхности проходят на расстоянии "d" друг от друга, которое меньше, чем максимальное расстояние "w" между режущими кромками 106; такая конструкция, как показано на Фиг. 23, обеспечивает преимущество, состоящее в том, что поверхности 107 могут эффективно выдавливать и удерживать лоскут в открытом положении при перфорировании кончиком 105 боковой стенки подложки.
В показанных на чертежах примерах перфорирующий инструмент 101 имеет удлиненную форму, например, прямую и проходит вдоль продольной оси 101а преимущественного перемещения, которое в основном выровнено с направлением DP перфорации. В описанных выше примерах заостренный кончик 105 содержит режущие кромки, имеющие наклон относительно оси 110а и, таким образом, наклон относительно указанного заданного направления DP перфорации, так что после перфорации боковой стенки подложки 7 заостренный кончик 105 постепенно прорезает лоскутный элемент в боковой стенке, как показано на Фиг. 5i; предпочтительно (по меньшей мере в связи с вариантами реализации, показанными на Фиг. 9а', 10а, 22а) резание может начинаться по существу с одной точки и затем распространяться таким образом, что усилие перфорации может быть минимизировано.
Лоскутный элемент может быть соединен с расположенной ниже частью боковой стенки подложки 7 или с расположенной выше частью боковой стенки подложки 7 (как показано на Фиг. 13 и 14). Согласно другому варианту реализации в случае использования перфорирующих инструментов, показанных на Фиг. 11а, 11с, 12а-12с могут быть созданы два противоположных лоскутных элемента, как показано на Фиг. 15.
В соответствии с дополнительным аспектом, как показано в примере на Фиг. 10а-10с и в примере на Фиг. 22a-22d, кончик 105 имеет нережущие поверхности 107, проходящие параллельно друг другу в продолжении к режущим кромкам 106 для образования отверстия 105b, которое служит для отсоса воздуха/газа, когда кончик вставлен в стенку лотка (как показано на Фиг. 10d и 23). Нережущие поверхности 107 смещены в осевом направлении от дальнего конца заостренного кончика 105 таким образом, что после перфорации боковой стенки подложки 7 заостренный кончик 105 вырезает лоскутный элемент в боковой стенке, в то время как нережущая поверхность облегчает перемещение указанного лоскутного элемента в открытое положение. В примерах на Фиг. 8а-8с, 9а-9с, 9а'-9с', 11а-11с и 12а-12с лоскутный элемент 70а перемещается в открытое положение под действием наружной боковой стенки кончика 105.
Согласно дополнительному аспекту настоящего изобретения перфорирующий инструмент 101 каждого перфорирующего блока может быть выполнен в форме трубчатой иглы, имеющей по меньшей мере один внутренний просвет 108 (обычно игла с одним просветом представляет собой самое простое решение, не смотря на то, что на Фиг. 12а-12с показан вариант реализации многопросветной иглы). Просвет и наружная поверхность иглы могут иметь круглое, эллиптическое или многоугольное поперечное сечение; разумеется, другие формы также могут быть эквивалентно подходящими. Просвет 108 иглы сообщается по текучей среде с отверстием 109 кончика, которое ограничено по меньшей мере частично режущими кромками 106 и которое соединено с указанным вакуумным устройством 101 для втягивания воздуха сквозь отверстие 109 кончика, когда перфорирующий инструмент находится в рабочем положении.
В зависимости от того, выполнен ли перфорирующий инструмент в форме полой иглы, могут быть предусмотрены различные альтернативные решения.
На Фиг. 5i схематично показано, что в случае, если перфорирующий инструмент выполнен в форме полой иглы, перфорирующий инструмент 101 имеет всасывающее отверстие 110, которое расположено на некотором расстоянии в осевом направлении от отверстия 109 кончика для образования трубчатого канала 111 между всасывающим отверстием и отверстием кончика, который проходит вдоль канала 532 сквозь боковую стенку подложки 7, когда перфорирующий инструмент находится в рабочем положении. Следует отметить, что в случае если исполнительно-приводной механизм 104 установлен на внешнем неподвижном элементе 530, канал 532 может отсутствовать, и, таким образом, игла может быть полностью размещена во внутреннем объеме элемента 530.
Согласно другому варианту реализации в случае, если перфорирующий инструмент не является полой иглой (например, в случае, если используется кончик, показанный на Фиг. 22a-22d или 10d), для отсоса воздуха вместо всасывающего отверстия 110 используют окно 105b в боковой стенке кончика 105, как показано на Фиг. 5k и 23. Это решение, в частности, является предпочтительным, поскольку имеется возможность эффективного вытягивания воздуха, так как перепады давления минимизированы. В любом случае кончик 105 в осевом направлении соединен с штоком исполнительно-приводного механизма 104.
С функциональной точки зрения, отсос воздуха может быть инициирован, когда перфорирующий инструмент уже прошел сквозь каналы 532 (если они присутствуют), но еще не проткнул боковую стенку подложки или лотка 7. Всасывание обеспечено вакуумным устройством 102, например, содержащим вакуумный насос, соединенный с каналами 530а и/или 530b, удобно расположенными на боковой стенке и/или на нижней стенке элемента 530 (как показано на Фиг. 5i, 5j, 5k), такая конструкция позволяет создать разность давления между внутренней частью подложки или лотка 7 и объемом 300, образованным между опорным блоком 53 и наружной поверхностью лотка или подложки 7; перепад давления способствует сближению всей подложки 7 с перфорирующим инструментом или инструментами с последующим облегчением процесса перфорации. В тех вариантах реализации, в которых исполнительно-приводной механизм или механизмы 104 расположены с наружной стороны элемента 532, скользящее взаимодействие перфорирующих блоков с соответствующими каналами 532 предпочтительно обеспечивает плотно прилегающее скольжение.
На сопроводительных чертежах перфорирующий блок 100 установлен на раме и действует в согласовании с упаковочной станции 201 таким образом, чтобы сформировать одно или большее количество отверстий в боковой стенке подложки (или подложек) или лотка (или лотков) 7, находящихся в упаковочной станции. Согласно другому варианту реализации перфорирующий блок 100 может действовать в согласовании с удерживающей лотки станцией 400 (как схематично показано на Фиг. 1), выполненной с возможностью удерживания неподвижно в заданных положениях нескольких пустых подложек 7; удерживающая лотки станция может быть расположена в загрузочной станции или выше нее по ходу транспортерной ленты: в этом случае перфорирующий блок 100 может быть выполнен с возможностью формирования по меньшей мере одного отверстия в боковой стенке одной или большего количества подложек 7, размещенных в удерживающей лотки станции 400 (в этом случае перфорирующий блок может быть установлен как раме 4, так и на независимой собственной раме 401 удерживающей лотки станции 400).
Согласно другому варианту реализации перфорирующий блок 100 может действовать в согласовании с формующей лотки станцией (не показана), выполненной с возможностью формования, например, из пленки лотков или подложек 7; формующая лотки станция может быть расположена в загрузочной станции или выше нее по ходу транспортерной ленты.
Ниже будет описан более подробно показанный на Фиг. 5а-5k опорный блок 53 согласно первому варианту реализации. Согласно первому предпочтительному варианту реализации перфорирующий блок 100 расположен в упаковочной станции, и опорный блок 53 предпочтительно содержит наружный неподвижный элемент 530 и внутренний подвижный элемент 531. Наружный неподвижный элемент 530 имеет основание и боковую стенку, образующие центральную полость. Наружный неподвижный элемент 530 предпочтительно снабжен одним или большим количеством сквозных каналов 532 для приема с возможностью скольжения перфорирующего инструмента 101 каждого перфорирующего блока 100. В частности, каналы 532 выполнены с возможностью согласования с положением, в котором должны быть выполнены отверстия 70 в боковых стенках лотка, поддержанного внутренним подвижным элементом 531, опирающимся на основание наружного неподвижного элемента 530; как указано выше, необходимость использования каналов 532 отсутствует, если исполнительно-приводной механизм или исполнительно-приводные механизмы 104 переносятся элементом 530 таким образом, что перфорирующий инструмент проникает непосредственно в объем 300. Всасывающие воздух каналы 530а и/или 530b могут быть расположены, например, в боковой стенке или в нижней стенке наружного неподвижного элемента 530, как показано на Фиг. 5i-5k. Форма внутренней поверхности боковой стенки наружного неподвижного элемента 530 предпочтительно приспособлена для сопряжения с контуром подложки, на которой расположен продукт, который должен быть упакован. Основание наружного неподвижного элемента 530 имеет центральное отверстие. Наружный неподвижный элемент 530 в частном случае прикреплен к раме 10 ниже плоскости 20 скольжения. Внутренний подвижный элемент 531 может иметь опорную пластину и шток, соединенный с четвертым поршнем 54 (не показан на Фиг. 5а-5k) и взаимодействующий с центральным отверстием в основании наружного неподвижного элемента 530. Внутренний подвижный элемент 531 выполнен с возможностью перемещения в центральной полости наружного неподвижного элемента 530 посредством четвертого поршня 54 между первым положением (показанным на Фиг. 5а, 5b и 5n), в котором его опорная пластина взаимодействует с отверстием 20а в плоскости 20 скольжения и по существу выровнена с плоскостью 20 скольжения, и вторым положением (показанным на Фиг. 5с-5g), в котором его опорная пластина опирается на основание наружного неподвижного элемента 530.
Ниже подробно будет описана работа устройства 1 согласно первому варианту реализации с опорным блоком 53 согласно первому варианту реализации, описанному выше.
Во-первых, нагревающаяся поверхность 510 передающих пленку пластин 51а, 51b нагрета до заданной температуры. Заданная температура предпочтительно находится между 190°С и 230°С. Предполагается, что третьи поршни 52а, 52b с передающими пленку пластинами 51а, 51b первоначально находятся в конфигурации, показанной на Фиг. 3, т.е., третий поршень 52а имеет свою ось, ориентированную вертикально, и третий поршень 52b имеет свою ось, ориентированную горизонтально.
Затем, разрезающий пленку узел 4 предпочтительно начинает отрезать листы 61 пленки от смотанной с рулона части пленки 60, которая вертикально выровнена между резаком 40 и упорной колодкой 42. В частности, перед каждым резом второй поршень 43 предпочтительно толкает упорную колодку 42 в вертикальном направлении, указанном двойной стрелкой A3, как показано на Фиг. 3, до выравнивания упорного элемента 422 с резаком 40. Затем, смотанная с рулона часть пленки 60 вытягивается до достижения заданной длины, предпочтительно соответствующей длине лотка или подложек 7. Это может быть осуществлено любым известным способом, таким как, например, посредством кодирующего устройства, в котором сохранено угловое положение вращающегося цилиндра 31, путем соответствующего управления его перемещением для обеспечения заданной длины смотанной с рулона пленки. Когда смотанная с рулона часть пленки 60 достигает заданной длины, первый поршень 41 предпочтительно толкает резак 40 в горизонтальном направлении, указанном двойной стрелкой А2 на Фиг. 3, до сближения резака 40 с упорным элементом 422 и взаимодействия режущего лезвия 401 с пазом 423, в результате чего происходит отрезание листа 61 пленки, ширина и длина которого равны ширине и длине соответственно подложки 7. После отрезания листа 61 пленки первый поршень 41 предпочтительно тянет резак 40 в горизонтальном направлении, указанном двойной стрелкой А2 на Фиг. 3, и, таким образом, перемещает резак 40 в направлении от листа 61 пленки и упорного элемента 422. По существу в то же самое время второй поршень 43 предпочтительно тянет упорную колодку 42 вниз в вертикальном направлении, указанном двойной стрелкой A3 на Фиг. 3, до выравнивания подкладочной плиты 421 с передающей пленку пластиной 51b (как показано на Фиг. 3). По существу в то же самое время вакуум действует сквозь отверстия в подкладочной плите 421.
В то время как упорную колодку 42 тянут в нижнем направлении, лист 61 пленки также тянут в нижнем направлении, поскольку вакуум, действующий сквозь отверстия в подкладочной плите 421, удерживает лист 61 пленки на плите. Кроме того, в то время как упорную колодку 42 тянут в нижнем направлении, третий поршень 52b толкает передающую пленку пластину 51b в горизонтальном направлении, указанном двойной стрелкой А6, до сближения передающей пленку пластины 51b с подкладочной плитой 421 и листом 61 пленки, расположенным между ними.
Затем, вакуум прикладывают между нагревающейся поверхностью 510 передающей пленку пластины 51b и листом 61 пленки посредством вакуумного насоса по меньшей мере сквозь одно отверстие 520 в передающей пленку пластине 51b, в то время как вакуум, действовавший сквозь отверстия в подкладочной плите 421, устраняют. Таким образом, передающая пленку пластина 51b удерживает лист 61 пленки адгезией, т.е. лист 61 пленки взаимодействует с нагревающейся поверхностью 510 передающей пленку пластины 51b. Поскольку лист 61 пленки находится в контакте с нагревающейся поверхностью 510 (которая, как указано выше, нагрета до заданной температуры), он предпочтительно начинает нагреваться и размягчаться.
Затем, в то время как вакуум продолжает действовать между нагревающейся поверхностью 510 и листом 61 пленки, третий поршень 52b, ось которого ориентирована горизонтально, предпочтительно тянет передающую пленку пластину 51b вдоль направления, указанного двойными стрелками А6 на Фиг. 3, для ее перемещения в направлении от подкладочной плиты 421. Благодаря вакууму, лист 61 пленки предпочтительно все еще взаимодействует с нагревающейся поверхностью 510.
В это время продукты 8, которые должны быть упакованы, размещают на соответствующих подложках 7, таких как, например, лотки. Это может быть сделано, например, в загрузочной станции 200. Каждая подложка 7 предпочтительно имеет основание, боковую стенку и верхний обод 7а, проходящий в наружном направлении от верхнего края боковой стенки. В показанном на Фиг. 5a-5i варианте реализации лотки или подложка 7 не имеют отверстий, пока они не достигнут упаковочной станции 201.
Лотки или подложки 7 предпочтительно выполнены из однослойного или многослойного термопластичного материала, имеющего газоизолирующие свойства. Подходящие газоизолирующие однослойные термопластичные материалы включают (со-) полиэфиры, (со-) полиамиды и т.п. Предпочтительно в случае использования многослойного термопластичного материала, указанный многослойный термопластичный материал предпочтительно содержит по меньшей мере один газоизолирующий слой и по меньшей мере один термосвариваемый слой для обеспечения возможности сваривания листа 61 пленки с поверхностью подложки 7. Подходящие газоизолирующие полимеры, которые могут быть использованы для газоизолирующего слоя, включают поливинилдихлорид (PVDC), этилен-виниловый спирт (EVOH), (со-) полиамиды, (со-) полиэфиры и их смеси. Предпочтительно термосвариваемый слой выполнен из полиолефина, такого как гомо- или сополимеры этилена, например, в частности, полиэтилена, сополимеров этилен-[альфа]-олефина и сополимеров этилен-винилового ацетата, гомо- или сополимеров пропилена, таких как сополимеры этилен-пропилена и терполимеры этилен-пропилен-[альфа]-олефина и иономеры, или гомо- или сополиэфиров, например, измененного гликолем полиэтилентерефталата (PETG). Многослойный термопластичный материал также может содержать адгезионные слои для облегчения приклеивания газоизолирующего слоя к смежным слоям. Он также может содержать объемные слои для создания конструкции, имеющей достаточную толщину и/или необходимые механические свойства. В подложке 7 могут присутствовать химически или физически вспененные слои, в частности, для использования в качестве объемных слоев. Также могут присутствовать другие слои, известные в уровне техники, для придания подложке 7 некоторых необходимых свойств, например, слои, подходящие для облегчения открывания упаковки или обеспечения возможности повторного упаковывания. Общая толщина однослойного или многослойного термопластичного материала является предпочтительно ниже, чем 2 мм, и, например, может находиться в диапазоне между 0,2 мм и 1,2 мм и более предпочтительно между 0,3 мм и 1,0 мм.
Затем, подложки 7 с продуктами 8, размещенными на них, опираются на плоскость 20 скольжения таким образом, что транспортерная лента 21 перемещает их, например, в пошаговом режиме вдоль плоскости 20 скольжения в направлении, указанном стрелкой А1 на Фиг. 1а, от загрузочной станции 200 к упаковочной станции 201. Как показано на Фиг. 5а, одна из подложек 7 с продуктом 8, размещенным на ней, перемещается в пошаговом режиме вдоль плоскости 20 скольжения под действием транспортерной ленты 21 (не показана на Фиг. 5а), пока не достигнет отверстия 20а для взаимодействия с опорным блоком 53 и соответственного размещения на опорной пластине внутреннего подвижного элемента 531.
В то время как транспортерная лента 21 перемещает подложку 7 на опорную пластину внутреннего подвижного элемента 531, вращающийся цилиндр 50 предпочтительно поворачивается на 180° вокруг оси X таким образом, что положения передающих пленку пластин 51а, 51b изменяются. Соответственно, ось третьего поршня 52b теперь ориентирована вертикально, и передающая пленку пластина 51b, удерживающая лист 61 пленки, теперь расположена над подложкой 7 и продуктом 8 (как показано на Фиг. 5b). Вакуум, приложенный между нагревающейся поверхностью 510 передающей пленку пластины 51b и листом 61 пленки, символически представлен стрелкой А8.
Затем внутренний подвижный элемент 531 перемещается в нижнем направлении посредством четвертого поршня 54, действующего в вертикальном направлении, указанном стрелкой А7 на Фиг. 3, до сближения его основания с основанием наружного неподвижного элемента 530 (как показано на Фиг. 5с).
Затем, в то время как вакуум продолжает действовать между нагревающейся поверхностью 510 и листом 61 пленки, третий поршень 52 толкает передающую пленку пластину 51b (которая в данном случае представляет верхний элемент держателя 103) в нижнем направлении вдоль вертикального направления, указанного стрелкой А5 на Фиг. 3, до взаимодействия нагревающейся поверхности 510с ободом подложки 7, расположенным на наружном неподвижном элементе 530 опорного блока 53, и лист 61 пленки закрывает отверстие подложки 7, как показано на Фиг. 5d. Предпочтительно края листа 61 пленки прикреплены к ободу подложки 7 воздухонепроницаемым способом под действием давления передающей пленку пластины 51b.
Затем создают вакуум или состояние низкого давления в объеме 300 между внутренней поверхностью элемента 53 и наружной поверхностью подложки или лотка 7 путем активирования всасывающего насоса 102, сообщающегося по текучей среде с отверстиями 530а, 530b. По существу в то же самое время или немного времени спустя активируют перфорирующий блок (или блоки) 100 для смещения перфорирующего инструмента 101 из исходного положения в рабочее положение, в результате чего создано по меньшей мере одно сквозное отверстие 70 в указанной боковой стенке подложки, которое, таким образом, формирует канал, связывающий внутреннюю часть подложки или лотка 7 по текучей среде с объемом 300 и, таким образом, с вакуумным насосом 102; следует отметить, что если кончик выполнен в форме иглы, всасывание из внутренней части лотка или подложки 7 происходит сквозь полость иглы сквозь всасывающее отверстие 110 и посредством насоса 102; в случае, если кончик не является полым (как показано на Фиг. 10d и 23), всасывание из внутренней части лотка или подложки 7 осуществлено сквозь окно 105b кончика. Как указано выше, всасывание воздуха сквозь каналы 530а и/или 530b может быть инициировано, когда перфорирующий инструмент еще не проник сквозь боковую стенку подложки или лотка 7 (как показано на Фиг. 5i); это условие позволяет создать разность давления между внутренней частью подложки или лотка 7 и объемом 300, образованным между опорным блоком 53 и наружной поверхностью лотка или подложки 7; перепад давления толкает всю подложку в направлении к внутренней поверхности опорного блока и перфорирующему инструменту или инструментам с последующим облегчением процесса перфорации. Во второй фазе перфорирующий инструмент постепенно перфорирует боковую стенку лотка или подложки, формируя лоскутный элемент, как показано на Фиг. 13-15. Следует отметить, что в случае множества перфорирующих блоков, указанными блоками можно управлять синхронно для одновременного проникновения в боковую стенку подложки или лотка 7 в соответствующих различных местах. Для перемещения множества, например, всех перфорирующих блоков 101 может быть использован одиночный исполнительно-приводной механизм 104.
После создания перфорирующим инструментом отверстия или отверстий 70 и достижения его рабочего положения воздух удаляют из внутренней части подложки или лотка 7 посредством вакуумного насоса 102 сквозь только что созданные отверстия 70, просветы 108 и отверстие 110 или окна 105b, как схематично указано стрелками А9 на Фиг. 5е. В результате этого предпочтительно создается вакуум (т.е., пониженное давление) внутри подложки 7 под листом 61 пленки. Следует заметить, что даже если вакуум создан только под листом 61 пленки, указанный лист 61 пленки все еще может взаимодействовать с нагревающейся поверхностью 510. Это происходит вследствие того, что пониженное давление, созданное между нагревающейся поверхностью 510 и листом 61 пленки, ниже, чем пониженное давление, созданное под листом 61 пленки.
После достижения заданного низкого давления внутри подложки 7 под листом 61 пленки (обычно находящегося в диапазоне до 50 мбар, предпочтительно между 3 мбар и 40 мбар, более предпочтительно между 5 мбар и 30 мбар и наиболее предпочтительно в диапазоне 10-20 мбар) между нагревающейся поверхностью 510 и листом 61 пленки вводят воздух по меньшей мере сквозь одно отверстие 520 в передающей пленку пластине 51b, как указано стрелкой А8 на Фиг. 5f. Воздух может быть введен непосредственно после достижения заданного пониженного давления или после истечения заданного периода времени. Согласно другому варианту реализации воздух вводят по истечении заданного периода времени (обычно между 0,5 сек и 2,5 сек и предпочтительно между 1 сек и 2 сек). После чего лист 61 пленки прекращает взаимодействие к нагревающейся поверхности 510 и притягивается в нижнем направлении вакуумом внутри подложка 7. В то время как лист 61 пленки притянут в нижнем направлении, вакуумный насос предпочтительно продолжает удалять воздух из подложки 7 сквозь отверстия 70. Предпочтительно лист 61 пленки, перемещающийся в нижнем направлении к подложке 7, способствует выходу воздуха из подложки 7 сквозь отверстия 70. Поскольку лист 61 пленки нагрет (и, следовательно, размягчен), под действием вакуума внутри подложки 7 он деформируется для приклеивания к продукту 8 и внутренней поверхности подложки 7, как показано на Фиг. 5f. Удаление воздуха изнутри подложки 7 предпочтительно может продолжаться до тех пор, пока отверстия 70 не будут закрыты листом 61 пленки. Следует отметить, что для закрытия отверстий листом пленки перфорирующий инструмент втягивают в положение, показанное на Фиг. 5f, в котором заостренный кончик размещен в каналах 532, или по меньшей мере в положении, в котором заостренный кончик не выступает из внутренней поверхности подложки или лотка 7. Как только лист 61 пленки закрыл отверстия 70 путем его приклеивания к внутренней поверхности подложки 7, а также возврата лоскутные элементов в створы соответствующих отверстий, удаление воздуха изнутри подложки 7 прекращают. После прекращения удаления воздуха изнутри подложки 7 удаляют концы упаковки.
Затем передающую пленку пластину 51b тянут в вертикальном направлении, указанном стрелкой А5 на Фиг. 3, посредством третьего поршня 52b и, таким образом, перемещают его в направлении от опорного блока 53 (как показано на Фиг. 5g).
Вакуум устранен из пространства ниже подложки 7, и затем четвертый поршень 54 предпочтительно толкает внутренний подвижный элемент 531 опорного блока 53 в вертикальном направлении, указанном стрелкой А7 на Фиг. 3, по существу до выравнивания внутреннего подвижного элемента 531 с плоскостью 20 скольжения (как показано на Фиг. 5n). Таким образом, подложка 7 может продолжить пошаговое перемещение вдоль плоскости 20 скольжения в горизонтальном направлении, указанном стрелкой А1, под действием транспортерной ленты 21.
Выше была описана работа одиночной передающей пленку пластины 51b, поскольку устройство 1 может содержать одну единственную передающую пластину. Действительно, согласно другому варианту реализации устройство 1, показанное на Фиг. 1-4, может содержать единственную передающую пластину. В этом случае устройство является менее производительным по сравнению с решением, показанным на Фиг. 1-4, поскольку одиночная передающая пластина во время первого интервала времени взаимодействует со смотанной с рулона частью пленки 60 для отделения предварительно прикрепленной части пленки и во время второго интервала времени взаимодействует с опорным блоком 53 для приклеивания пленки и обеспечения возможности удаления воздуха. Помимо этого, конструкция и работа устройства 1 не имеет значительных отличий.
Однако, в устройстве 1, показанном на Фиг. 1-4, двумя передающими пленку пластинами 51а, 51b управляют одновременно. Работа пластин предпочтительно синхронизирована следующим образом.
В то время как передающая пленку пластина 51b вовлечена в операции, показанные на Фиг. 5d-5f (т.е., находится в контакте с опорным блоком 53), разрезающий пленку узел 4 отрезает дополнительный лист пленки, как описано выше (упорную колодку 42 перемещают в верхнем направлении до выравнивания упорного элемента 422 с резаком 40, затем резак 40 перемещают в горизонтальном направлении к упорному элементу 422 и, таким образом, отрезают дополнительный лист пленки, затем резак 40 перемещают в направлении от упорного элемента 422 и упорную колодку 42 оттягивают в нижнем направлении до выравнивания подкладочной плиты 421 с передающей пленку пластиной 51а, затем передающую пленку пластину 51а толкают в направлении к подкладочной плите 421 с дополнительным листом пленки, расположенным между ними, затем прикладывают вакуум между нагревающейся поверхностью передающей пленку пластины 51а и дополнительным листом пленки таким образом, что передающая пленку пластина 51а удерживает дополнительный лист пленки, и передающую пленку пластину 51а, удерживающую дополнительный лист пленки, перемещают в направлении от подкладочной плиты 421. После этого, передающую пленку пластину 51b предпочтительно перемещают в направлении от опорного блока 53 (как показано на Фиг. 5g) и подложку 7 поднимают на уровень плоскости 20 скольжения (как показано на Фиг. 5h). Затем, например путем выполнения одиночного шага посредством блока 22 шагового двигателя транспортерная лента 21 удаляет подложку 7 из опорного блока 53 и доставляет очередную подложку с продуктом к внутреннему подвижному элементу 531 опорного блока 53. Указанную очередную подложку размещают на внутреннем подвижном элементе 531, и указанный элемент 531 опускают, в то время как вращающийся цилиндр 50 предпочтительно поворачивают на угол примерно 180° вокруг его оси X и, таким образом, меняют друг с другом положения передающих пленку пластин 51а, 51b. Затем опускают поверхность 510 нагрева для ее взаимодействия с ободом подложки 7, лежащем на наружном неподвижном элементе 530 опорного блока 53. После чего, передающая пленку пластина 51а, удерживающая очередной лист пленки, теперь находится над очередной подложкой или лотком 7 и действует в качестве верхнего блока держателя 103. Затем, операции, показанные на Фиг. 5d-5h, повторяют для обработки очередного продукта, упакованного согласно способу вакуумной упаковки в пленку.
Работа устройства 1 циклически повторяется согласно вышеуказанной синхронизации, и, таким образом, осуществляется вакуумная упаковка в пленку ряда подложек 7 с соответствующими продуктами 8, загруженными в нее, которые последовательно доставляются на плоскость 20 скольжения.
Описанная выше машина имеет некоторые преимущества.
Прежде всего, наличие отверстий 70 в подложке 7 предпочтительно обеспечивает возможность удаления воздуха изнутри подложки 7 из-под листа 61 пленки даже после того, как пленка 61 приведена в воздухонепроницаемый контакт с ободьями подложки 7. Такая конструкция предпочтительно обеспечивает возможность удаления увеличенного количества воздуха изнутри подложки 7 и, таким образом, минимизирует количество остаточного воздуха в подложке 7 в конце процесса вакуумной упаковки в пленку и, соответственно, минимизирует риск образования воздушных мешков. Кроме того, всасывание воздуха сквозь отверстия 70 и окна 105b или всасывающие отверстия 110 приводят к очень эффективному процессу удаления, поскольку только что созданное отверстие совершенно точно сопряжено с формой перфорирующего инструмента, и всасывание может быть применено непосредственно во внутреннем объеме подложки или лотка или в случае необходимости в непосредственной близости к нему. Кроме того, описанное устройство обеспечивает возможность создания оптимального вакуумирования в объеме 300 даже перед фактическим формированием отверстий 70, и, кроме того, удаление воздуха из подложки 7 может быть выполнено даже после того, как лист 61 пленки освобожден от нагревающейся поверхности 510 передающей пленку пластины 51b. Такой подход предпочтительно обеспечивает возможность эффективного выполнения этапа перфорации и способствует уменьшению количества остаточного воздуха в упаковке в конце процесса вакуумной упаковки в пленку. Кроме того, в конце процесса лоскутные элементы возвращены в положение, выровненное с соответствующей боковой стенкой, и, таким образом, может быть обеспечена упаковка с видимой непрерывностью наружной поверхности лотка или подложки 7. Кроме того, использование лоскута, который остаются неотъемлемой частью лотка, не представляет никакой опасности для пластика в упаковке, в результате чего минимизирован риск загрязнения. Кроме того, перфорирующий блок может быть легко реализован на существующем устройстве, в результате чего может быть предотвращена необходимость предварительной перфорации лотков.
Согласно второму варианту первого варианта реализации опорный блок 53' предпочтительно содержит наружный элемент 530', фиксированную опорную пластину 531' и подставку 534', например, с четырьмя выравнивающими ножками 533'. Фиксированная опорная пластина 531' соединена с фиксированным штоком 540 третьего поршня 54 и имеет четыре сквозных отверстия (не видны на чертежах). Подставка 534' опирается на фиксированную опорную пластину 531' четырьмя выравнивающими ножками 533', взаимодействующими со сквозными отверстиями и проходящими из нижней стороны фиксированной опорной пластины 531'. В дополнительном варианте, не показанном на чертежах, подставка 534' может быть выполнена таким образом, что когда она опирается на фиксированную опорную пластину 531', четыре выравнивающие ножки 533' находятся снаружи фиксированной опорной пластины 531' и проходят из нижней стороны фиксированной опорной пластины 531'. Фиксированная опорная пластина 531' и подставка 534' взаимодействуют с отверстием 20а плоскости 20 скольжения таким образом, что верхняя поверхность подставки 534' выровнена с плоскостью 20 скольжения. Наружный элемент 530' имеет основание и боковую стенку, образующие центральную полость. Как и в описанном выше варианте реализации, в зависимости от места расположения исполнительно-приводного механизма (или механизмов) 104, основание может иметь или не иметь один или большее количество каналов, подходящих для приема перфорирующих инструментов перфорирующих блоков 100. Как описано в связи с вариантом, показанным на Фиг. 5а-5k, каждый перфорирующий блок имеет перфорирующий инструмент 101, перемещающийся между исходным положением, в котором инструмент 101 расположен на некотором расстоянии от боковой стенки указанной подложки или лотка 7, и рабочим положением, в котором инструмент 101 воздействует на указанную подложку 7 и формирует по меньшей мере одно сквозное отверстие 70 в указанной боковой стенке. Более подробно, каждый перфорирующий блок 100 содержит исполнительно-приводной механизм 104 (который может быть пневматическим поршнем, плунжером гидравлического цилиндра или электроприводом или исполнительно-приводным механизмом другого типа), соединенный с перфорирующим инструментом 101 и выполненный с возможностью перемещения перфорирующего инструмента 101 согласно предварительно заданному направлению DP перфорации, пересекающему боковую стенку указанной подложки 7, когда указанная стенка зафиксирована в заданном положении опорным блоком 53' и пластиной 51а, 51b. Согласно другому варианту реализации для перемещения множества перфорирующих блоков может быть использован одиночный исполнительно-приводной механизм.
Следует отметить, что не смотря на то, что, например, на Фиг. 6е показан горизонтально перемещающийся перфорирующий инструмент, каждый перфорирующий блок также может быть выполнен с возможностью вертикального перемещения перфорирующего инструмента, как показано на Фиг. 5j; следует отметить, что в этом случае перфорирующий инструмент может проникнуть в горизонтальный выступ, сформированный боковой стенкой лотка или подложки 7 вертикально ниже верхнего обода подложки или лотка. В случае, если исполнительно-приводной механизм (или механизмы) 104 расположен снаружи внешнего элемента 530', указанный элемент может иметь один или большее количество сквозных каналов 532' для приема перемещающегося со скольжением перфорирующего инструмента 101 каждого перфорирующего блока 100. Указанные каналы могут быть расположены, например, на нижней стороне (не показаны на чертежах) наружного неподвижного элемента 530' или, как показано на Фиг. 6е, в материале боковой стенки наружного элемента 530' в соответствии с верхней областью боковой стенки лотка или подложки 7. В частности, каналы 532' выполнены с возможностью согласования с необходимым местом расположения отверстий 70, которые должны быть выполнены в боковых стенках лотка. Возможные варианты реализации перфорирующего инструмента согласно различным аспектам настоящего изобретения показаны на Фиг. 8а-8с, 9а-9с, 9а'-9с', 10a-10d, 11a-11c, 12а-12с и 22a-22d и дополнительно не описаны, поскольку соответствующее подробное описание уже приведено выше в настоящей заявке в связи с описанием первого варианта.
Центральная полость наружного элемента 530' предпочтительно имеет размер, подходящий для обеспечения возможности скольжения фиксированной опорной пластины 531' и подставки 534' в центральной полости. Основание наружного элемента 530' предпочтительно соединено с выполненным с возможностью перемещения цилиндром 541 третьего поршня 54.
Ниже будет подробно описана работа устройства 1 с опорным блоком 53' согласно второму варианту реализации. Поскольку операции, которые не охватывают опорный блок 53', являются по существу теми же самыми, что и соответствующие операции, осуществленные машиной с опорным блоком 53 согласно первому варианту, такие операции будут только кратко описаны, и подробное описание этих операций не будет повторено.
Во-первых, нагревающуюся поверхность 510 передающих пленку пластин 51а, 51b нагревают до заданной температуры. Затем, разрезающий пленку узел 4 предпочтительно начинает отрезание листов 61 пленки от смотанной с рулона части пленки 60, как описано выше (перед каждой операцией резания упорную колодку 42 толкают в верхнем направлении до ее выравнивания упорного элемента 422 с резаком 40, затем резак 40 толкают в горизонтальном направлении к упорному элементу 422 и, таким образом, отрезают лист 61 пленки, затем резак 40 перемещают в направлении от упорного элемента 422, и упорную колодку 42 тянут в нижнем направлении до выравнивания подкладочной плиты 421 с передающей пленку пластиной 51b). Затем, передающую пленку пластину 51b толкают в направлении к подкладочной плите 421 с листом 61 пленки, расположенным между ними, затем прикладывают вакуум между нагревающейся поверхностью передающей пленку пластины 51b и листом 61 пленки таким образом, что передающая пленку пластина 51b удерживает лист 61 пленки, и передающую пленку пластину 51а, удерживающую лист 61 пленки, перемещают в направлении от подкладочной плиты 421.
Тем временем, продукты 8, которые должны быть упакованы, размещают на соответствующих подложках 7. Затем подложки 7 с размещенными на них продуктами 8 размещают на плоскости 20 скольжения таким образом, что транспортерная лента 21 заставляет их скользить, например, в пошаговом режиме вдоль плоскости 20 скольжения в направлении, указанном стрелкой А1 на Фиг. 1а.
Как показано на Фиг. 6а, одну из подложек 7 с размещенным на ней продуктом (не показан на Фиг. 6а) перемещают вдоль плоскости 20 скольжения посредством транспортерной ленты 21 (не показана на Фиг. 6а) до достижения отверстия 20а, взаимодействующего с опорным блоком 53', и соответственно размещают на подставке 534'.
В то время как транспортерная лента 21 перемещает подложку 7 на подставку 534', вращающийся цилиндр 50 предпочтительно поворачивают на 180° вокруг оси X таким образом, что положения передающих пленку пластин 51а, 51b меняются местами. Соответственно, ось третьего поршня 52b теперь ориентирована вертикально, и передающая пленку пластина 51b, удерживающая лист 61 пленки, теперь находится над подложкой 7 и продуктом 8 (как показано на Фиг. 6b). Затем, наружный элемент 530' перемещают вертикально в верхнем направлении, указанном стрелкой А7 на Фиг. 3, посредством подвижного цилиндра 541 четвертого поршня 54 до контакта наружного элемента 530' с ободом подложки 7, и выравнивающие ножки 533' подставки 534' опираются на основание наружного элемента 530' (как показано на Фиг. 6 с).
Затем, наружный элемент 530' дополнительно перемещают вверх в вертикальном направлении, указанном стрелкой А7 на Фиг. 3, посредством подвижного цилиндра 541 четвертого поршня 54 и, таким образом, поднимают подставку 534' (и подложку 7, опирающуюся на нее) и отсоединяют ее от фиксированной опорной пластины 531'. Рабочий ход наружного элемента 530' завершается, когда фиксированная опорная пластина 531' опирается на основание наружного элемента 530' (как показано на Фиг. 6d).
Затем, передающую пленку пластину 51b, удерживающую лист 61 пленки, толкают в нижнем направлении до тех пор, пока лист 61 пленки не закроет отверстие подложки 7 (как показано на Фиг. 6е), и края листа 61 пленки прикрепляют к ободу подложки 7 воздухонепроницаемым способом.
Затем, в объеме 300' между внутренней поверхностью элемента 53' и наружной поверхностью подложки или лотка 7 создают вакуум или состояние низкого давления путем активирования всасывающего насоса 102 сквозь отверстия 530а', 530b'. По существу в то же самое время или некоторое время спустя активируют перфорирующий блок (или блоки) 100 для перемещения перфорирующего инструмента 101 из исходного положения в рабочее положение для создания по меньшей мере одного сквозного отверстия 70 на указанной боковой стенке подложки и, таким образом, формирования канала, связывающего внутреннюю часть подложки или лотка 7 по текучей среде с объемом 300' и, таким образом, с вакуумным насосом 102; следует отметить, что если кончик выполнен в форме иглы, всасывание из внутренней части лотка или подложки 7 осуществляют сквозь полость иглы посредством всасывающего отверстия 110 и насоса 102; в случае, если кончик не является полым (как показано на Фиг. 10d и 23), всасывание из внутренней части лотка или подложки 7 осуществляют сквозь окно 105b кончика. Поскольку всасывание указанного воздуха посредством каналов 530а' и/или 530b' может быть инициировано, когда перфорирующий инструмент еще не проперфорировал боковую стенку подложки или лотка 7; это условие создает разность давления между внутренней частью подложки или лотка 7 и объемом 300', образованным между опорным блоком 53 и наружной поверхностью лотка или подложки 7; перепад давления толкает всю подложку в направлении к внутренней поверхности опорного блока и перфорирующему инструменту (или инструментам) с последующим облегчением процесса перфорации. Во второй фазе перфорирующий инструмент постепенно перфорирует боковую стенку лотка или подложки, формируя лоскутный элемент, как показано на Фиг. 13-15. Следует отметить, что в случае множества перфорирующих блоков, указанными блоками можно управлять синхронно для одновременного проникновения в боковую стенку подложки или лотка 7 в соответствующих различных местах. Для перемещения множества, например, всех перфорирующих блоков 101 может быть использован одиночный исполнительно-приводной механизм 104.
После создания перфорирующим инструментом отверстия или отверстий 70 и достижения его рабочего положения воздух удаляют из внутренней части подложки или лотка 7 посредством вакуумного насоса 102 сквозь только что созданные отверстия 70, просветы 108 и отверстие 110 или окна 105b.
После повторного вентилирования передающей пленку пластины 51b, указанную передающую пленку пластину 51b тянут в вертикальном направлении, указанном стрелкой А5 на Фиг. 3, посредством третьего поршня 52b и, таким образом, перемещают ее в направлении от опорного блока 53 (как показано на Фиг. 6f), и вакуум в наружном элементе 530' устраняют.
Затем, наружный элемент 530' перемещают вертикально в нижнем направлении, указанном стрелкой А7 на Фиг. 3, посредством подвижного цилиндра 541 четвертого поршня 54 и, таким образом, опускают подставку 534' (и подложку 7, опирающуюся на нее) и снова приводят ее в контакт с фиксированной опорной пластиной 531' (как показано на Фиг. 6g).
Затем, наружный элемент 530' дополнительно перемещают вертикально в нижнем направлении, указанном стрелкой А7 на Фиг. 3, посредством подвижного цилиндра 541 четвертого поршня 54 до тех пор, пока наружный элемент 530' не выйдет из взаимодействия с отверстием 20а плоскости 20 скольжения и подложкой 7 (как показано на Фиг. 6h). Таким образом, подложка 7 может продолжить перемещение вдоль плоскости 20 скольжения в горизонтальном направлении, указанном стрелкой А1, под действием транспортерной ленты 21.
Также, согласно этому второму варианту двумя передающими пленку пластинами 51а, 51b можно управлять синхронно, как описано выше, или согласно другому варианту реализации устройство может содержать одну единственную передающую пленку пластину 51а.
В качестве дополнительного варианта первого варианта реализации, вместо сплошной пленки подходящей ширины, разрезанной на листы заданной длины, согласованные с горловиной лотка, также могут быть использованы предварительно обработанные листы пленки подходящих размеров (ширины, длины и формы). Указанные предварительно обработанные листы пленки могут быть сложены и подняты по одному передающей пленку пластиной или пластинами 51а и 51b и использованы в упаковочном процессе, описанном выше. В таком случае подходящая конфигурация упаковочного узла 5 (не показана на чертежах) может предусматривать параллельное расположение передающей пленку пластины или пластин 51а, 51b по отношению к опорному блоку 53 и их перемещение в вертикальном направлении соответствующими поршнями, что обеспечивает возможность подъема и спуска указанной передающей пленку пластины или пластин 51а, 51b по требованию. В случае, если устройство содержит две пластины, поршни могут быть соединены с цилиндром, вращающимся вокруг вертикальной оси для горизонтального перемещения поршней с передающими пленку пластинами 51а, 51b. Этот дополнительный упаковочный узел может включать следующие этапы, согласно которым: опускают первую передающую пленку пластину (сконструированную подобно пластине 51а, описанной выше) на пакет предварительно обработанных листов пленки, прикладывают вакуум к первой передающей пленку пластине 51а для подъема верхнего листа пленки из пакета, поднимают первую передающую пленку пластину 51а с приклеенным к ней предварительно обработанным листом пленки, поворачивают цилиндр на подходящий угол для перемещения указанной первой передающей пленку пластины 51а в положение над опорным блоком 53 и для одновременного перемещения второй передающей пленку пластины 51b в положение над пакетом предварительно обработанных листов пленки и опускают первую передающую пленку пластину 51 для осуществления процесса вакуумной упаковки в пленку, как описано выше. Перфорирующие блоки могут быть расположены и могут работать как описано выше.
ВТОРОЙ ВАРИАНТ РЕАЛИЗАЦИИ УСТРОЙСТВА 1
Согласно дополнительному варианту изобретения устройство 1 может относится к типу устройств, описанных со ссылкой на Фиг. 7. На Фиг. 7 схематично показано устройство 1, содержащее раму 601. Материал в форме пластикового полотна (термоформуемой пленки) разматывают с катушки 602, установленной на раме 601 или конструкции, соединенной с рамой 601, и перемещают в формующую головку 603. Пластиковый материал нагревают в формующей головке и формуют в лотки 7. Отформованные лотки 7 загружают вручную или автоматически продуктом и затем перемещают посредством транспортирующего узла 604 к упаковочной станции 605, в которой упаковочный узел 606, установленный на раме, герметично прикрепляет лист 61 пленки (закрывающей пленки), которая смотана с подающего пленку рулона 607; в результате чего лист 61 пленки закрывает заполненные лотки 7. Следует отметить, что транспортирующий узел 604 может содержать транспортер и плоскость скольжения, как описано для варианта реализации, показанного на Фиг. 1-4. В упаковочной станции держатель 103 упаковочной станции 606 удерживает в надлежащем положении лоток 7. Держатель 103 может иметь опорный блок 53 типа, показанного на Фиг. 5a-5i, и верхний блок 51, содержащий нагревающиеся пластины. Опорный блок и верхний блок могут быть соответственно выполнены с возможностью перемещения в вертикальном направлении для создания многослойной структуры и фиксации горизонтального обода лотка и части листа пленки, как показано на Фиг. 5i. Упаковочный узел удерживает в надлежащем положении лоток 7 и обеспечивает возможность прикрепления к нему листа пленки, смотанного с катушки 602. По меньшей мере один перфорирующий блок 100 содержит перфорирующий инструмент 101, выполненный с возможностью перемещения между исходным положением, в котором инструмент 101 расположен на некотором расстоянии от боковой стенки указанной подложки 7, и рабочим положением, в котором инструмент 101 воздействует на указанную подложку 7 и формирует по меньшей мере одно сквозное отверстие 70 в указанной боковой стенке, в то время как лоток удерживается в надлежащем положении в упаковочной станции. Перфорирующий блок может быть блоком типа, описанного выше со ссылкой на Фиг. 5a-5i и на их описание. Воздух удаляют из лотка, например, посредством просвета, сформированного в каждом перфорирующем инструменте (или инструментах). После этого или одновременно упаковку запечатывают. Технологически ниже упаковочной станции может быть расположен разрезающий блок 608, который отделяет лотки друг от друга.
УПРАВЛЯЮЩИЙ БЛОК УСТРОЙСТВА 1
Устройство согласно настоящему изобретению имеет по меньшей мере один управляющий блок.
Управляющий блок 120 (схематично представленный на Фиг. 1) по меньшей мере соединен с транспортирующим узлом 2, упаковочным узлом 5, перфорирующим блоком 100 и вакуумным устройством 101 и выполнен с возможностью передавать команды транспортирующему узлу 2 для перемещения указанной подложки 7 вдоль заданного маршрута, например, путем управления двигателем 22 в соответствии с режимом пошагового перемещения; управляющий блок также передает команды упаковочному узлу 5 и, таким образом, всем исполнительно-приводным механизмам, описанным выше, для герметичного прикрепления листа 61 пленки к указанной подложке 7, когда последняя достигла упаковочной станции; кроме того, управляющий блок передает команды перфорирующему блоку или блокам 100 для перемещения перфорирующего инструмента 101 из исходного положения в рабочее положение (и обратно после достижения необходимого уровня вакуума) и, таким образом, создания по меньшей мере одного сквозного отверстия 70 в указанной боковой стенке подложки; кроме того, управляющий блок соединен с вакуумным устройством (вакуумным насосом 102) и управляет им для удаления воздуха изнутри указанной подложки 7 из-под указанных листов 61 пленки сквозь указанное по меньшей мере одно отверстие 70. Вышеуказанные действия выполняются управляющим блоком с использованием датчиков, которые по существу являются известными и, таким образом, не подробно описаны. Например, при помощи датчиков положения управляющий блок 120 может определять момент времени, когда подложка 7 расположена в опорном блоке 53 упаковочного узла 5, и передавать команду для перемещения перфорирующего инструмента 101 из исходного положения в рабочее положение только после того, как подложка 7 должным образом расположена в опорном блоке 53. Управляющий блок также может быть выполнен с возможностью определения момента времени, когда перфорирующий инструмент 101 достиг рабочего положения и, таким образом, синхронизировать передачу команды вакуумному устройству 102 для удаления воздуха изнутри указанной подложки 7 согласно последовательности операций, описанных выше для различных дополнительных вариантов реализации. Как описано выше в настоящей заявке, вакуумный насос 102 также предпочтительно активируют перед тем, как перфорирующие блоки фактически проникают сквозь стенку подложки.
Управляющий блок может содержать цифровой процессор (CPU) с запоминающим устройством (или запоминающими устройствами), схему аналогового типа или комбинацию одного или большего количества цифровых процессоров с одной или большим количеством аналоговых схем для обработки. В настоящем описании и пунктах приложенной формулы указано, что управляющий блок "сконфигурирован" или "запрограммирован" для выполнения некоторых этапов; причем это может быть достигнуто практически любыми средствами, которые обеспечивают возможность конфигурирования или программирования управляющего блока. Например, в случае управляющего блока, содержащего один или большее количество центральных процессоров, одну или большее количество программ, сохраненных в соответствующем запоминающем устройстве; причем указанная программа или программы содержит команды, которые при их исполнении управляющим блоком принуждают управляющий блок выполнять этапы, описанные и/или заявленные в пунктах приложенной формулы, относящихся к управляющему блоку. Согласно другому варианту реализации если управляющий блок является блоком аналогового типа, схема управляющего блока составлена с возможностью включения схемы, конфигурируемой во время использования для обработки электрических сигналов, таких как необходимые сигналы для выполнения этапов способа работы управляющего блока, описанных в настоящей заявке.
ВАКУУМНАЯ УПАКОВКА В ПЛЕНКЕ
Устройства и процессы, описанные выше, могут быть подходящими для изготовления вакуумной упаковки в пленке, сохраняющей по меньшей мере один продукт, как описано в данном разделе настоящей заявки и как заявлено в любом из пунктов приложенной формулы, относящихся к "вакуумной упаковке в пленку". Пример упаковки этого типа показан на Фиг. 20. Эта упаковка может быть получена с использованием любого из лотков или подложек описанного выше типа, например, лотков, показанных на Фиг. 13-20.
Новаторская вакуумная упаковка 700 в пленку содержит лоток 701, имеющий нижнюю стенку 702, которая может иметь круглую, овальную или многоугольную, в частном случае прямоугольную форму, и боковую стенку 703 проходящую в верхнем направлении от нижней стенки и имеющую верхний обод 704, который направлен в наружном направлении и служит опорной поверхностью для запечатывающей пленки 705. Боковая стенка представляет по меньшей мере один вырез 70, который в основном образует канал или отверстие в боковой стенке лотка с соответственно относящимся к нему лоскутным элементом 70а, который соединен с боковой стенкой лотка; в частности, перед прикладыванием пленки 705 лоскутный элемент 70а находится по меньшей мере в открытом положении, в котором лоскутный элемент имеет наклон относительно стенки лотка (как показано штриховой линией на Фиг. 20) и оставляет отверстие 70 в боковой стенке (в горизонтальной, вертикальной или наклонной частях боковой стенки) для обеспечения возможности протекания сквозь него текучей среды. Лоскутный элемент также может быть расположен в закрытом положении, в котором лоскутный элемент выровнен с боковой стенкой лотка и по существу закрывает указанное отверстие. В лоток загружен один или большее количество продуктов 706, и пленка 705 закрывает продукт (или продукты) сверху и прикреплена сваркой к верхнему ободу 704 и части внутренней поверхности лотка. Как показано на Фиг. 20, часть пленки удерживает лоскутный элемент 70а в закрытом положении и герметично закрывает по меньшей мере одно отверстие в боковой стенке; в закрытом положении лоскутный элемент 70а расположен совершенно вровень с наружной поверхностью боковой стенки и, таким образом, улучшает эстетический внешний вид упаковки. В примере, показанном на Фиг. 20, лоскутный элемент 70а выполнен заодно целое с боковой стенкой и ограничен незамкнутой линией 70b резания, например, полученной с использованием перфорирующего блока 100 устройства 1, описанного выше; лоскутный элемент 70а соединен с боковой стенкой шарнирной линией 70с (обозначенной штриховой линией на чертеже), проходящей между концами указанной линии резания; практически, лоскутный элемент 70а является частью выреза в боковой стенке 703, с которой он остается соединенным и с которой он выполнен заодно целое посредством шарнирной линии 70с, которая образует линию сгиба, вокруг которой лоскутный элемент может вращаться и перемещаться между указанными открытым и закрытым положениями. Незамкнутая линия 70b резания обычно имеет правильную форму, такую как форма многоугольной линии или дуги, например, дуги окружности или дуги эллипса или комбинации сегментов и дуг. Для улучшения работы лоскутный элемент должен соответствовать определенным геометрическим требованиям: длина «l» шарнирной линии не должна быть больше, чем максимальная ширина "w" лоскутного элемента, измеренная параллельно шарнирной линии (как показано, например, на Фиг. 21а и 21b, на которых представлены увеличенные изображения областей боковой стенки, интересных наличием лоскутного элемента). На Фиг. 21b, 21с, 21d длина «l» и ширина "w" в основном имеют тот же самый размер. В любом случае, длина «l» шарнирной линии, которая всегда короче или равна ширине "w", возможно, не является слишком малой по сравнению с шириной "w": например, длина «l» не должна быть меньше, чем 0,2 (1/5) ширины "w". Кроме того, высота "h" лоскутного элемента, измеренная перпендикулярно шарнирной линии (как показано, например, на Фиг. 21а и 21b), предпочтительно больше, чем 0,2 (1/5), в частном случае больше, чем 0,5 (1/2) длины «l», но предпочтительно меньше, чем 3 длины «l». Вышеуказанные относительные пропорции позволяют предотвратить чрезмерное и неуправляемое завивание лоскутного элемента и в то же самое время обеспечивают возможность возвращения лоскутного элемента в закрытое положение.
Как указано выше, боковая стенка в верхнем направлении завершается проходящим в наружном направлении горизонтальным ободом 704 с листом 61 пленки, прикрепленной сваркой к верхней поверхности указанного горизонтального обода и по меньшей мере к части внутренней поверхности боковой стенки (как показано на Фиг. 20), например, для прочного удерживания в закрытом положении лоскутного элемента и обеспечения герметичного уплотнения соответствующих отверстий 70.
Кроме того, согласно другому аспекту настоящего изобретения отверстие (или отверстия) расположено в соответствии с углом (или углами) боковой стенки, если последняя имеет многоугольное основание. Боковая стенка 703 может содержать один или большее количество горизонтальных выступов 707, предпочтительно расположенных в верхней области боковой стенки; в этом случае каждый горизонтальный выступ 707 может быть расположен в соответствии с одним соответствующим из указанных углов. В примере, показанном на Фиг. 16-19b, каждый из указанных горизонтальных выступов 707 имеет по существу форму прямоугольного треугольника при наблюдении сверху; кроме того, боковая стенка представляет собой вертикальные и взаимно перпендикулярные грани, проходящие из сходящихся ортогональных краев каждого из указанных горизонтальных выступов, подходящих для образования области, содержащей 3 взаимно сходящиеся перпендикулярные друг другу поверхности, расположенные в областях угла, в которых может быть удобно расположены одно или большее количество из указанных отверстий и соответствующих лоскутных элементов. В частности, каждое отверстие может быть расположено с учетом соответствующего угла в форме отверстия сквозь часть боковой стенки, образующую горизонтальный выступ или одну из указанных вертикальных граней.
Согласно одному варианту реализации во внутреннем крае каждого горизонтального выступа, т.е. на стороне горизонтального выступа, обращенной к внутренней части лотка, боковая стенка лотка также может содержать защитный выступ 709, такой как направленный по существу в верхнем направлении обод; как показано, например, на Фиг. 19b, каждый горизонтальный выступ 707 в вертикальном направлении расположен на уменьшенной высоте по сравнению с указанным проходящим в наружном направлении горизонтальным ободом 704 (который является верхним ободом лотка) и проходит в горизонтальном направлении между указанным выступом 709 и дополнительной частью боковой стенки, отступающей от горизонтального выступа и завершающейся в указанном горизонтальном ободе. Таким образом, горизонтальные выступы могут быть расположены в относительно сниженной области боковой стенки, но в то же время благодаря защитному выступу удерживать основные выступы свободными от загрязнения продуктом. Следует отметить, что только что описанная особенность, относящаяся к защитному выступу 709 и соответствующему горизонтальному выступу 707, не зависит от формы (при наблюдении сверху) горизонтального выступа и может присутствовать также в случаях, в которых угол не формирует три грани, как описано выше, и/или не образует треугольный выступ 707.
Кроме того, как показано на Фиг. 17а, 17b, 18а, 18b, 19а и 19b, горизонтальные выступы 707 могут быть вертикально расположены на той же самой высоте или ближе к дну лотка по сравнению с положением дополнительных горизонтальных особенностей 708 (также предпочтительно расположенных в угловых областях), служащих в качестве опорных поверхностей во время пакетирования лотка (также называемых как особенности для поштучного вложения).
Несмотря на то, что настоящее изобретение описано на примере того, что, как принято считать, является наиболее целесообразными и предпочтительными вариантами реализации, следует понимать, что настоящее изобретение не должно быть ограничено описанными вариантами реализации, но, напротив, предназначено для охвата различных модификаций и эквивалентных конфигураций, включенных в пределы принципа и объема защиты настоящего изобретения, определенного в пунктах приложенной формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМ-ФОРМОВАННОЕ УПАКОВЫВАНИЕ ПОМЕЩАЮЩЕГОСЯ НА ПОДЛОЖКЕ ПРОДУКТА В ПЛОТНО ПРИЛЕГАЮЩУЮ ПЛЕНКУ | 2010 |
|
RU2494935C1 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2017 |
|
RU2743740C2 |
| СГИБАЮЩИЙ УЗЕЛ И СПОСОБ ДЛЯ ПРОИЗВОДСТВА ДВУХСКАТНОЙ ЧАСТИ ЗАПЕЧАТАННОЙ УПАКОВКИ С ТЕКУЧИМ ПИЩЕВЫМ ПРОДУКТОМ | 2007 |
|
RU2420439C2 |
| ФАЛЬЦЕВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ УПАКОВОК ДЛЯ ТЕКУЧИХ ПИЩЕВЫХ ПРОДУКТОВ | 2007 |
|
RU2427510C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2015 |
|
RU2675532C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2015 |
|
RU2680034C2 |
| СПОСОБ И МАШИНА ДЛЯ УПАКОВКИ ПРОДУКТОВ | 2020 |
|
RU2806170C2 |
| УПАКОВКА В СБОРЕ И СПОСОБ УПАКОВЫВАНИЯ ПРОДУКТОВ | 2015 |
|
RU2694542C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТОВ | 2014 |
|
RU2656472C2 |
| УСТРОЙСТВО И СПОСОБ УПАКОВКИ ПРОДУКТА | 2014 |
|
RU2653085C2 |
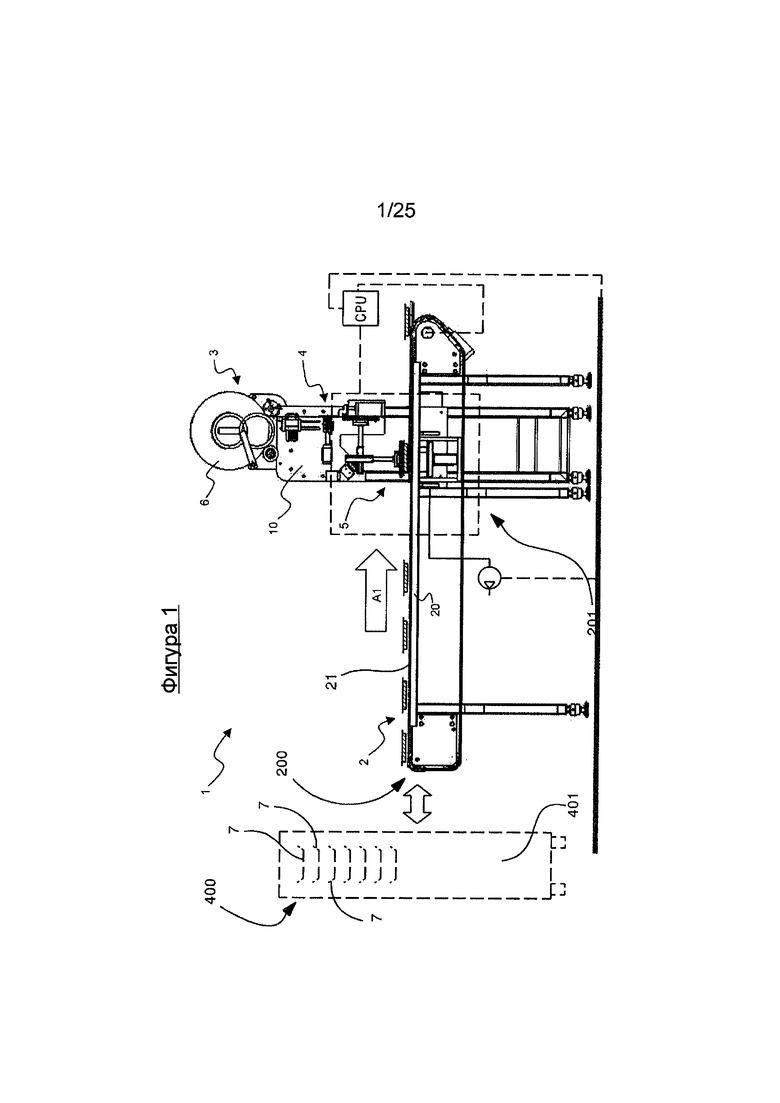
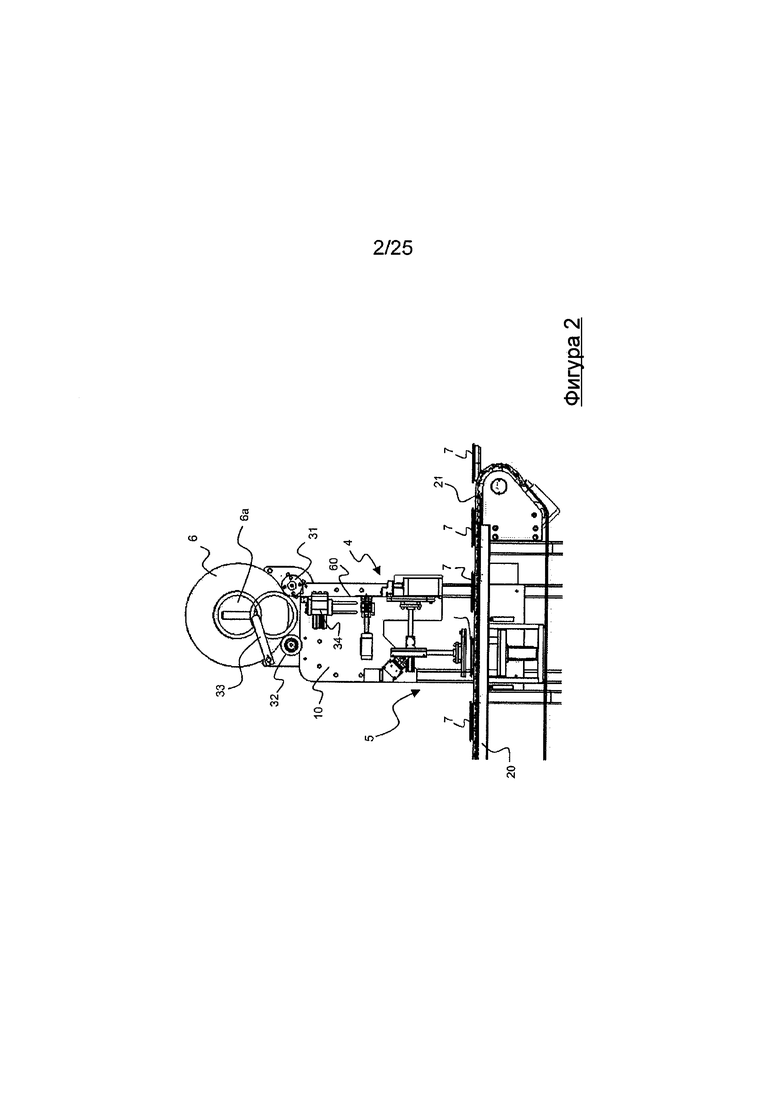
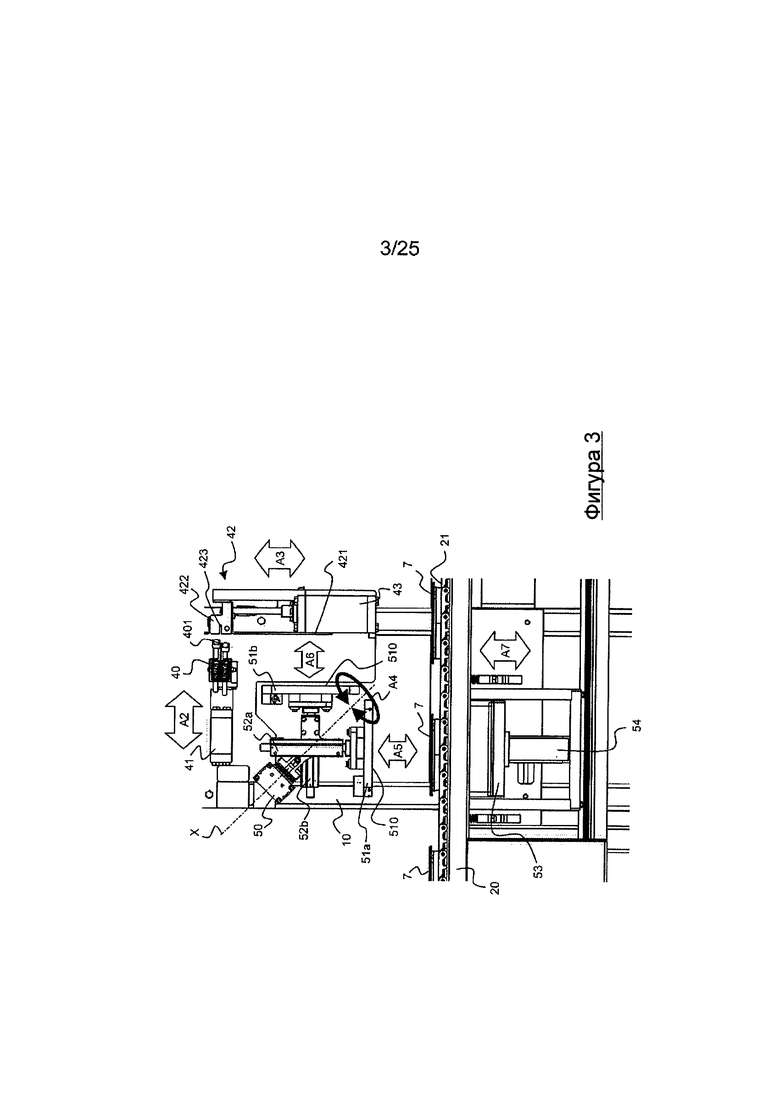
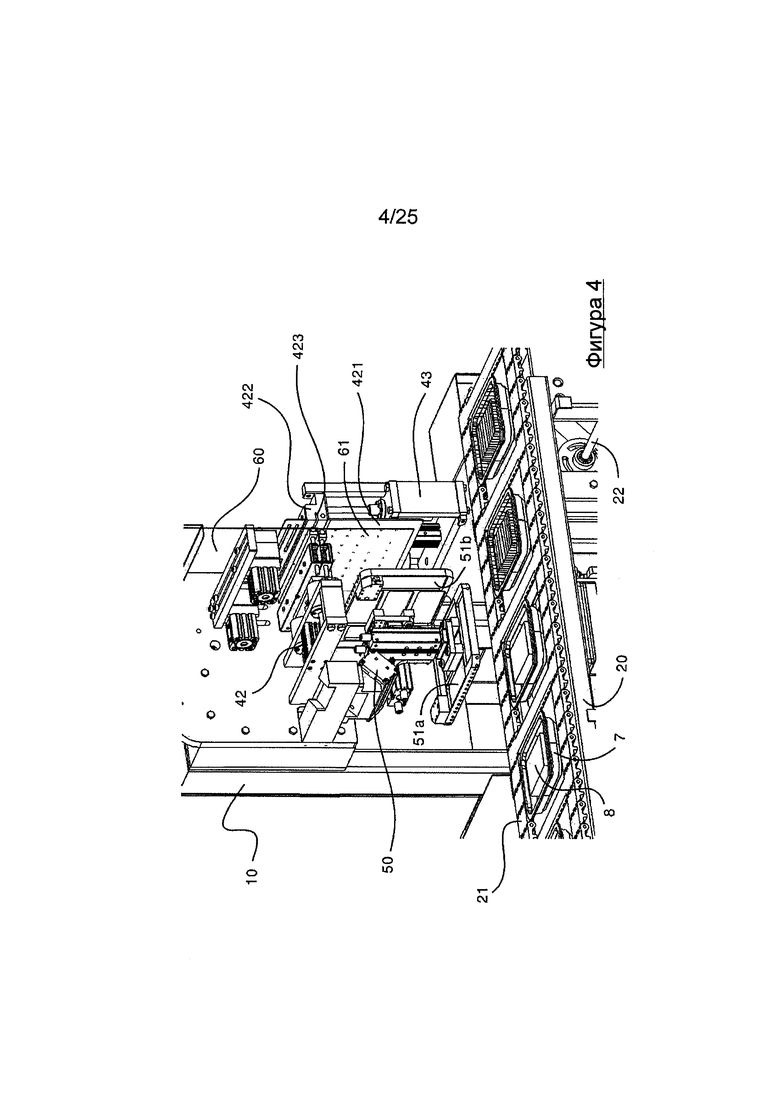
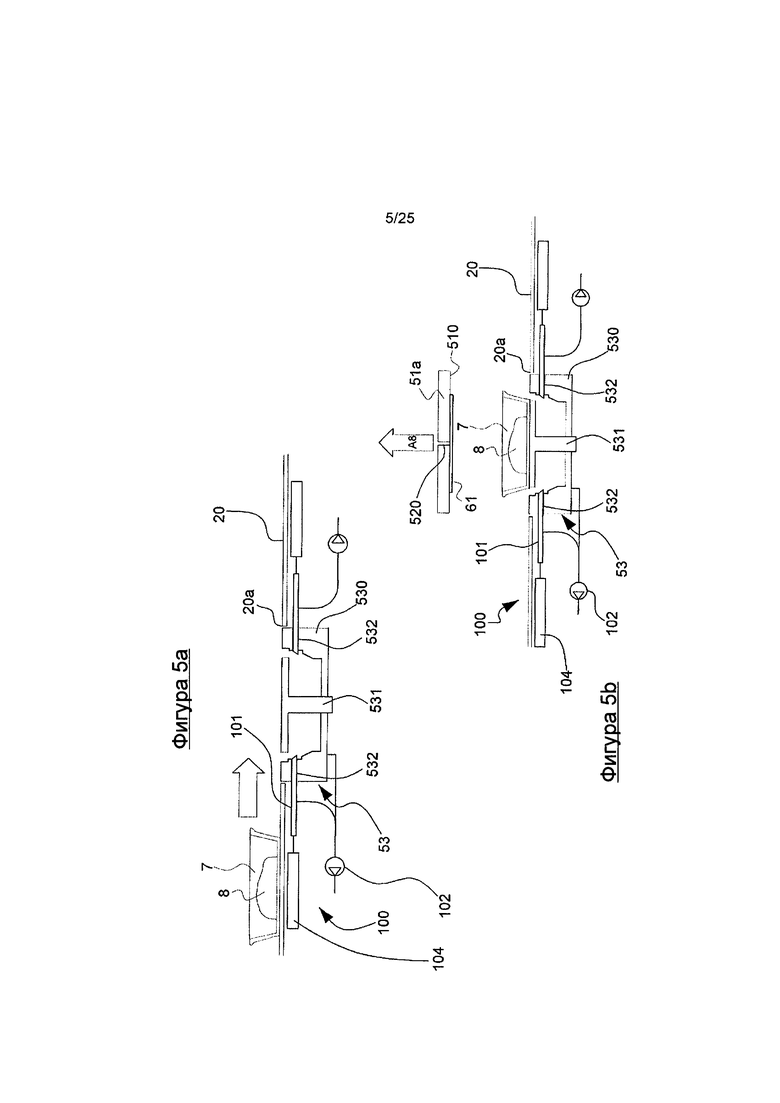
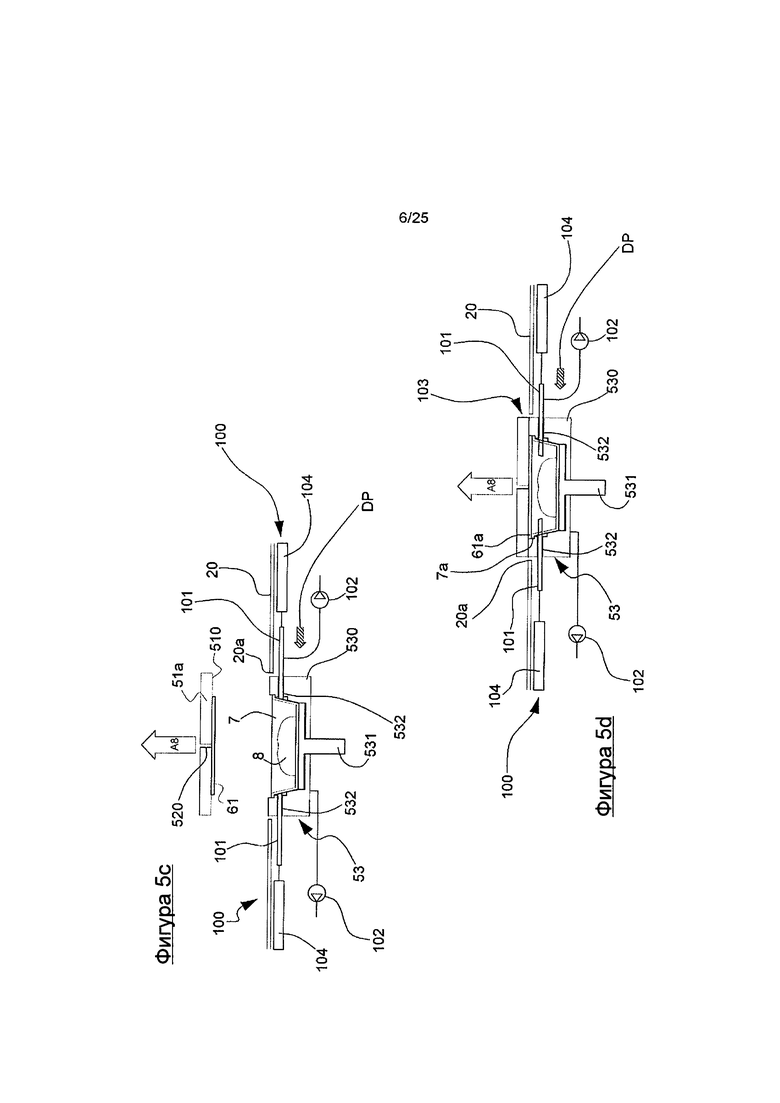

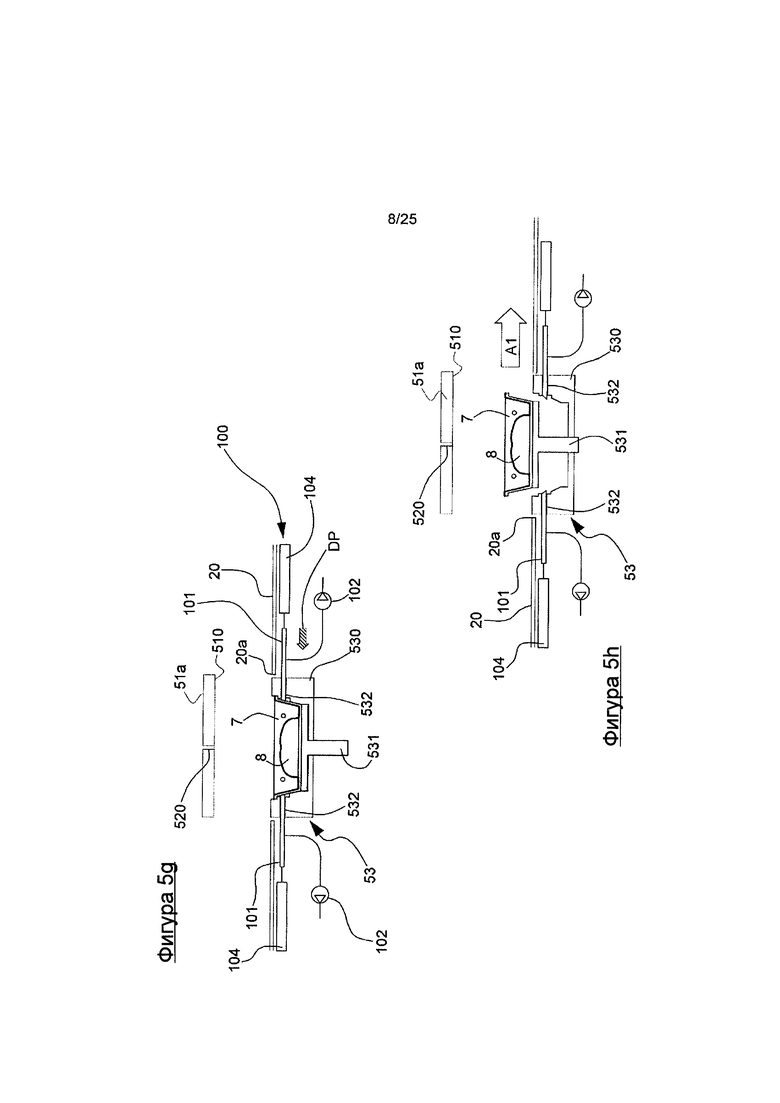
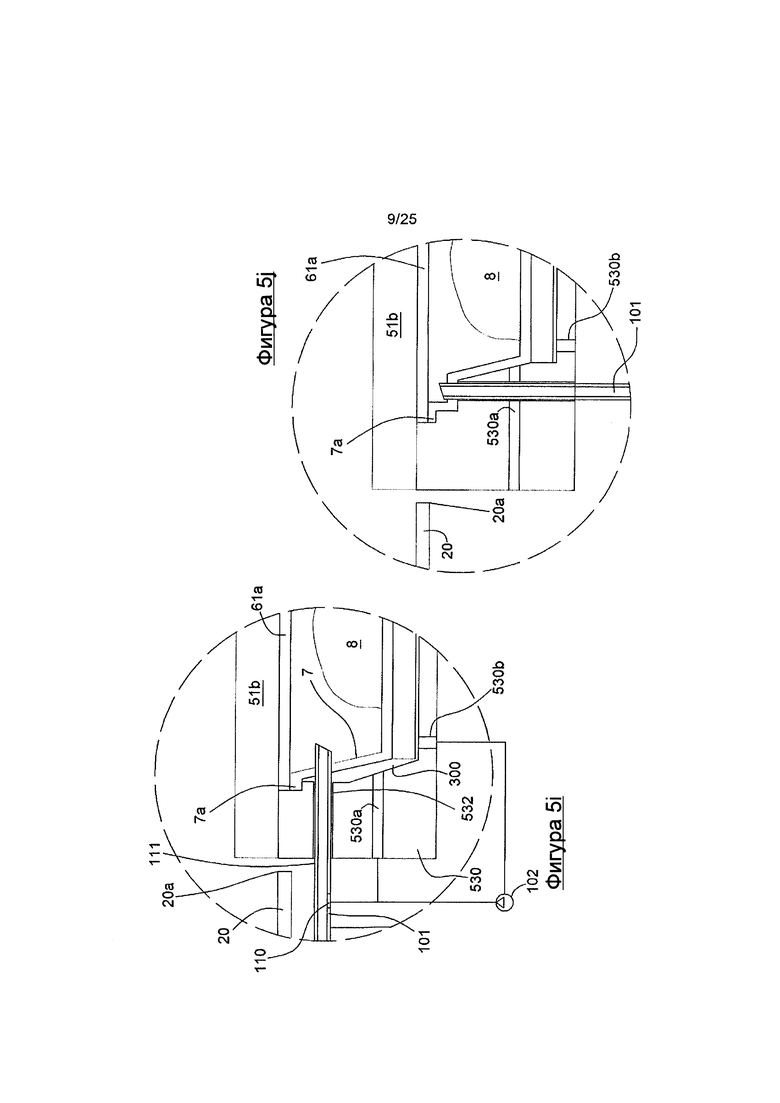
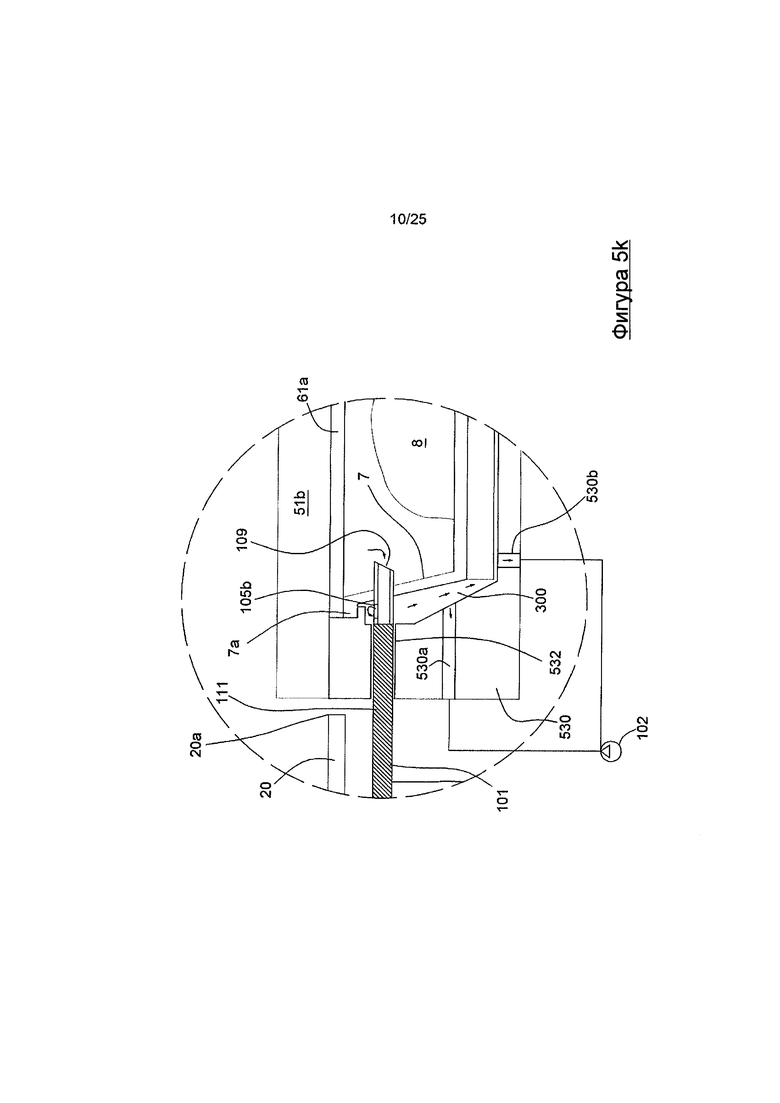
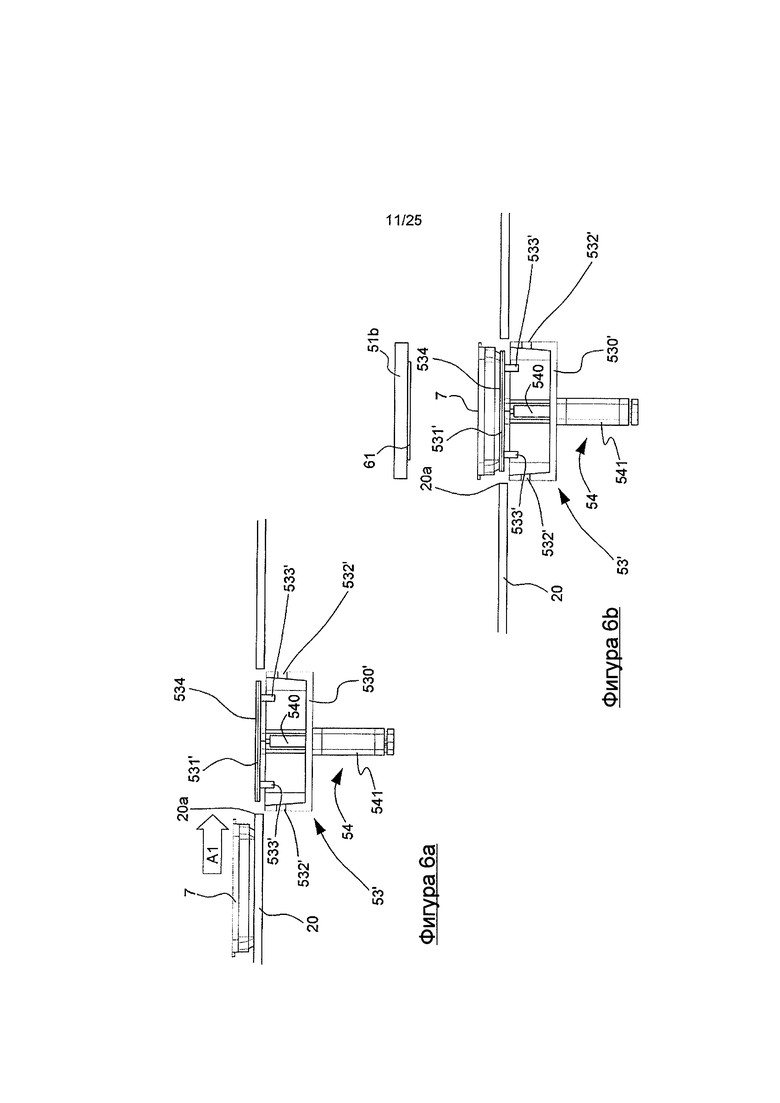
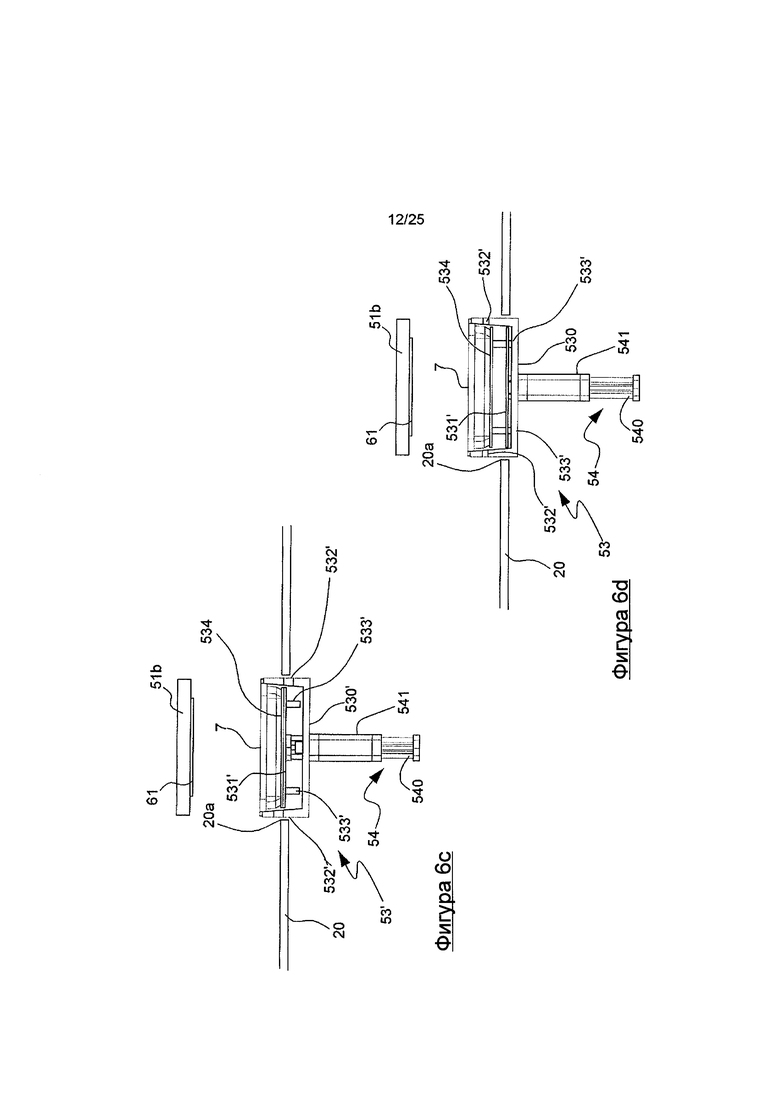
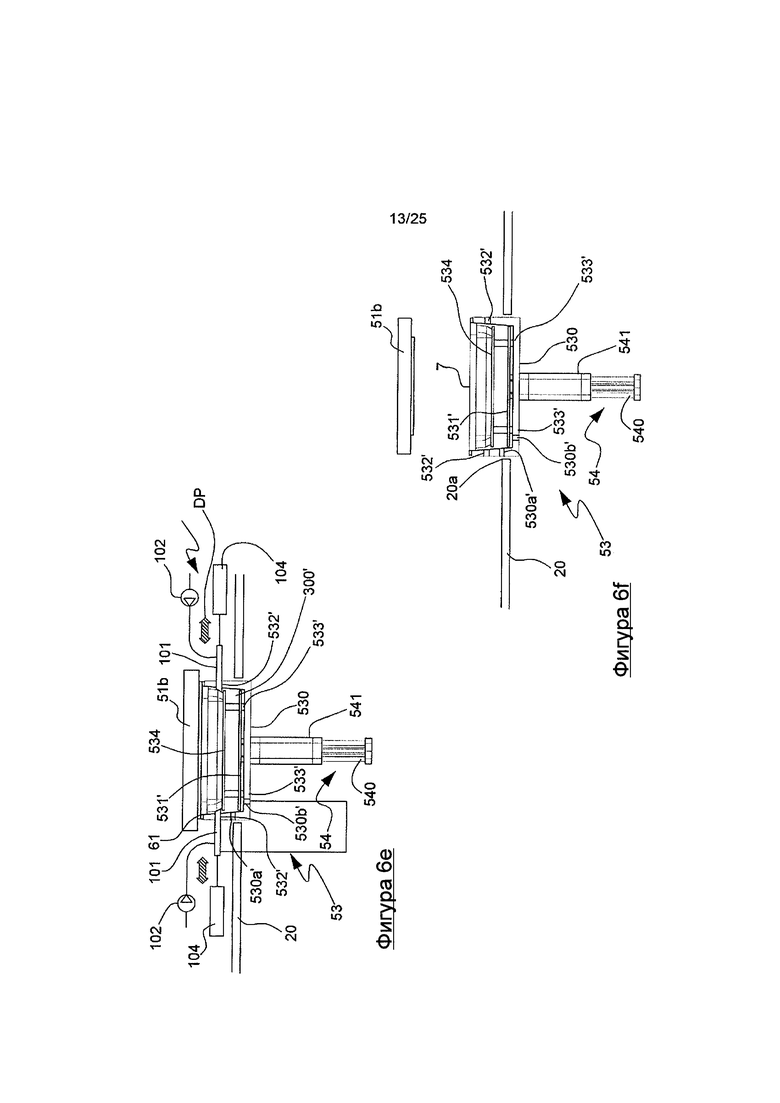
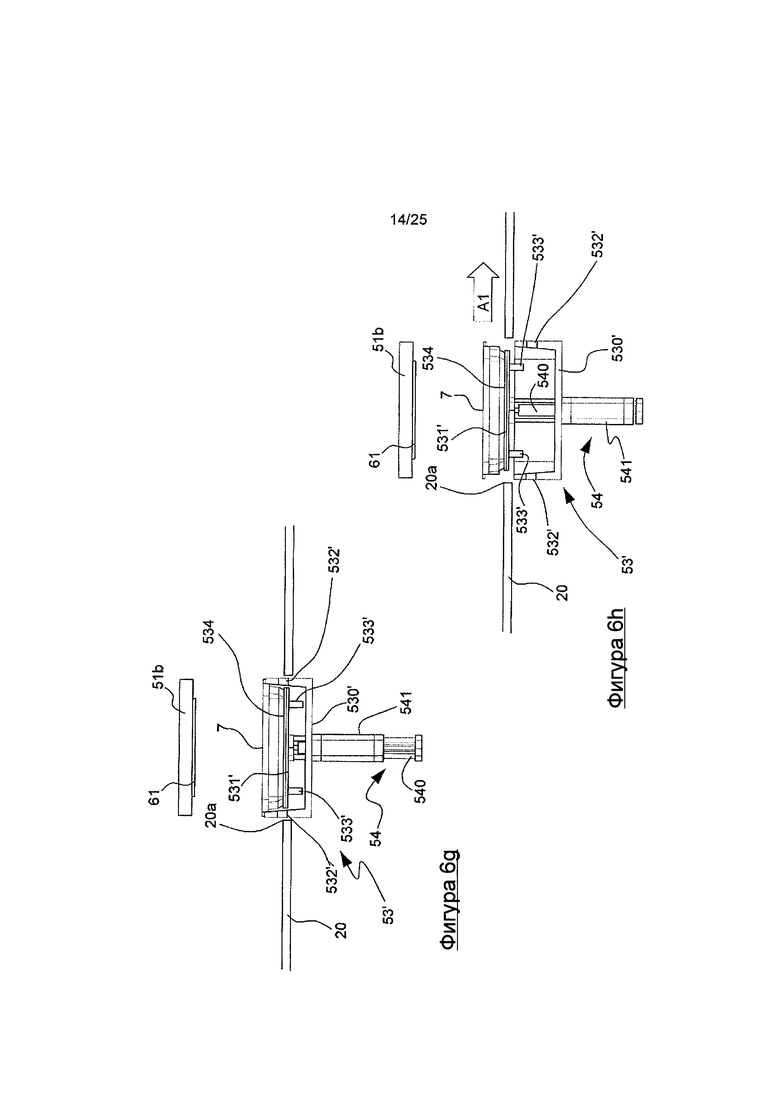
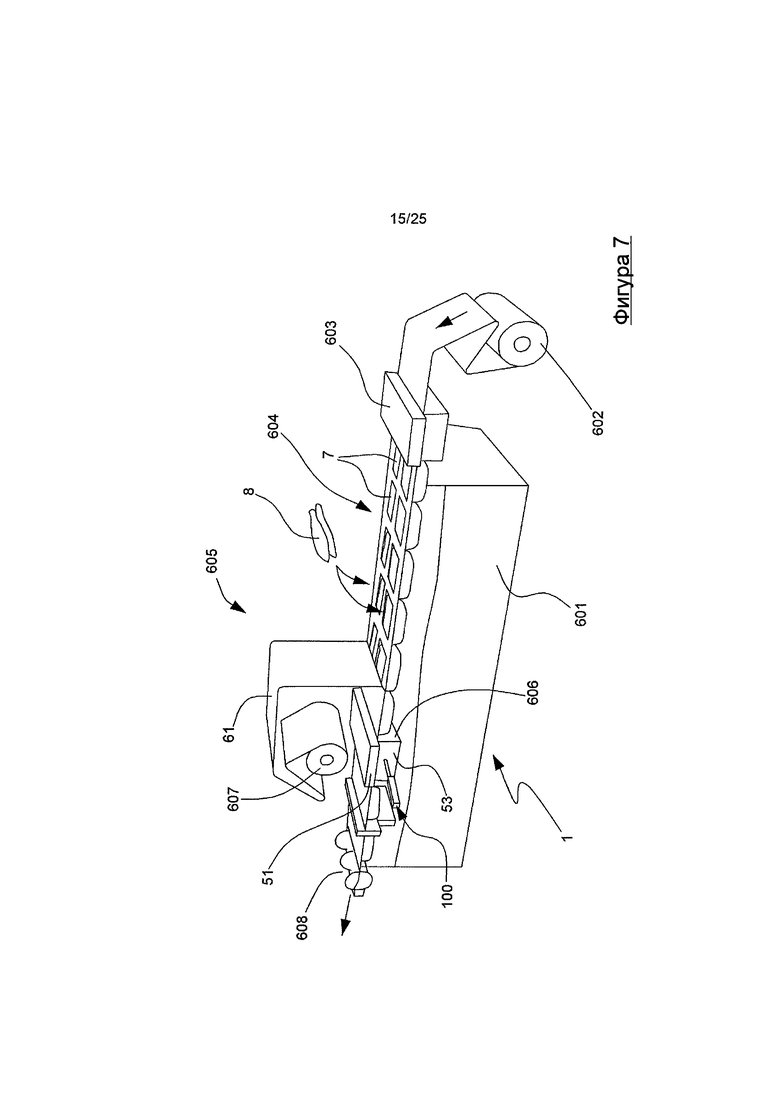
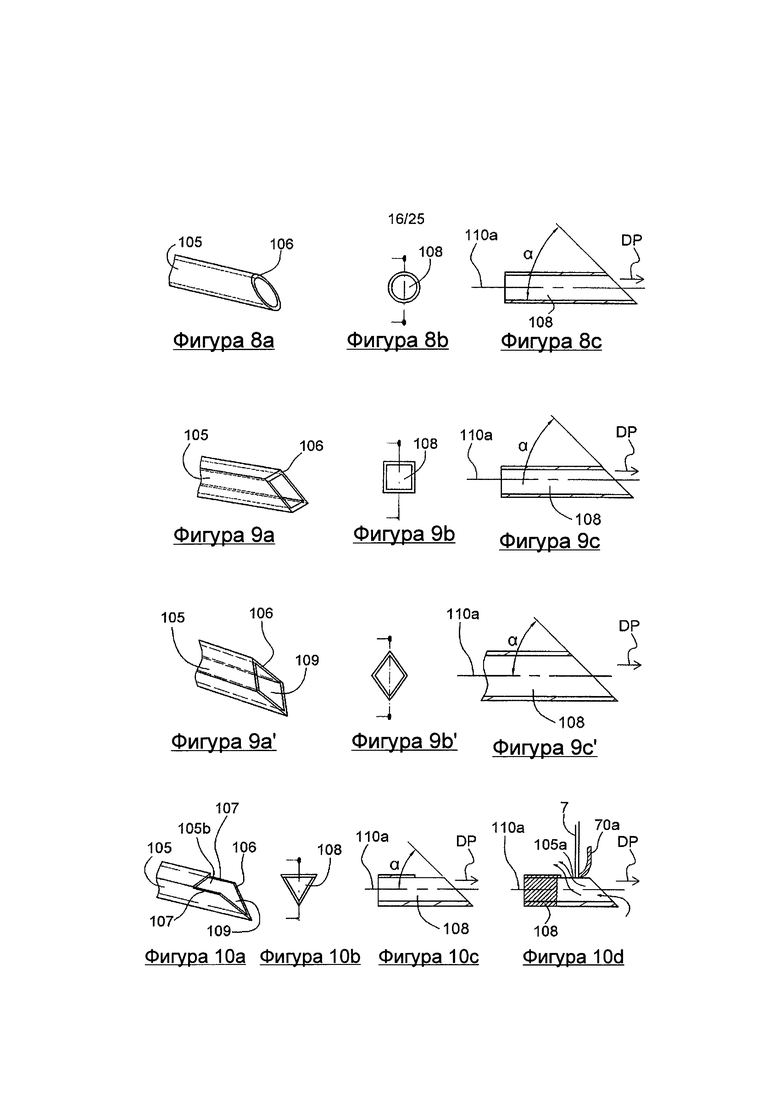
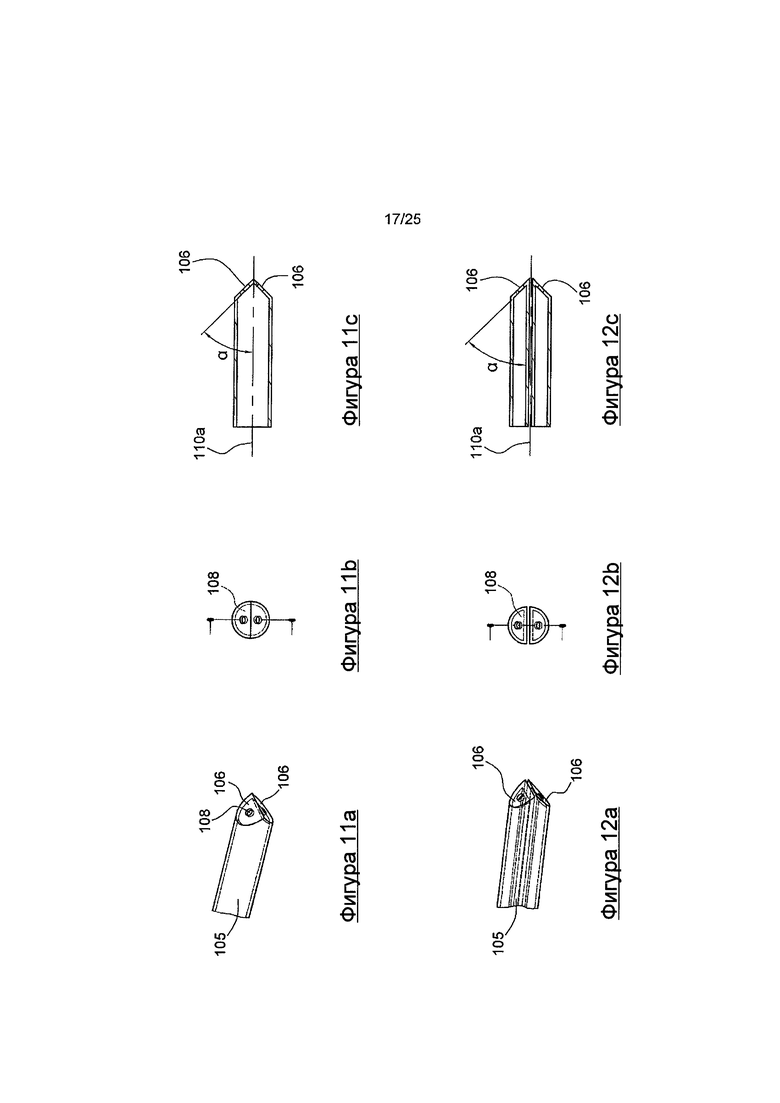
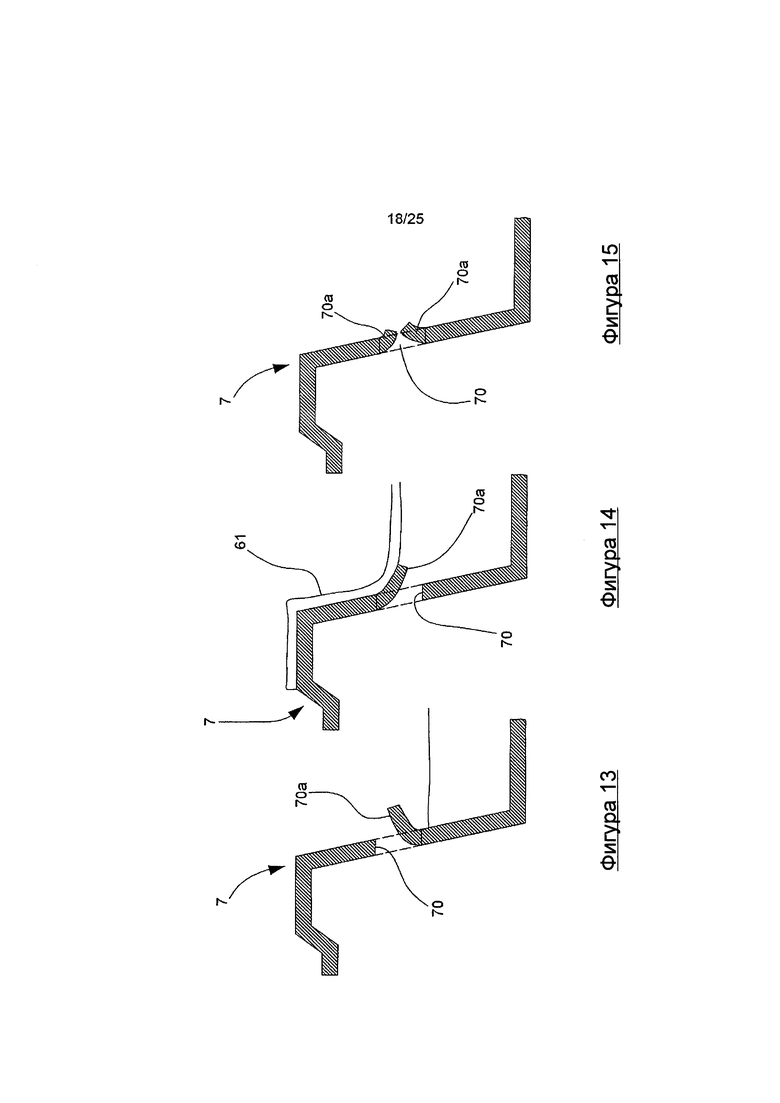
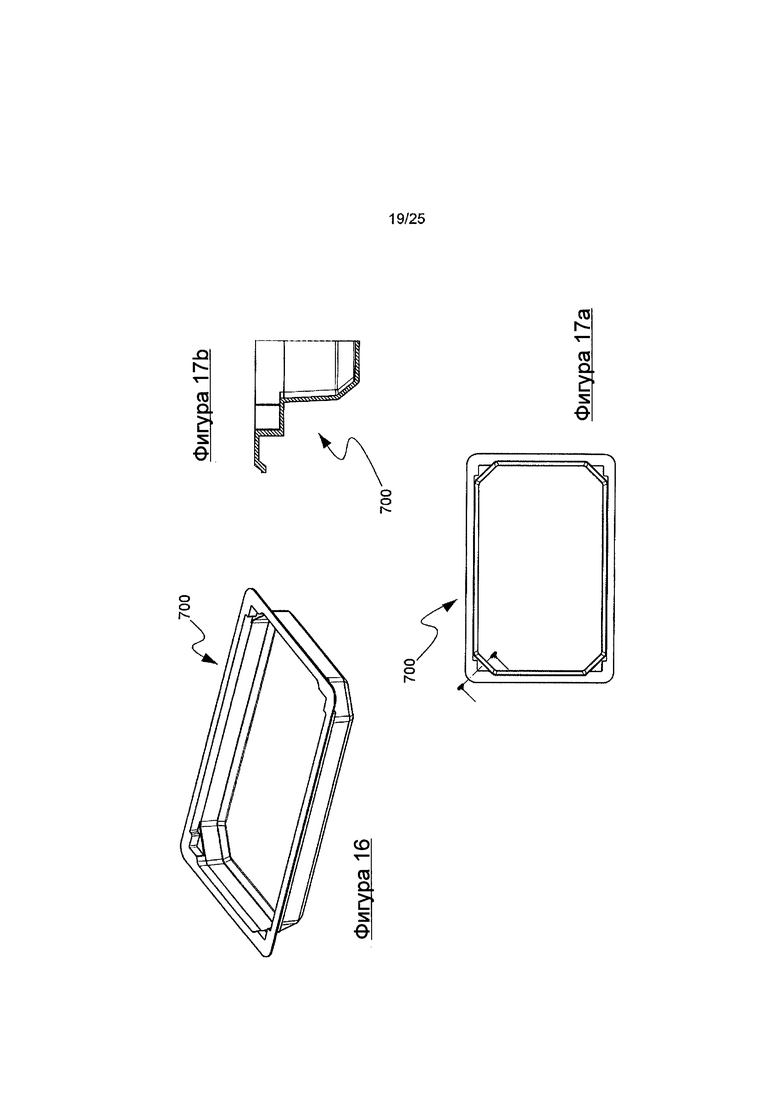
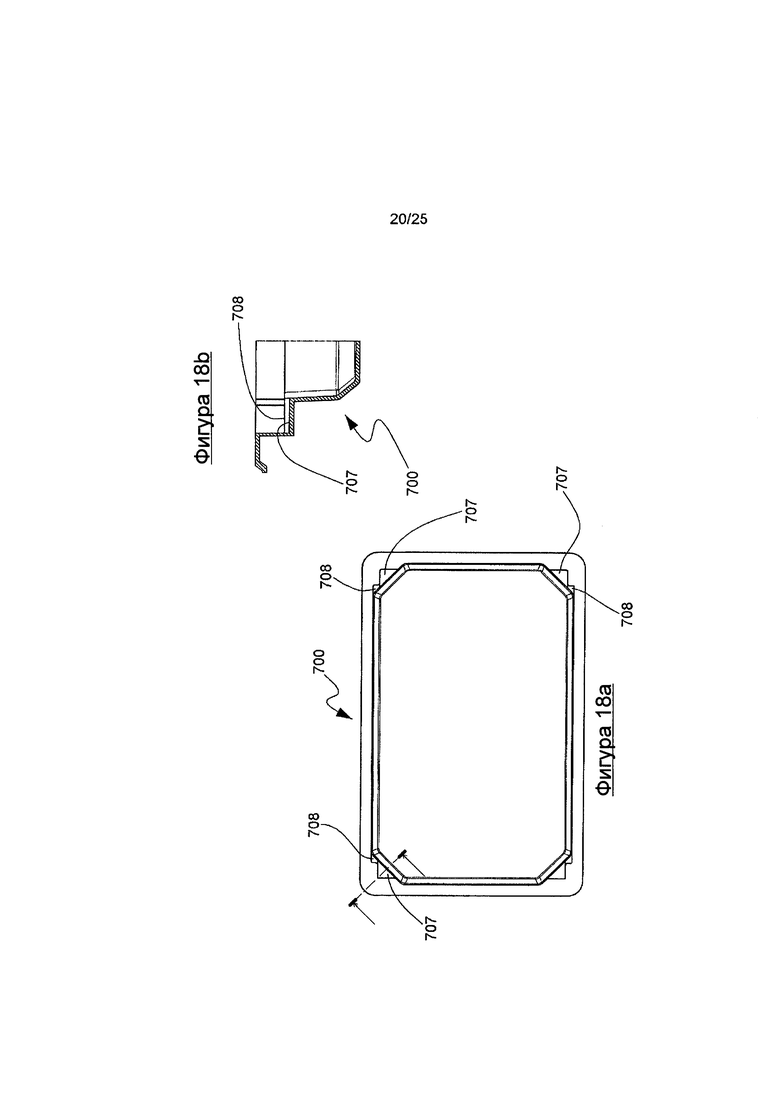
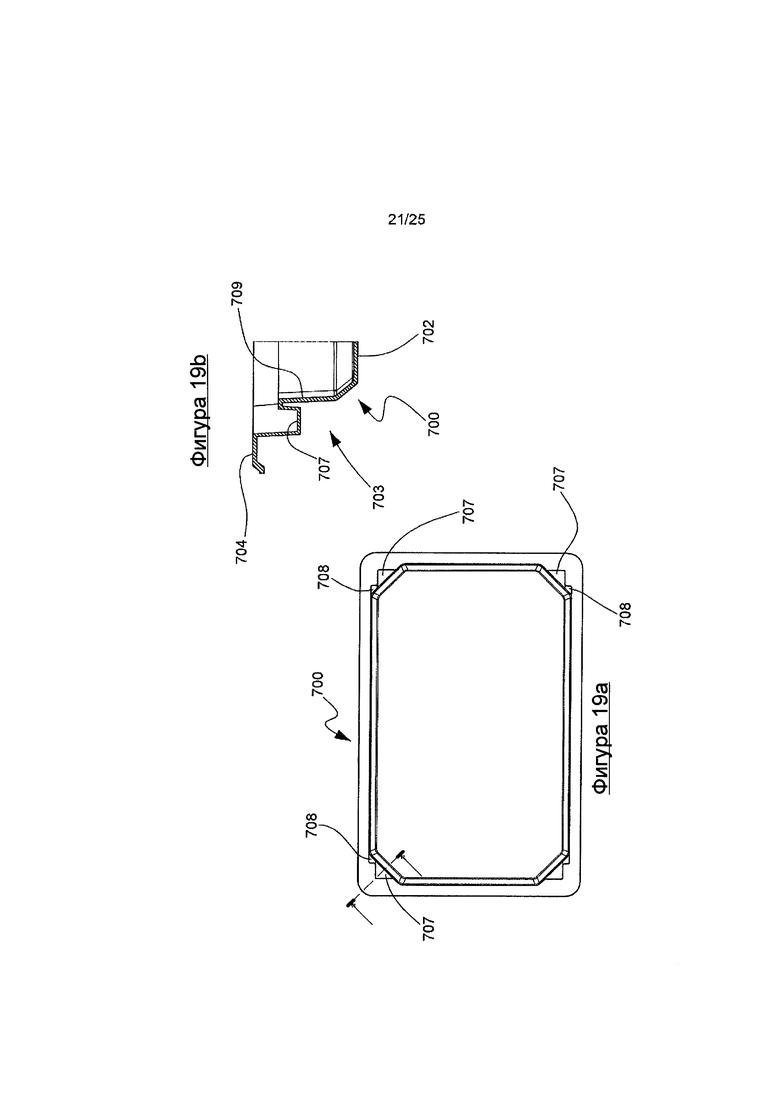
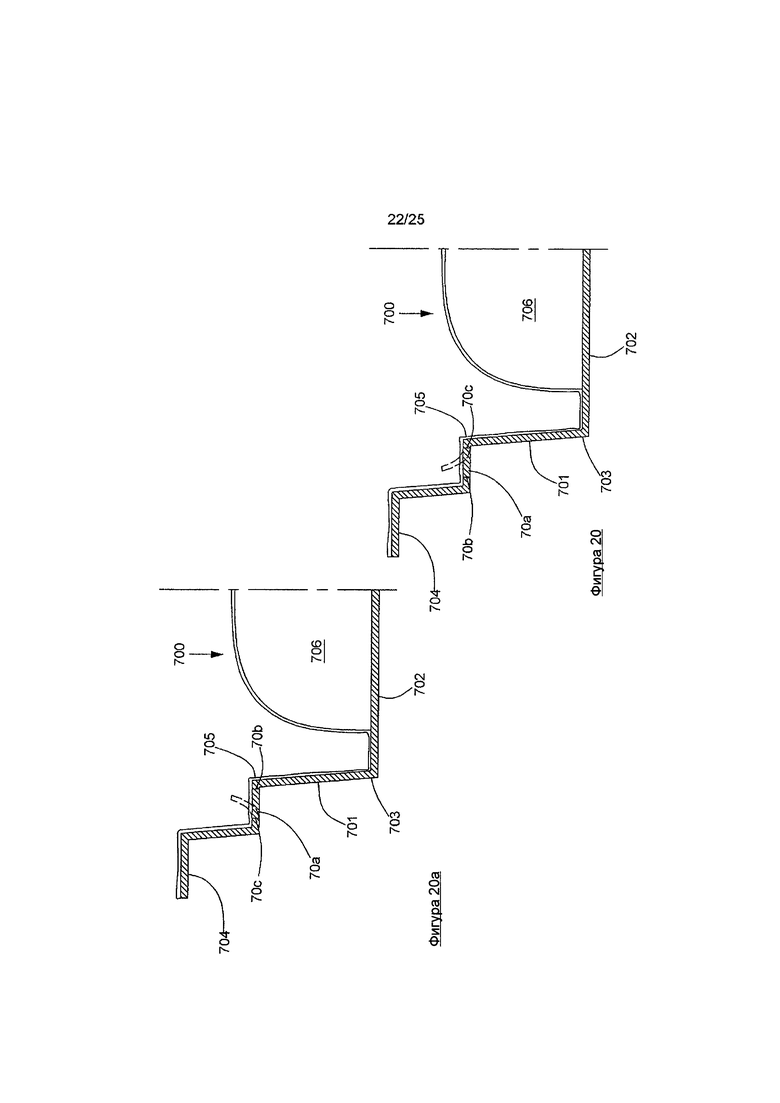

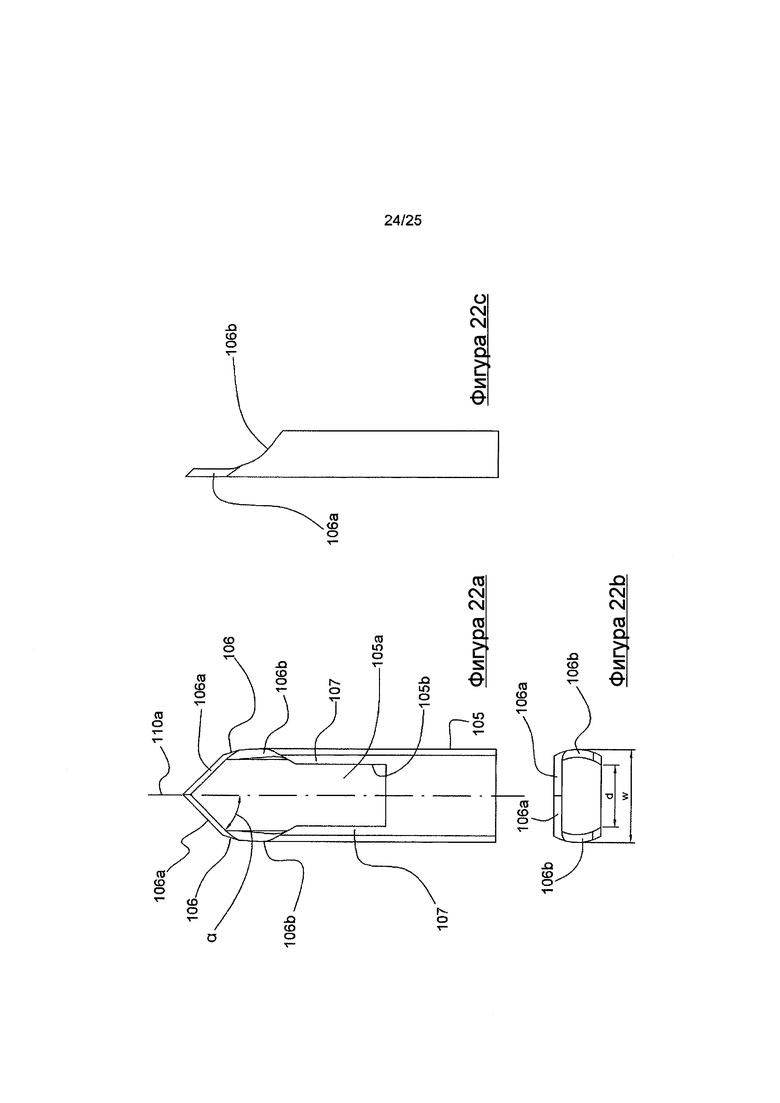
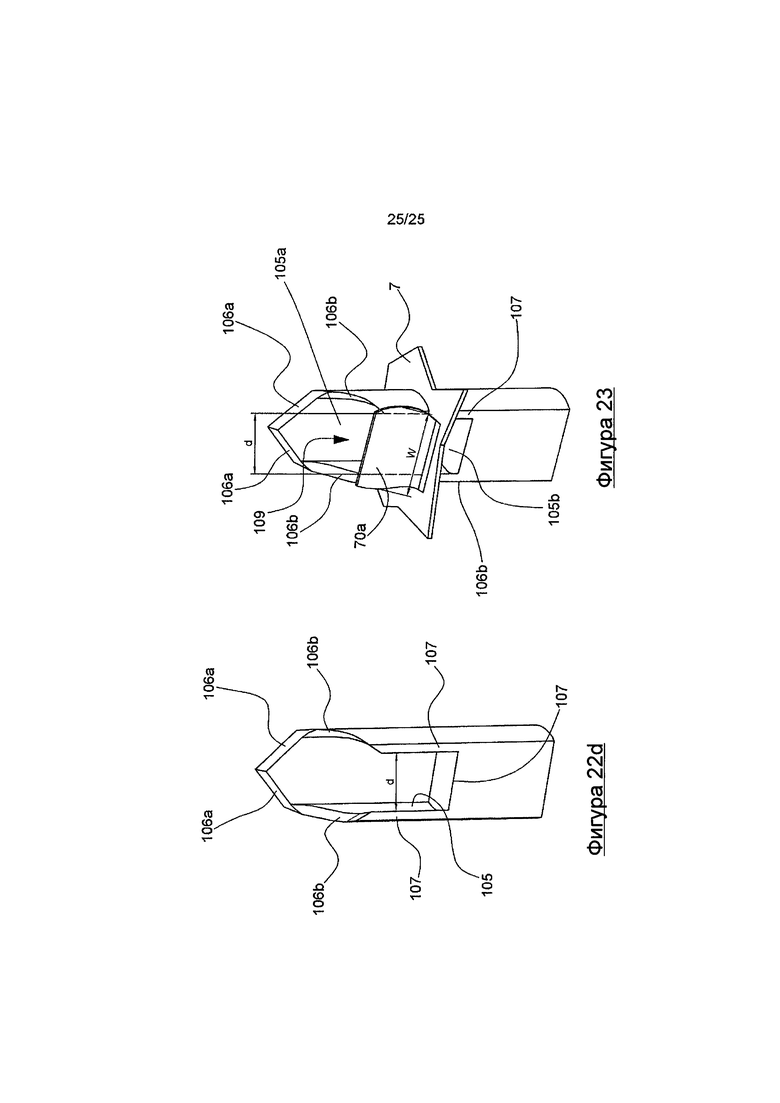
Устройство для упаковки в пленку продукта, расположенного на подложке, имеющей нижнюю и боковую стенки, содержит раму, транспортирующий узел, расположенный на раме и выполненный с возможностью перемещения подложек вдоль заданного пути, упаковочный узел, расположенный на раме и действующий в упаковочной станции, расположенной вдоль пути. Упаковочный узел выполнен с возможностью герметичного прикрепления листа пленки к каждой подложке. Устройство содержит также по меньшей мере один перфорирующий блок, расположенный на раме и действующий в соответствии с упаковочной станцией. Блок выполнен с возможностью формирования по меньшей мере одного отверстия в боковой стенке по меньшей мере одной подложки, присутствующей в упаковочной станции, и имеет перфорирующий инструмент, перемещающийся между исходным положением, в котором инструмент расположен на некотором расстоянии от боковой стенки подложки, и рабочим положением, в котором инструмент воздействует на подложку и формирует по меньшей мере одно сквозное отверстие в боковой стенке. Устройство содержит также вакуумное устройство, выполненное с возможностью удаления воздуха изнутри подложки из-под листа пленки по меньшей мере частично через по меньшей мере одно отверстие. Изобретение относится также к способу вакуумной упаковки продукта в пленку, осуществляемому устройством, описанным выше. Группа изобретений обеспечивает повышение качества и производительности за счет эффективного удаления воздуха в процессе упаковывания. 2 н. и 13 з.п. ф-лы, 64 ил.
1. Устройство (1) для упаковки продукта (8), расположенного на подложке (7), имеющей нижнюю стенку и боковую стенку, содержащее:
раму (10);
транспортирующий узел (2), расположенный на раме (10) и выполненный с возможностью перемещения одной или большего количества подложек (7) вдоль заданного пути;
упаковочный узел (5), расположенный на указанной раме (10) и действующий в упаковочной станции (201), расположенной вдоль указанного пути, причем упаковочный узел (5) выполнен с возможностью герметичного прикрепления листа (61) пленки к указанной одной или большему количеству подложек (7);
по меньшей мере один перфорирующий блок (100), расположенный на раме и действующий в соответствии с упаковочной станцией, при этом перфорирующий блок (100) выполнен с возможностью формирования по меньшей мере одного отверстия в боковой стенке по меньшей мере одной подложки, присутствующей в упаковочной станции, и указанный перфорирующий блок (100) имеет перфорирующий инструмент (101), перемещающийся между исходным положением, в котором инструмент (101) расположен на некотором расстоянии от боковой стенки указанной подложки (7), и рабочим положением, в котором инструмент (101) воздействует на указанную подложку (7) и формирует по меньшей мере одно сквозное отверстие (70) в указанной боковой стенке; и
вакуумное устройство (102), выполненное с возможностью удаления воздуха изнутри указанной подложки (7) из-под указанного листа (61) пленки по меньшей мере частично сквозь указанное по меньшей мере одно отверстие (70).
2. Устройство по п. 1, дополнительно содержащее:
держатель (103), выполненный с возможностью удерживания в заданном положении подложки (7) по меньшей мере во время перфорации;
по меньшей мере один исполнительно-приводной механизм (104), соединенный по меньшей мере с одним соответствующим перфорирующим инструментом (101) и выполненный с возможностью перемещения перфорирующего инструмента (101) в соответствии с предварительно заданным направлением (DP) перфорации, пересекающим боковую стенку указанной подложки (7), когда перфорирующий инструмент размещен в указанном заданном положении.
3. Устройство по п. 1 или 2, в котором указанный перфорирующий инструмент (101) имеет заостренный кончик (105), выполненный с возможностью постепенного входа в контакт с боковой стенкой подложки (7) после перемещения перфорирующего инструмента (101) из исходного положения в рабочее положение,
причем заостренный кончик (105) имеет одну или большее количество режущих кромок (106), при этом каждая из указанных режущих кромок (106) расположена на заостренном кончике (105) таким образом, что образует боковой профиль, который имеет наклон относительно любого/конкретного предварительно заданного направления (DP) перфорации, причем указанные режущие кромки (106) расположены и сконфигурированы таким образом, что после перфорации боковой стенки подложки (7) заостренный кончик (105) вырезает лоскутный элемент в боковой стенке, и
в частном случае перфорирующий инструмент (101) имеет удлиненную конфигурацию, проходящую вдоль продольной оси (101а) преимущественного перемещения, и боковой профиль режущей кромки имеет наклон под острым углом (а) относительно указанной продольной оси перфорирующего инструмента.
4. Устройство по п. 3, в котором указанный заостренный кончик (105) перфорирующего инструмента (101) содержит две режущих кромки (106), имеющие дальние части (106а), сходящиеся для формирования V-образной геометрии в дальнем конце кончика (105), причем две дальние части (106а) имеют наклон под углом (а) относительно продольной оси (110а) перфорирующего инструмента (101),
при этом режущие кромки содержат две дополнительные части (106b), расположенные рядом с дальними частями (106а) и продолжающие их, причем дополнительные части (106b) завершаются нережущими поверхностями (107), которые проходят к ближнему концу кончика (105) и ограничивают отверстие (105b),
при этом дополнительные части (106b) режущих кромок (106), в частном случае имеющие форму дуг, сходятся для образования нережущих поверхностей (107), проходящих на расстоянии (d) друг от друга, которое меньше, чем максимальное расстояние (w) между режущими кромками (106), таким образом, что после перфорации боковой стенки подложки (7) заостренный кончик (105) вырезает лоскутный элемент (70а) в боковой стенке, и нережущие поверхности (107) вызывают перемещение указанного лоскутного элемента в открытое положение, причем части поверхностей (107) определяют отверстие (105b) достаточного размера для обеспечения возможности всасывания воздуха/газа из внутренней части подложки (7).
5. Устройство по любому из пп. 1 или 2, в котором перфорирующий инструмент (101) каждого перфорирующего блока (100) образует отверстие (109) кончика, соединенное с всасывающим отверстием (101, 105b), расположенным на некотором расстоянии от отверстия кончика, и сообщающееся по текучей среде с указанным вакуумным устройством (102) для удаления воздуха изнутри указанной подложки (7), когда кончик перфорирующего инструмента (105) вставлен в указанное по меньшей мере одно отверстие (70).
6. Устройство по любому из пп. 1 или 2, в котором рама (10) образует плоскость (20) скольжения для подложки (7), и транспортирующий узел (2) содержит транспортер (21), имеющий по меньшей мере одну часть, расположенную над плоскостью (20) скольжения и выполненную с возможностью перемещения подложки (7) над плоскостью (20) скольжения вдоль указанного пути от загрузочной станции (200), в которой одна или большее количество подложек поступают на транспортер, к упаковочной станции (201), в которой может быть расположена по меньшей мере одна подложка (7).
7. Устройство по любому из пп. 1 или 2, в котором упаковочный узел (5) содержит опорный блок (53), выполненный с возможностью приема и удерживания подложки (7), и верхний блок, расположенный над опорным блоком (53) и выполненный с возможностью размещения листа (61) пленки над опорным блоком (53),
причем опорный блок (53) образует камеру, выполненную с возможностью приема в нее указанной по меньшей мере одной подложки (7), и имеет каналы (530а, 530b; 530а', 530b'), сформированные в его боковой стенке или в его нижней стенке, предназначенные для связи по текучей среде между вакуумным устройством (102) и объемом (300; 300'), образованным по меньшей мере между наружной поверхностью подложки (7) и внутренней поверхностью опорного блока (53).
8. Устройство по любому из пп. 1 или 2, содержащее управляющий блок (120), соединенный с транспортирующим узлом (2), упаковочным узлом (5), перфорирующим блоком (100) и вакуумным устройством (101), причем указанный управляющий блок выполнен с возможностью:
передачи команд транспортирующему узлу (2) для перемещения указанной подложки (7) вдоль заданного пути;
передачи команд упаковочному узлу (5) для герметичного крепления листа (61) пленки к указанной подложке (7), когда она достигла упаковочной станции;
передачи команд перфорирующему блоку (100) для перемещения перфорирующего инструмента (101) из исходного положения в рабочее положение и, таким образом, создания по меньшей мере одного сквозного отверстия (70) в указанной боковой стенке подложки; и
передачи команд вакуумному устройству (102) для удаления воздуха изнутри указанной подложки (7) из-под указанного листа (61) пленки сквозь указанное по меньшей мере одно отверстие (70),
причем управляющий блок (120) дополнительно сконфигурирован для:
определения момента времени, когда перфорирующий инструмент (101) достиг рабочего положения, и
передачи команды вакуумному устройству (102) для удаления воздуха изнутри указанной подложки (7) с одновременным удерживанием перфорирующего инструмента (101) в указанном рабочем положении;
или альтернативно
управляющий блок (120) дополнительно сконфигурирован для:
передачи команд вакуумному устройству (102) для удаления воздуха из объема (300; 300'), образованного между опорным блоком (53) и наружной поверхностью подложки (7), до того, как перфорирующий инструмент (101) начнет создавать указанное по меньшей мере одно отверстие, таким образом, что разность давления образована между внутренней частью подложки или лотка (7) и объемом (300; 300'); и после этого или одновременно
передачи команды для перемещения перфорирующего инструмента (101) в рабочее положение с постепенным перфорированием боковой стенки подложки;
продолжения передачи команд вакуумному устройству (102) для удаления воздуха изнутри указанной подложки (7) с одновременным удерживанием перфорирующего инструмента (101) в указанном рабочем положении.
9. Способ вакуумной упаковки в пленку по меньшей мере одного продукта (8), размещенного на подложке (7), с использованием устройства по п. 1, включающий этапы, согласно которым:
размещают лист (61) пленки над указанной по меньшей мере одной подложкой (7) с указанным продуктом (8), расположенным между подложкой и листом (61) пленки;
герметично прикрепляют с использованием вакуума указанный лист (61) пленки к указанной подложке (7),
перфорируют стенку подложки для формирования по меньшей мере одного сквозного отверстия (70),
удаляют по меньшей мере часть воздуха изнутри указанной подложки (7) из-под указанного листа (61) пленки сквозь указанное по меньшей мере одно отверстие (70).
10. Способ по п. 9, включающий этапы, согласно которым перемещают подложку (7) над плоскостью (20) скольжения вдоль заданного пути от загружающей подложку загрузочной станции (200) к упаковочной станции (201), в которой подложку с размещенным на ней продуктом снабжают указанным герметично прикрепленным с использованием вакуума листом (61) пленки, причем этап перфорации выполняют, когда подложка находится в упаковочной станции;
при этом этап перфорации включает следующие подэтапы, согласно которым:
перемещают перфорирующий инструмент (101) согласно предварительно заданному направлению, пересекающему боковую стенку указанной подложки (7), и
постепенно вводят перфорирующий инструмент (101) в контакт с наружной поверхностью боковой стенки и формируют лоскутный элемент (70а), соединенный с боковой стенкой подложки (7).
11. Способ по любому из пп. 9 или 10, согласно которому этап удаления воздуха включает подэтапы, согласно которым:
удаляют воздух из объема (300; 300'), образованного между опорным блоком (53), принимающим подложку (7), и наружной поверхностью подложки (7), перед началом создания посредством перфорирующего инструмента (101) указанного по меньшей мере одного отверстия таким образом, что между внутренней частью подложки (7) и объемом (300; 300') образована разность давления, и после этого или одновременно
передают команды для перемещения перфорирующего инструмента (101) в рабочее положение для постепенного перфорирования боковой стенки подложки,
продолжают удалять воздух изнутри указанной подложки (7) с одновременным удерживанием перфорирующего инструмента (101) в указанном рабочем положении.
12. Способ по любому из пп. 9 или 10, согласно которому этап уплотненного крепления с использованием вакуума указанного листа (61) пленки к указанной подложке (7) включает подэтапы, согласно которым:
фиксируют обод подложки (7) и соответствующую часть листа (61) пленки между нагретой поверхностью верхнего блока (51; 51а, 51b) и опорной поверхностью опорного блока (53),
удерживают подложку (7) таким образом, что обод подложки (7) и соответствующая часть листа (61) пленки находятся во взаимном контакте,
причем этап перфорации выполняют перед указанным этапом фиксации, во время него или после него.
13. Способ по любому из пп. 9 или 10, согласно которому этап удаления указанного воздуха дополнительно включает подэтапы, согласно которым ожидают истечения предварительно заданного периода времени от начала этапа удаления воздуха или достижения предварительно заданного давления внутри указанной подложки (7) под указанным листом (61) пленки,
причем способ включает дополнительные этапы, согласно которым:
извлекают перфорирующий инструмент (101) из указанного отверстия (70) и
выравнивают лоскутный элемент (70а) с боковой стенкой таким образом, чтобы по существу закрыть указанное отверстие листом (61) пленки, который уложен поверх продукта и прикреплен сваркой к подложке, удерживает лоскутный элемент (70а) в указанном закрытом положении и герметично запечатывает указанное по меньшей мере одно отверстие (70) в боковой стенке,
при этом в частном случае извлекают перфорирующий инструмент либо при достижении внутри подложки (7) конечного необходимого уровня вакуума, либо при достижении уровня вакуума между необходимым уровнем вакуума и уровнем давления, присутствовавшего перед началом удаления воздуха.
14. Способ по любому из пп. 9 или 10, согласно которому постепенное перфорирование боковой стенки подложки включает подэтапы, согласно которым формируют в боковой стенке линию (70b) резания, в частном случае начинающуюся с одиночной точки разрыва,
причем указанная линия резания имеет незамкнутую форму таким образом, что лоскутный элемент (70а) выполнен заодно целое с боковой стенкой и ограничен указанной незамкнутой линией резания, при этом указанный лоскутный элемент (70а) соединен с боковой стенкой шарнирной линией (70 с), проходящей между концами указанной линии (70b) резания.
15. Способ по любому из пп. 9 или 10, согласно которому указанная подложка (7) представляет собой лоток, содержащий нижнюю стенку, имеющую многоугольную, в частном случае прямоугольную форму, причем
этап перфорации включает подэтапы, согласно которым формируют указанное отверстие (или отверстия) в соответствии с углом (или углами) боковой стенки,
при этом дополнительно указанная подложка (7) представляет собой лоток, имеющий один или большее количество горизонтальных выступов, присутствующих в верхней половине области боковой стенки,
каждый из указанных горизонтальных выступов расположен в соответствии с одним из указанных углов, при этом каждый из указанных горизонтальных выступов имеет по существу форму прямоугольного треугольника, и
вертикальные и взаимно перпендикулярные грани происходят из сходящихся ортогональных краев каждого из указанных горизонтальных выступов; при этом этап перфорации включает этапы, согласно которым формируют указанное отверстие (или отверстия) в соответствии с соответствующим углом, в частном случае в форме отверстия сквозь часть боковой стенки, образующей одну из указанных вертикальных граней.
| DE 102006022418 A1, 15.11.2007 | |||
| DE 202004020968 U1, 03.08.2006 | |||
| ВАКУУМ-ФОРМОВАННОЕ УПАКОВЫВАНИЕ ПОМЕЩАЮЩЕГОСЯ НА ПОДЛОЖКЕ ПРОДУКТА В ПЛОТНО ПРИЛЕГАЮЩУЮ ПЛЕНКУ | 2010 |
|
RU2494935C1 |
| Колосоуборка | 1923 |
|
SU2009A1 |

