Настоящее изобретение относится к дуговой сварке двух деталей между собой посредством тугоплавкого электрода в атмосфере инертного газа.
Оно относится к сварке первой металлической детали со второй металлической деталью, причем обе детали соединяют встык. В частности, оно касается соединения цилиндрической детали, такой как направляющая свечи зажигания, с отверстием, выполненным во второй детали, такой как кожух камеры сгорания газотурбинного двигателя.
Камера сгорания имеет в целом кольцевую форму и содержит кожух, в котором предусмотрены осевые отверстия выше по потоку для впуска через них воздуха и средства распределения топлива в оболочке камеры. Рядом с такими средствами кожух имеет на своей периферийной стенке радиальные отверстия для вставки через них свечей зажигания топлива. Свечи крепятся к стенке посредством направляющих свечей зажигания, являющихся в целом цилиндрическими. Эти направляющие свечей зажигания приваривают их передней кромкой вдоль кромки отверстия, выполненного в стенке кожуха.
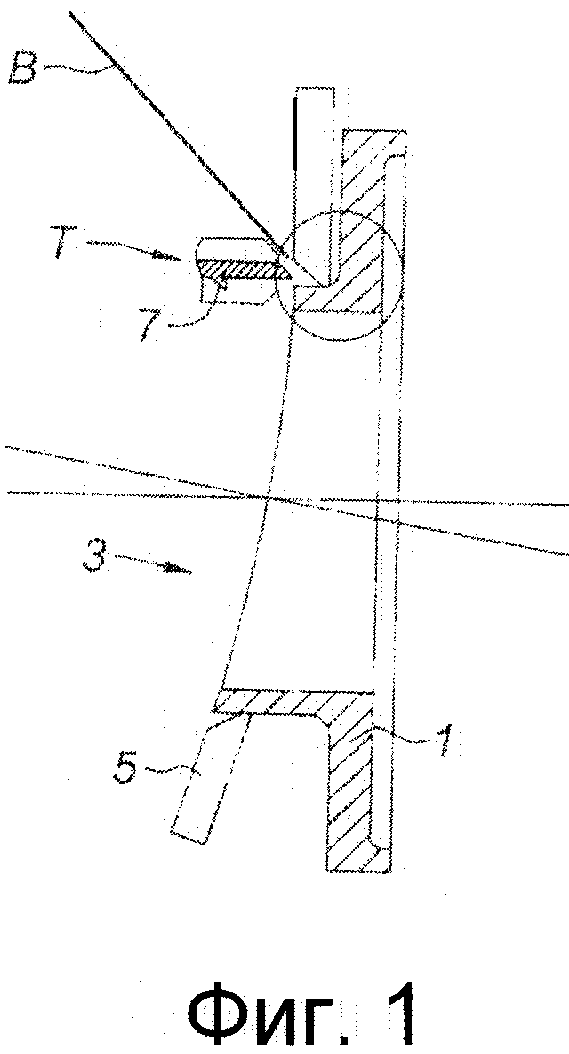
В настоящее время способ дуговой сварки вольфрамовым электродом в среде инертного газа выполняют вручную. На фиг.1 представлено положение обеих деталей. Направляющую трубку 1 свечи зажигания вставляют в выточенное отверстие 3 сквозь стенку 5 камеры сгорания перед сваркой. Стенка камеры, представленная в осевом разрезе, обладает кривизной также в этом осевом направлении. Кромка отверстия 3 скошена таким образом, чтобы образовать с наружной кромкой трубки некоторый промежуток. Сварка заключается в размещении горелки 7 вольфрамового электрода Т над этим промежутком при одновременной подаче металла посредством прутка В. При первом проходе наплавляют первый валик на дне этого промежутка для более глубокого проникновения сварки. При втором проходе заполняют весь промежуток.
Этот ручной режим имеет недостаток, заключающийся в том, что от оператора требуется большая ловкость из-за сложности зоны сварного соединения. Кроме того, продвигаясь вдоль сварного шва, он должен постоянно регулировать количество подводимой энергии, поскольку толщины и массы свариваемых материалов не являются постоянными. Таким образом, сварка является неравномерной. В результате возникают деформации, которые требуют, в частности, конечного нагрева всего узла в сборе с целью снятия внутренних напряжений, возникающих, в частности, во время операции сварки. Более того, неровности поверхности внутри камеры или в направляющей трубке влекут за собой дополнительную механическую обработку направленного валика сварного шва. Кроме того, иногда напряжения оказываются настолько велики, что ведут к образованию трещин в зоне сварного соединения.
Следует напомнить, что дуговая сварка вольфрамовым электродом в среде инертного газа (ВИА-сварка, от англ. «TIG welding») является способом электродуговой сварки тугоплавким электродом в газовой атмосфере. Эту технологию используют с присадочным материалом или без него. Инертный газ, обычно на основе аргона или гелия, отделяет расплавленный метал, зоны нагрева и вольфрамовый электрод от воздуха. Таким образом предотвращается любое окисление. В потоке инертного газа вызывают зажигание электрической дуги между неплавким вольфрамовым электродом и свариваемой деталью. Тепло, которое выделяет дуга, плавит кромки этой детали и любой присадочный металл, способствуя образованию наплавленного валика сварного шва. Способ дуговой сварки вольфрамовым электродом в среде инертного газа является ручным или автоматическим способом. Он применяется при небольших или средних толщинах, составляющих менее 5-6 мм, поскольку скорости сварки при больших толщинах являются меньшими, чем те скорости, которые обеспечивают другие способы.
Настоящее изобретение предназначено для устранения недостатков, присущих сварке вручную, применяемой до сих пор.
Согласно изобретению предлагается способ дуговой сварки вольфрамовым электродом в среде инертного газа первой детали с первой стенкой и торцевой кромкой со второй деталью со второй стенкой и кромкой, причем обе детали сваривают друг с другом вдоль поверхности соединения между упомянутыми кромками, вдоль которой первая стенка образует выступающий угол со второй стенкой, отличающийся тем, что электрод перемещают вдоль упомянутой поверхности, причем электрод помещают на сторону выступающего угла под углом (β) менее 180° по отношению к первой стенке, и при этом направление (D) электрода проходит через входящий угол, связанный с выступающим углом.
Выступающий угол представляет собой, при каждом положении электрода вдоль сварного шва, угол более 90°, образуемый обеими стенками.
В способе согласно настоящему изобретению используют материал, составляющий свариваемую деталь, без какого-либо внешнего присадочного материала, и за счет размещения электрода относительно поверхности соединения или плоскости соединения сварочную ванну или образующийся наплавляемый валик продвигают в соответствующий входящий угол. Предпочтительно подводимая энергия является достаточной для образования ободка или утолщения во входящем углу, связанном с выступающим углом. Следовательно, сварка двух деталей может быть легко автоматизирована посредством относительно простого оборудования и выполнена за один проход.
Изобретение применимо, в первую очередь, к свариванию двух деталей, первая из которых является цилиндрической. Преимущественно используют известную сварочную машину орбитального типа, используемую при сварке труб. В этом случае траектория движения рабочего конца электрода является круговой.
Присадочный материал преимущественно дает одна из стенок, которая выполнена так, чтобы образовать выступ перед сваркой.
Преимущественно направление D проходит через пересечение первой и второй стенок под входящим углом по меньшей мере по всему участку вращения электрододержателя.
Согласно одному из конкретных вариантов осуществления данного способа вторая стенка имеет фаску, на которую ложится торцевая кромка первой стенки перед сваркой. Этот вариант осуществления является преимущественным в том случае, когда стенка второй детали выполнена в форме сферического колпачка или подобной форме или все же обладает достаточным радиусом кривизны.
Для того чтобы учесть сложную геометрическую форму свариваемых деталей, варьируют скорость перемещения электрода и силу проходящего через него тока. Оба эти параметра регулируют, в случае необходимости, в зависимости от обеих деталей согласно их местной геометрической форме в зоне соединения вдоль траектории движения рабочего конца электрода и от тепловой накачки.
Изобретение относится также к электрододержателю, установленному на машине для реализации данного способа. Машина содержит электрододержатель и средство привода для перемещения рабочего конца электрода согласно заданной траектории. В частности, средство привода поворачивает электрод во время сварки вокруг неподвижной оси. Таким образом, используют технологию, известную как орбитальная сварка. В частности, средство привода обладает переменной скоростью. Электрододержатель согласно изобретению содержит осевую часть и средство крепления электрода под заданным углом по отношению к упомянутой оси. Предпочтительно этот угол не равен 90°; такой угол находится в диапазоне от 0 до 180°. Задано, что угол β электрода по отношению к рассматриваемому должен иметь как можно более постоянное значение при вращении электрододержателя.
Далее будет описан не ограничивающий объема вариант осуществления изобретения со ссылкой на прилагаемые чертежи, на которых:
на фиг.1 показан режим сварки вручную согласно предшествующему уровню техники;
на фиг.2 показан первый вариант осуществления сварки согласно изобретению;
на фиг.3 показаны обе детали после сварки;
на фиг.4 показан второй вариант осуществления изобретения;
на фиг.5 детально показан сварной шов согласно второму варианту осуществления.
На фиг.2 представлена часть наружного кожуха 11 камеры сгорания 10 турбореактивного двигателя, расположенная на уровне отверстия для вставки свечи зажигания. Не представлены ни свеча, ни остальная часть кожуха. Направляющая 12 свечи зажигания позволяет удерживать свечу зажигания на месте внутри камеры сгорания. Эта первая деталь в данном случае образована цилиндрической частью 13 с осью ХХ и установочным фланцем 14 вдоль наружной надставки цилиндрической части.
Наружный кожух 11 камеры является по существу цилиндрическим по форме с участком в целом в форме сферического колпачка, обращенного вверх. В нем предусмотрены не показанные осевые отверстия для вставки (введения) средств подачи в камеру топлива и воздуха горения. Свечи зажигания поджигают топливовоздушную рабочую смесь.
Для крепления направляющей 12 к кожуху 11 было просверлено круглое сквозное отверстие. Толщина стенки по периферии этого отверстия была уменьшена путем зенкования (снятия фаски) по перпендикулярной оси YY для образования несущей поверхности, на которую помещается цилиндрическая деталь 13 своей торцевой кромкой. Эта поверхность образует в данном случае плоскость J соединения. Торцевая кромка и несущая поверхность находятся в одной и той же плоскости. Ось YY образует в данном случае угол с осью ХХ из-за кривизны кожуха камеры. На этой фигуре можно видеть, что диаметр отверстия, выполненного во второй стенке, несколько меньше диаметра трубки 13. Эта часть образует кольцевой выступ 15, функция которого заключается в предоставлении присадочного металла для сварки.
Для сваривания обеих частей вместе используют сварочную машину для ВИА-сварки, из которой можно видеть только наконечник 20 электрододержателя.
Установка для ВИА-сварки орбитального типа сама по себе известна. Она содержит генератор тока и сварочную головку. Сварочная головка установлена на опоре и содержит кронштейн для электрододержателя с его газовым баллоном. Кронштейн выполнен подвижным на своей опоре с целью обеспечения точного позиционирования электрода относительно сварочной зоны. Электрододержатель выполнен в форме ручки или осевого (продольного) стержня. Какой-либо механизм приводит электрододержатель во вращение вокруг его оси. Весь этот узел соединен с программируемым автоматическим устройством. Это автоматическое устройство контролирует все параметры, оказывающие влияние на процесс сварки: значения электрического тока, орбитальные поступательные скорости движения рабочего конца электрода, времена нагрева и расходы защитного газа, например аргона. Упомянутое автоматическое устройство разделяет цикл в 360° на некоторое число заданных последовательностей, например 486, каждая из которых может иметь различные значения параметров. Таким образом, можно варьировать параметры для каждого положения электрода по всей его орбитальной траектории движения в зависимости от локальной толщины каждой из деталей или наличия зон тепловой накачки.
Электрододержатель 20 помещают соосно с осью YY, перпендикулярной к плоскости соединения между обеими деталями. Он поддерживает (несет) вольфрамовый электрод 22, образующий заданный угол α с осью YY. Изображение является схематическим, на нем не видна направляющая юбка защитного газа. Электрод ориентирован на выступающий угол, образованный первой стенкой 13 цилиндрической детали и второй стенкой 11 второй детали, в направлении выступа 15.
Электрод образует угол β со стенкой 13, так что направление D оси электрода проходит через выступ 15. Предпочтительно направление D включается (входит) во входящий угол, образованный стенками 13 и 12, дополняющий до 360° упомянутый выше выступающий угол.
Угол β составляет от 0 до 180°. Электрод предпочтительно помещают таким образом, чтобы его направление D проходило через плоскость J соединения, в частности в ее центре, и проходило через точку Р, которая лежит на пересечении обеих стенок 13 и 15 во входящем угле.
Угол α подбирают в соответствии с углом β таким образом, чтобы вне зависимости от орбитального положения электрода вокруг оси YY его направление D было всегда ориентировано правильно. Предпочтительно его задают таким образом, чтобы придать углу β значение, которое как можно меньше варьируется при вращении электрододержателя. Это качание электрода относительно поверхности соединения ведет к перемешиванию расплавленной ванны и образованию наплавленного валика сварного шва, который не требует предпочтительно какой-либо дополнительной механической обработки.
Для сварки деталей в первую очередь деталь 13 помещают на кожух, оперев ее о подготовленную поверхность. В таком положении временно закрепляют. Затем электрод устанавливают таким образом, чтобы его ось вращения проходила через несущую плоскость и ось ХХ. Рабочий конец электрода располагается на расстоянии, допускающем образование сварочной дуги.
Включают сварочную машину. Электрододержатель вращается вокруг собственной оси, начиная с исходного положения, определяемого в соответствии с программой автоматического устройства. Скорость перемещения головки электрода была запрограммирована, так же как и сила тока, проходящего через электрод в зависимости от его кругового положения по мере того, как он вращается. На практике можно видеть, что количество металла под дугой не является постоянным из-за сложной геометрической формы деталей. Однородный сварочный валик получают путем приспосабливания обоих этих параметров к этой геометрической форме. Приспосабливают также расход защитного газа. Например, при сварке направляющей трубки свечи зажигания может быть предусмотрен цикл в 360° с пятью или шестью угловыми последовательностями, на которых различаются поступательные скорости движения головки электрода и сила сварочного тока.
Пример такого цикла представляет собой следующее:

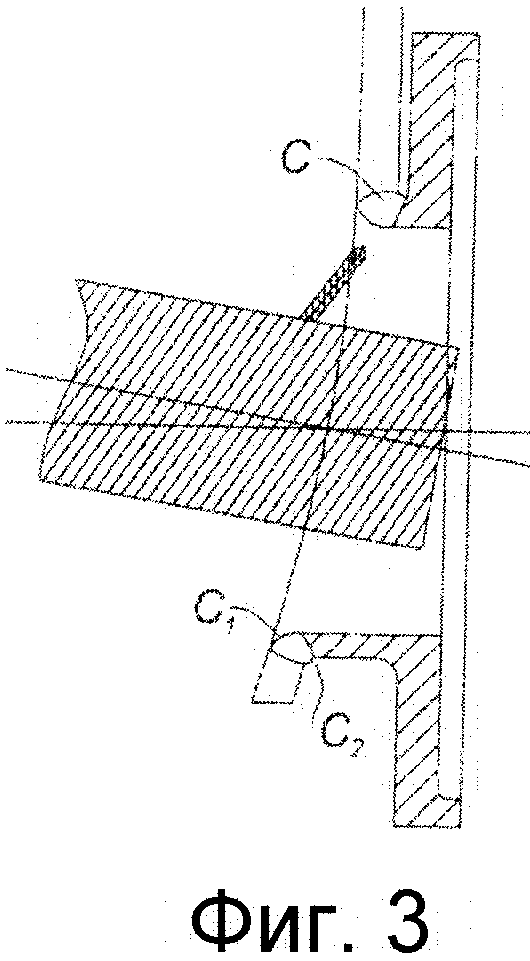
На фиг.3 представлена направляющая свечи зажигания, приваренная к наружному кожуху камеры сгорания. Благодаря предложенному в настоящем изобретении способу наплавленный валик С сварного шва имеет закругленную форму С1 без какого-либо утолщения, выступающего в поток газа на стороне камеры, так же как и на стороне трубки. Утолщение или ободок С2 образуется с противоположной стороны во входящем угле, образованном стенками 13 и 11.
Наличие утолщения обеспечивает простой визуальный контроль качества сварного шва.
Далее будет описан другой вариант осуществления способа со ссылкой на фиг.4.
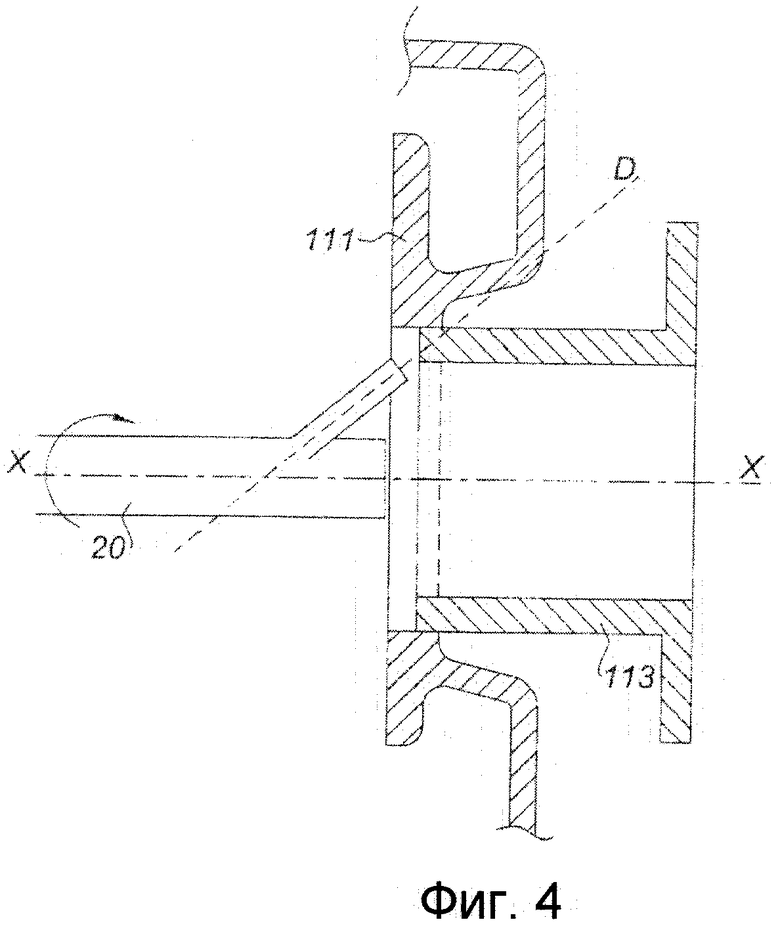
Кожух 11 камеры сгорания является, например, цилиндрическим, и его геометрическая форма не позволяет снять фаску, как в предыдущем случае, например, из-за его кривизны. В кожухе было просверлено отверстие под прямым углом. Направляющая трубка была помещена в это отверстие, где ее стенку 113 регулируют относительно кромок отверстия в кожухе 111. Торец трубки был размещен слегка утопленным относительно внутренней поверхности кожуха. Временное крепление может быть выполнено различными средствами, например свариванием в одной или нескольких точках, выполненным вручную. Электрододержатель устанавливают затем таким образом, чтобы рабочий конец электрода располагался на заданном расстоянии от ребра направляющей трубки. В данном случае ось (электрододержателя) совпадает с осью трубки. Направление D оси электрода проходит предпочтительно через точку Р на пересечении стенок во входящем углу, образованном стенками 111 и 113, по меньшей мере на части траектории движения электрода.
Процесс сварки выполняют путем вращения электрододержателя вокруг его оси; поступательную скорость движения и силу тока меняют в зависимости от локальной толщины свариваемого металла, как и в предыдущем примере.
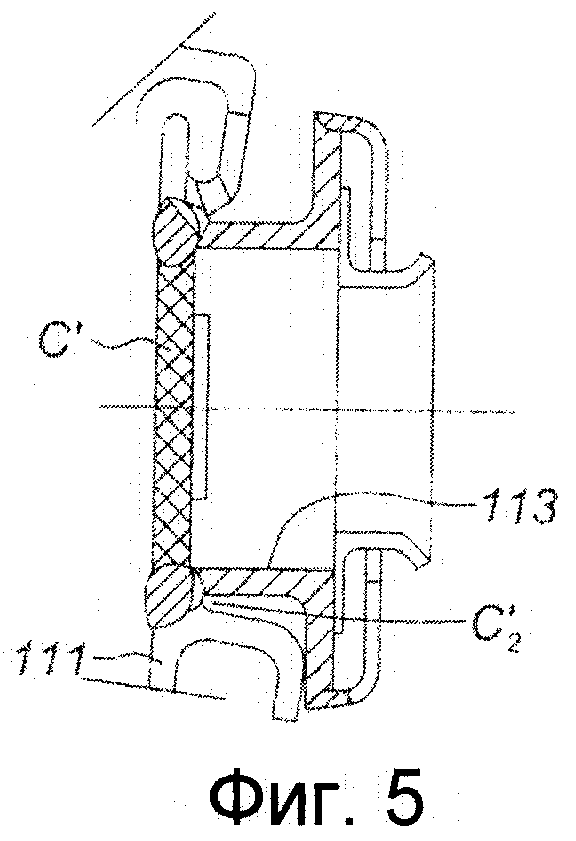
На фиг.5 показан наплавленный валик С′ сварного шва, образованный в ходе этой операции. Способ позволяет визуально контролировать то, что проникновение наплавленного валика сварного шва является удовлетворительным, по наличию утолщения С′2 позади сварного шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой сварки неплавящимся электродом в среде защитных газов проникающей дугой | 2023 |
|
RU2803615C1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ МНОГОЭЛЕКТРОДНОЙ СВАРКИ | 2000 |
|
RU2172661C1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
| СПОСОБ СВАРКИ КОМБИНАЦИЕЙ СЖАТОЙ И СВОБОДНОЙ ДУГ | 2021 |
|
RU2763808C1 |
| Способ сварки круговых соединений в листовых конструкциях | 1985 |
|
SU1274886A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ С БОЛЬШОЙ РАЗНИЦЕЙ ТОЛЩИН | 2003 |
|
RU2231431C1 |
| Способ сварки разнородных металлов плавлением | 1980 |
|
SU897433A1 |
| СПОСОБ ПЛАЗМЕННОЙ НАПЛАВКИ И СВАРКИ КОМБИНАЦИЕЙ ДУГ | 2021 |
|
RU2763912C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2262425C1 |
| Способ односторонней стыковой электродуговой сварки | 1977 |
|
SU727362A1 |
Изобретение относится к способу дуговой сварки вольфрамовым электродом в среде инертного газа первой детали с первой стенкой и торцевой кромкой со второй деталью со второй стенкой и кромкой, причем обе детали сваривают друг с другом вдоль поверхности соединения между упомянутыми кромками, вдоль которой первая стенка образует выступающий угол со второй стенкой. Электрод перемещают вдоль упомянутой поверхности. Электрод помещают на сторону выступающего угла под углом (β) менее 180° по отношению к первой стенке, при этом направление (D) электрода проходит через входящий угол, связанный с выступающим углом. Способ применяется, в частности, для приваривания направляющих свечей зажигания к кожуху камеры сгорания газотурбинного двигателя. 2 н. и 5 з.п. ф-лы, 5 ил., 1 табл.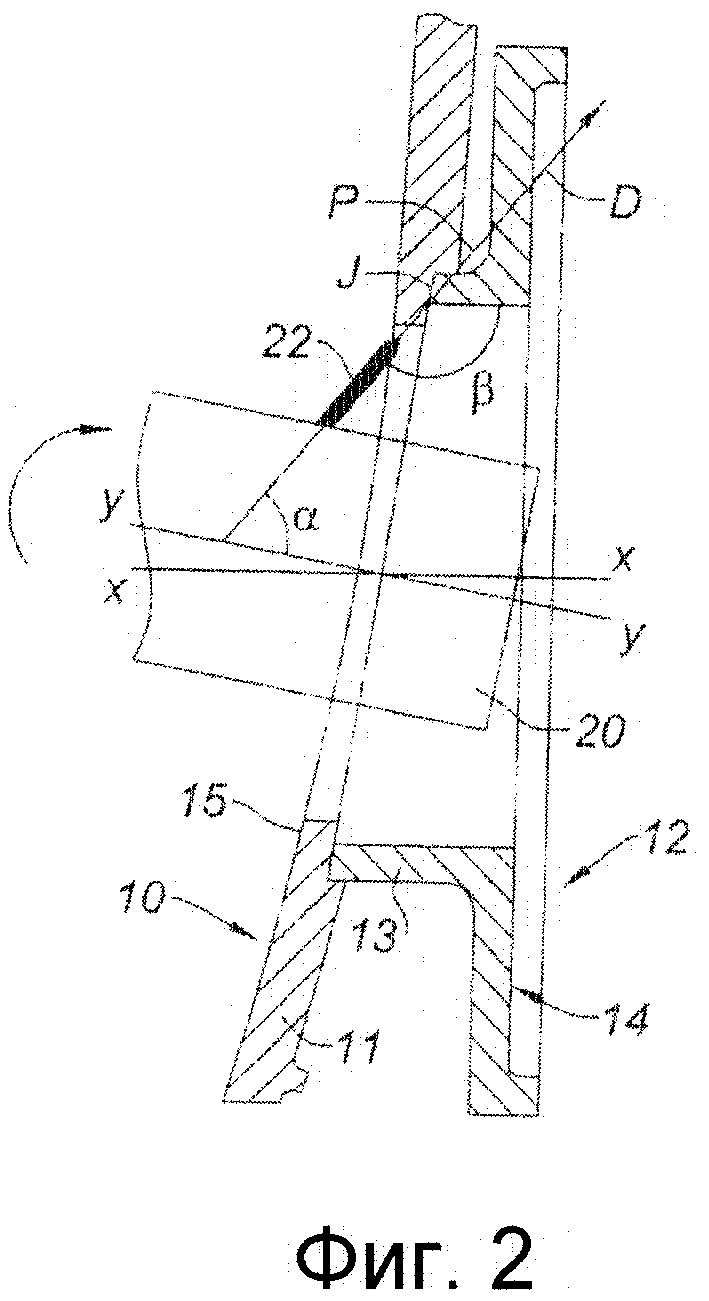
1. Способ дуговой сварки вольфрамовым электродом в среде инертного газа первой детали с первой цилиндрической стенкой и торцевой кромкой упомянутой первой стенки со второй деталью со второй стенкой, в которой просверлено круглое отверстие с образованием тем самым торцевой кромки упомянутой второй стенки, причем обе детали сваривают друг с другом вдоль поверхности соединения, образованной торцевой кромкой одной детали и стенкой другой детали, отличающийся тем, что электрод размещают в упомянутом отверстии и перемещают вдоль упомянутой поверхности вокруг оси отверстия под углом (β) менее 180° по отношению к первой стенке, так что направление (D) электрода проходит через материал первой и/или второй детали.
2. Способ по п.1, в котором подводят достаточную энергию сварки для образования ободка на сторонах первой и второй стенки, которые противоположны стороне электрода.
3. Способ по п.1, в котором первая деталь представляет собой направляющую свечи зажигания, а вторая деталь - кожух камеры сгорания газотурбинного двигателя.
4. Способ по п.1, в котором одна из стенок образует перед сваркой выступ вдоль поверхности соединения.
5. Способ по п.1, в котором вторая стенка имеет фаску, на которую перед сваркой ложится торцевая кромка первой стенки.
6. Способ по п.1, в котором скорость перемещения и силу тока варьируют в зависимости от геометрической формы обеих деталей вдоль траектории движения рабочего конца электрода.
7. Сварочная машина, реализующая способ по любому из предшествующих пунктов.
| ЭЛЕКТРОГИДРАВЛИЧЕСКИЙ КЛАПАН | 0 |
|
SU237489A1 |
| SU 1181836 A, 30.09.1985 | |||
| Способ сварки нерадиальных патрубков с обечайкой | 1985 |
|
SU1271697A1 |
| Способ сварки угловых швов | 1987 |
|
SU1542736A1 |
| US 5511949 A, 30.04.1996. | |||

