Область технического применения
Настоящее изобретение относится к инструментальной оправке для режущих головок, используемой при проведении горных работ в условиях твердых горных пород, в частности к сменной инструментальной оправке для модульных режущих головок.
Предпосылки создания изобретения
При проведении горных работ в условиях твердых горных пород распространено использование, например, горных комбайнов для выемки твердых горных пород при разработке длинными забоями, или использование, например, горных врубовых машин для формирования штрека в подземной шахте. Горный комбайн и горная врубовая машина может содержать по меньшей мере один вращающийся барабан, который может быть оснащен по меньшей мере одной вращающейся режущей головкой. Режущая головка может быть выполнена с возможностью поддержки множества режущих долот, которые, в свою очередь, выполнены с возможностью зацепления твердых пород, для выемки твердых горных пород. Вращающийся барабан может регулироваться по высоте относительно рамы машины с помощью поворотного рычага.
Вращающаяся режущая головка может включать конусообразный корпус с держателями режущего долота, выполненными, как единое целое с корпусом. Таким образом, известные в данной области режущие головки могут быть изготовлены в виде единого блока, отличающегося тем, что изношенные режущие долота могут быть заменены на вновь изготовленные режущие долота. Режущие долота поддерживаются держателями режущего долота с возможностью вращения и снятия.
Например, патент ЕР 2208856 А2 описывает режущую головку, имеющую множество режущих долот для выемки подземных материалов.
Патент США 2011/0089747 А1 относится к устройству удерживания режущего долота, который включает державку режущего долота, который принимает режущее долото и имеет хвостовик, который заходит в отверстии в опоре. Участок хвостовика державки режущего долота представляет собой поверхность, определяемую насечкой, который выборочно взаимодействует с фиксирующим штифтом.
Патент США 2010/0001574 А1 описывает устройство для измельчения и/или буровой резки материалов, в частности, для удаления горных пород, минералов или угля, с помощью инструментального барабана, который установлен на тележке с барабанным магазином, в возможность вращения вокруг оси барабана, в котором множество валов инструмента, несущих режущие инструменты на их концах, выступающие из инструментального барабана, устанавливаются с возможностью вращения в рабочем состоянии, по меньшей мере два из инструментальных валов приводятся в движение общим приводом через зубчатый редуктор и общим приводом.
Устройство для фрезерной резки горных пород, минералов или других материалов известны в данной области благодаря публикации международной заявки WO 2012/156841 А2. Описанное устройство включает два инструментальных барабана, которые расположены с возможностью вращения бок о бок при сдвоенном расположении на тележке барабана и которые соответственно снабжены множеством инструментальных державок, поддерживающим режущие инструменты.
Патент США 3647265 А описывает вращающуюся режущую головку барабанного типа для использования вместе с горнодобывающими и проходческими комбайнами. Режущая головка включает цилиндрический барабан на внешней части которого надежно закреплен ряд дуговых сегментов, снабженных кулачками режущей цепи для приема кулачков.
Патент США 2008/0116734 А1 описывает устройство для дробления горной породы или других материалов. Устройство содержит шпиндельный барабан, который установлен с возможностью вращения на опоре барабана и в котором множество инструментальных шпинделей вставлены с возможностью вращения вокруг осей шпинделей наподобие смещенного барабана. По меньшей мере, два из инструментальных шпинделей могут приводиться в движение общим приводом через зубчатый редуктор, который содержит выходные шестерни.
Патент США 3326307 А описывает шарошечное долото для скальных пород на роликовых подшипниках, имеющее периферийный надрез, и кольцевую полосу, быстро вставляемую в указанный надрез, имеющую последовательность зубов резца, проходящих в радиальном направлении вокруг его периферийной поверхности.
Комплектующие сверла, блокируемые в ручную и известные в данной области техники благодаря Патенту США 5906245 А, и резак в сборе, включающий вращающийся режущий элемент и буровое долото, используемое для этой же цели и известное в данной области техники благодаря патенту США 7762359 В1.
Настоящее изобретение относится, по меньшей мере, к улучшению или преодолению одной или нескольких особенностей предыдущих систем.
Изложение сущности изобретения
В соответствии с первым аспектом настоящего изобретения раскрыта съемная инструментальная оправка согласно пункту 1 формулы изобретения.
Согласно другому аспекту настоящего изобретения раскрыта режущая головка согласно пункту 12 формулы изобретения.
В соответствии с другим аспектом настоящего изобретения раскрыт способ замены кольцевой инструментальной оправки режущей головки согласно пункту 15 формулы изобретения.
В соответствии с другим аспектом настоящего изобретения описывается способ несъемной сборки режущего долота на держателе режущего долота режущей головки, используемой при проведении подземных горных работ. Режущее долота с продольной осью, вокруг которой вращается режущее долото, и включающее нижнюю часть. Держатель режущего долота может включать глухое отверстие держателя режущего долота с подрезанной секцией на нижнем конце глухого отверстия держателя режущего долота. Описанный способ несъемной сборки режущего долота на держателе режущего долота может содержать следующие этапы: нагревание режущего долота до заранее определенной температуры, вставка нагретого режущего долота в глухое отверстие держателя режущего долота таким образом, чтобы нижняя часть вставленного режущего долота по меньшей мере частично выступала в подрезанную секцию, и применение сжимающего усилия к режущему долоту вдоль продольной оси для деформации нагретого режущего долота таким образом, чтобы по меньшей мере нижняя часть режущего долота по меньшей мере частично приняла форму подрезанной секции с возможностью вращения вокруг продольной оси в пределах глухого отверстия держателя режущего долота.
В некоторых вариантах осуществления по меньшей мере один из множества держателей режущего долота выполнен, как единое целое с кольцевым корпусом.
В некоторых других вариантах осуществления инструментальная оправка дополнительно может содержать по меньшей мере один паз инструментальной оправки, расположенный на первой торцевой стороне или на второй торцевой стороне кольцевого корпуса, и по меньшей мере один выступ инструментальной оправки, проходящий от первой торцевой стороны или второй торцевой стороны (94; 194), за исключением торцевой стороны, на которой расположен по меньшей мере один паз инструментальной оправки. В таком случае, по меньшей мере один паз инструментальной оправки выполнен с возможностью зацепления, по меньшей мере, одного выступа соседней инструментальной оправки, и, по меньшей мере, один выступ инструментальной оправки выполнен с возможностью зацепления, по меньшей мере, одного паза другой соседней инструментальной оправки.
Другие признаки и особенности настоящего изобретения будут очевидны из нижеследующего описания и прилагаемых чертежей.
Краткое описание чертежей
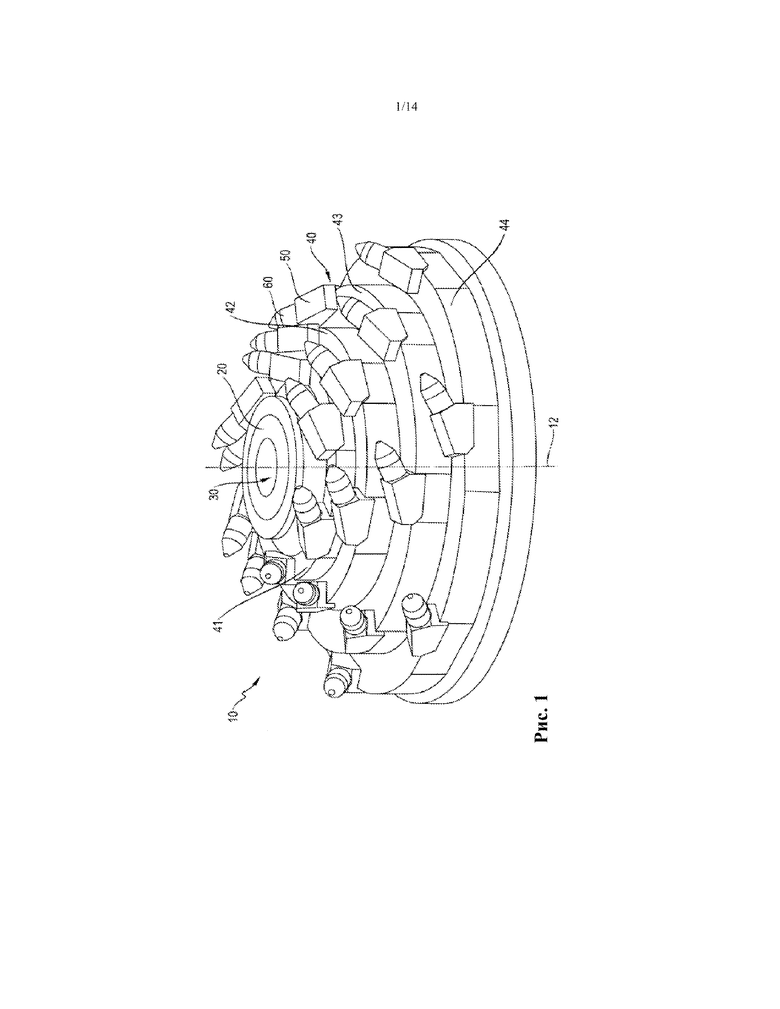
Рис. 1 - вид в перспективе модульной режущей головки, описанной в примерном варианте;
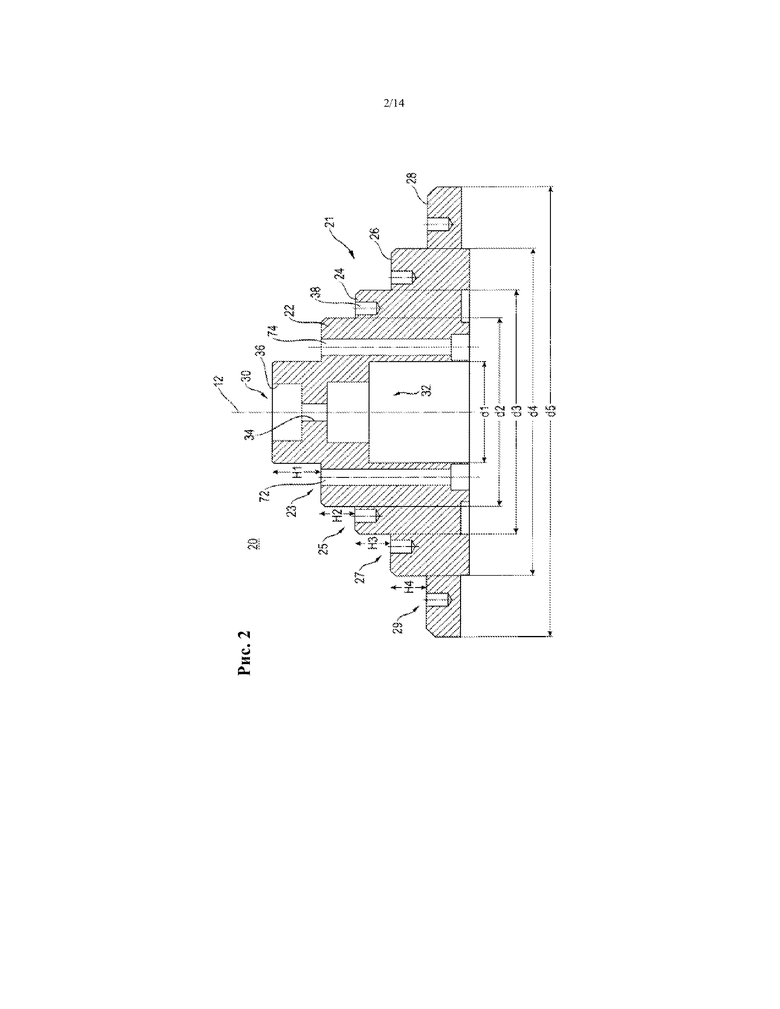
Рис. 2 - вид в разрезе базовой детали модульной режущей головки;
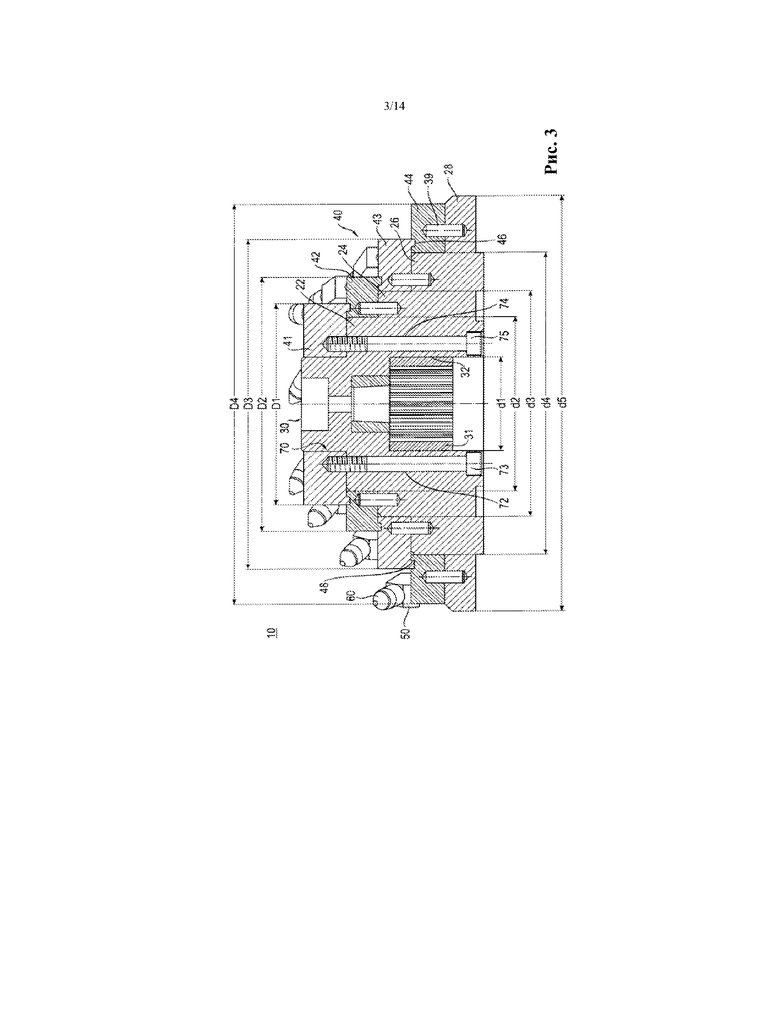
Рис. 3 - вид в разрезе режущей головки, включающей базовую деталь, изображенную на Рис. 2, и множество съемных инструментальных оправок в соответствии с первым вариантом осуществления;
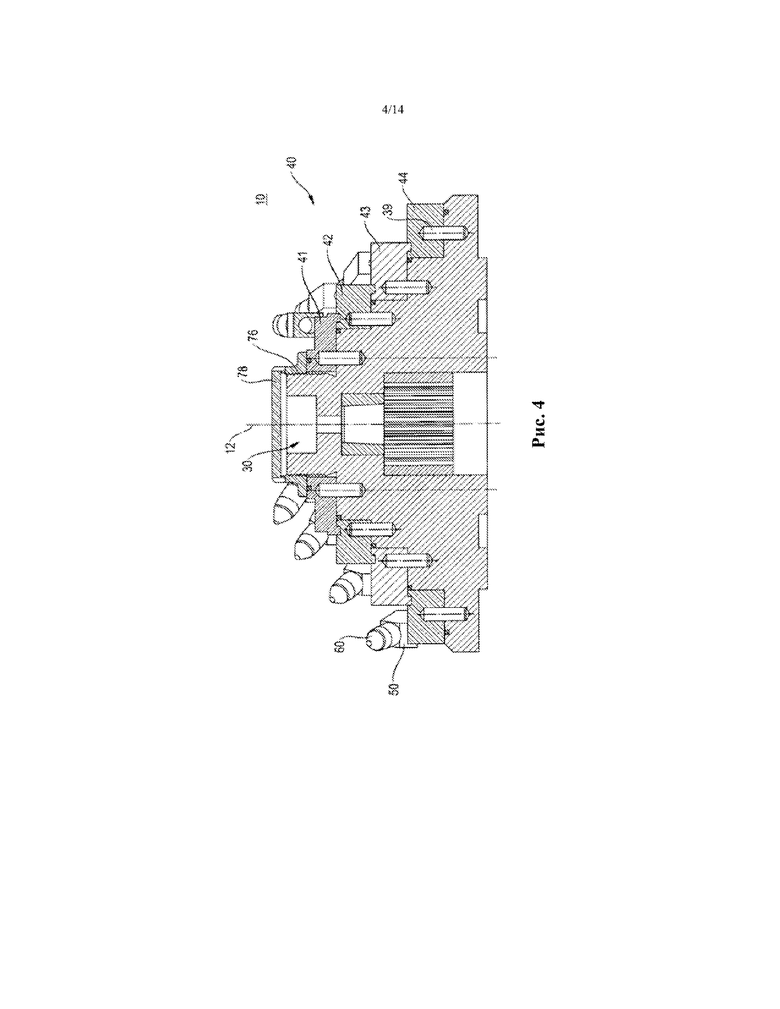
Рис. 4 - вид в разрезе другой режущей головки, включающей базовую деталь и множество съемных инструментальных оправок в соответствии со вторым вариантом осуществления;
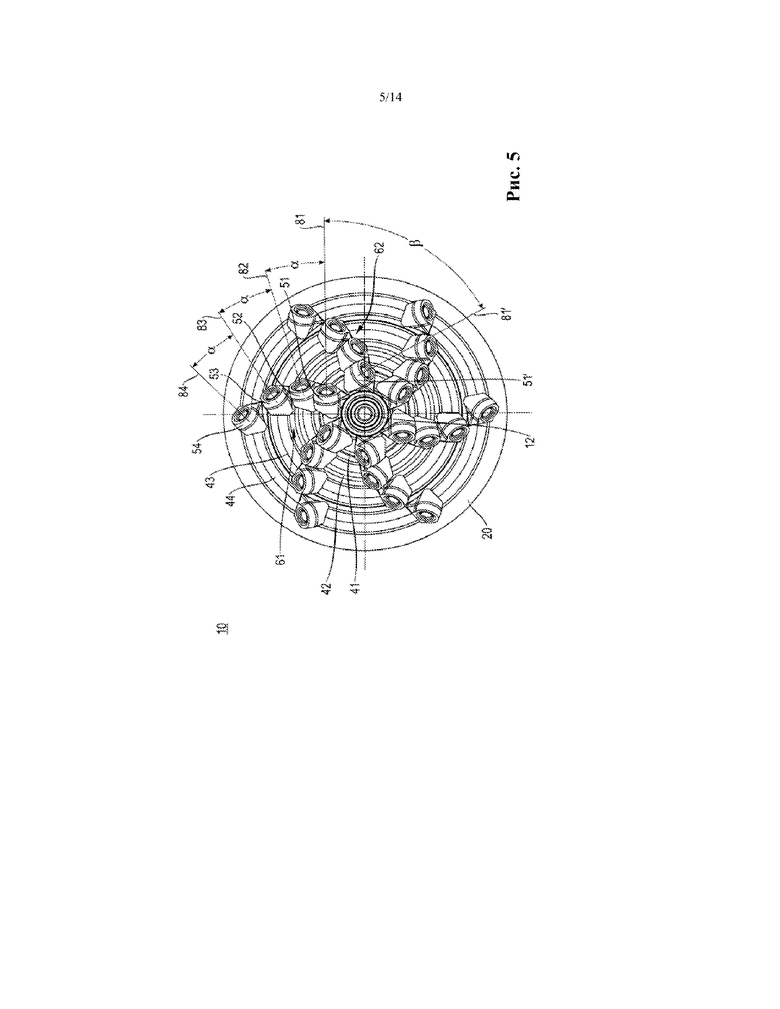
Рис. 5 - вид сверху режущей головки, изображенной на Рис. 1;
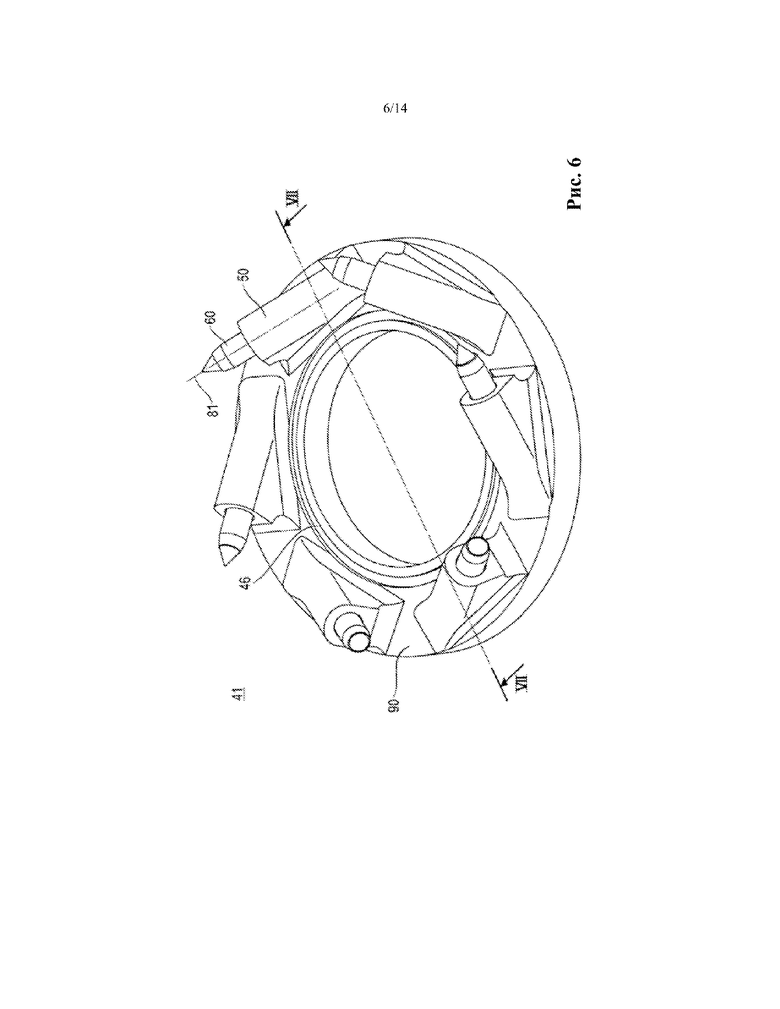
Рис. 6 - вид в перспективе инструментальной оправки в соответствии с первым вариантом осуществления;
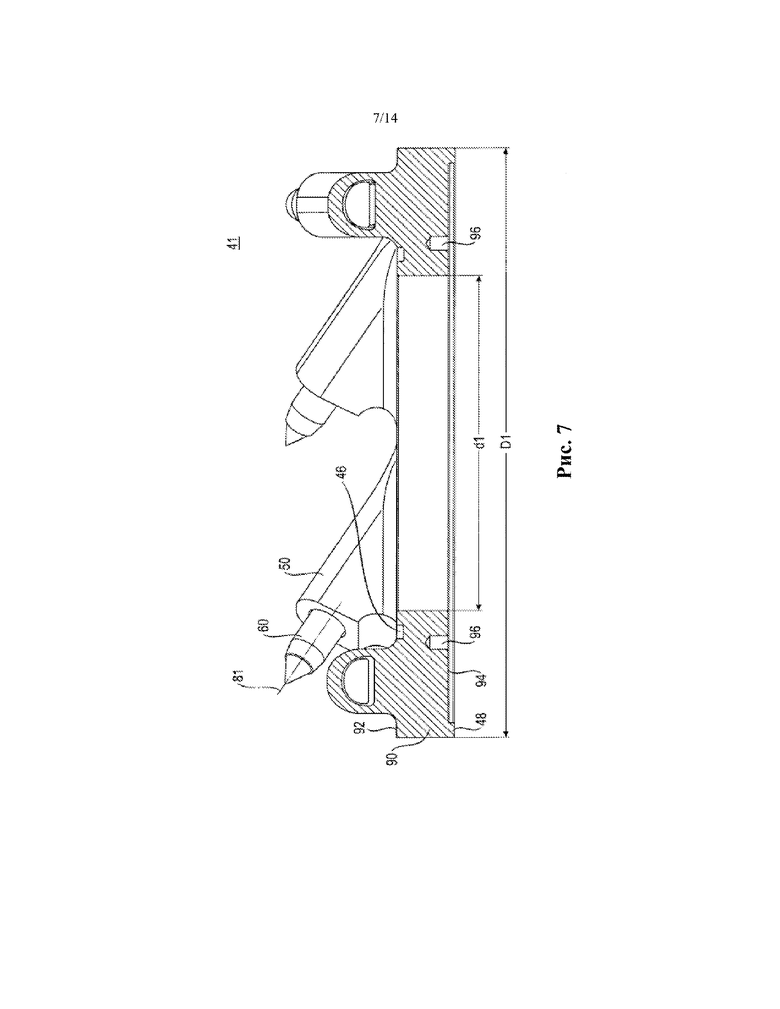
Рис. 7 - вид в разрезе инструментальной оправки, изображенной на Рис. 6, вдоль линии VII-VII, изображенной на Рис. 6;
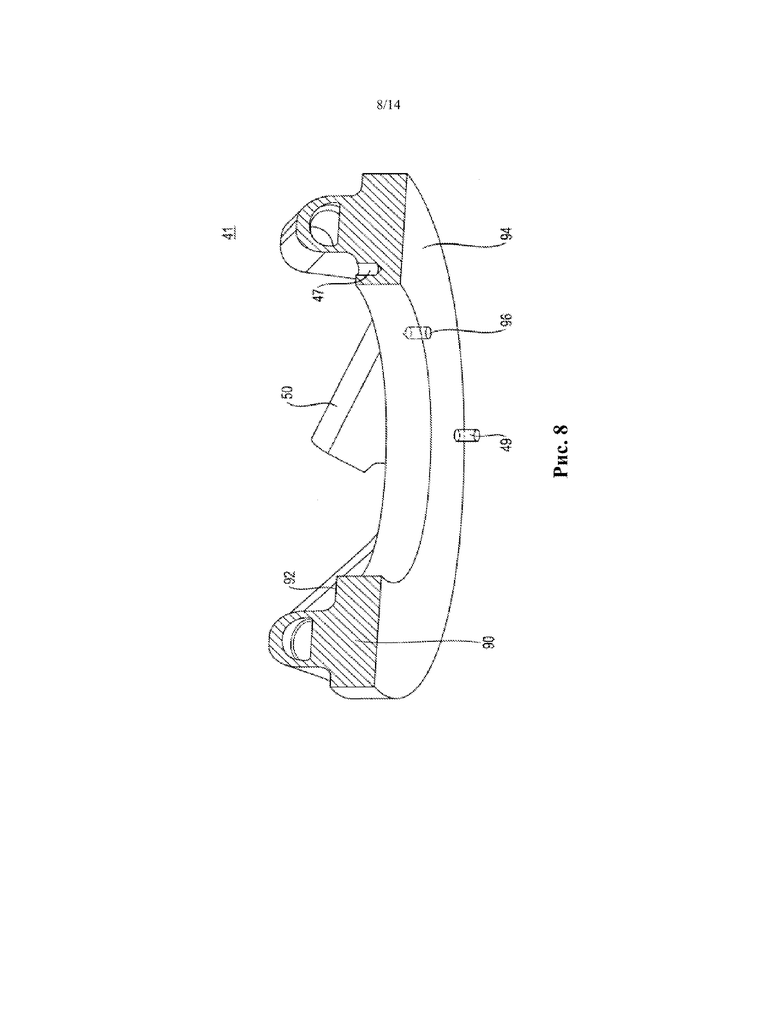
Рис. 8 - вид сверху инструментальной оправки в соответствии со вторым вариантом осуществления;
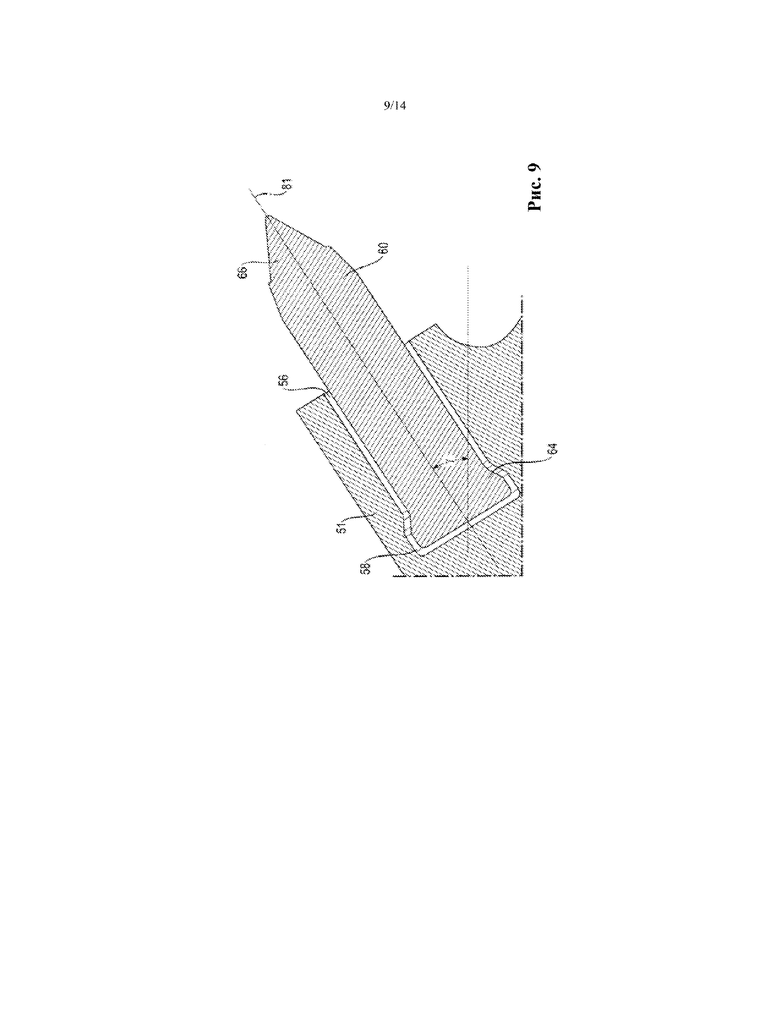
Рис. 9 - вид в разрезе держателя режущего долота, выполненного как единое целое с инструментальной оправкой и поддерживающего вращающееся режущее долото;
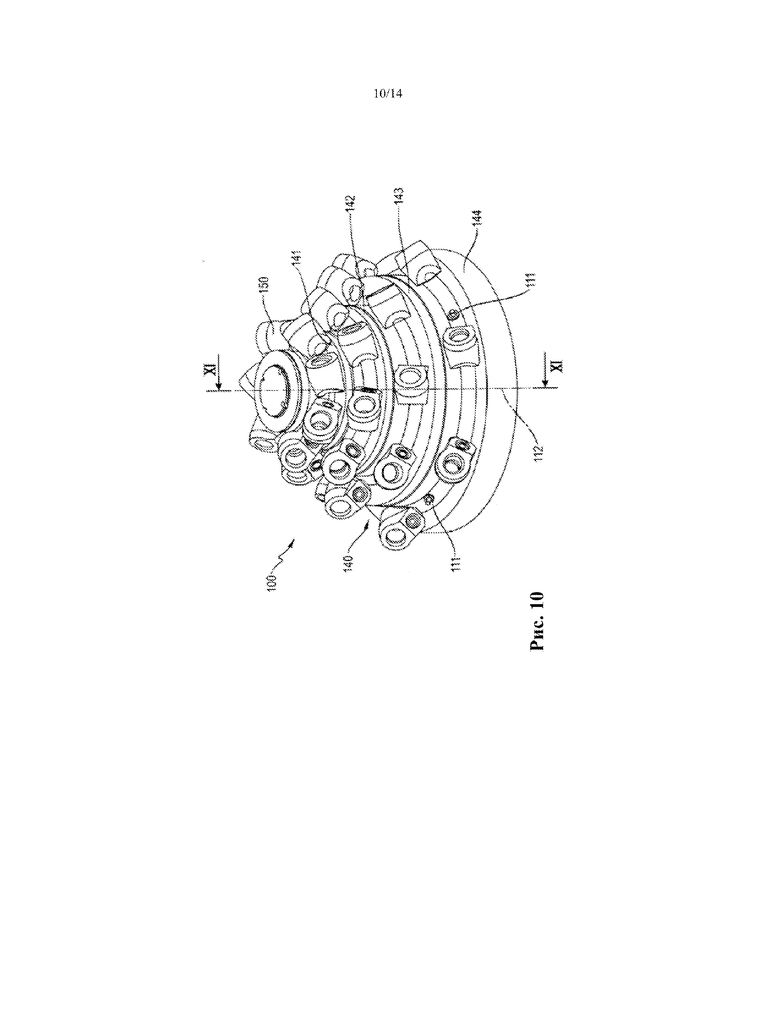
Рис. 10 - вид в перспективе модульной режущей головки, описанной в дополнительном примерном варианте;
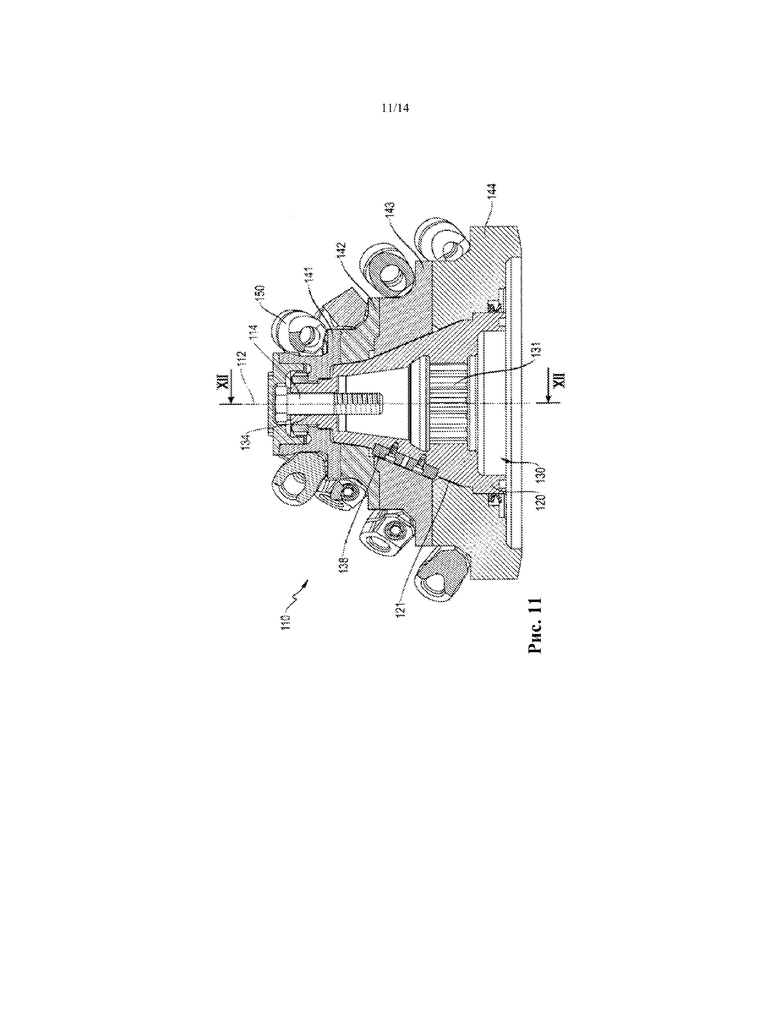
Рис. 11 - вид в разрезе модульной режущей головки, изображенной на Рис. 10, проходящей вдоль линии XI-XI, изображенной на Рис. 10;
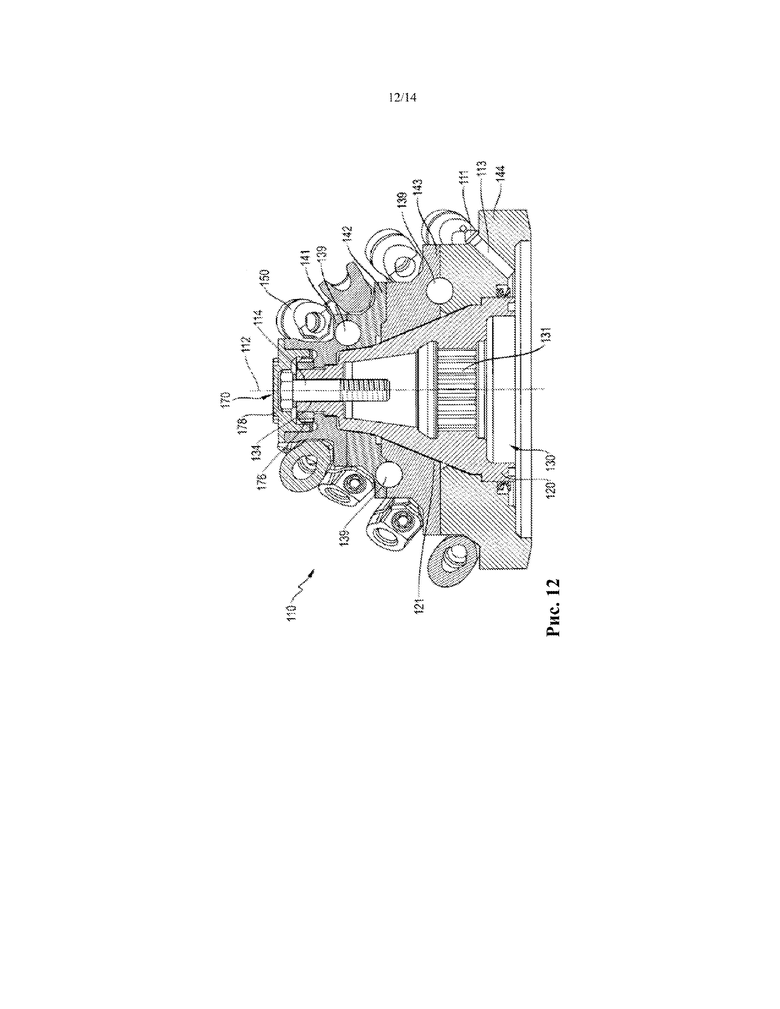
Рис. 12 - вид в разрезе модульной режущей головки, изображенной на Рис. 10, проходящей вдоль линии XII-XII, изображенной на Рис. 11;
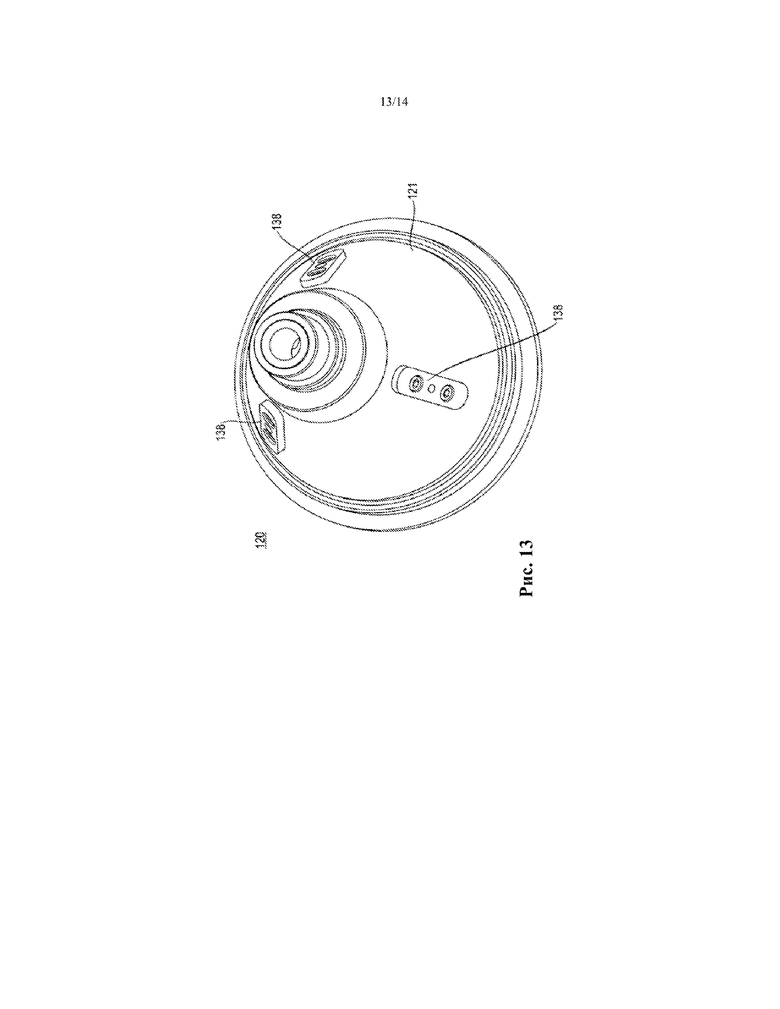
Рис. 13 - вид в перспективе базовой детали модульной режущей головки, изображенной на Рис. 10;
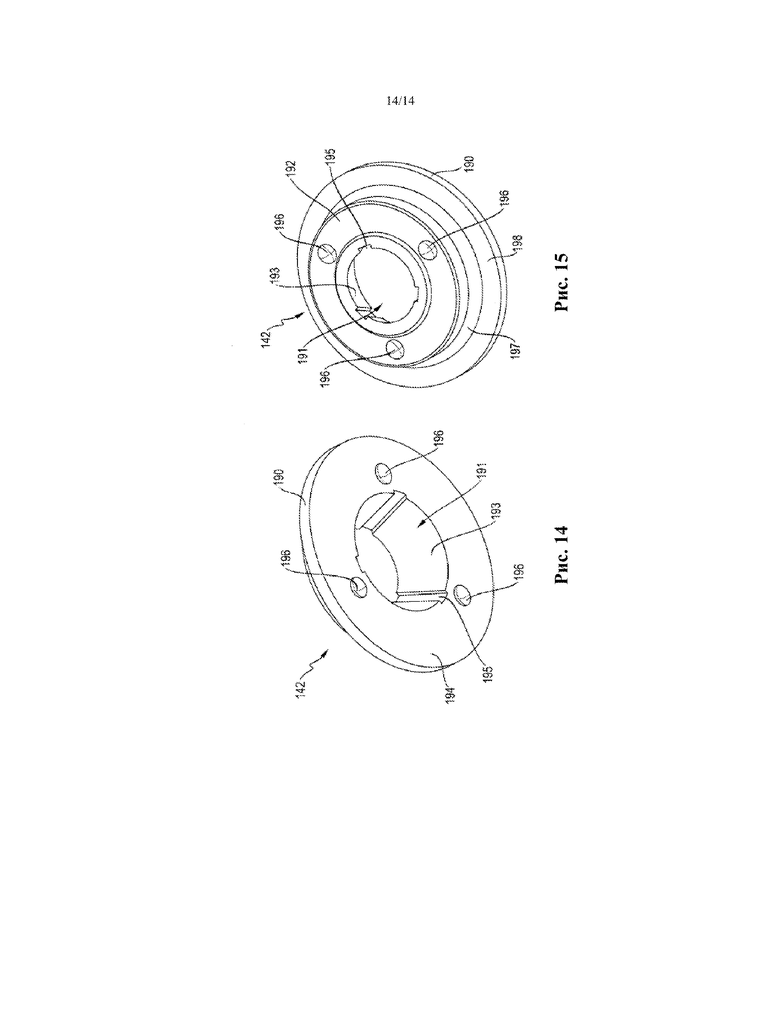
Рис. 14 - вид в перспективе инструментальной оправки в соответствии с дополнительным вариантом осуществления; и
Рис. 15 - еще один вид в перспективе режущей головки, изображенной на Рис. 14.
Подробное описание
Ниже приводится подробное описание предлагаемого изобретения. Описанные и проиллюстрированные на чертежах примеры осуществления предназначены для изучения сущности предлагаемого изобретения и позволяют специалистам в данной области техники реализовывать и использовать предлагаемое изобретение в различных сферах. Примеры осуществления не следует рассматривать в качестве ограничительного описания объема правовой охраны патента. Объем правовой охраны патента следует определять по прилагаемой формуле изобретения.
Настоящее изобретение может быть частично основано на понимании того, что обеспечение режущей головки с модульной конфигурацией может повысить эффективность режущей головки, поскольку инструментальная оправка, поддерживающая изношенные режущие долота, может быть полностью заменена новой инструментальной оправкой, поддерживающей новые режущие долота. В таком случае, замена режущих долот может и не понадобиться, для чего может потребоваться некоторое усилие, поскольку такие режущие долота могут застрять в креплении из-за грязи и горных пород или кусков угля. Замена по меньшей мере одной полной инструментальной оправки может, следовательно, уменьшить время простоя режущего станка и, таким образом, может снизить затраты.
Настоящее изобретение может быть дополнительно частично основано на понимании того, что обеспечение режущей головки, имеющую базовую деталь и множество инструментальных оправок, установленных с возможностью съема на режущей головке, может повысить гибкость всей режущей головки, поскольку множество инструментальных оправок, поддерживающих множество режущих долот, могут быть по желанию расположены относительно базовой детали. Так, например, базовая деталь может послужить как для правовращающей режущей головки, так и левовращающей режущей головки, в зависимости от конкретного расположения режущих долот, по отношению к множеству инструментальных оправок.
Настоящее изобретение может быть дополнительно частично основано на понимании того, что при помощи модульной режущей головки, описанной в примерном варианте осуществления, вполне возможно обеспечить базовую деталь или инструментальную оправку с различными соответствующими материалами, отвечающими требованиям в отношении, например, прочности. Таким образом, базовая деталь, подвергающаяся меньшему механическому воздействию, чем, например, держатель режущего долота, может содержать другой материал, нежели держатель режущего долота.
Настоящее изобретение может быть дополнительно частично основано на понимании того, что, благодаря сменным инструментальным оправкам, режущие долота могут быть выполнены в виде несъемного элемента, с поддержкой держателей режущего долота. Это может привести к тому, что система удерживания съемных режущих долот не понадобится и, таким образом, это может уменьшить комплексность всей режущей головки.
В дальнейшем, подробные характеристики модульной режущей головки, описанной в примерном варианте осуществления, описываются согласно прилагаемым чертежам. Согласно Рис. 1 изображается перспективный вид режущей головки 10, имеющей ось вращения 12. Режущая головка 10 включает базовую деталь 20, множество инструментальных оправок 40, множество держателей режущих долот 50, прикрепленных к множеству инструментальных оправок 40, и множество режущих долот 60. Каждое множество режущих долот 60 может поддерживаться при вращении одним из множества держателей режущего долота 50.
На рис. 1 изображена режущая головка 10 с четырьмя инструментальными оправками, а именно, первой инструментальной оправкой 41, второй инструментальной оправкой 42, третьей инструментальной оправкой 43 и четвертой инструментальной оправкой 44. Первая, вторая, третья и четвертая инструментальные оправки 41, 42, 43, 44 концентрически расположены на базовой детали 20 относительно оси вращения 12.
Базовая деталь 20 может дополнительно включать центральное отверстие 30, проходящее через базовую деталь 20 вдоль оси вращения 12 (см. также Рис. 2). Центральное отверстие 30 выполнено с возможностью приема вкладыша привода 31, получающего крутящий момент от приводного блока и передувающего крутящий момент базовой детали 20 и, тем самым, на множество инструментальных оправок 40 и множество режущих долот 60, выполненных с возможностью зацепления горной породы.
Как показано далее на Рис. 1, каждое из множества режущих долот 60 может иметь специфическую ориентацию относительно оси вращения 12. Специфическая ориентация множества режущих долот 60 будет описана со ссылкой на Рис. 5.
Каждый из множества держателей режущих долот 50, как изображено на Рис. 1, прикреплен к множеству инструментальных оправок 40, посредством, например, сварки. В некоторых вариантах осуществления каждый или некоторые из множества держателей режущих долот 50 могут быть выполнены, как единое целое с множеством инструментальных оправок 40.
Обратимся теперь к Рис. 2, на котором более подробно изображен вид в разрезе базовой детали 20. Как показано на Рис. 2, базовая деталь 20 включает в основном конусообразную форму и обеспечивает множество ступеней 21, а именно первую ступень 22 вторую ступень 24, третью ступень 26 и четвертую ступень 28. Каждая из множества ступеней 21 расположена по окружности вокруг оси вращения 12.
Первая ступень 22 имеет первую высоту H1, внутренний диаметр d1 и внешний диаметр d2, тем самым определяя первую приемную часть инструментальной оправки 23. Вторая ступень 24 имеет вторую высоту Н2, внутренний диаметр d2 и внешний диаметр d3, тем самым определяя вторую приемную часть инструментальной оправки 25. Третья ступень 26 имеет третью высоту Н3, внутренний диаметр d3 и внешний диаметр d4, тем самым определяя третью приемную часть инструментальной оправки 27. Четвертая ступень 28 имеет четвертую высоту Н4, внутренний диаметр d4 и внешний диаметр d5, тем самым определяя четвертую приемную часть инструментальной оправки 29. Базовая деталь 20 содержит, таким образом, конусообразную ступенчатую конфигурацию и может быть выполнена из, например, серого литейного чугуна, литой стали или кованой стали, поскольку базовая деталь 20 не подвергается высоким механическим нагрузкам.
Центральное отверстие 30 базовой детали 20 включает приемную часть вкладыша привода 32, выполненную с возможностью приема вкладыша привода 31, (см. Рис. 3). Приемная часть вкладыша привода 32 может включать отверстие, имеющее первый диаметр d1, и конический паз, имеющий меньший диаметр, чем первый диаметр d1. Конический паз может быть выполнен с возможностью центровки приводного вкладыша 31 относительно оси вращения 12. Приводной вкладыш 31 соединен с приводным устройством (не показано явно на чертежах), таким, например, как электродвигатель или гидравлический двигатель, имеющий редуктор, с возможностью движения для приведения в движение режущей головки 10.
Приводной вкладыш 31 крепится к получающей части приводного вкладыша 32, посредством впрессовки, так что приводной вкладыш 31 предохранен от вращения относительно базовой детали 20. Для крепления режущей головки 10 на приводном устройстве, винт (не показано) может быть вставлен сверху через отверстие 34, и головка винта может быть размещена в части центрального отверстия 36.
Как показано на Рис. 2, приемная часть приводного вкладыша 32 включает ступенчатую конфигурацию, соответствующую ступенчатой конфигурации приводного вкладыша 31. Диаметр приемной части приводного вкладыша 32 может соответствовать первому диаметру D1. Однако, в некоторых вариантах осуществления, приемная часть приводного вкладыша 32 может включать любой другой подходящий диаметр для приема приводного вкладыша 31 и для передачи крутящего момента от приводного устройства к режущей головке 10.
Каждая из множества ступеней 21 включает по меньшей мере одно центрирующее отверстие 38, выполненное с возможностью приема штифта 39 (см. Рис. 3), зацепляющего одну из множества инструментальных оправок 40. В частности, как изображено на Рис. 2, каждая из множества ступеней 21 включает четыре центрирующих отверстия 38 (два из них изображены на Рис. 2), расположенные симметрично на каждой ступени вокруг окружности базовой детали 20.
Базовая деталь 20 дополнительно включает первое крепежное отверстие 72 и второе крепежное отверстие 74. Первое крепежное отверстие 72 и второе крепежное отверстии 74 выполнены с возможностью, соответственно, приема крепежного устройства, например, винта, зацепляющего, например, первую инструментальную оправку 41 для его фиксации на базовой детали 20. Однако, в некоторых вариантах осуществления больше или меньше, чем два винта крепежного отверстия 72, 74 могут быть предусмотрены для фиксации множества инструментальных оправок 40 на базовой детали 20.
Базовая деталь 20 также включает кольцевую канавку уплотнения 80, расположенную вокруг оси вращения 12 в нижней части режущей головки 10. Кольцевая канавка уплотнения 80 выполнена с возможностью размещения уплотнительного кольца (не показано) для уплотнения соединения с режущим станком.
Обратимся теперь к Рис. 3, на котором более подробно изображен вид в разрезе режущей головки 10, включая базовую деталь 20, изображенную на Рис. 2, и множество инструментальных оправок 40, прикрепленных к базовой детали 20. На Рис. 3 первая инструментальная оправка 41 расположена на первой приемной части инструментальной оправки 23 первой ступени 22. Вторая инструментальная оправка 42 расположена на второй приемной части инструментальной оправки 25 второй ступени 24. Третья инструментальная оправка 43 расположена на третьей приемной части инструментальной оправки 27 второй ступени 24. Четвертая инструментальная оправка 44 расположена на четвертой приемной части инструментальной оправки 29 четвертой ступени 28.
В частности, внутренние диаметры d1, d2, d3, d4 соответствующих ступеней 22, 24, 26, 28 соответствуют внутренним диаметром инструментальных оправок 41, 42, 43, 44 таким образом, что каждая из множества инструментальных оправок 40 неподвижно расположены на соответствующей приемной части инструментальной оправки 23, 25, 27, 29.
Наружный диаметр D1 первой инструментальной оправки 41 больше, чем внутренний диаметр d2 второй ступени 24 настолько, что первая инструментальная оправка 41 перекрывает вторую инструментальную оправку 42. Аналогичным образом, внешние диаметры D2 и D3 второй и третьей инструментальных оправок 42 и 43, соответственно, больше, чем соответствующие внутренние диаметры d3 и d4 настолько, что вторая инструментальная оправка 42 перекрывает соседнюю третью инструментальную оправку 43. Наружный диаметр D4 четвертой инструментальной оправки 44 меньше диаметра d5 настолько, что четвертая инструментальная оправка 44 выступает из базовой детали 20 не в осевом направлении. В общем, внешний диаметр инструментальной оправки может быть больше, чем внутренний диаметр смежной нижней инструментальной оправки насколько, что верхняя инструментальная оправка может перекрывать нижнюю инструментальную оправку.
Как также изображено на Рис. 3, в связи с перекрытием соседних инструментальных оправок 41 входит в зацепление со второй инструментальной оправкой 42, вторая инструментальная оправка 42 входит в зацепление с третьей инструментальной оправкой 43, а третья инструментальная оправка 43 входит в зацепление с четвертой инструментальной оправкой 44.
В частности, каждая из множества инструментальных оправок 40 включает по меньшей мере одну выемку инструментальной оправкой 46 и по меньшей мере один выступ инструментальной оправки 48. Применение множества инструментальных оправок 40 будет описано более подробно со ссылкой на Рис. 6-8, изображающих специфическую конфигурацию инструментальной оправки более подробно.
Как показано на Рис. 3, режущая головка 10 дополнительно включает крепежный механизм 70. На Рис. 3 крепежный механизм 70, в соответствии с первым вариантом осуществления, включает первый крепежный винт 73, проходящий через первое крепежное отверстие 72, и второй крепежный винт 75, проходящий через второе крепежное отверстие 74. Первый крепежный винт 73 и второй крепежный винт 75 имеют соответствующую резьбу в самой верхней инструментальной оправке из множества инструментальных оправок 40, которая представляет собой первую инструментальную оправку 41 на Рис. 3. В частности, самая верхняя инструментальная оправка включает наименьший внутренний и внешний диаметр d1, D1.
В связи с множеством перекрывающих инструментальных оправок 40, зацепляющих друг друга, и крепления первым и вторым крепежными винтами 73, 75, также другие инструментальные оправки, а именно вторая, третья и четвертая инструментальные оправки 42, 43 и 44 могут крепиться к базовой детали 20.
Однако, в некоторых вариантах осуществления множество инструментальных оправок 40 не могут перекрывать друг друга. В таких случаях, базовая деталь 20 может включать дополнительные крепежные отверстия. Например, базовая деталь 20 может включать два крепежных отверстия для приема соответствующих крепежных винтов инструментальных оправок, выполненных с возможностью закрепления каждой из множества инструментальных оправок на базовой детали 20. В таких случаях, каждая из множества инструментальных оправок 40 могут быть заменены без демонтажа, например, по меньшей мере одной из инструментальных оправок, лежащей выше.
Специфическое расположение множества инструментальных оправок 40 друг к другу определяется штифтами 39. Каждый штифт 39 может быть выполнен с возможностью передачи и приема любых осевых или радиальных сил от режущих долот 60 к базовой детали 20, например, движущие силы, возникающие от приводного устройства.
Обратимся теперь к Рис. 4, на котором более подробно изображено крепежное устройство 70, описанное во втором варианте осуществления. Другие компоненты, которых уже были представлены и объяснены со ссылкой на Рис. 3, имеют те же ссылочные позиции, которые используются на Рис. 3.
Крепежный механизм 70, изображенный на Рис. 4, включает резьбу для контргайки 76, предусмотренную на верхней части базовой детали 20, и контргайку 78, находящуюся в зацеплении с резьбой для контргайки 76. Контргайка 78 соприкасается с и надежно закрепляет первую инструментальную оправку 41, которая является самой верхней инструментальной оправкой и которая имеет наименьший внутренний и внешний диаметры d1, D1, на базовой детали 20. В связи с наличием перекрывающих инструментальных оправок 40, зацепляющихся друг с другом с помощью закрепления контргайки 78, также другие инструментальные оправки, а именно вторая, третья и четвертая инструментальные оправки 42, 43 и 44 могут крепиться к базовой детали 20.
В третьем варианте осуществления (не показано явно на чертежах), байонетный соединитель может быть использован для надежного крепления самой верхней инструментальной оправки к базовой детали 20.
Обратимся теперь к Рис. 5, на котором изображен вид сверху базовой детали 10. Режущая головка 10 включает множество инструментальных оправок 40. Каждая из инструментальных оправок 40 включает множество держателей режущих долот 50, поддерживающих множество режущих долот 60 (не показано явно на Рис. 5).
В частности, первая инструментальная оправка 41 включает по меньшей мере один первый держатель режущего долота 51, вторая инструментальная оправка 42 включает по меньшей мере один держатель режущего долота 52, третья инструментальная оправка 43 включает по меньшей мере один держатель режущего долота 53, и четвертая инструментальная оправка 44 включает по меньшей мере один держатель режущего долота 54. Каждый из множества держателей режущего долота 51, 52, 53, 54 выполнен как единое целое с соответствующей инструментальной оправкой 41, 42, 43, 44 из множества инструментальных оправок 40. В некоторых вариантах осуществления каждый или некоторые из множества держателей режущих долот 50 могут быть неподвижно или с возможностью съема прикреплены к соответствующей инструментальной оправке из множества инструментальных оправок 40.
Как еще показано на Рис. 5, каждая из множества инструментальных оправок 40 включает шесть держателей режущего долота, расположенных симметрично вокруг оси вращения 12. Однако, в некоторых вариантах осуществления каждая или некоторые из множества инструментальных оправок 40 может включать больше или меньше шести держателей режущего долота 50, которые также могут быть симметрично или, в некоторых случаях, асимметрично расположенные вокруг оси вращения 12.
Множество держателей режущего долота 50, и, таким образом, множество режущих долот 60 расположены между собой так, как показано на Рис. 5. В частности, множество держателей режущего долота 50 разделены на шесть групп держателей режущего долота. Две из шести групп держателей режущего долота, а именно первая группа держателей режущего долота 61 и вторая группа держателей режущего долота 62, описаны более подробно ниже. Однако те функции, которые описаны в отношении первой и второй группы держателей режущего долота 61, 62, могут аналогичным образом применяться к другим группам держателей режущего долота.
Как показано на Рис. 5, первая группа держателей режущего долота 61 включает держатель режущего долота 51 с продольной осью 81, держатель режущего долота 52 с продольной осью 82, держатель режущего долота 53 с продольной осью 83 и держатель режущего долота 54 с продольной осью 84. В частности, продольные оси 81, 82, 83, 84 могут быть также продольными осями соответствующих режущих долот, поддерживаемых держателями режущего долота 51, 52, 53, 54.
Первая продольная ось 81 может образовывать угол α со второй продольной осью 82. Аналогичным образом вторая продольная ось 82 может также образовывать угол α с третьей продольной осью 83, а третья продольная ось 84 может также образовывать угол α с четвертой продольной осью 84. Угол α может равняться, например, приблизительно 10°-20°.
Однако, в некоторых вариантах осуществления углы между первой, второй, третьей и четвертой продольными осями 81, 82, 83, 84 могут быть не идентичны и, следовательно, могут представлять собой разные углы.
Кроме того, между продольной осью 81 держателя режущего долота 51 первой группы держателей режущего долота 61 и продольной осью 81' держателя режущего долота 51' второй группы держателей режущего долота 62 образован угол β. Угол β может равняться, например, приблизительно 50°-70°. В некоторых вариантах осуществления в случае, когда множество держателей режущего долота 50 симметрично расположено на каждой из множества инструментальных оправок 40, угол β может быть равен 360°/n, где n - это число режущих долот на соответствующей инструментальной оправке.
Следует отметить, что число держателей режущего долота может также варьироваться между множеством инструментальных оправок 40. Например, первая инструментальная оправка 41 может включать шесть держателей режущего долота и, следовательно, шесть режущих долот, в то время как вторая инструментальная оправка 42 может включать больше или меньше шести держателей режущего долота и, следовательно, больше или меньше шести режущих долот.
Согласно Рис. 6 и 9, в примерном варианте осуществления инструментальная оправка, например, первая инструментальная оправка 41 описывается более подробно. Как уже было описано выше, первая инструментальная оправка 41 включает шесть держателей режущего долота 50. Однако, в некоторых вариантах осуществления первый инструментальная оправка 41 может также включать больше или меньше шести держателей режущего долота 50.
Обратимся к Рис. 6, на котором изображен вид в перспективе первой инструментальной оправки 41. Инструментальная оправка 41 включает кольцевой корпус 90 и множество держателей режущего долота 50, каждый из которых поддерживает одно из множества режущих долот 60. Каждое множество режущих долот 60 может поддерживаться при вращении одним из множества держателей режущего долота 50. Как показано на Рис. 6, инструментальная оправка 41 включает паз инструментальной оправки 46, например, канавку инструментальной оправки, расположенной по окружности вокруг кольцевого корпуса 90.
Согласно Рис. 7 изображается вид в разрезе первой инструментальной оправки 41, проходящей вдоль линии VII-VII, изображенной на Рис. 6. Как показано, кольцевой корпус 90 включает первую торцовую сторону 92, вторую торцевая сторона 94, расположенную напротив первой торцевой стороны 92, внешнюю боковую поверхность и внутреннюю боковую поверхность. Первая торцевая сторона 92 обращена в сторону верхней части (см., например, Рис. 2), по существу, конической базовой детали 20, в то время как вторая торцевая сторона 94 обращена к противоположной стороне верхней части. В соответствии с настоящим изобретением, множество держателей режущего долота 50 прикреплены к первой торцевой стороне 92. Как показано на Рис. 7, множество держателей режущего долота 50 выполнено как единое целое с кольцевым корпусом 90 на первой торцевой стороне 92.
Кольцевой корпус 90 включает в основном прямоугольное поперечное сечение. Однако, в некоторых вариантах осуществления кольцевой корпус 90 может включать любую другую подходящую форму поперечного сечения, например, круглое поперечное сечение, овальное поперечное сечение или квадратное поперечное сечение.
Паз инструментальной оправки 46, как показано на Рис. 7, в виде канавки проходящий по окружности вокруг кольцевого корпуса 90, также расположен на первой торцевой стороне 92. Паз инструментальной оправки 46 расположен по направлению внутрь относительно множества симметрично расположенных держателей режущего долота 50.
Кроме того, как показано на Рис. 7, инструментальная оправка 41 также включает выступ инструментальной оправки 48, который проходит от второй торцевой стороне 94. Выступ инструментальной оправки 48 изображен на рис. 7, как кольцевая втулка, проходящая по окружности вокруг кольцевого корпуса 90 на его дальнем конце. Таким образом, выступ инструментальной оправки 48 расположен по направлению наружу относительно множества симметрично расположенных держателей режущего долота 60.
Инструментальная оправка 41 дополнительно включает по меньшей мере одно отверстие 96, выполненное с возможностью приема штифта 39 (см. Рис 3) и совмещения с по меньшей мере одним отверстием 38 базовой детали 20, когда инструментальная оправка 41 располагается на соответствующей принимающей части инструментальной оправки 23 на первой ступени 22 (см. Рис. 2).
Следует отметить, что места расположения паза инструментальной оправки 46 и выступа инструментальной оправки 48 могут также отличаться от конфигурации, изображенной на Рис. 7. Например, инструментальная оправка 46 может быть расположена на второй торцевой стороне 94, в то время как инструментальная оправка 48 может быть расположена на первой торцевой стороне 92. Кроме того, независимо от вышесказанного, паз инструментальной оправки 46 может быть расположен по направлению наружу относительно множества симметрично расположенных держателей режущего долота 60, в то время как выступ инструментальной оправки 48 может быть расположен по направлению внутрь относительно множества симметрично расположенных держателей режущего долота 60.
Согласно Рис. 3, выступ 48 инструментальной оправки 41 выполнен с возможностью зацепления паза второй инструментальной оправки 42, поскольку первая инструментальная оправка 41 частично перекрывает вторую инструментальную оправку 42. Таким образом, форма выступа инструментальной оправки 48 может соответствовать форме соответствующего паза инструментальной оправки, вмещающего выступ инструментальной оправки 48.
Конфигурация паза инструментальной оправки 46 и выступа инструментальной оправки 48, находящихся в зацеплении друг с другом, не ограничена конфигурацией, изображенной на Рис. 7. Например, по меньшей мере один паз инструментальной оправки 47 на Рис. 8 может быть образован отверстием, и по меньшей мере один выступ инструментальной оправки 49 может быть образован штифтом, выступающим из второй торцевой стороны 94. Места расположения соответствующего паза инструментальной оправки 47 и выступа инструментальной оправки 49 могут быть определены необходимой ориентацией множества держателей режущего долота 50 и множеством режущих долот 60.
Как также показано на Рис. 8, инструментальная оправка 41 также включает уже вышеупомянутое отверстие 96 для приема штифта 39.
Обратимся теперь к Рис. 9, на котором подробно изображен один из множества держателей режущего долота 50, например, держатель режущего долота 51, изображенный на Рис. 5. Держатель режущего долота 51 поддерживает режущие долота 60 с возможностью вращения в глухом отверстии держателя режущего долота 56. Таким образом, диаметр режущего долота 60 может быть существенно меньше, чем диаметр глухого отверстия держателя режущего долота 56.
Глухое отверстие держателя режущего долота 56 может также включать подрезанную секцию 58, расположенную на нижнем конце глухого отверстия держателя режущего долота 56, что означает, на самом глубоком участке глухого отверстия держателя режущего долота 56. Режущее долото 60 включает нижнюю часть 64 и режущую часть 66, выполненную с возможностью зацепления материала, подлежащего извлечению.
Режущее долото 60 может быть выполнено в виде несъемного элемента, с поддержкой держателя режущего долота 51, таким образом, что режущее долото 60 имеет расширенный диаметр в его нижней части, в общем соответствующий подрезанной секции 58. Таким образом, режущее долото 60 предохраняется от расцепления с держателем режущего долота 51, что означает, от выпадания из глухого отверстия держателя режущего долота 56. Однако, следует отметить еще раз, что режущее долото 60 до сих пор поддерживается с возможностью вращения держателем режущего долота 51.
Как также изображено на Рис. 9, ось вращения режущего долота 60 может образовывать угол γ с плоской поверхностью соответствующей ступени (обозначенной горизонтальной штрихпунктирной линией на Рис. 9) базовой детали 20. Угол γ может равняться, например, приблизительно 20°-45°.
В дальнейшем может быть подробно описан примерный процесс сборки режущего долота 60 в держателе режущего долота 51. Во-первых, режущее долото 60, изначально имеющее по существу цилиндрическую форму, может быть нагрет до заданной температуры, пригодной для механической деформации режущего долота 60. Затем нижняя часть 64 режущего долота 60 вводится в глухое отверстие держателя режущего долота 56 так, что нижняя часть 64 по меньшей мере частично выступает в подрезанной секции 58 Предпочтительно, нижняя часть 64 вводится в глухое отверстие держателя режущего долота 58 до тех пор, пока нижняя часть 64 режущего долота 60 не достигнет самой глубокой точки глухого отверстия держателя режущего долота 56, в частности, самой глубокой точки подрезанной секции 58.
Применяя силу сжатия к режущему долоту 60 в направлении вдоль продольной оси 81, нижняя часть 64 режущего долота 60 может быть деформирована до тех пор, пока нижняя часть 64 по меньшей мере частично не примет форму подрезанной секции 58. Таким образом, режущее долото 60 устанавливается на держателе режущего долота без возможности снятия 51, но в то же время с возможностью вращения вокруг продольной оси 81. Каждая из множества инструментальных оправок 40 может состоять из, например, высокопрочной стали, способной выдерживать высокие механические нагрузки.
На Рис. 10-15 изображена модульная режущая головка 110, описанная в дополнительном примерном варианте осуществления. Это явно означает, что признаки, описанные со ссылкой на Рис. 1-9, действительно также по меньшей мере частично применяются к варианту осуществления, изображенному на Рис. 10-15, в случае необходимости.
Согласно Рис. 10 изображается перспективный вид дополнительной модульной режущей головки 110, имеющей ось вращения 112. Режущая головка 110 включает базовую деталь 120 (см. Рис. 11-13), множество инструментальных оправок 140, множество держателей режущих долот 150, прикрепленных к множеству инструментальных оправок 140, и множество режущих долот (не показано). Каждое множество режущих долот может поддерживаться при вращении одним из множества держателей режущего долота 150.
На рис. 10 изображена режущая головка 110 с четырьмя инструментальными оправками, а именно, первой инструментальной оправкой 141, второй инструментальной оправкой 142, третьей инструментальной оправкой 143 и четвертой инструментальной оправкой 144. Первая, вторая, третья и четвертая инструментальные оправки 141, 142, 143, 144 концентрически расположены вокруг оси вращения 112 и прикреплены к базовой детали 120. Однако, модульная режущая головка 110 может включать меньше или больше четырех инструментальных оправок 140.
Как дополнительно показано на Рис. 10, режущая головка 110 включает по меньшей мере один смазочный ниппель 111, установленный, например, на четвертой инструментальной оправке 144. По меньшей мере, один смазочный ниппель 111 выполнен с возможностью применить смазывающие средства, такие как смазки и т.п., в промежуточном пространстве, образованном между инструментальным барабаном (не показано на чертежах), к которому крепится режущая головка 110, и вращающейся режущей головкой 110, которая будет подробно описана ниже.
Согласно Рис. 11 изображается вид в разрезе модульной режущей головки 110, изображенной на Рис. 10, проходящей вдоль линии XI-XI, изображенной на Рис. 10. Базовая деталь 120 может включать центральное отверстие 130, проходящее через базовую деталь 120 вдоль оси вращения 112. Центральное отверстие 130 включает вкладыш привода 131, получающий крутящий момент от приводного блока и передающего крутящий момент на базовую деталь 120 и, тем самым, на множество инструментальных оправок 140 и множество режущих долот, выполненных с возможностью зацепления горной породы.
Как показано далее на Рис. 11, каждое из множества режущих долот может иметь специфическую ориентацию относительно оси вращения 112. Специфическая ориентация множества режущих долот представлена и описана со ссылкой на Рис. 5.
Каждый из множества держателей режущих долот 150, как изображено на Рис. 11, прикреплен к множеству инструментальных оправок 140, посредством, например, сварки. В некоторых вариантах осуществления каждый или некоторые из множества держателей режущих долот 150 могут быть выполнены, как единое целое с множеством инструментальных оправок 140.
Базовая деталь 120 имеет, по существу, коническую форму и обеспечивает коническую боковую поверхность 121, воплощающую собой контактную поверхность для инструментальных оправок 140. Каждая из внутренних частей кольцевых инструментальных оправок 141, 142, 143, 144 по существу соответствует наружному диаметру конической базовой детали 120 при соответствующем осевом положении относительно оси вращения 112. Кольцевые инструментальные оправки 140 будут описаны более подробно со ссылкой на Рис. 14 и 15.
Центральное отверстие 130 базовой детали 120 включает вкладыш привода 131, выполненный как единое целое с базовой деталью 120. Однако, как и базовая деталь 20, изображенная на Рис. 2, базовая деталь 120 может также включать приемную часть вкладыша привода, выполненную с возможностью приема отдельно выполненного вкладыша привода 131. Принимающая часть вкладыша привода может быть сконфигурирована так, как это описано в отношении приемной части вкладыша привода 32, изображенной на Рис. 2.
Для прикрепления режущей головки 110 приводного устройства, винт 114 может быть вставлен сверху через отверстие 134. Винт 114 может быть принят по соответствующей резьбе (не показано), образованной в приводном устройстве, которое также состыковывается с вкладышем привода 131.
Режущая головка 110 дополнительно включает механизм предотвращения вращения, выполненный с возможностью предотвращения относительного перемещения между по меньшей мере одной инструментальной оправкой 140 и базовой деталью 120, особенно для предотвращения вращательного движения по меньшей мере между одной инструментальной оправкой 140 и базовой деталью 120. Например, механизм предотвращения вращения включает по меньшей мере одну призматическую шпонку 138, прикрепленную к боковой поверхности 121 базовой детали 120. Как показано в качестве примера на Рис. 11, призматическая шпонка 138 крепится к базовой детали 120 с помощью, например, по меньшей мере одного винта. Однако, в дополнительных примерах, по меньшей мере, одна призматическая шпонка 138 может быть прикреплена к базовой детали посредством, например, сварки, склеивания или другими способами крепления. В некоторых вариантах осуществления по меньшей мере одна призматическая шпонка 138 может быть выполнена как единое целое с базовой деталью 120.
В примерном варианте осуществления, описанном в данном документе, три призматические шпонки 138 симметрично прикреплены к базовой детали 120 вокруг окружности боковой поверхности 121, в том же осевом положении относительно оси вращения 112 (см., в частности, Рис. 13). В некоторых вариантах осуществления, может быть меньше или больше трех призматических шпонок 138, расположенных вокруг окружности боковой поверхности 121 В некоторых дополнительных вариантах осуществления призматические шпонки 138 могут быть предусмотрены в различных осевых положениях относительно оси вращения 112.
В предпочтительном варианте осуществления по меньшей мере одна призматическая шпонка 138 крепится к базовой детали 120 таким образом, что ее продольная ось не пересекает ось вращения 112. Таким образом, по меньшей мере, одна призматическая шпонка 138 в общем прямоугольной формы, по существу, проходит от верха до низа по боковой поверхности 121. В некоторых вариантах осуществления, по меньшей мере, одна призматическая шпонка 138 может быть прикреплена наклонно на боковой поверхности 121 так, что по меньшей мере одна инструментальная оправка 140, зацепляющий призматическую шпонку 138, может быть частично навинчена на базовую деталь 120.
По меньшей мере одна призматическая шпонка 138 выполнена с возможностью зацепления по меньшей мере одной инструментальной оправки 140 для целей предотвращения относительного перемещения между базовой деталью 140 и по меньшей мере одной инструментальной оправкой 140. Как показано на Рис. 11, призматическая шпонка 138 входит в зацепление с третьей инструментальной оправкой 143 так, что третья инструментальная оправка 143 блокируется в окружном направлении и, следовательно, лишена возможности вращения по сравнению с базовой деталью 120.
Обратимся к Рис. 12, на котором изображен вид в разрезе, выполненный по линии XII-XII, изображенной на Рис. 11. Как показано на Рис. 12, механизм предотвращения вращения дополнительно включает множество блокирующих элементов 139, расположенных на границах между соответствующими инструментальными оправками 141, 142, 143, 144. Блокирующие элементы 139 выполнены с возможностью предотвращения относительного перемещения между соседними инструментальными оправками 140. В примерном варианте осуществления, изображенном на Рис. 12, три блокирующих элемента 139, по существу, в виде шаров выполнены на каждой границе между двумя соседними инструментальными оправками 140. В некоторых других примерах, может быть предусмотрено меньше или больше трех блокирующих элементов 139 на каждой границе между двумя соседними инструментальными оправками 140.
При обеспечении механизм предотвращения вращения, имеющего по меньшей мере одну призматическую шпонку 138 в комбинации с по меньшей мере одним блокирующим элементом 139 на соответствующих границах между двумя соседними инструментальными оправками 140, инструментальные оправки 140 лишены возможности вращательного движения по отношению к базовой детали 120. Таким образом, может быть обеспечено правильное функционирование режущей головки 110.
Форма блокирующих элементов 139 не ограничена только шаром, изображенным на Рис. 12. В некоторых вариантах осуществления блокирующие элементы 139 могут включать любую подходящую форму для целей предотвращения относительного вращательного перемещения между соседними инструментальными оправками 140, например, они могут иметь форму кубоида, многоугольника или пирамиды.
Блокирующие элементы 139 вставляются в соответствующие блокирующие пазы 196, образованные на первой и второй торцевых сторонах 192, 194 кольцевых инструментальных оправок 140 (см. Рис. 14 и 15), что означает, блокирующие элементы 139 прикреплены не неподвижно к одной из соответствующих инструментальных оправок 140.
Как также показано на Рис. 12, смазочный ниппель 111 прикреплен к отверстию смазочного ниппеля 113, предусмотренному на четвертой инструментальной оправке 144, и проходит наклонно относительно оси вращения 112. Смазочный ниппель 111 выполнен с возможностью применить смазку в промежуточное пространство между центральным отверстием 130 и внешней стороной. Таким образом, смазка может выступать как, например, грязевой щиток, предотвращающий от попадания любой грязи, например, угля, из вне в центральное отверстие 130, которая могла бы повлиять на надлежащее функционирование режущей головки 110.
Подобно вариантам осуществления, изображенным на Рис. 3 и 4, режущая головка 110 также включает крепежный механизм 170, который похож на крепежный механизм 70, изображенный на Рис. 4. Крепежный механизм 170, изображенный на Рис. 12, включает резьбу для контргайки 176, предусмотренную на верхней части базовой детали 20, и контргайку 178, находящуюся в зацеплении с резьбой для контргайки 176.
Вид в перспективе иллюстративной базовой детали 120 изображен на рис. 13. Как можно видеть на Рис. 13, три призматические шпонки 138 расположены симметрично вокруг окружности боковой поверхности 121.
Согласно Рис. 14 и 15, изображаются виды в перспективе примерной инструментальной оправки 140. В частности, в целях иллюстрации, Рис. 14 и 15 изображают виды в перспективе второй инструментальной оправки 142. Однако, признаки, описанные в отношении инструментальной оправки 142, могут аналогичным образом применяться к инструментальным оправкам 141, 143, 144, отличающихся размерами относительно внутреннего и внешнего диаметров.
Инструментальная оправка 142 включает кольцевой корпус 190 и множество держателей режущего долота 150 (не показано явно на Рис. 14 и 15), каждый из которых поддерживает одно из множества режущих долот. Кольцевой корпус 190 включает первую торцовую сторону 192, вторую торцевая сторона 194, расположенную напротив первой торцевой стороны 192, часть внешней боковой поверхности, включающей угловой шаг 107, и внутреннюю боковую поверхность 193. Первой торцевой стороной 192 может выступать верхняя торцевая сторона, расположенная на расстоянии от инструментального барабана, в то время как второй торцевой стороной 194 может выступать нижняя торцевая сторона, обращенная в сторону инструментального барабана
Кольцевая инструментальная оправка 142 включает внутреннюю часть 191, обеспечивающую конусообразную боковую внутреннюю поверхность 193 по существу соответствующую боковой поверхности 121 базовой детали 120 при соответствующем осевом положении по отношению к оси вращения 112. Боковая поверхность 193 включает по меньшей мере одну канавку призматической шпонки 195, выполненную таким образом, чтобы соответствовать по меньшей мере одной призматической шпонке 138. В частности, количество канавок призматической шпонки 195 соответствует количеству призматических шпонок 138. В примерном варианте осуществления, изображенном на Рис. 14 и 15, предусмотрено наличие трех канавок призматической шпонки 195, расположенных симметрично на внутренней части 193 Канавки призматической шпонки 195 ориентированы таким образом, что их ориентация по существу соответствует ориентации призматической шпонки 138. Таким образом, продольные оси канавок призматической шпонки 195 пересекаются с осью вращения 112 базовой детали 120.
В некоторых вариантах осуществления, в случае если призматические шпонки 138 ориентированы наклонно, канавки призматической шпонки 138, соответственно, могут быть наклонно ориентированы таким образом, что инструментальная оправка 142 может быть по меньшей мере частично навинчена на базовую деталь 120 с тем, чтобы канавки призматической шпонки 195 совпадали с призматическими шпонками 138.
На первой торцевой стороне 192 кольцевой корпус 190 включает по меньшей мере один блокирующий паз 196, по существу, соответствующий по меньшей мере одному блокирующему элементу 139. В варианте осуществления, изображенном на Рис. 14 и 15, существует три блокирующих паза 196, предусмотренные в виде по существу, полусферических пазов 196, образованных в кольцевом корпусе 190 на первой торцевой стороне 192 (см. Рис. 15). Аналогичным образом также существует три блокирующих паза 196, предусмотренные в виде по существу, полусферических пазов 196, образованных в кольцевом корпусе 190 на второй торцевой стороне 194 (см. Рис. 14). В некоторых вариантах осуществления блокирующие пазы 196 могут иметь другую форму, по существу соответствующую форме блокирующих элементов 139.
При наличии инструментальных оправок 141, 142, 143, 144, установленных на базовой детали 120, по меньшей мере канавки призматической шпонки 195 третьей инструментальной оправки 143 имеют сцепление с призматическими шпонками 138, так что вращательное перемещение по меньшей мере третьей инструментальной оправки 143 относительно базовой детали 120 заблокировано. При дополнительном обеспечении множества блокирующих элементов 139, вставленных в множество блокирующих пазов 196, вращательные перемещения между соседними инструментальными оправками 140 дополнительно предотвращаются. Таким образом, достигается определенная ориентация и положение инструментальных оправок 140 по отношению друг к другу и по отношению к базовой детали 120.
Подобно Рис. 7, каждая из инструментальных оправок 140 может включать выступ инструментальной оправки 48, например, кольцевую втулку, и паз инструментальной оправки 46, например, кольцевую канавку (не показана на Рис. 14 и 15). Выступ инструментальной оправки 48 и паз инструментальной оправки паз 46 выполнены на первой и второй торцевых сторонах 92, 94, соответственно, и выполнены с возможностью, соответственно, совпадать с размерами с выступа инструментальной оправки 48 и паза инструментальной оправки 46 соседней инструментальной оправки 140.
Множество держателей режущих долот 150 прикреплены к кольцевому корпусу 190, например, на угловом шаге 197. В некоторых вариантах осуществления множество держателей режущих долот 150 могут быть прикреплены к кольцевому корпусу 190 на плоской угловой поверхности 198.
В других примерных вариантах осуществления ступенчатая базовая деталь 20, изображенная на Рис. 1-4, может также включать по меньшей мере одну призматическую шпонку, прикрепленную к базовой детали 20 или выполненной, как единого целого с ней. В частности, призматические шпонки могут затем быть расположены вертикально на одной из стадий. В таких вариантах осуществления кольцевые инструментальные оправки 40 могут включать, по аналогии с кольцевыми инструментальными оправками 140, изображенными на Рис. 14 и 15, по меньшей мере одну канавку призматической шпонки на их внутренней боковой поверхности, которые соответствуют призматической шпонке, так, что предотвращается вращательное перемещение между базовой деталью 20 и по меньшей мере одной инструментальной оправкой 40.
Промышленная применимость
В последующем будет описана иллюстративная работа примерной режущей головки 10, раскрытой в данном изобретении, со ссылкой на Рис. 1-15.
Во время работы, вращающийся режущий барабан, включающий по меньшей мере одну примерную режущую головку 10, 110, раскрытую в данном изобретении, может вращать каждую из по меньшей мере одной режущей головки 10, 110 для целей размельчения горных пород, угля или минерального сырья в подземной шахте. В частности, приводное устройство передает крутящий момент на режущую головку 10, 110 через вкладыш привода 31, 131. По мере того как множество режущих долот 60 поддерживается множеством держателей режущих долот 50, 150 с возможностью вращения, время зацепления режущих долот 60 с, например, горной породой, краткосрочно, что может уменьшить механическую нагрузку на режущие долота 60.
Однако, по истечении определенного времени, и в связи с продолжительным механическим напряжением, режущие долота 60 могут износиться до такой степени, например, что понадобиться их заменена на новые режущие долота 60. Используя модульную режущую головку 10, 110, описанную в качестве примера, есть возможность полностью заменить инструментальную оправку, поддерживающую изношенные режущие долота 60.
В случае, например, наличия изношенных режущих долот 60 на третьей инструментальной оправке 43, 143, крепежные винты 73, 75 ослабляются таким образом, что первая и вторая инструментальные оправки 41, 42, 141, 142 могут быть сняты с базовой детали 20, 120. После чего третья инструментальная оправка 43, 143 заменяется новой инструментальной оправкой, поддерживающей новые режущие долота 60. Впоследствии, первая и вторая инструментальные оправки 41, 42, 141, 142 устанавливаются на базовую деталь 20, 120 и закрепляются на базовой детали 20, 120 посредством затяжки крепежных винтов 73, 75.
В некоторых вариантах осуществления режущие долота 60 могут быть выполнены в виде съемного элемента, с поддержкой держателей режущего долота 50, 150. В таком случае, вместо того, чтобы по отдельности заменять изношенные режущие долота 60, вполне возможно заменить соответствующую инструментальную оправку на другую инструментальную оправку, поддерживающую новые режущие долота. После чего, во время работы режущего станка, изношенные режущие долота 60 снятой инструментальной оправки могут быть заменены новыми режущими долотами 60. Это позволит уменьшить время простоя режущего станка, поскольку полная замена инструментальной оправки требует меньше времени, чем замена каждого изношенного режущего долота. За счет чего может быть увеличена эффективность режущего станка.
В данном документе описаны предпочтительные варианты осуществления данного изобретения, но существенное изменение известного объекта и модификация могут быть включены, не выходя за пределы объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОДУЛЬНАЯ РЕЖУЩАЯ ГОЛОВКА | 2014 |
|
RU2649710C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 2004 |
|
RU2276627C1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| МАШИНА ДЛЯ ПРИГОТОВЛЕНИЯ НАПИТКА | 2010 |
|
RU2491875C2 |
| РЕЖУЩЕЕ УСТРОЙСТВО (ВАРИАНТЫ) | 2008 |
|
RU2479387C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ПЛАСТИНА ДЛЯ НЕГО | 2009 |
|
RU2477671C2 |
| СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2020 |
|
RU2774235C1 |
| ПРИВОДНОЙ ИНСТРУМЕНТ | 2009 |
|
RU2494854C2 |
| ПРИВОДНОЙ ИНСТРУМЕНТ | 2009 |
|
RU2494855C2 |
Группа изобретений относится к области горного дела, в частности к сменной инструментальной оправке для модульных режущих головок. Технический результат – уменьшение времени простоя режущего станка. Режущая головка включает базовую деталь с осью вращения и множество съемных инструментальных оправок. Каждая инструментальная оправка включает в себя кольцевой корпус, имеющий первую торцевую сторону и вторую торцевую сторону, расположенную противоположно первой торцевой стороне, множество держателей режущего долота, расположенных на расстоянии друг от друга на первой торцевой стороне и выполненных с возможностью поддерживать вращение одного из множества режущих долот и, по меньшей мере, один паз инструментальной оправки, расположенный на первой торцевой стороне или на второй торцевой стороне кольцевого корпуса, выполненный с возможностью зацепления по меньшей мере одного выступа соседней инструментальной оправки, и/или по меньшей мере один выступ инструментальной оправки, проходящий от первой торцевой стороны или второй торцевой стороны кольцевого корпуса, выполненный с возможностью зацепления по меньшей мере одного паза другой соседней инструментальной оправки. 4 н. и 12 з.п. ф-лы, 15 ил.
1. Съемная инструментальная оправка (40, 41, 42, 43, 44; 140, 141, 142, 143, 144), выполненная с возможностью установки на базовой детали (20; 120) режущей головки (10; 110), устанавливаемой на инструментальный барабан, применяемый в горном деле в условиях твердых горных пород, включающая в себя:
кольцевой корпус (90; 190), имеющий первую торцевую сторону (92; 192) и вторую торцевую сторону (94; 194), расположенную противоположно первой торцевой стороне (92; 192);
множество держателей режущего долота (50; 150), расположенных на расстоянии друг от друга на первой торцевой стороне (92; 192) и выполненных с возможностью поддерживать вращение одного из множества режущих долот (60); и
по меньшей мере один паз инструментальной оправки (46), расположенный на первой торцевой стороне (92; 192) или на второй торцевой стороне (94; 194) кольцевого корпуса (90; 190), выполненный с возможностью зацепления по меньшей мере одного выступа (48) соседней инструментальной оправки (40, 41, 42, 43, 44; 140, 141, 142, 143, 144); и/или
по меньшей мере один выступ инструментальной оправки (48), проходящий от первой торцевой стороны (92; 192) или второй торцевой стороны (94; 194) кольцевого корпуса (90; 190), выполненный с возможностью зацепления по меньшей мере одного паза (46) другой соседней инструментальной оправки (40, 41, 42, 43, 44; 140, 141, 142, 143, 144).
2. Инструментальная оправка (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) по п. 1, в которой по меньшей мере один из множества держателей режущего долота (50; 150) выполнен в виде единого целого с кольцевым корпусом (90; 190).
3. Инструментальная оправка (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) по п. 1, содержащая:
по меньшей мере один паз инструментальной оправки (46) и
по меньшей мере один выступ инструментальной оправки (48), проходящий от первой торцевой стороны (92; 192) или второй торцевой стороны (94; 194), за исключением торцевой стороны, на которой расположен по меньшей мере один паз инструментальной оправки.
4. Инструментальная оправка (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) по п. 3, в которой паз инструментальной оправки (46) расположен на первой торцевой стороне (92; 192), а выступ инструментальной оправки (48) расположен на второй торцевой стороне (94; 194).
5. Инструментальная оправка (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) по п. 3 или 4, в которой
паз инструментальной оправки (46) расположен по направлению внутрь относительно множества держателей режущего долота (50; 150), идущих в радиальном направлении, и/или
выступ инструментальной оправки (48) расположен по направлению наружу относительно множества держателей режущего долота (50; 1050), идущих в радиальном направлении.
6. Инструментальная оправка (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) по п. 3, в которой паз инструментальной оправки представляет собой кольцевую канавку (46), проходящую по всей окружности кольцевого корпуса (90; 190).
7. Инструментальная оправка (40, 41, 42, 43, 44) по п. 3, в которой выступ инструментальной оправки (48) представляет собой кольцевую втулку, проходящую по всей окружности кольцевого корпуса (90; 190).
8. Инструментальная оправка (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) по п. 1, дополнительно содержащая множество режущих долот (60; 150), являющихся несъемными и поддерживаемыми множеством держателей режущего долота (50; 150).
9. Инструментальная оправка (140, 141, 142, 143, 144) по п. 1, в которой кольцевой корпус (190) включает в себя внутреннюю боковую поверхность (193) конической формы.
10. Инструментальная оправка (140, 141, 142, 143, 144) по п. 1, дополнительно содержащая по меньшей мере один паз для призматической шпонки (195), предусмотренный на внутренней боковой поверхности (193) кольцевого корпуса (90; 190) и выполненный таким образом, чтобы соответствовать призматической шпонке (138), закрепленной на базовой детали (20; 120).
11. Инструментальная оправка (140, 141, 142, 143, 144) по п. 1, дополнительно содержащая по меньшей мере один паз для блокирующего элемента (196), предусмотренный на первой торцевой стороне (192) и/или на второй торцевой стороне (194) кольцевого корпуса (190); паз для блокирующего элемента (196) соответствует размерам блокирующего элемента (139), выполненного с возможностью расположения в пазу для блокирующего элемента (196) соседних инструментальных оправок (140, 141, 142, 142, 144) для предотвращения вращательного движения соседних инструментальных оправок (140, 141, 142, 142, 144).
12. Режущая головка (10; 110) для выполнения горных работ в условиях твердых горных пород, содержащая:
базовую деталь (20; 120), имеющую ось вращения (12; 112);
множество сменных инструментальных оправок (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) по любому из пп. 1-11; каждая из множества инструментальных оправок (40, 41, 42, 43, 44) соосно расположена вокруг оси вращения (12) с возможностью съема.
13. Режущая головка (10; 110) по п. 12, в которой множество сменных инструментальных оправок (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) имеет различные диаметры.
14. Режущая головка (10; 110) по любому из п. 12 или 13, в которой базовая деталь (20; 120) имеет, по существу, конусообразную форму с пиковой частью первого диаметра (d1) и вторую часть второго диаметра (d5) и противоположно пиковой части относительно оси вращения (12; 112), первый диаметр (d1) меньше второго диаметра (d5).
15. Способ замены кольцевой инструментальной оправки (40, 41, 42, 43, 44; 140, 141, 142, 143, 144) по любому из пп. 1-11 режущей головки (10; 110), включающей в себя базовую деталь (20; 120) с осью вращения (12; 112) и множество кольцевых инструментальных оправок (40, 41, 42, 43, 44; 140, 141, 142, 143, 144), установленных вокруг оси вращения (12; 112) по отношению к базовой детали (20) с возможностью съема; данный способ включает в себя следующие этапы:
удаление по меньшей мере одной кольцевой инструментальной оправки (40, 41, 42, 43, 44; 140, 141, 142, 143, 144), имеющей по меньшей мере одно изношенное режущее долото (60) из базовой детали (20; 120); и
крепление вновь изготовленной кольцевой инструментальной оправки (40, 41, 42, 43, 44; 140, 141, 142, 143, 144), имеющей по меньшей мере одно новое режущее долото (60), к базовой детали (20; 120).
16. Способ несъемной сборки режущего долота (60) на держателе режущего долота (50) режущей головки (10), используемой при проведении подземных горных работ, причем режущее долото (60) имеет продольную ось (81, 82, 83, 84), вокруг которой вращается режущее долото (60), включающее в себя нижнюю часть (64), и держатель режущего долота (50) содержит глухое отверстие держателя режущего долота (56) с подрезанной секцией (58) на нижнем конце глухого отверстия держателя режущего долота (56); данный способ включает в себя следующие этапы:
нагревание режущего долота (60) до заранее определенной температуры;
вставка нагретого режущего долота (60) в глухое отверстие держателя режущего долота (56) таким образом, чтобы нижняя часть (64) вставленного режущего долота (60) по меньшей мере частично выступала в подрезанную секцию (58); и
применение сжимающего усилия к режущему долоту (60) вдоль продольной оси (81, 82, 83, 84) для деформации нагретого режущего долота (60) таким образом, чтобы по меньшей мере нижняя часть (64) режущего долота (60) по меньшей мере частично приняла форму подрезанной секции (58) с возможностью вращения вокруг продольной оси (81, 82, 83, 84) в пределах глухого отверстия держателя режущего долота (56).
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРНОЙ ОБРАБОТКИ ГОРНОЙ ПОРОДЫ И ДРУГИХ МАТЕРИАЛОВ, А ТАКЖЕ СПОСОБ ФРЕЗЕРОВАНИЯ ГОРНОЙ ПОРОДЫ ИЛИ ПОДОБНЫХ МАТЕРИАЛОВ С ПРИМЕНЕНИЕМ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2358104C1 |
| Исполнительный орган проходческогоКОМбАйНА | 1979 |
|
SU848627A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ И ИЗВЛЕЧЕНИЯ ЗУБКОВ ИЗ ОТРАБОТАННОГО ПОРОДОРАЗРУШАЮЩЕГО ИНСТРУМЕНТА | 1991 |
|
RU2023851C1 |
| RU 2055184 C1, 27.02.1996 | |||
| US 20040051369 A1, 18.03.2004 | |||
| US 20100244545 A1, 30.09.2010 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Устройство для наматывания волокнистой ленты на клубок | 1984 |
|
SU1273411A1 |

