Изобретение относится к обработке металлов давлением, в частности к оборудованию для производства гнутых профилей преимущественно тонкостенных труб с внутренним фальцевым швом, и может быть использовано в машиностроении при производстве несущих трубок карнизов.
Известен профилегибочный стан для изготовления замкнутых профилей типа труб с внутренним фальцевым швом, содержащий станину с установленными на ней клетями с формующими валками, между которыми размещены столы для вспомогательных роликов, и держатель с оправкой, проходящей через несколько последних клетей. (См. Давыдов В.И., Максаков М.П. «Производство гнутых тонкостенных профилей». М., Изд-во черной и цветной металлургии, 1959, приложение, рис.40-41).
Однако этот стан не обеспечивает необходимого качества внутреннего фальцевого шва, наружной цилиндричности, а также качества покрытия наружной поверхности. Вследствие трения скольжения в оправке и направляющих планках тяговое усилие проталкивания может оказаться недостаточным.
Наиболее близким техническим решением к предлагаемому является профилегибочный стан для изготовления замкнутых профилей, преимущественно труб с фальцевым швом.
Этот стан содержит станину, на которой установлены рабочие клети с формующими валками, столы для неприводных вертикальных роликов, размещенные между ними и перед валками первой клети, держатель с оправкой. Стан снабжен установленным за держателем по ходу профилирования многопарнороликовым приводным столом с поперечными пазами, размещенными в этих пазах ползунами с установленными на них дополнительными приводными формующими вертикальными роликами, а также шестеренной клетью, связанной с этим столом, смонтированной между рабочими клетями с возможностью их кинематического соединения, и размещенными за упомянутым столом между клетями дополнительными столами с приводными горизонтальными роликами, регулируемыми по высоте и кинематически связанными между собой. (См. Патент СССР №1123761, кл. В 21 D 5/06, опубл. 15.11.1984 г.).
Данный профилегибочный стан разработан на основе типового 10-клетьевого профилегибочного стана среднего типа и содержит станину, на которой размещены профилегибочные клети с формующими приводными парами валков, установленными на нижнем и верхнем рабочих валах, кинематически связанных с электроприводом.
На станине между парами валков размещены столы для неприводных боковых роликов, а на входной части стана помещен стол входных роликов, необходимый для формовки из штучных заготовок.
После шестой пары валков на станине установлен держатель с оправкой, закрепленной соосно оси профиля. За держателем установлен на станине многопарнороликовый приводной стол, кинематически связанный с шестеренной клетью через зубчатую пару, состоящую из зубчатого колеса, расположенного на выходном валу шестеренной клети и шестерни блока шестерен, закрепленной на входном конце ходового валика приводного стола.
Шестеренная клеть установлена вместо очередной по ходу технологического процесса профилирования седьмой клети и имеет приемную и передающие части, аналогичную профилегибочным клетям.
Шестеренная клеть такая же, как и клети червячного зацепления. За восьмой клетью между парами валков размещены закрепленные на станине столы с горизонтальными приводными роликами, кинематически связанными через цепную передачу, состоящую из приемной звездочки приводного стола и передающей закрепленной на одном из рабочих валов сопряженной клети. Горизонтальные приводные ролики смонтированы на нижнем и верхнем рабочих валах, кинематически связанных между собой посредством шестерен, с регулировкой межцентрового расстояния между валами в небольшом диапазоне в пределах зацепления шестерен.
Известный профилегибочный стан предназначен для формовки труб кормопроводов, фальцевый шов которых расположен в верхней части трубы, не совпадает ни с внутренней поверхностью, ни с внешней и особых требований к цилиндричности трубы не предъявляет.
Вышеописанный стан предназначен для формовки трубы по способу формовки согласно a.c.CCCP №1303211, кл. В 21 D 5/06.
Ввиду отличия формы фальцевого шва в известном способе с формой фальцевого шва по предлагаемому изобретению имеются существенные различия в процессе их выполнения.
Формовку участков фальцевого шва, сопряженных с участком круглой части трубы, по известному способу на всех переходах до сшивания фальцевого шва не осуществляют и доформовывают только при закатке после сцепления, поэтому в известном стане VIII-я клеть служит для доформовки и предварительной закатки.
Формовка профиля трубы с внутренним фальцевым швом сложнее формовки трубы по а.с. №1303211, поэтому и компоновка стана по предлагаемому изобретению существенно отличается от компоновки известного стана по патенту СССР №1123761.
Предлагаемый стан предназначен для профилирования труб с внутренним фальцевым швом из рулонной ленты ввиду того, что стоимость рулонного металла при этом дешевле и производительность выше. К тому же технологический процесс профилирования из штучных заготовок намного сложнее и менее устойчив.
Технический результат, на который направлено предлагаемое изобретение, заключается в повышении качества поверхности труб по наружному диаметру трубы за счет обеспечения круглой цилиндричности трубы в зоне фальцевого шва.
Кроме того, известный профилегибочный стан рассчитан на небольшой перечень профилей, так как переналадка его была бы затруднена из-за отсутствия регулирования с помощью направляющих шпонок и станочных крепежных пазов.
Известный стан без оснащения дополнительными технологическими устройствами не обладает достаточными приспособлениями для профилирования труб с внутренним фальцевым швом.
Поставленные технические задачи решаются тем, что предлагаемый профилегибочный стан содержит станину, на которой установлены рабочие клети с формующими валками, столы неприводных вертикальных роликов для формовки и направления профиля, размещенные между клетями, стол неприводных вертикальных роликов для улавливания и направления рулонной ленты, расположенный перед первой парой валков, держатель с оправкой, установленный за держателем по ходу профилирования многопарнороликовый приводной стол вертикальных роликов для осуществления сцепления стыков фальцевого шва с приводом от шестеренной клети, смонтированной между рабочими клетями с возможностью их кинематического соединения, а также размещенные в выходной части стана два стола с приводными горизонтальными роликами от предыдущих рабочих клетей.
Согласно изобретению, во входной части стан дополнительно снабжен столом с направляющими горизонтальными роликами для лучшего улавливания и точного направления рулонной ленты. Стан снабжен также регулируемыми по высоте и в поперечном направлении быстросъемными навесными устройствами для формовки профиля, вторым многопарнороликовым столом, установленным после первого многопарнороликового приводного стола с приводом также от последующей шестеренной клети. При этом оба многопарнороликовых стола снабжены подъемными столами регулирования по высоте. Перечисленные столы приводных и неприводных вертикальных и горизонтальных роликов и подъемные столы выполнены с направляющими шпонками и закреплены станочными болтами к станине, на которой выполнены шпоночные и станочные крепежные пазы для обеспечения быстросъемности при переналадках инструмента.
Наличие навесных устройств с дополнительными роликами сокращает количество рабочих клетей. Наличие второго многопарнороликового стола для направления недоформованных по отбортовкам стыков фальцевого шва обеспечивает точность соединения профиля перед закаткой фальцевого шва. Вследствие этого отпадает необходимость в доформовке участков фальцевого шва перед закаткой, что позволяет убрать в профилегибочном стане одну рабочую клеть.
Наличие направляющих шпонок и станочных болтов, известных по патенту СССР №1821007, кл. В 21 D 5/06, значительно упрощает переналадку профилировочного инструмента за счет съема и установки взаимозаменяемых роликовых столов с установленным инструментом в быстросъемном варианте.
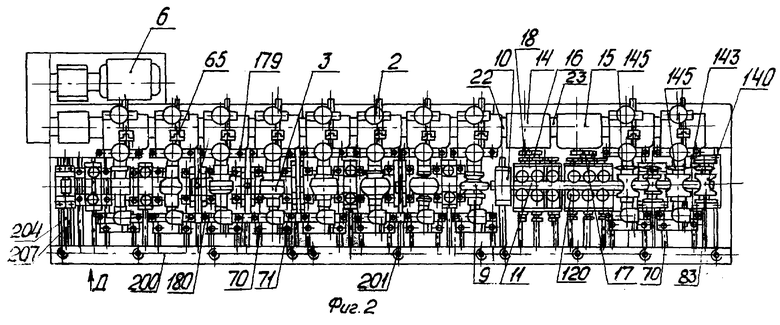
На фиг.1 схематически изображен предлагаемый профилегибочный стан, общий вид; на фиг.2 - то же, вид сверху; на фиг.3 - разрез А-А на фиг.1 (рабочая клеть); фиг.4 - вид Д на фиг.2 (стол неприводных боковых роликов); на фиг.5 - разрез Е-Е на фиг.4 (стол неприводных боковых роликов; на фиг.6 - разрез В-В на фиг.1 (многопарнороликовый приводной стол с вертикальными осями роликов); на фиг.7 - разрез К-К на фиг.6 (многопарнороликовый приводной стол); на фиг.8 - вид М на фиг.7 (многопарнороликовый приводной стол); на фиг.9 - разрез Г-Г на фиг.1 (приводной стол с горизонтальными роликами); на фиг.10 - вид И на фиг.1 (стол направляющих горизонтальных роликов); на фиг.11 разрез Б-Б на фиг.1 (навесное устройство с навесными роликами и контактными роликами столов вертикальных роликов); на фиг.12 - вид Ж на фиг.11 (навесное роликовое устройство).
Предлагаемый профилегибочный стан разработан на основе типового 12-ти клетьевого профилегибочного стана среднего типа и содержит станину 1, на которой размещены профилегибочные клети 2 с формующими приводными парами валков 3, установленными на верхнем 4 и нижнем 5 рабочих валах, кинематически связанных с электроприводом 6.
На станине 1 между парами валков 3 и на входной части стана перед валками первой клети размещены столы 7 для неприводных боковых вертикальных роликов, а на входной части станины 1 дополнительно размещен стол 8 с направляющими горизонтальными роликами для улавливания входной рулонной ленты.
После восьмой пары валков 9 на станине 1 установлен держатель 10 с оправкой 11, закрепленной соосно оси профиля. За держателем 10 установлены на станине 1 многопарнороликовые приводные столы 12 и 13, кинематически связанные с шестеренными клетями 14 и 15 через зубчатые пары 16 и 17, состоящие из зубчатого колеса 18, расположенного на выходном валу шестеренкой клети 14, и шестерни 19 блока шестерен 20, закрепленной на входном конце ходового валика 21 столов 12 и 13.
Шестеренные клети 14 и 15, установленные вместо очередной по ходу технологического процесса профилирования девятой и десятой рабочей клети, содержат приемную 22 и передающую 23 части, аналогичные профилегибочным клетям 2.
Шестеренные клети 14 и 15 так же, как и клети 2 рабочие, выполнены с червячным зацеплением. Устройство рабочей клети 2 выполнено в соответствии с патентом СССР №1821007, кл. В 21 В 5/06.
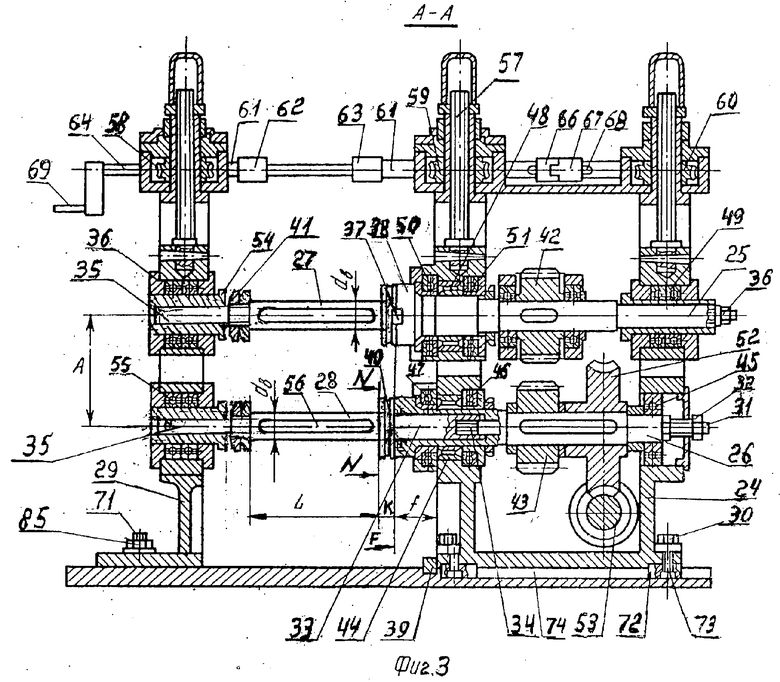
Профилегибочная рабочая клеть 2 профилегибочного стана (фиг.3, разрез А-А) состоит из корпусной части 24, в которой размещена приводная кинематика составных рабочих валов 4 и 5, состоящих из полых валов 25, 26, съемных рабочих валов 27, 28 и подвижных опорных стоек 29. Профилегибочные клети 2 привинчены болтовым креплением 30.
Рабочие валы 27 и 28 предназначены для установки профилировочных валков 3 на профилегибочном стане при притянутых рабочих валах 27, 28 к базовым поверхностям полых валов 25 и 26 с помощью винтов 31. Винты 31 сами расположены внутри полых валов 25, 26, а их головки для завинчивания 32 расположены с корпусной стороны клети, противоположной базовой.
Рабочие валы 27, 28 передним хвостовиком 33 с резьбовым отверстием 34 установлены в расточках цилиндрических шпинделей 25, 26 с базовой стороны, а задней опорной шейкой 35 - в подушках 36 подвижных опорных стоек 29. Рабочие валы 27 и 28 в зависимости от технологических надобностей, связанных с характером профилирования, могут иметь разный посадочный диаметр d и длину L при постоянном хвостовике 33 и опорной шейке 35. Съемные рабочие валы 27, 28 кинематически связаны с валами 25, 26 посредством соединительных шпонок 37.
Размер «f» - расстояние от базовой поверхности «F» торцов фланцев 38 полых валов 25, 26 до корпусной опорной части, соприкасающейся с упорной шпонкой 39, по которой выставляют все рабочие клети 2.
Размер «к» - ширина упорного бурта 40 рабочих валов 27,28 до базовой плоскости «N». Профилировочные валки 3 на рабочих валах 27,28 зажимаются круглыми гайками 41. Полые валы (шпиндели) 25, 26 кинематически связаны между собой посредством шестерен 42, 43 и двух паразитных шестерен (не показаны).
Нижний полый вал 26 установлен на двух радиальных подшипниковых опорах 44, 45 и двух упорных подшипниках 46, 47 от осевых нагрузок, а верхний полый вал 25, регулируемый по высоте, также установлен на двух радиальных подшипниковых опорах 48, 49 и двух упорных подшипниках 50, 51 от осевых нагрузок. На нижнем полом валу 26 жестко закреплено червячное колесо 52, находящееся в зацеплении с червяком 53, кинематически связанным посредством других клетей с приводом 6.
Валковый инструмент 3 размещен на рабочих валах 27, 28 между базовой плоскостью «N» упорных буртов 40 и гайками 41, которые осуществляют осевой зажим валков. Рабочие валы 27, 28 опорной шейкой 35 установлены на втулках 54, которые, в свою очередь, расположены на подшипниках 55 съемной опорной стойки 29. Валковый инструмент 3 кинематически связан рабочими валами 27,28 шпонками 56.
Составные верхние рабочие валы 4 выполнены с возможностью регулировки межцентрового расстояния А между ними и нижними составными рабочими валами 5 посредством нажимного механизма 57, размещенного на корпусной части 24 клети 2 и подвижной опорной стойки 29. Нажимной механизм состоит из трех червячно-винтовых механизмов 58, 59, 60, приводимых в движение от разъемного в промежутках между опорами регулировочного валика 61, состоящего из соединительных головок 62, 63 и съемного многогранника 64 (шестигранника), под который в соединительных головках 62, 63 выполнены отверстия по форме многогранника. В промежутках между червячно-винтовыми механизмами 59 и 60 в корпусе 24 клети 2 установлена муфта 65, состоящая из двух соединенных полумуфт, одна из которых выполнена в виде вилки 66, а другая - в виде ушка 67 с возможностью разъединения за счет перемещения каждого по направляющей шпонке 68 на разъемных элементах регулировочного валика 61.
При перемещении опорной стойки 29 при переналадках вдоль рабочей зоны профилирования соосно рабочим валам 27, 28 многогранник не выходит из закрепления с червячно-винтовыми парами 58, 59, 60 нажимного механизма 57, так как длина калиброванного прокатного прутка имеет постоянное сечение по длине. Сам многогранник утопает в полых отверстиях разъемного валика 61, с помощью которого осуществляют перемещение верхнего вала 4 вращением рукоятки 69. Соединение разъемных элементов регулировочного валика 61 многогранником 64 позволяет осуществлять соединение механизмов регулировки верхнего вала 4 при значительных перемещениях опорной стойки 29, крепление которой на станине 1 обеспечивают станочные крепежные пазы 70 с помощью станочных болтов 71 с гайками 85. Станочные крепежные пазы 70 унифицированы для крепления с помощью болтов 71 вспмогательных столов на станине 1, что в сочетании с унифицированными шпоночными пазами 83 и направляющими шпонками 80 обеспечивает быстросъемность при переналадках инструмента. Положение корпусной части 24 клети 2 фиксировано шпонками 72 в пазах 74 станины 1. Шпонки 72 закреплены винтами 73.
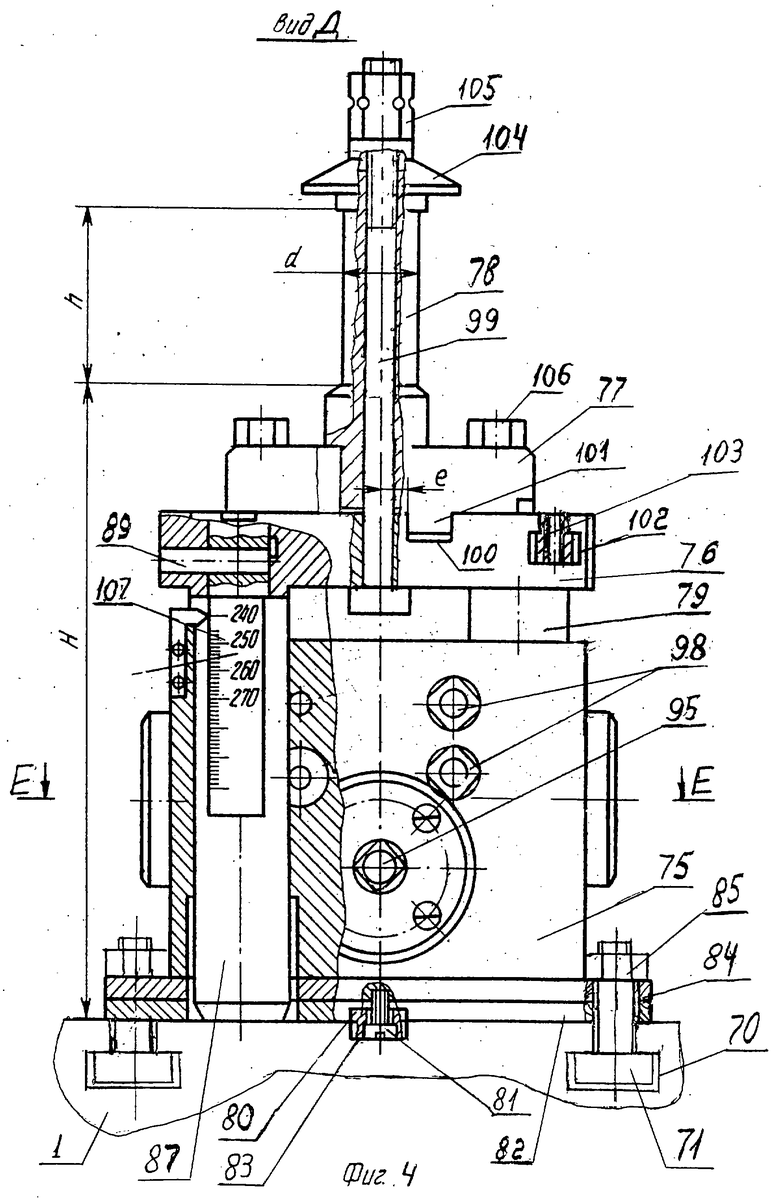
Стол 7 неприводных боковых роликов (рабочий стол - фиг.4 и 5) выполнен в соответствии с патентом СССР №1821006, кл. В 21 D 5/06. Стол 7 неприводных боковых роликов профилегибочного стана содержит опорный корпус 75, верхнюю установочную плиту 76, размещенные на ней два роликодержащих ползуна 77 с ролико-опорами 78 для установки формующих роликов и устройство 79 вертикального подъема верхней плиты 76, размещенное в опорном корпусе 75. Столы 7 неприводных боковых роликов устанавливают на верхней плите станины 1 профилегибочного стана в пространстве между парами валков. Столы 7 неприводных боковых роликов зафиксированы относительно осей шпинделей рабочих клетей 2 посредством направляющих шпонок 80, закрепленных винтами 81 к нижней опорной плите 82 опорного корпуса 75.
Направляющие шпонки 80 расположены в установочном шпоночном пазу 83 верхней плиты станины 1 профилегибочного стана и размещены соосно осям роликодержащих ползунов 77. В нижней опорной плите 82 выполнены лапки 84 с пазами 86 для крепления стола 7 к верхней плите станины 1 посредством станочных болтов 71с гайками 85, размещенных в пазах 70 верхней плиты станины 1 профилегибочного стана.
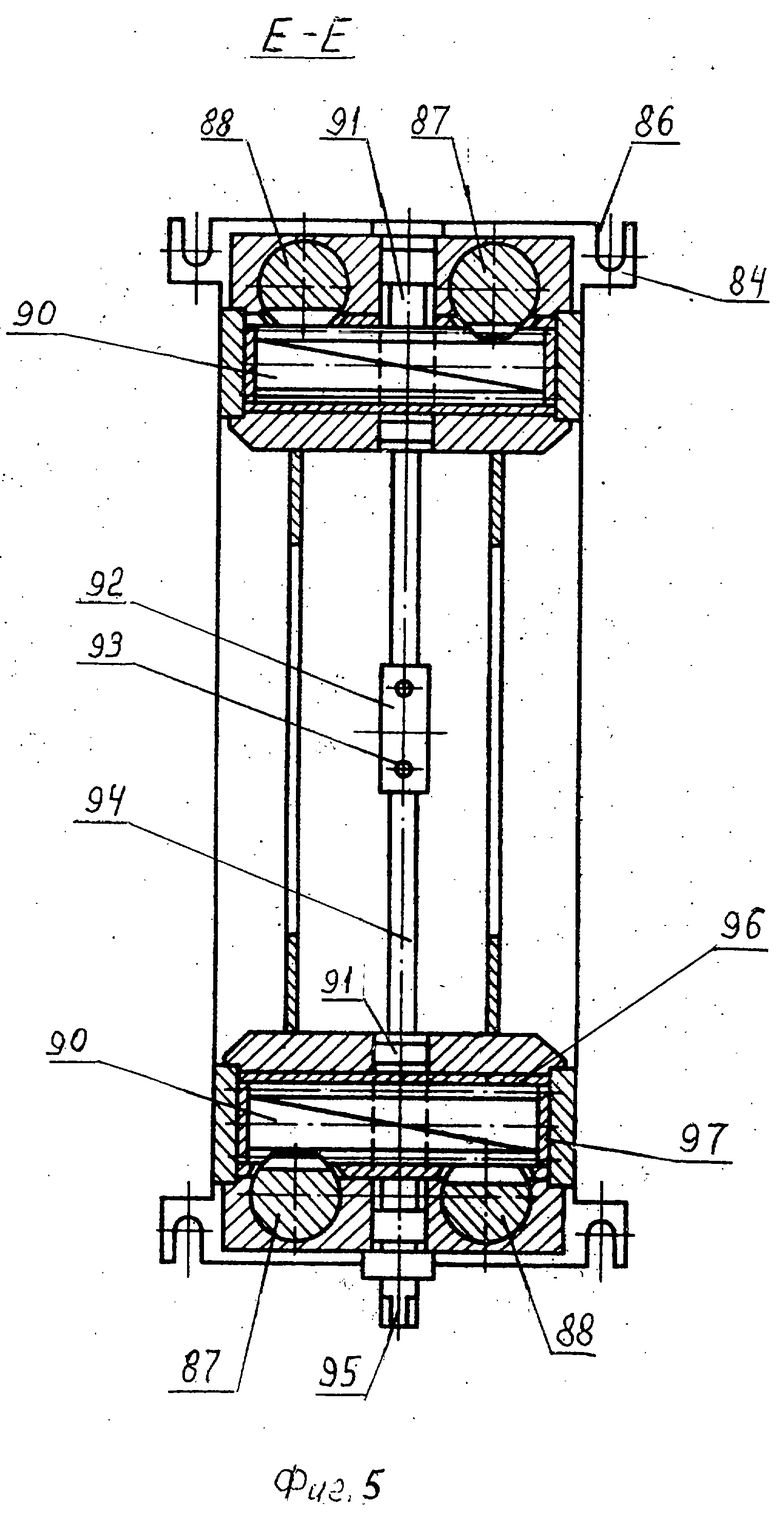
Устройство 79 вертикального подъема, размещенное в опорном корпусе 75, состоит из четырех направляющих колонок, из которых две колонки-рейки 87 и две направляющие колонки 88, которые верхней своей частью жестко закреплены снизу верхней плиты с помощью штифтов 89. Колонки расположены на максимальном расстоянии друг от друга в продольном и поперечном направлениях относительно центра стола.
В корпусе 75 колонки-рейки 87, выполненные с косозубой рейкой, сцеплены с косозубыми шестеренками 90, образуя реечно-винтовые пары, и расположены так, что оси вращения шестерен 90 перпендикулярны плоскости, проходящей через оси ползунов 77. Каждая из косозубых шестерен 90 находится в зацеплении с червяками 91, образуя червячно-винтовые пары. Два червяка 91, связанных между собой соединительной втулкой 92 посредством штифтов 93, образуют регулировочный валик 94 с головкой 95 под ключ. Угол подъема винтовой линии косозубых шестерен 90 и червяков 91 составляет три - четыре градуса, что обеспечивает самоторможение и возможность фиксации верхней плиты 76 в любом ее положении. Косозубые шестерни 90 установлены в стаканах 96 и ограничены дисками 97. Крепления колонок 87, 88 осуществляют четырьмя тангенциальными зажимами 98 по одному для каждой колонки.
Каждый тангенциальный зажим 98 состоит из регулировочного винта с регулировочной головкой гладкой втулки и резьбовой втулки (не показаны). Тангенциальные зажимы 98 выполнены с короткими винтами для зажима колонок 87, 88.
Верхняя плита 76 выполнена с двумя центральными сквозными пазами под стяжные стержни 99 роликодержащих ползунов 77 с установочным пазом 100 под выступы 101 ползунов 77 с двумя станочными крепежными пазами 102 (аналогичными по форме пазам 70) под резьбовые сухари 103 для крепления на верхней поверхности плиты 76 опорных роликов и направляющих планок (не показаны). Дополнительно на верхней поверхности установочной плиты 76 выполнен паз (не показан), в котором закреплена отсчетная линейка перемещения ползунов 77 в порядке возрастания с нулевым делением шкалы, расположенным с базовой стороны стола на постоянном расстоянии от установочной плоскости в нижней части опорного корпуса 75.
Роликодержащие ползуны 77 состоят из ползунов, осевых роликоопор 78, стяжных стержней 99, колпачковых гаек 104, гаек 105 для затяжки стержней, жестко закрепляющих роликодержащие ползуны 77 в сборе к верхней плите 76. Роликодержащие ползуны 77 отличаются расположением выступов ползунов и резьбой затяжки левой или правой гаек 105 стяжных стержней 99 и осевых роликоопор 78.
На верхней поверхности ползунов 77 выполнены резьбовые отверстия для крепления болтами 106 дополнительного вспомогательного инструмента и установочные пальцы для фиксации положения вспомогательного инструмента (не показано).
Одна из колонок 88 имеет отсчетную линейку 107 высоты подъема стола 7:
«d» - диаметр посадочной части роликоопор;
«е» - смещение установочного паза 100 относительно центра стола;
«h» - высота посадочной части ролика;
«Н» - установочная высота стола.
Каждый из многопарнороликовых приводных столов 12 и 13 (фиг.6, 7, 8) содержит корпус 108, в пазах которого расположены секции: центральная 109 и крайние 110, состоящие из правого 111 и левого 112 ползунов с индивидуальной регулировкой перемещения вдоль паза от соосно расположенных винтов 113 и 114 с головками 115 и 116 под ключ с фиксирующей контргайкой 117. В верхней части ползунов 111 и 112 в подшипниковых узлах 118, состоящих из двух радиально-упорных шарикоподшипников, закреплены рабочие валы 119, на посадочной части которых установлены с возможностью вращения вместе с валом 119 формующие ролики 120, которые сверху закреплены в каждой секции гайками 121.
Формующие ролики 120 через механизм привода секции 122 и шестеренные передачи 123 кинематически связаны с шестеренными клетями 14 и 15, причем передаточное отношение выбрано из условия равенства линейных скоростей тяговых точек роликов, формующих вертикальные стенки профиля и формующих валков сопряженных клетей.
Привод секции состоит из двух пар конических шестерен 124 и 125, расположенных внутри ползунов 111, 112 и ходового валика 21. Одна из конических шестерен 126 жестко закреплена в нижней части рабочего вала 119, а другая шестерня 127 закреплена в подшипниковом узле 128 состоящем из двух конических роликоподшипников 129, закрепленных круглой гайкой 130, и сцеплена через направляющую шпонку 131 с проходящим через ее центральное отверстие ходовым валиком 21, который закреплен на подшипниках 132 в корпусе 108 столов 12 и 13.
Одна из секций стола 12, на входном конце ходового валика 21 которой закреплена блок-шестерня 20, является главной секцией, непосредственно кинематически связанной через зубчатую пару 16 с шестеренной клетью.
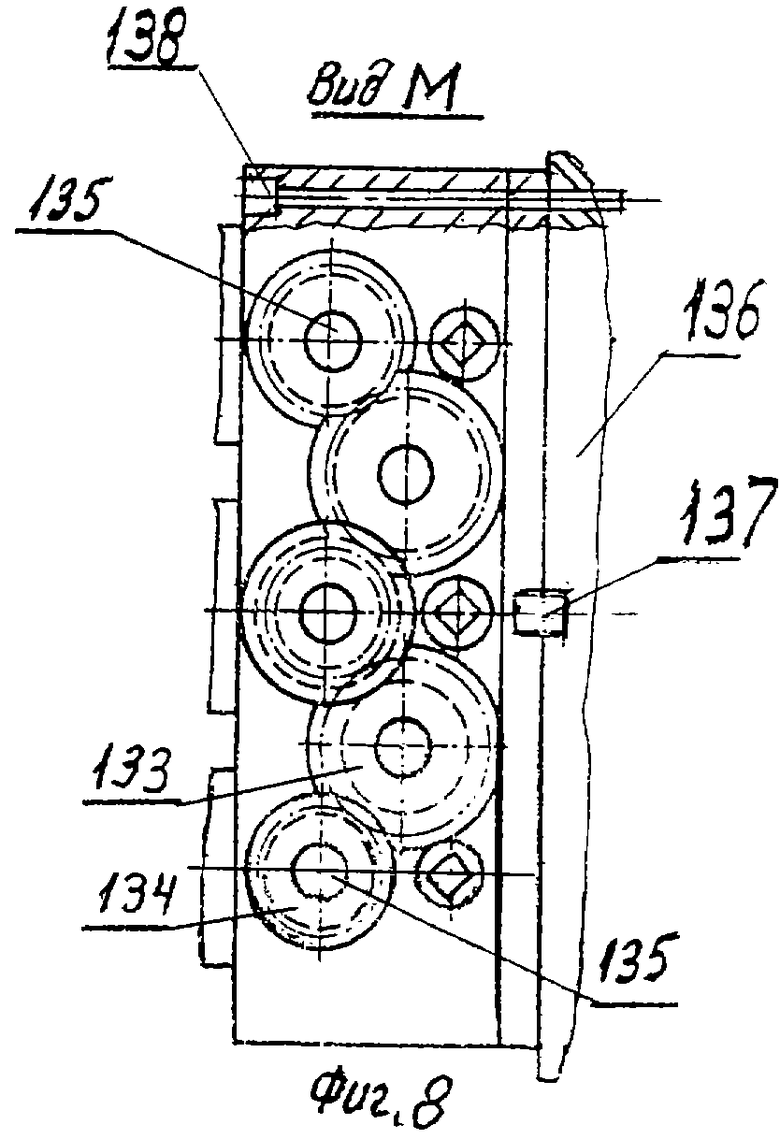
Другие секции кинематически связаны через паразитные шестерни 133, закрепленные консольно на подшипниках в корпусе 108, с шестернями 134, закрепленными на ходовых валиках 135 других секций. Сочетание цилиндрических шестерен и блок шестерен образует механизм шестеренных передач.
Каждый из двух многопарнороликовых приводных столов 12 и 13 установлен на своем подъемном столе, обозначенном одной позицией 136 (см. фиг.1), зафиксирован направляющими шпонками 137 на верхней плите стола 136 и закреплен винтами 138 с потайной цилиндрической головкой. Каждый из двух подъемных столов 136 предназначен для регулировки по высоте формующих роликов приводного многопарнороликового стола 12 или 13. Обычное его устройство состоит из двустороннего клинового механизма перемещения по высоте от вращения винта с правой и левой резьбой. Нижняя плита каждого подъемного стола 136 зафиксирована направляющими шпонками 80 в пазах 83 станины 1, которые соосны шпонкам 137. Каждый из двух подъемных столов 136 закреплен на поверхности станины 1 станочными болтами 71 с гайками 85 в станочных крепежных пазах 70.
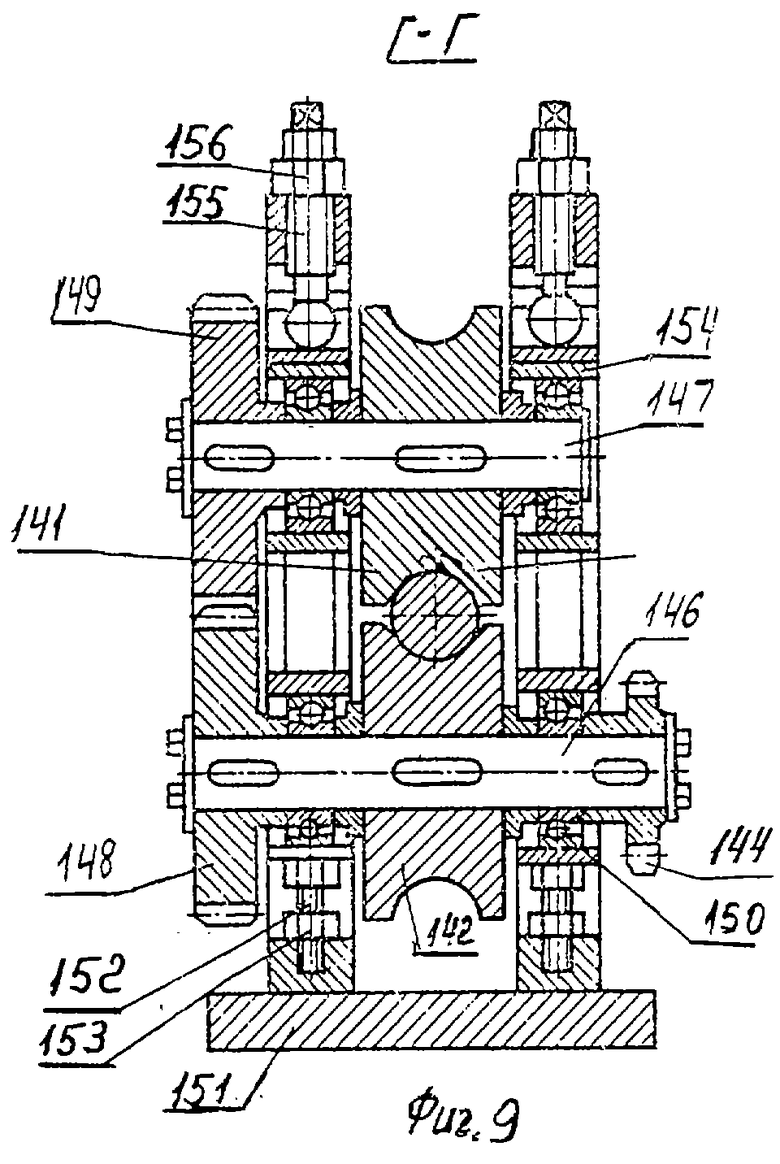
За последней и перед последней двенадцатой рабочей клетью 2 размещены закрепленные на станине 1 столы 139 (фиг.1, 9) с горизонтальными приводными роликами 140, состоящими из верхнего 141 и нижнего 142 роликов, которые служат для создания тягового усилия движущегося профиля трубы с фальцевым швом. Ролики 140 кинематически связаны через цепную передачу 143, состоящую из приемной звездочки 144 приводного стола 139 и передающей звездочки 145, закрепленной на одном из рабочих валов сопряженной клети 2. Горизонтальные приводные ролики 141 и 142 соответственно смонтированы на нижнем 146 и верхнем 147 рабочих валах, кинематически связанных между собой посредством шестерен 148 и 149 с регулировкой межцентрового расстояния между валами в небольшом диапазоне в пределах зацепления шестерен 148 и 149.
Нижний рабочий вал 146 закреплен в подушках с подшипниками качения 150, установленных в пазу корпуса стола 151 с возможностью регулировки по высоте винтами 152 с контргайками 153. На входном конце нижнего вала 146 закреплена звездочка 144 цепной передачи 143.
Передаточное отношение цепной передачи 143 выбирается из условия равенства линейных скоростей соответствующих контактных точек смежных валков и боковых роликов. Верхний рабочий вал 147 также установлен в подушках с подшипниками 154 в пазах корпуса стола 151 с возможностью регулировки нажимными винтами 155 с контргайками 156.
Столы 139 установлены на станине 1 с ориентацией шпонками 80 в шпоночных пазах 83 и закреплены станочными болтами 71 с гайками 85 в станочных крепежных пазах 70.
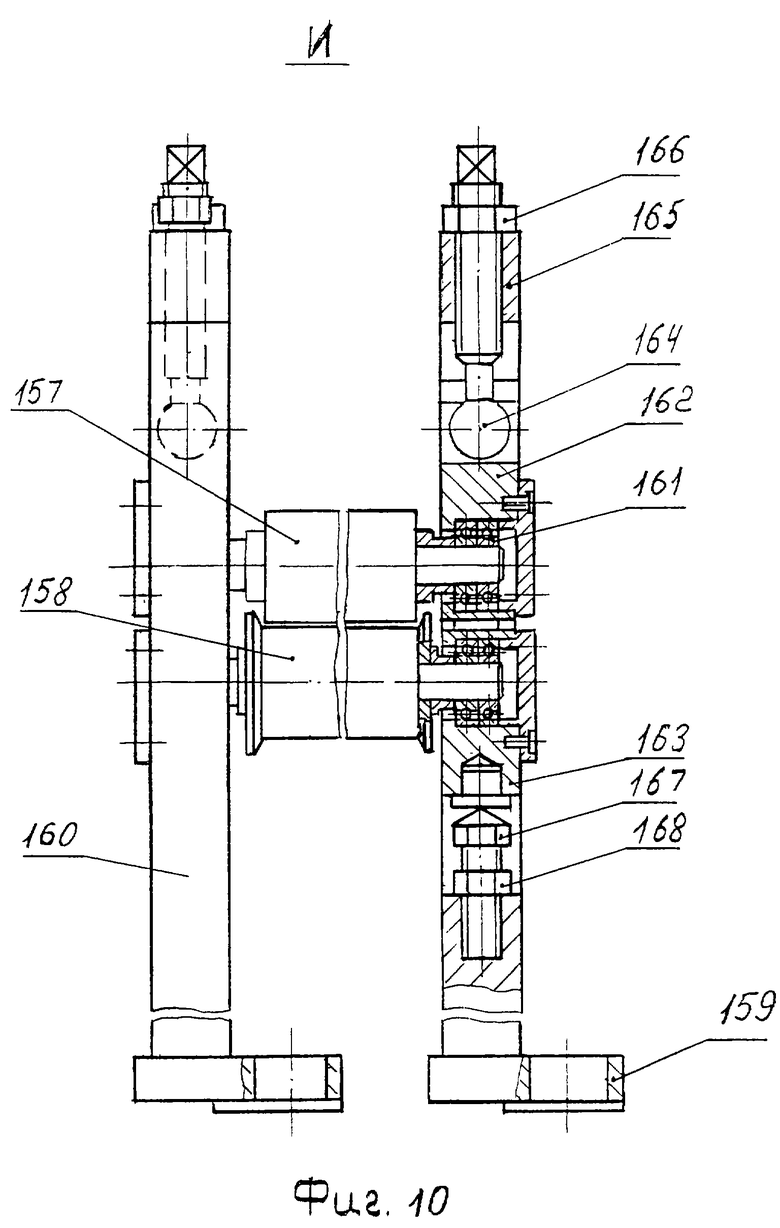
Стол 8 с направляющими горизонтальными роликами (фиг.10): верхним 157 и нижним 158, содержит две стойки 159, 160, в которых установлены ролики 157 и 158, вращающиеся в подшипниках 161, размещенных в ползунах: верхнем 162 и нижнем 163. Перемещение ползуна 162 осуществляют винтом 164 по резьбовому отверстию планки 165. Положение винта стопорится контргайкой 166. Перемещение нижнего ползуна 163 осуществляют винтом 167 с контргайкой 168. Ползуны 162 и 163 установлены в пазах стоек 159 и 160. В основании стола выполнен паз 202, повернутый в сторону обслуживания для крепления станочными болтами 203. Стол 8 закреплен в станочных пазах 204 станины 1 станочными болтами 203 с гайками 205 и зафиксирован направляющими шпонками 206 в шпоночном пазу 207 станины 1.
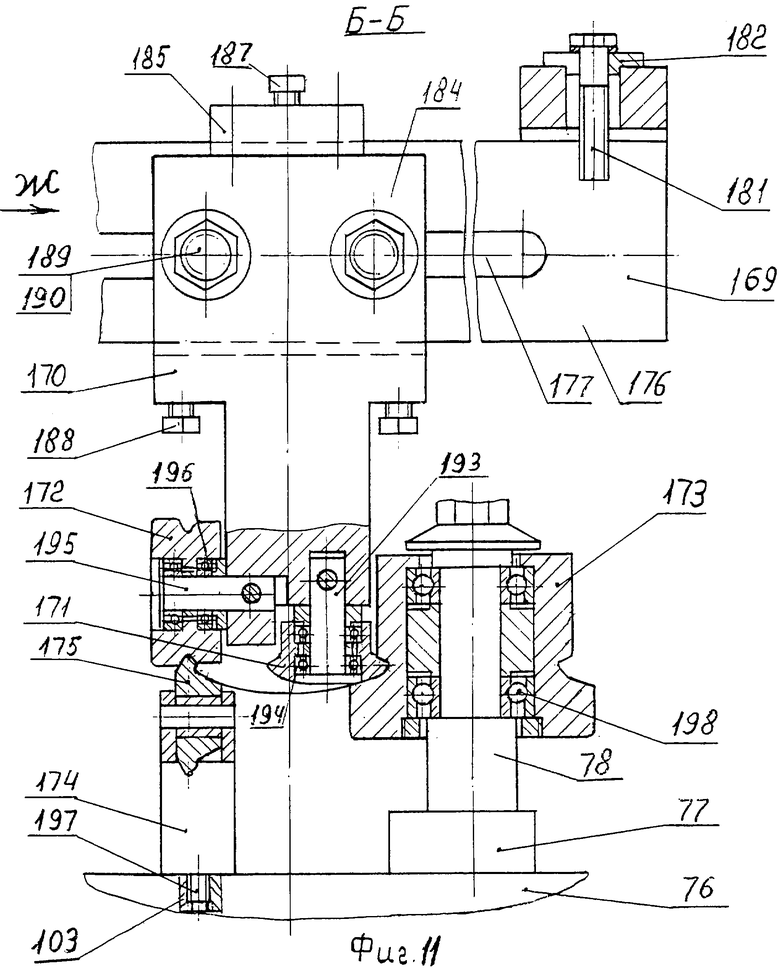
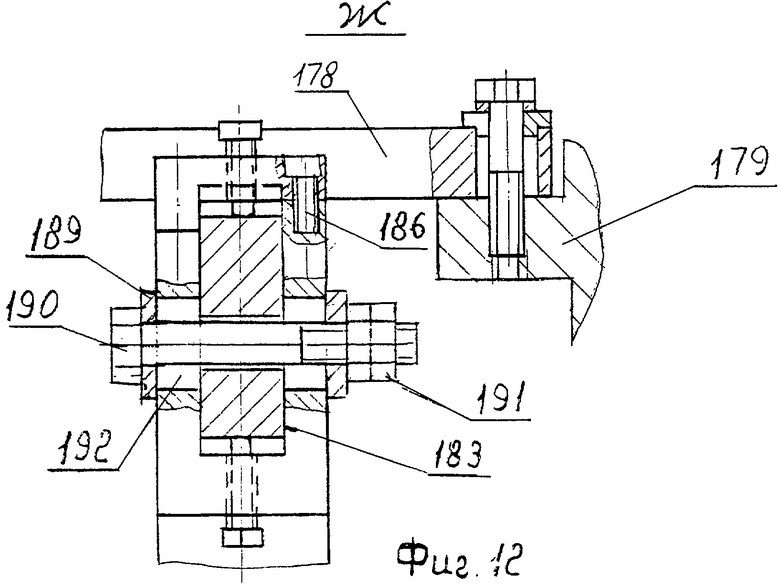
Навесные устройства (фиг.11, 12) содержат поперечные траверсы 169 и навесные роликовые устройства 170 с формующими роликами 171 и 172, которые работают в контакте с роликами 173 и 175. Ролик 173 установлен на роликоопоре 78 ползуна 77 (см. фиг.4). Ролик 175 установлен в опорном роликовом устройстве 174. Ползун 77 и устройство 174 закреплены на верхней плите 76 стола 7.
Траверсы 169 состоят из направляющего бруса 176 с центральным пазом 177 и двух поперечных планок 178 с отверстиями для быстросъемного крепления траверс на проушинах 179 корпусов клетей 24 и проушинах 180 съемных опорных стоек 29. Одна из планок 178 приварена к направляющему брусу 176, а другая - на жестком болтовом креплении (не показано). Быстросъемное крепление траверс 169 к проушинам 179 и 180 с резьбовыми отверстиями состоит из болтов 181, ввинчиваемых в проушины 179 и 180, и быстросъемных шайб 182, которые позволяют точно выставить траверсы 169 при погрешностях в отверстиях проушин за счет паза в быстросъемных шайбах 182.
Навесное роликовое устройство 170 своим корпусным пазом 183 вставляется в направляющий брус 176, сверху к корпусу 184 роликового устройства 170 крепится прижимная планка 185 винтами 186. Навесное роликовое устройство 170 обладает возможностью значительного поперечного перемещения вдоль паза 177 в траверсе 169 и небольшого регулировочного перемещения по высоте за счет регулировочных винтов 187 в прижимной планке 185 и двух регулировочных винтов 188 в корпусе 184. Эти винты позволяют выставлять формующие ролики 171 и 172 с небольшим наклонным смещением. Выставленное роликовое устройство 170 закрепляют на траверсе 169 болтовым креплением, состоящим из двух шайб 189, болта 190 и гаек 191.
Для перемещения роликового устройства по высоте в корпусе 184 выполнен паз 192. Ролик 171 закреплен на оси 193 и вращается в подшипниках 194. Ролик 172 закреплен на оси 195 и вращается в подшипниках 196. Опорное роликовое устройство закреплено в резьбовых сухарях 103 (фиг.4) винтами 197 в пазу верхней плиты 79 стола 7. Ролик 173 вращается в подшипниках 198.
После первой клети, верхний вал у которой подпружинен, как и у остальных клетей 2, навешивают отключающие устройства 199, например по а.с. 837465, кл. В 21 D 5/06, которые способствуют стабильной работе стана, отключая его при застревании рулонной ленты в валках 3.
На верхней поверхности станины 1 выполнены шпоночные пазы 83 для ориентации столов 7 вертикальных неприводных роликов, подъемных столов 136, столов 139 с горизонтальными приводными роликами 140, держателя 10 с оправкой 11. Для фиксации стола 8 с горизонтальными неприводными роликами выполнен шпоночный паз 207, а параллельно для крепления этого стола выполнены станочные пазы 204. Для крепления к станине 1 столов 7 неприводных вертикальных роликов, подъемных столов 136, столов 139 с приводными горизонтальными роликами 140 и опорных стоек 29 выполнены станочные крепежные пазы 70. Для фиксации формовочных 2 и шестеренных 14, 15 клетей на поверхности станины 1 выполнены шпоночные пазы 74. Для крепления формовочных 2 и шестеренных 14, 15 клетей на поверхности станины 1 выполнены резьбовые отверстия.
Держатель 10 состоит из опорного стола 208, установленной сверху, закрепленной болтами и зафиксированной направляющей шпонкой (на чертеже не показано) обоймой 209, в которой соосно оси профиля закреплена оправка 11. Опорный стол 208 зафиксирован направляющей шпонкой 80, а закреплен болтами в эллипсообразных пазах стола для регулировки (на чертеже не показано).
Станина 1 стана выполнена с уступом 200 и технологическими отверстиями 201 для увеличения рабочей зоны на станине 1 стана при необходимости ее расширения.
Предлагаемый профилегибочный стан работает следующим образом.
Включают электропривод 6, от которого крутящий момент передают по кинематической цепи к рабочим валам 4 и 5 с закрепленными на них профилегибочными валками 3, вертикальным валам 119 с установленными на них формующими роликами 120 многопарнороликовых столов 12 и 13, горизонтальным валам 146 и 147 с закрепленными на них роликами 141 и 142.
При этом рулонная лента, поочередно проходя, начиная от стола 8 горизонтальных направляющих роликов, профилегибочные клети 2 и столы 7 для неприводных роликов с установленным на их посадочные части профилировочным инструментом, при формировании замкнутой трубы с внутренним фальцевым швом в пределах клетей, установленных до держателя с оправкой, профилируется до состояния незамкнутой трубы с недогнутыми стыками, а затем на оправке 11 с помощью приводных роликов 120, приводных столов 12 и 13 сцепляется, после чего, двигаясь по оправке валками последних клетей и горизонтальными приводными роликами 141 и 142, формуется до замкнутого профиля.
Рулонная лента, проходя через первые пары валков до оправки 11, надежно сцепляется с рабочей частью валков, задающих ее перемещение, далее тяговое усилие создают сцеплением приводных роликов многопарнороликовых столов 12 и 13 с движущимся профилем, затем поочередно тяговое усилие создают сцеплением при формовке стыкуемой части трубы с роликом, закрепленным в оправке (не показано) с верхним валком клети. Это создает последующее сцепление нижней части профиля с нижним горизонтальным роликом 142 и роликом в оправке (не показано) и так поочередно, пока готовый профиль не выйдет из последней пары валков.
Наличие привода вертикальных роликов позволяет осуществлять не только формовку профиля, но и прикладывать усилия для его транспортировки. Это позволяет не пережимать замкнутый профиль последними парами валков, освобождая его вертикальные стенки от искажающего контакта с валками, на которых вследствие скоростных перепадов образуются задиры, царапины, нарушается целостность покрытия.
Наличие двух подъемных столов регулировки по высоте повышает точность настройки приводных роликов. Наличие двух многопарнороликовых столов необходимо из-за того, что технологический процесс сшивания труб с внутренним фальцевым швом требует точного попадания стыков перед закаткой фальцевого шва.
Наличие горизонтальных приводных роликов в пространстве между последними формообразующими и калибрующими валками создает дополнительное тяговое усилие для продвижения профиля.
Предлагаемый профилегибочный стан предназначен для изготовления труб с внутренним фальцевым швом, обеспечивает круглую цилиндричность труб и, благодаря выполнению направляющих шпонок и станочных болтов во взаимодействии со шпоночными и станочными крепежными пазами, стан обеспечивает быстросъемность при перенастройке и предоставляет возможность к выпуску другого вида профиля.
Наличие быстросъемных навесных роликовых устройств сокращает число рабочих клетей профилегибочного стана и создает в сочетании с неприводными боковыми роликами возможность формовки, которая недоступна валкам.
Предлагаемая конструкция профилегибочного стана по сравнению с прототипом расширяет технологические возможности стана за счет снабжения стана новыми устройствами:
столом входных горизонтальных роликов, навесными роликовыми устройствами, устройствами регулировки по высоте приводных вертикальных роликов, обеспечивает более точное направление движущегося профиля и возможность получения труб с внутренним фальцевым швом, а также создает условия быстрой переналадки на другие простые и сложные профили.
| название | год | авторы | номер документа |
|---|---|---|---|
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ЗАМКНУТЫХ ПРОФИЛЕЙ | 1992 |
|
RU2006314C1 |
| Профилегибочный стан | 1986 |
|
SU1433540A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Валок рабочей клети профилегибочного стана | 1982 |
|
SU1139535A1 |
| ОПРАВКА ДЛЯ ОБЖАТИЯ ТРУБ С ВНУТРЕННИМ ФАЛЬЦЕВЫМ ШВОМ | 2004 |
|
RU2270731C1 |
| ФОРМОВОЧНЫЙ СТАН | 2001 |
|
RU2229352C2 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ЛЕГКОГО ТИПА | 1997 |
|
RU2136422C1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ ПРОФИЛЕГИБОЧНОГО СТАНА | 2004 |
|
RU2281824C2 |


Изобретение относится к области обработки металлов давлением. Профилегибочный стан, преимущественно для изготовления труб с внутренним фальцевым швом из рулонной ленты, содержит станину, на которой установлены рабочие клети с формующими валками, столы неприводных вертикальных роликов для формовки и направления профиля, размещенные между клетями, стол неприводных вертикальных роликов для улавливания и направления рулонной ленты, расположенный перед первой парой валков, держатель с оправкой, установленный за держателем по ходу профилирования многопарнороликовый приводной стол вертикальных роликов для осуществления сцепления стыков фальцевого шва с приводом от шестеренной клети, смонтированной между рабочими клетями с возможностью их кинематического соединения, а также размещенные в выходной части стана два стола с приводными горизонтальными роликами от предыдущих рабочих клетей. Во входной части стан снабжен столом с направляющими горизонтальными роликами, а также регулируемыми по высоте и в поперечном направлении быстросъемными навесными устройствами для формовки профиля, вторым многопарнороликовым приводным столом, установленным после первого многопарнороликового приводного стола, с приводом также от последующей шестеренной клети, при этом оба многопарнороликовых стола снабжены подъемными столами регулировки по высоте, а перечисленные столы приводных и неприводных вертикальных и горизонтальных роликов, подъемные столы выполнены с направляющими шпонками и закреплены станочными болтами к станине, на которой выполнены шпоночные и станочные крепежные пазы для обеспечения быстросъемности при переналадках инструмента. Достигается повышение качества наружной поверхности трубы с внутренним фальцевым швом за счет обеспечения круглой цилиндричности трубы по наружному диаметру в зоне фальцевого соединения, обеспечение быстросъемности инструмента при переналадках стана на другой вид профиля. 12 ил.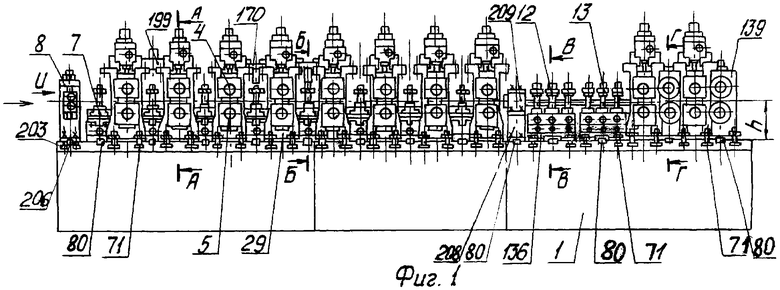
Профилегибочный стан, преимущественно для изготовления труб с внутренним фальцевым швом из рулонной ленты, содержащий станину, на которой установлены рабочие клети с формующими валками, столы неприводных вертикальных роликов для формовки и направления профиля, размещенные между клетями, стол неприводных вертикальных роликов для улавливания и направления рулонной ленты, расположенный перед первой парой валков, держатель с оправкой, установленный за держателем по ходу профилирования многопарнороликовый приводной стол вертикальных роликов для осуществления сцепления стыков фальцевого шва с приводом от шестеренной клети, смонтированной между рабочими клетями с возможностью их кинематического соединения, а также размещенные в выходной части стана два стола с приводными горизонтальными роликами от предыдущих рабочих клетей, отличающийся тем, что во входной части стан дополнительно снабжен столом с направляющими горизонтальными роликами для лучшего улавливания и точного направления рулонной ленты, а также регулируемыми по высоте и в поперечном направлении быстросъемными навесными устройствами для формовки профиля, вторым многопарнороликовым приводным столом, установленным после первого многопарнороликового приводного стола, с приводом также от последующей шестеренной клети, при этом оба многопарнороликовых стола снабжены подъемными столами регулировки по высоте, а перечисленные столы приводных и неприводных вертикальных и горизонтальных роликов и подъемные столы выполнены с направляющими шпонками и закреплены станочными болтами к станине, на которой выполнены шпоночные и станочные крепежные пазы для обеспечения быстросъемности при переналадках инструмента.
| Профилегибочный стан | 1982 |
|
SU1123761A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ С ФАЛЬЦЕВЫМ ШВОМ | 2000 |
|
RU2181313C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РЕЗОНАНСНЫХ СВОЙСТВ СИСТЕМ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ | 0 |
|
SU318905A1 |
| Множительно-делительное устройство | 1985 |
|
SU1305677A1 |

