Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к сборному режущему инструменту для торцевого фрезерования.
Уровень техники
[0002] Сборный режущий инструмент для торцевого фрезерования используется при механической обработке плоскости, перпендикулярной оси вращения сборного режущего инструмента, и называется торцевой фрезерной головкой или торцевой фрезой. Сборный режущий инструмент для торцевого фрезерования включает в себя корпус фрезы и множество режущих пластин, закрепленных на периферии и передней поверхности корпуса фрезы. множество режущих пластин расположены на корпусе фрезы так, чтобы быть разнесенными друг от друга в окружном направлении корпуса фрезы. множество режущих пластин закреплены на корпусе фрезы так, чтобы постепенно резать заготовку. Например, в окружном направлении корпуса фрезы, множество режущих пластин расположены так, что они выступают постепенно из периферии и осевого конца корпуса фрезы.
Раскрытие изобретения
Техническая проблема
[0003] В обычном сборном режущем инструменте для торцевого фрезерования, когда множество режущих пластин расположены так, что они выступают постепенно из периферии и осевого конца корпуса фрезы в окружном направлении корпуса фрезы, существует большая разница между длиной, выступающей из периферии первой закрепленной режущей пластины, и длиной, выступающей из периферии последней закрепленной режущей пластины, в окружном направлении корпуса фрезы. Кроме того, существует большая разница между длиной, выступающей из осевого конца первой закрепленной режущей пластины, и длиной, выступающей из осевого конца последней закрепленной режущей пластины. В таком случае первая закрепленная режущая пластина может образовывать толстую стружку, тем самым вызывая избыточное усилие резания на режущую пластину. Вследствие этого может уменьшаться срок службы сборного режущего инструмента. Кроме того, поскольку в сборном режущем инструменте возникает вибрация, может ухудшаться чистота обрабатываемой поверхности заготовки.
[0004] Варианты осуществления настоящего изобретения уменьшают или решают по меньшей мере некоторые проблемы обычного сборного режущего инструмента для торцевого фрезерования. Для этой цели различные варианты осуществления настоящего изобретения предусматривают сборный режущий инструмент, содержащий множество фиксированных режущих пластин и множество ступенчатых режущих пластин.
Решение проблемы
[0005] Варианты осуществления в соответствии с одним аспектом настоящего изобретения относятся к сборному режущему инструменту. Сборный режущий инструмент в соответствии с примерным вариантом осуществления включает: корпус фрезы, продолжающийся перпендикулярно от нижней поверхности и включающий цилиндрическую часть с осью вращения; множество пазов под режущие пластины, расположенных и образованных углубленно в нижней поверхности и цилиндрической части корпуса фрезы таким образом, чтобы быть разнесенными друг от друга в окружном направлении; множество фиксированных режущих пластин, закрепленных во множестве пазов под режущие пластины и расположенных в самой дальней от середины части корпуса фрезы в радиальном направлении; и множество ступенчатых режущих пластин, закрепленных во множестве пазов под режущие пластины, причем каждая из множества ступенчатых режущих пластин расположена между двумя смежными фиксированными режущими пластинами из множества фиксированных режущих пластин. Каждая из множества фиксированных режущих пластин расположена так, чтобы иметь одинаковую длину от оси вращения и одинаковую длину от нижней поверхности. По меньшей мере одна ступенчатая режущая пластина из множества ступенчатых режущих пластин расположена так, чтобы иметь другую длину от оси вращения и другую длину от нижней поверхности по сравнению с остальными ступенчатыми режущими пластинами из множества ступенчатых режущих пластин.
[0006] В одном варианте осуществления каждая из множества ступенчатых режущих пластин может быть расположена так, чтобы иметь неодинаковые длины от оси вращения и неодинаковые длины от нижней поверхности друг с другом.
[0007] В одном варианте осуществления множество ступенчатых режущих пластин могут быть расположены так, что длина каждой из ступенчатых режущих пластин от оси вращения постепенно увеличивается или уменьшается в окружном направлении.
[0008] В одном варианте осуществления множество ступенчатых режущих пластин могут быть расположены так, что две смежные ступенчатые режущие пластины из числа упомянутых ступенчатых режущих пластин имеют одинаковую разность в длине от оси вращения.
[0009] В одном варианте осуществления множество ступенчатых режущих пластин могут быть расположены так, что длина каждой из ступенчатых пластин от нижней поверхности постепенно увеличивается или уменьшается в окружном направлении.
[0010] В одном варианте осуществления множество ступенчатых режущих пластин могут быть расположены так, что две смежные ступенчатые режущие пластины из числа ступенчатых режущих пластин имеют одинаковую разность в длине от нижней поверхности.
[0011] В одном варианте осуществления множество ступенчатых режущих пластин могут быть расположены так, что для двух смежных ступенчатых режущих пластин из числа упомянутых ступенчатых режущих пластин, разность в длине от оси вращения больше, чем разность в длине от нижней поверхности.
[0012] В одном варианте осуществления длина от оси вращения в множестве фиксированных режущих пластин может быть равна или больше, чем длины от оси вращения в множестве ступенчатых режущих пластин.
[0013] В одном варианте осуществления длина от нижней поверхности в множестве фиксированных режущих пластин может быть равна или меньше, чем длины от нижней поверхности в множестве ступенчатых режущих пластин.
[0014] В одном варианте осуществления общее число множества фиксированных режущих пластин и множестве ступенчатых режущих пластин может находиться в пределах от 6 до 20.
[0015] В одном варианте осуществления каждая из множества фиксированных режущих пластин может иметь такую же форму, как каждая из множества ступенчатых режущих пластин.
[0016] В одном варианте осуществления каждая из множества фиксированных режущих пластин может включать множество первых главных режущих кромок и множество первых вспомогательных режущих кромок. Каждая из множества ступенчатых режущих пластин может включать множество вторых главных режущих кромок и множество вторых вспомогательных режущих кромок.
[0017] В одном варианте осуществления первое установочное отверстие для закрепления в каждом из пазов под режущие пластины может быть образовано в каждой из множества фиксированных режущих пластин. Второе установочное отверстие для закрепления в каждом из пазов под режущие пластины может быть образовано в каждой из множества ступенчатых режущих пластин.
[0018] В одном варианте осуществления каждая из множества фиксированных режущих пластин может быть вращательно симметричной относительно центральной оси первого установочного отверстия. Каждая из множества ступенчатых режущих пластин может быть вращательно симметричной относительно центральной оси второго установочного отверстия.
Преимущества изобретения
[0019] Согласно сборному режущему инструменту в соответствии с одним вариантом осуществления множество фиксированных режущих пластин могут быть расположены так, чтобы иметь одинаковую длину от нижней поверхности корпуса фрезы и одинаковую длину от оси вращения, тогда как по меньшей мере одна ступенчатая режущая пластина из множества ступенчатых режущих пластин может быть расположена так, чтобы иметь другую длину от оси вращения и другую длину от нижней поверхности по сравнению с остальными ступенчатыми режущими пластинами из множества ступенчатых режущих пластин.
[0020] Например, поскольку множество фиксированных режущих пластин и множество ступенчатых режущих пластин расположены зигзагообразно в окружном направлении корпуса фрезы, можно минимизировать промежутки между выступающими длинами множества фиксированных режущих пластин и выступающими длинами множества ступенчатых режущих пластин. При такой конфигурации можно устранить или предотвратить чрезмерное усилие, действующее на конкретные режущие пластины. В результате можно увеличить срок службы сборного режущего инструмента. Кроме того, можно улучшить чистоту обрабатываемой поверхности заготовки посредством подавления или предотвращения вибраций в сборном режущем инструменте.
Краткое описание чертежей
[0021] Фиг.1 представляет собой перспективный вид, показывающий сборный режущий инструмент в соответствии с одним вариантом осуществления настоящего изобретения.
[0022] Фиг.2 представляет собой вид снизу, показывающий корпус фрезы, показанный на фиг.1, в соответствии с одним вариантом осуществления настоящего изобретения.
[0023] Фиг.3 представляет собой вид снизу, показывающий сборный режущий инструмент, показанный на фиг.1, в соответствии с одним вариантом осуществления настоящего изобретения.
[0024] Фиг.4 представляет собой вид сверху, показывающий множество режущих пластин, показанных на фиг.1, в соответствии с одним вариантом осуществления настоящего изобретения.
[0025] Фиг.5 представляет собой чертеж, показывающий расположение множества режущих пластин, показанных на фиг.1, в соответствии с одним вариантом осуществления настоящего изобретения.
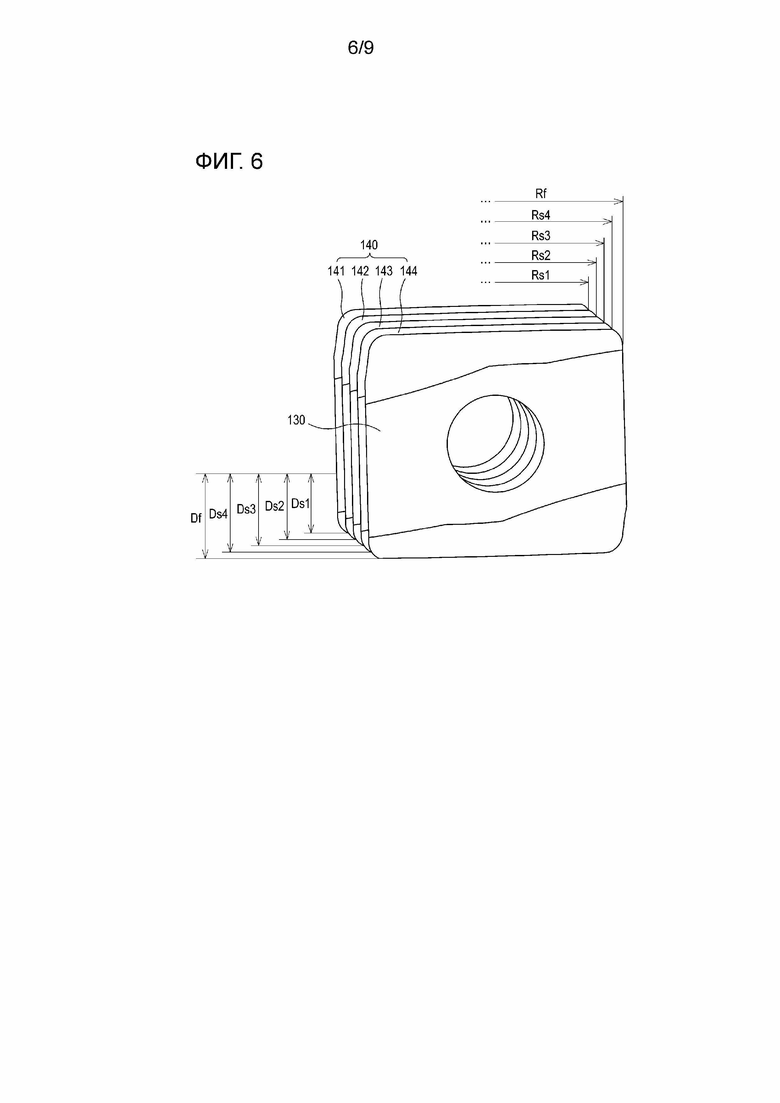
[0026] Фиг.6 представляет собой чертеж, показывающий расположение множества режущих пластин, показанных на фиг.1, в соответствии с другим вариантом осуществления настоящего изобретения.
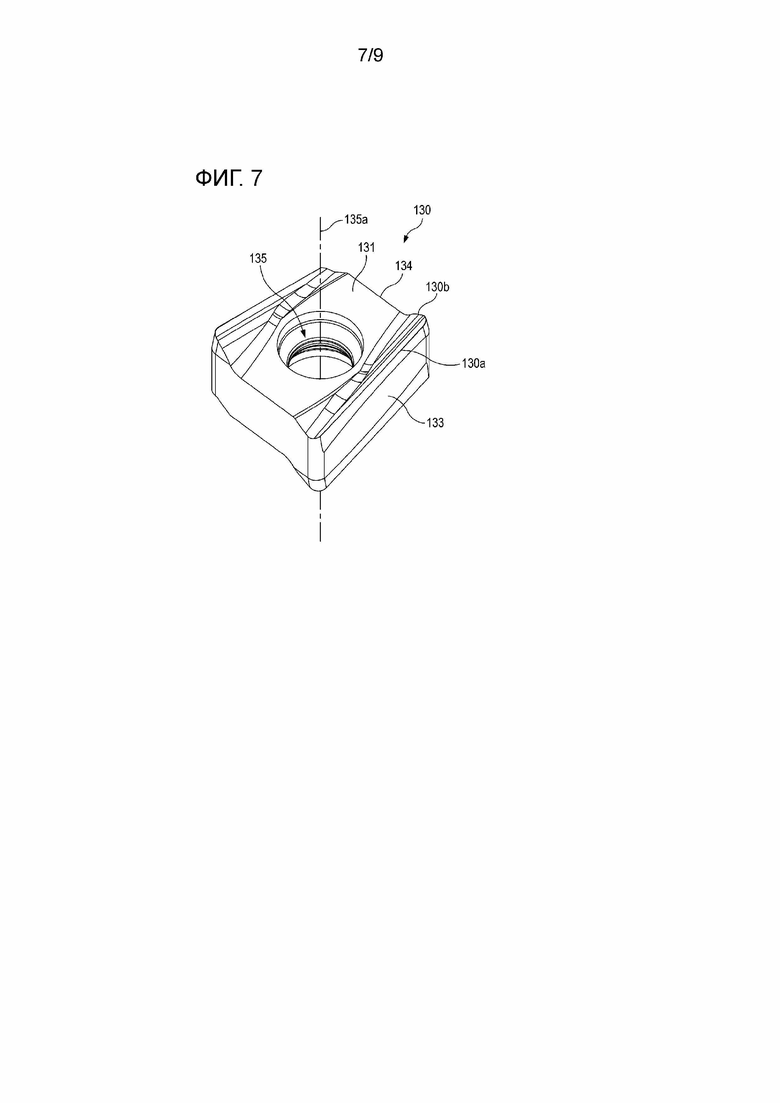
[0027] Фиг.7 представляет собой перспективный вид, показывающий режущую пластину, показанную на фиг.5, в соответствии с одним вариантом осуществления настоящего изобретения.
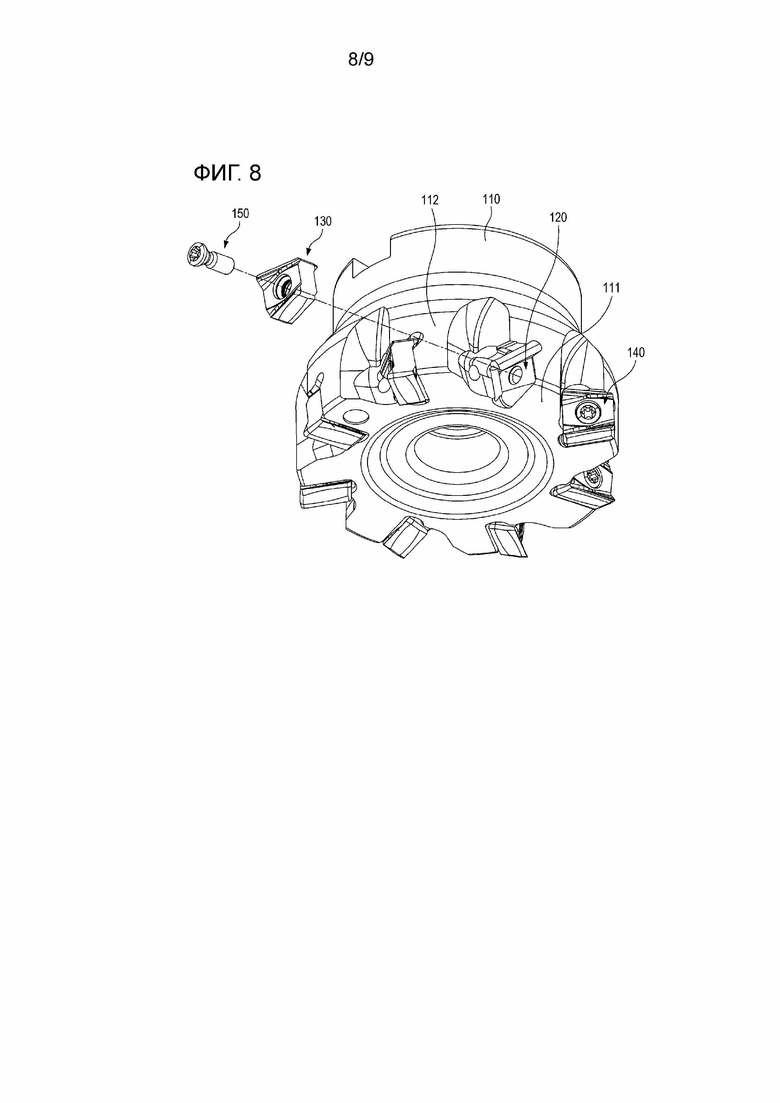
[0028] Фиг.8 представляет собой перспективный вид с пространственным разнесением элементов, показывающий сборный режущий инструмент, показанный на фиг.1, в соответствии с одним вариантом осуществления настоящего изобретения.
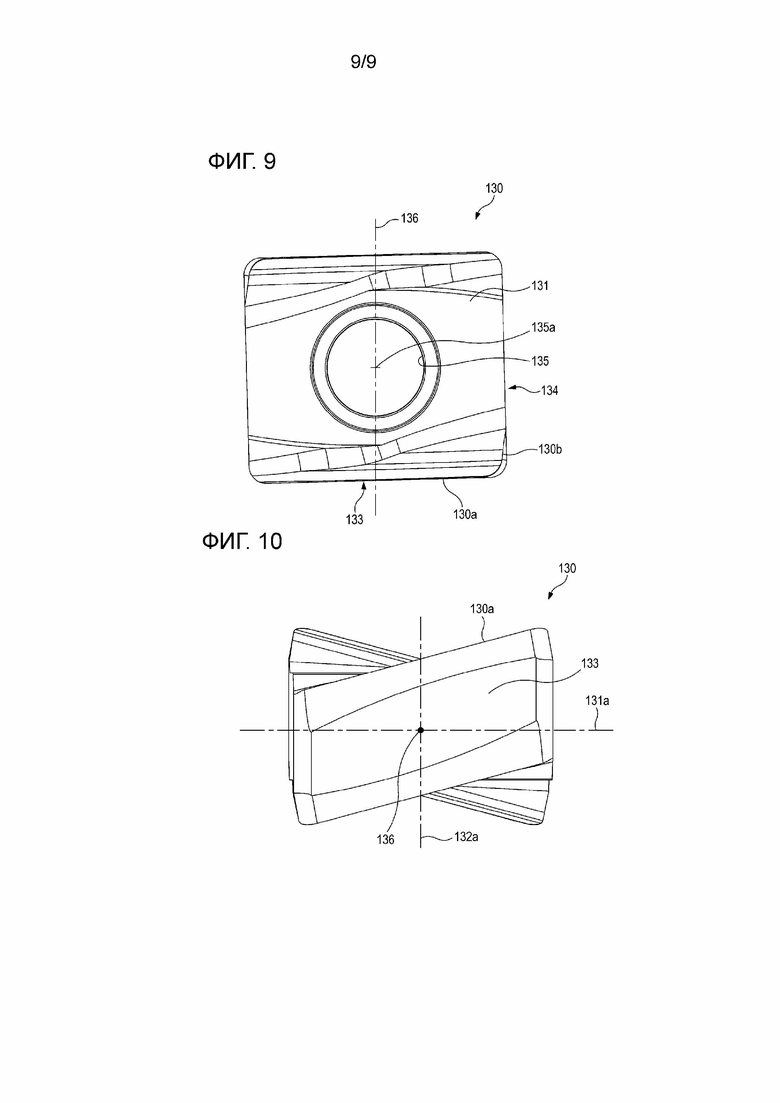
[0029] Фиг.9 представляет собой вид сверху, показывающий верхнюю поверхность режущей пластины, показанной на фиг.7, в соответствии с одним вариантом осуществления настоящего изобретения.
[0030] Фиг.10 представляет собой вид сбоку, показывающий боковую поверхность режущей пластины, показанной на фиг.7, в соответствии с одним вариантом осуществления настоящего изобретения.
Вариант осуществления изобретения
[0031] Для объяснения технической идеи настоящего изобретения показаны варианты осуществления настоящего изобретения. Объем прав в соответствии с настоящим изобретением не ограничен показанными ниже вариантами осуществления или подробными описаниями таких вариантов осуществления.
[0032] Все технические и научные термины в данном описании включают значения или определения, которые общепонятны специалистам в данной области техники, если не указано иное. Все термины в данном описании выбраны для того, чтобы сделать описание настоящего изобретения более понятным, а не для ограничения объема настоящего изобретения.
[0033] Используемые в данном описании выражения, такие как «содержащий», «включающий», «имеющий» и тому подобные, следует понимать как неограниченные термины с возможностью включения других вариантов осуществления, если не указано иное относительно фразы или предложения, содержащего такие выражения.
[0034] Элементы в единственном числе, которые описаны в настоящем изобретении, могут включать множество элементов, если не указано иное. Это касается также элементов в единственном числе в формуле изобретения.
[0035] Определения, такие как «первый», «второй» и др., которые показаны в разных вариантах осуществления настоящего изобретения, используются для того, чтобы отделять множество элементов друг от друга и не должны ограничивать порядок или важность соответствующих элементов.
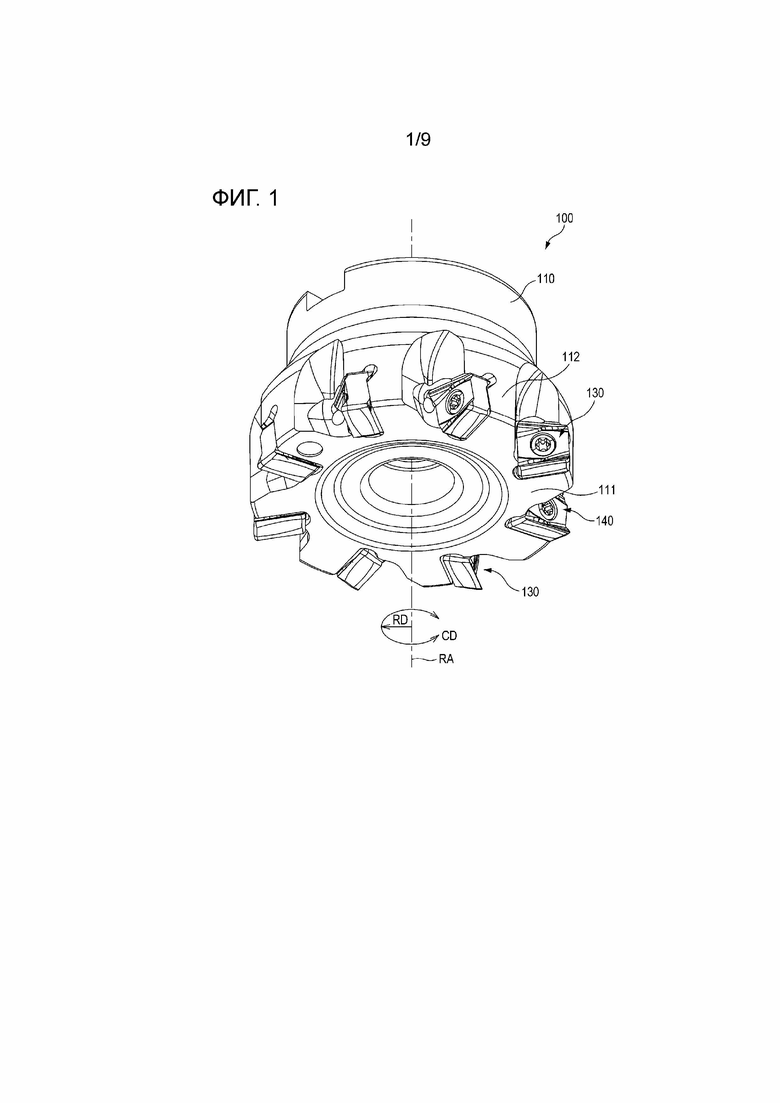
[0036] В данном описании термин «радиальное направление RD» означает направление от или к оси RA вращения корпуса фрезы сборного режущего инструмента. Термин «окружное направление CD» означает направление, окружающее ось RA вращения.
[0037] Ниже будут описаны варианты осуществления настоящего изобретения со ссылкой на сопроводительные чертежи. В сопроводительных чертежах одинаковые или соответственные элементы обозначены одинаковыми ссылочными позициями. В приведенном ниже описании вариантов осуществления, описания одинаковых или соответственных элементов не повторяются. Однако даже если описание элемента не приведено, это не означает, что такой элемент исключен в варианте осуществления.
[0038] Фиг.1 представляет собой перспективный вид, показывающий сборный режущий инструмент в соответствии с одним вариантом осуществления настоящего изобретения.
[0039] Как показано на фиг.1, сборный режущий инструмент 100 в соответствии с одним вариантом осуществления настоящего изобретения включает: корпус 110 фрезы; множество пазов 120 под режущие пластины; множество фиксированных режущих пластин 130 и множество ступенчатых режущих пластин 140. Сборный режущий инструмент 100 может быть использован для торцевого фрезерования и называется также торцевой фрезерной головкой или торцевой фрезой.
[0040] Корпус 110 фрезы может включать нижнюю поверхность 111 и цилиндрическую часть 112. Нижняя поверхность 111 приблизительно перпендикулярна оси RA вращения корпуса 110 фрезы и по существу параллельна обрабатываемой поверхности заготовки. Цилиндрическая часть 112 продолжается вертикально от нижней поверхности 111. В одном варианте осуществления нижняя поверхность 111 расположена так, чтобы быть обращенной к обрабатываемой поверхности заготовки, и роторная приводная часть режущего инструмента расположена на верхней стороне, противоположной нижней поверхности 111 вдоль оси RA вращения корпуса 110 фрезы. Роторная приводная часть может быть непосредственно соединена с верхней стороной корпуса 110 фрезы или может быть соединена с верхней стороной корпуса 110 фрезы не прямо, а через другой элемент.
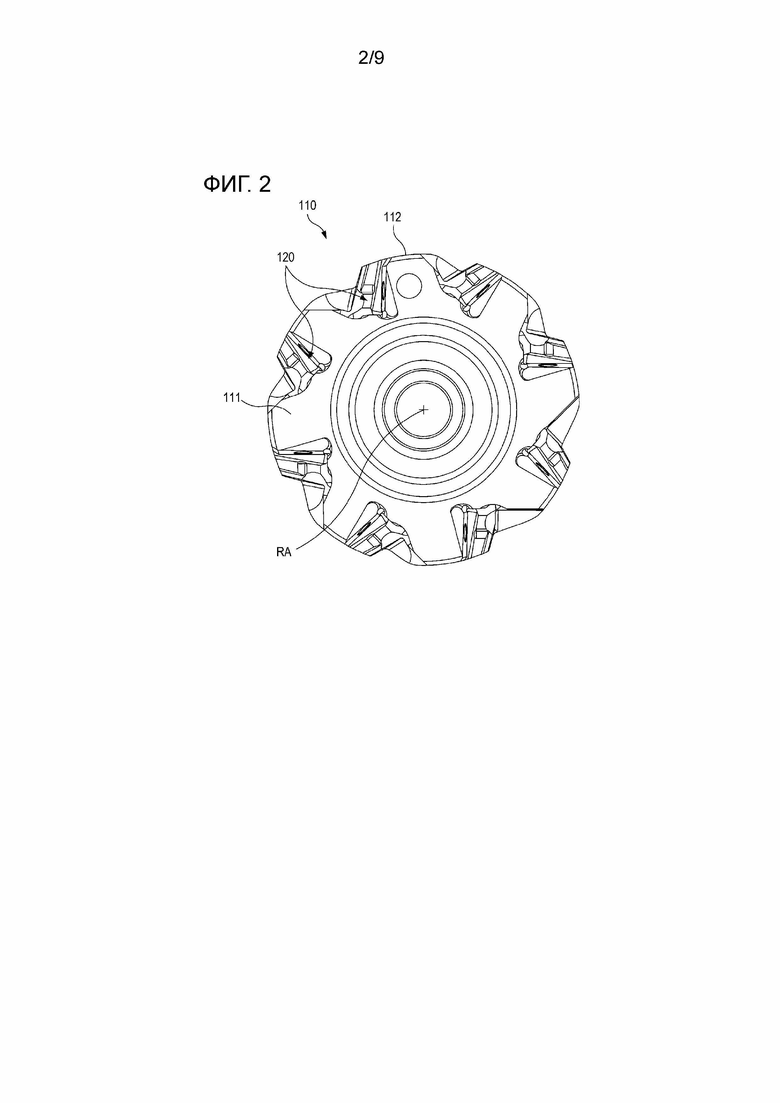
[0041] Фиг.2 представляет собой вид снизу, показывающий корпус фрезы, показанный на фиг.1.
[0042] Как показано на фиг.2, множество пазов 120 под режущие пластины разнесены друг от друга в окружном направлении CD и образованы в вогнутой форме. Множество пазов 120 под режущие пластины образованы так, чтобы быть углубленными относительно нижней поверхности 111 и цилиндрической части 112. Каждый из множества пазов 120 под режущие пластины образован так, чтобы быть больше, чем множество фиксированных режущих пластин 130 и множество ступенчатых режущих пластин 140, так чтобы стружка, срезаемая с заготовки, снималась плавно. Каждый из множества пазов 120 под режущие пластины может быть образован так, чтобы соответствовать положениям множества фиксированных режущих пластин 130 и множества ступенчатых режущих пластин 140. Например, множество пазов 120 под режущие пластины могут быть разнесены друг от друга и расположены с одинаковыми интервалами в окружном направлении CD. В качестве другого примера, множество пазов 120 под режущие пластины могут быть разнесены друг от друга и расположены с разными интервалами.
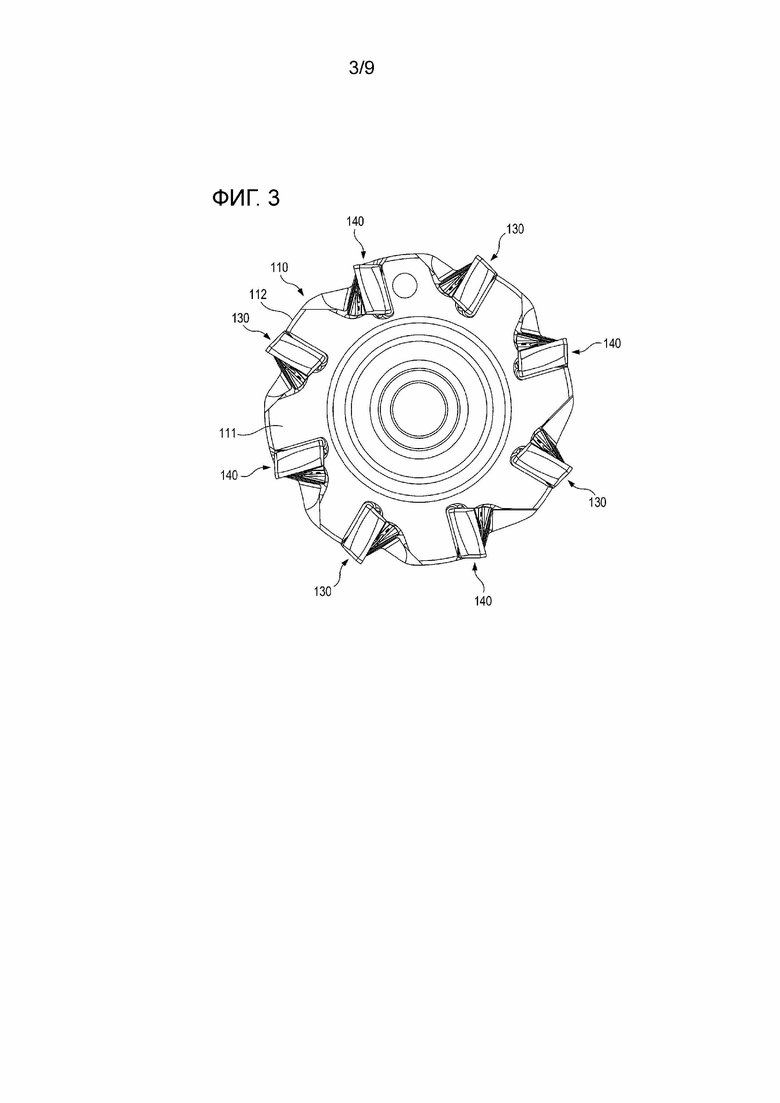
[0043] Фиг.3 представляет собой вид снизу, показывающий сборный режущий инструмент, показанный на фиг.1.
[0044] Как показано на фиг.3, множество фиксированных режущих пластин 130 закреплены в множестве пазов 120 под режущие пластины и расположены на самой дальней от середины части корпуса 110 фрезы в радиальном направлении RD. Каждая из множества фиксированных режущих пластин 130 расположена так, что длина от оси RA вращения или длина, выступающая из цилиндрической части 112, остается одинаковой. Под длиной от оси RA вращения в множестве фиксированных режущих пластин 130 подразумевается фиксированный радиус Rf резания, по которому осуществляется резание во время обработки заготовки инструментом. То есть множество фиксированных режущих пластин 130 расположены так, чтобы иметь одинаковый фиксированный радиус Rf резания от оси RA вращения корпуса 110 фрезы. Каждая из множества фиксированных режущих пластин 130 расположена так, чтобы иметь одинаковую длину от нижней поверхности 111 или одинаковую длину, выступающую от нижней поверхности 111. Под длиной от нижней поверхности 111 в множестве фиксированных режущих пластин 130 подразумевается фиксированная глубина Df резания, по которой осуществляется резание во время обработки заготовки инструментом. То есть множество фиксированных режущих пластин 130 расположены так, чтобы иметь одинаковую фиксированную глубину Df резания.
[0045] Множество ступенчатых режущих пластин 140 закреплены в множестве пазов 120 под режущие пластины. В одном варианте осуществления множество ступенчатых режущих пластин 140 могут включать первую ступенчатую режущую пластину 141, вторую ступенчатую режущую пластину 142, третью ступенчатую режущую пластину 143 и четвертую ступенчатую режущую пластину 144. Каждая из множества ступенчатых режущих пластин 140 расположена между двумя смежными фиксированными режущими пластинами 130 из множества фиксированных режущих пластин 130. То есть фиксированные режущие пластины 130 и ступенчатые режущие пластины 140 расположены поочередно друг с другом. По меньшей мере одна режущая пластина из множества ступенчатых режущих пластин 140 расположена так, чтобы иметь другую длину от оси вращения RA по сравнению с остальными ступенчатыми режущими пластинами из множества ступенчатых режущих пластин 140. Под длиной от оси вращения RA в множестве ступенчатых режущих пластин 140 подразумевается ступенчатый радиус Rs резания, по которому осуществляется резание во время обработки заготовки инструментом. То есть по меньшей мере одна ступенчатая режущая пластина из множества ступенчатых режущих пластин 140 расположена так, чтобы иметь другой ступенчатый радиус Rs резания по сравнению с остальными ступенчатыми режущими пластинами из множества ступенчатых режущих пластин 140. По меньшей мере одна ступенчатая режущая пластина из множества ступенчатых режущих пластин 140 расположена так, чтобы меть другую длину от нижней поверхности 111 по сравнению с остальными ступенчатыми режущими пластинами из множества ступенчатых режущих пластин 140. Под длиной от нижней поверхности 111 в множестве ступенчатых режущих пластин 140 подразумевается ступенчатая глубина резания Ds, по которой осуществляется резание во время обработки заготовки инструментом. То есть по меньшей мере одна ступенчатая режущая пластина из множества ступенчатых режущих пластин 140 расположена так, чтобы иметь другую ступенчатую глубину резания Ds по сравнению с остальными ступенчатыми режущими пластинами из множества ступенчатых режущих пластин 140.
[0046] Множество фиксированных режущих пластин 130, имеющих одинаковый фиксированный радиус Rf резания и одинаковую фиксированную глубину Df резания, и множество ступенчатых режущих пластин 140, имеющих по меньшей мере один другой ступенчатый радиус Rs резания и по меньшей мере одну другую ступенчатую глубину Ds резания, расположены поочередно друг с другом. Таким образом, во время механической обработки заготовки сборным режущим инструментом 100 можно устранить или предотвратить скачкообразное изменение радиуса резания или глубины резания. Соответственно можно минимизировать повреждение или поломку фиксированных режущих пластин 130 или ступенчатых режущих пластин 140 вследствие скачкообразного изменения радиуса резания и глубины резания. В результате можно продлить срок службы фиксированных режущих пластин 130 или ступенчатых режущих пластин 140
[0047] В одном варианте осуществления каждая из множества ступенчатых режущих пластин 140 может быть расположена так, чтобы иметь свою особую длину (т.е. свой особый ступенчатый радиус Rs резания) от оси вращения RA и свою особую длину (т.е. свою особую ступенчатую глубину резания Ds) от нижней поверхности 111.
[0048] Фиг.4 представляет собой вид сверху, показывающий множество режущих пластин, показанных на фиг.1.
[0049] В одном варианте осуществления множество ступенчатых режущих пластин 140 могут быть расположены так, что длина от оси RA вращения постепенно увеличивается или уменьшается в окружном направлении CD. То есть, как показано на фиг.4, ступенчатый радиус Rs резания каждой из ступенчатых режущих пластин 140 может быть установлен так, чтобы постепенно увеличиваться или уменьшаться в окружном направлении CD. Например, две смежные ступенчатые режущие пластины из множества ступенчатых режущих пластин 140 могут быть расположены так, что длина от оси вращения RA имеет постоянный интервал. То есть в двух смежных ступенчатых режущих пластинах, величина изменения (ΔRs1, ΔRs2, ΔRs3 и др.) ступенчатого радиуса Rs резания (см. фиг.5) установлена постоянной. Каждый из ступенчатых радиусов Rs резания двух смежных ступенчатых режущих пластин из множества ступенчатых режущих пластин 140 может быть удлинен или укорочен так, чтобы иметь одинаковый интервал. При этом под окружным направлением CD подразумевается окружное направление, проходящее вдоль направления, в котором вращается корпус 110 фрезы. Множество ступенчатых режущих пластин 140, имеющих ступенчатый радиус Rs резания, поступенно увеличивающийся или уменьшающийся в окружном направлении CD, расположены между двумя смежными фиксированными режущими пластинами из множества фиксированных режущих пластин 130, имеющих одинаковый фиксированный радиус Rf резания. Таким образом, можно более эффективно устранить или предотвратить скачкообразное изменение радиуса резания среди множества ступенчатых режущих пластин 140, а также скачкообразное изменение радиуса резания между каждой из фиксированных режущих пластин 130 и каждой из ступенчатых режущих пластин 140.
[0050] В одном варианте осуществления множество ступенчатых режущих пластин 140 могут быть расположены так, что длина от нижней поверхности 111 постепенно уменьшается или увеличивается в окружном направлении CD. То есть ступенчатая глубина Ds резания каждой из ступенчатых режущих пластин 140 может быть установлена так, чтобы постепенно уменьшаться или увеличиваться в окружном направлении CD. Например, две смежные ступенчатые режущие пластины из множества ступенчатых режущих пластин 140 могут быть расположены так, что длина от нижней поверхности 111 имеет постоянный интервал. То есть в двух смежных ступенчатых режущих пластинах, величина изменения (ΔDs1, ΔDs2, ΔDs3 и т.д.) ступенчатой глубины Ds резания (см. фиг.5) установлена постоянной. Каждая из ступенчатых глубин Ds резания двух смежных ступенчатых режущих пластин из множества ступенчатых режущих пластин 140 может уменьшаться или увеличиваться так, чтобы иметь одинаковый интервал. Множество ступенчатых режущих пластин 140, имеющих ступенчатую глубину Ds резания, поступенно увеличивающуюся или уменьшающуюся в окружном направлении CD, расположены между двумя смежными фиксированными режущими пластинами из множества фиксированных режущих пластин 130, имеющих одинаковую фиксированную глубину Df резания. Таким образом, можно более эффективно устранить или предотвратить скачкообразное изменение глубины резания среди множества ступенчатых режущих пластин 140, а также скачкообразное изменение глубины резания между каждой из фиксированных режущих пластин 130 и каждой из ступенчатых режущих пластин 140.
[0051] В одном варианте осуществления две смежные ступенчатые режущие пластины из множества ступенчатых режущих пластин 140 могут быть расположены так, что разность в длине от оси RA вращения больше, чем разность в длине от нижней поверхности 111. То есть величина изменения ступенчатого радиуса Rs резания установлена больше, чем величина изменения ступенчатой глубины Ds резания. Следовательно, чистота поверхности, параллельной нижней поверхности 111, из обрабатываемых поверхностей заготовки, выше, чем чистота поверхности, перпендикулярной нижней поверхности 111. Например, в двух смежных ступенчатых режущих пластинах, разность в длине от оси RA вращения может быть равна 1 мм, а разность в длине от нижней поверхности 111 может быть равна 0,05 мм.
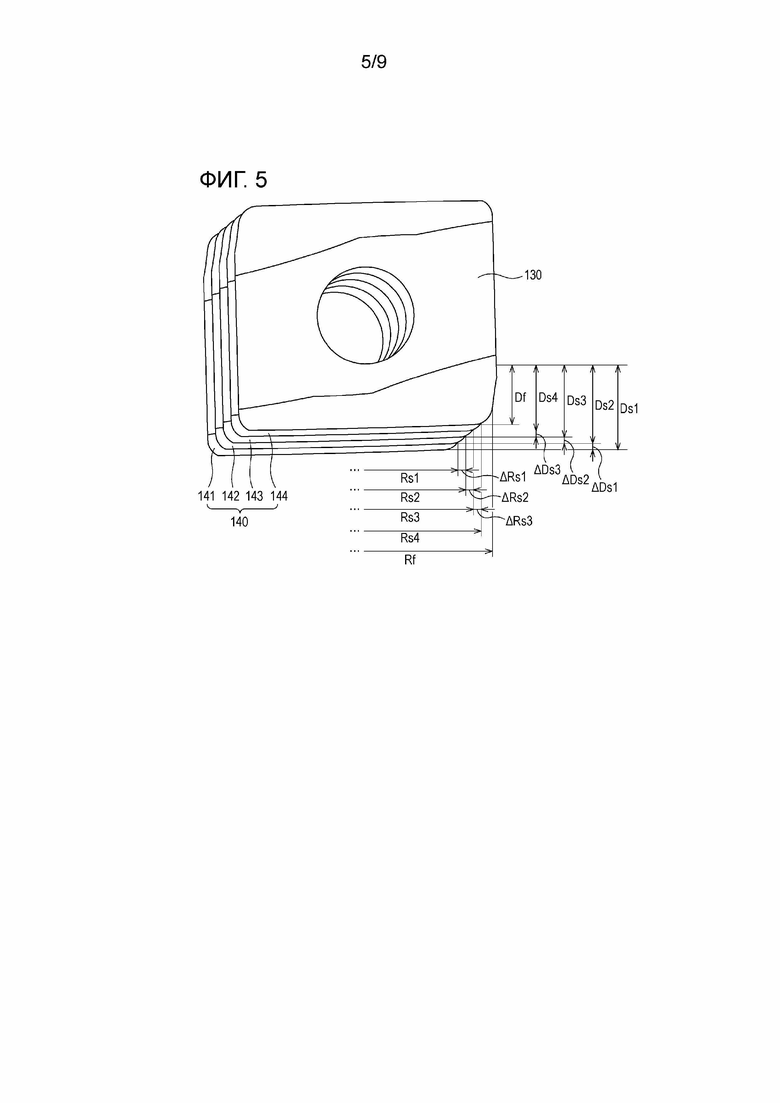
[0052] Фиг.5 представляет собой чертеж, показывающий расположение множества режущих пластин, показанных на фиг.1. Конкретно, фиг.5 показывает состояние, в котором множество фиксированных режущих пластин 130 и множество ступенчатых режущих пластин 140 расположены в заданной точке, когда корпус 110 фрезы вращается вокруг оси RA вращения. Фиксированный радиус Rf резания и ступенчатый радиус Rs резания обычно измеряют от оси RA вращения корпуса 110 фрезы. На фиг.5 показана только их часть для наглядности.
[0053] Как показано на фиг.5, когда корпус 110 фрезы вращается, фиксированная режущая пластина 130, первая ступенчатая режущая пластина 141, фиксированная режущая пластина 130, вторая ступенчатая режущая пластина 142, фиксированная режущая пластина 130, третья ступенчатая режущая пластина 143, фиксированная режущая пластина 130 и четвертая ступенчатая режущая пластина 144 расположены последовательно в заданной точке. Порядок первой-четвертой ступенчатых режущих пластин может быть установлен обратным тому, что показан на фиг.5.
[0054] Первая ступенчатая режущая пластина 141 имеет первый ступенчатый радиус Rs1 резания, вторая ступенчатая режущая пластина 142 имеет второй ступенчатый радиус Rs2 резания, третья ступенчатая режущая пластина 143 имеет третий ступенчатый радиус Rs3 резания и четвертая ступенчатая режущая пластина 144 имеет четвертый ступенчатый радиус Rs4 резания. Первый-четвертый ступенчатые радиусы Rs1, Rs2, Rs3 и Rs4 резания могут быть установлены так, чтобы постепенно увеличиваться. Множество фиксированных режущих пластин 130, имеющих одинаковый фиксированный радиус Rf резания, и множество ступенчатых режущих пластин 140, имеющих постепенно увеличивающиеся первый-четвертый ступенчатые радиусы Rs1, Rs2, Rs3 и Rs4 резания, расположены поочередно и последовательно так, чтобы резать заготовку. Соответственно, можно дополнительно минимизировать повреждение или поломку фиксированных режущих пластин 130 или ступенчатых режущих пластин 140 вследствие скачкообразного изменения радиуса резания. В результате можно дополнительно продлить срок службы фиксированных режущих пластин 130 или ступенчатых режущих пластин 140. В случае если порядок первой-четвертой ступенчатых режущих пластин 141, 142, 143 и 144 установлен обратным тому, что показан на фиг.5, можно понять, что первый-четвертый ступенчатые радиусы резания поступенно уменьшаются.
[0055] Первая ступенчатая режущая пластина 141 имеет первую ступенчатую глубину Ds1 резания, вторая ступенчатая режущая пластина 142 имеет вторую ступенчатую глубину Ds2 резания, третья ступенчатая режущая пластина 143 имеет третью ступенчатую глубину Ds3 резания и четвертая ступенчатая режущая пластина 144 имеет четвертую ступенчатую глубину Ds4 резания. Первая-четвертая ступенчатые глубины Ds1, Ds2, Ds3 и Ds4 резания могут быть установлены так, чтобы постепенно уменьшаться. Множество фиксированных режущих пластин 130, имеющих одинаковую фиксированную глубину Df резания, и множество ступенчатых режущих пластин 140, имеющих постепенно уменьшающиеся первую-четвертую глубины Ds1, Ds2, Ds3 и Ds4 резания, расположены поочередно и последовательно так, чтобы резать заготовку. Соответственно, можно дополнительно минимизировать повреждение или поломку фиксированных режущих пластин 130 или ступенчатых режущих пластин 140 вследствие скачкообразного изменения глубины резания. В результате можно дополнительно продлить срок службы фиксированных режущих пластин 130 или ступенчатых режущих пластин 140. В случае если порядок первой-четвертой ступенчатых режущих пластин 141, 142, 143 и 144 установлен образным тому, что показан на фиг.5, можно понять, что первая-четвертая ступенчатые глубины резания постепенно увеличиваются.
[0056] Как показано на фиг.5, в одном варианте осуществления длина от оси RA вращения (т.е. фиксированный радиус Rf резания) в множестве фиксированных режущих пластин 130 может быть установлена равной или больше, чем длина от оси RA вращения (т.е. ступенчатый радиус Rs резания) в множестве ступенчатых режущих пластин 140. Например, фиксированный радиус Rf резания множества фиксированных режущих пластин 130 может быть установлен равным или больше, чем первый-четвертый ступенчатые радиусы Rs1, Rs2, Rs3 и Rs4 резания первой-четвертой ступенчатых режущих пластин 141, 142, 143 и 144. Как описано выше, когда фиксированный радиус Rf резания установлен равным или больше, чем ступенчатый радиус Rs резания, множество фиксированных режущих пластин 130 осуществляют резание с одинаковым фиксированным радиусом Rf резания, а множество ступенчатых режущих пластин 140 осуществляют резание со ступенчатым радиусом Rs резания, который равен фиксированному радиусу Rf резания или отличается от фиксированного радиуса Rf резания с внутренней стороны в радиальном направлении RD. Следовательно, усилие резания может быть распределено в множестве фиксированных режущих пластин 130, а усилие резания, действующее на множество ступенчатых режущих пластин 140, может быть уменьшено. В результате, можно устранить или предотвратить поломку или повреждение множества ступенчатых режущих пластин 140. Кроме того, толщина стружки, срезаемой с заготовки множеством ступенчатых режущих пластин 140, поддерживается постоянной, что позволяет повысить чистоту обрабатываемой поверхности заготовки.
[0057] В одном варианте осуществления длина от нижней поверхности 111 (т.е. фиксированная глубина Df резания) в множестве фиксированных режущих пластин 130 может быть установлена равной или меньше, чем длина от нижней поверхности 111 (т.е. ступенчатая глубина Ds резания) в множестве ступенчатых режущих пластин 140. Как описано выше, когда фиксированная глубина Ds резания установлена равной или меньше, чем ступенчатая глубина Ds резания, множество фиксированных режущих пластин 130 осуществляют резание с одинаковой фиксированной глубиной Df резания, а множество ступенчатых режущих пластин 140 осуществляют резание со ступенчатой глубиной Ds резания, которая равна фиксированной глубине Df резания или отличается от фиксированной глубины Df резания. Таким образом, можно устранить или предотвратить скачкообразные изменения в фиксированной глубине Df резания множества фиксированных режущих пластин 130 и ступенчатой глубине Ds резания множества ступенчатых режущих пластин 140.
[0058] В одном варианте осуществления общее число множества фиксированных режущих пластин 130 и множества ступенчатых режущих пластин 140 может находиться в пределах от 6 до 20. Для достижения вышеописанных эффектов, обусловленных множеством ступенчатых режущих пластин 140, общее число режущих пластин может быть установлено равным 6 или более. Кроме того, общее число режущих пластин может быть установлено равным 20 или меньше, так чтобы режущие пластины можно было приложить к фрезе большого размера с корпусом 110 большого диаметра. Кроме того, общее число множества фиксированных режущих пластин 130 и множества ступенчатых режущих пластин 140 может быть установлено равным четному числу.
[0059] Фиг.6 представляет собой вид, показывающий расположение множества режущих пластин в соответствии с другим вариантом осуществления настоящего изобретения.
[0060] Как показано на фиг.6, первый-четвертый ступенчатые радиусы Rs1, Rs2, Rs3 и Rs4 резания первой-четвертой ступенчатых режущих пластин 141, 142, 143 и 144 могут быть установлены так, чтобы поступенно увеличиваться, и первая-четвертая ступенчатые глубины Ds1, Ds2, Ds3 и Ds4 резания первой-четвертой ступенчатых режущих пластин 141, 142, 143 и 144 могут быть установлены так, чтобы постепенно увеличиваться. Множество фиксированных режущих пластин 130, имеющих одинаковую фиксированную глубину Df резания, и множество ступенчатых режущих пластин 140, имеющих постепенно увеличивающиеся первую-четвертую ступенчатые глубины Ds1, Ds2, Ds3 и Ds4 резания, расположены поочередно и последовательно так, чтобы резать заготовку. Таким образом, можно дополнительно минимизировать повреждение или поломку фиксированных режущих пластин 130 или ступенчатых режущих пластин 140 вследствие скачкообразного изменения глубины резания. В результате можно дополнительно продлить срок службы фиксированных режущих пластин 130 или ступенчатых режущих пластин 140. В случае если порядок первой-четвертой ступенчатых режущих пластин 141, 142, 143 и 144 установлен обратным тому, что показан на фиг.6, можно понять, что первая-четвертая ступенчатые глубины резания постепенно увеличиваются.
[0061] В одном варианте осуществления каждая из множества фиксированных режущих пластин 130 может иметь такую же форму, как каждая из множества ступенчатых режущих пластин 140. Поскольку множество фиксированных режущих пластин 130 и множество ступенчатых режущих пластин 140 имеют одинаковую форму, как описано выше, один тип режущих пластин может быть использован в качестве фиксированных режущих пластин 130 или ступенчатых режущих пластин 140. Кроме того, в случае необходимости замены любой одной из режущих пластин, можно использовать фиксированные режущие пластины 130 или ступенчатые режущие пластины 140 без необходимости их различать. Это позволяет удобно осуществлять текущий ремонт сборного режущего инструмента.
[0062] В одном варианте осуществления каждая из множества фиксированных режущих пластин 130 может включать множество первых главных режущих кромок 130а и множество первых вспомогательных режущих кромок 130b, а каждая из множества ступенчатых режущих пластин 140 может включать множество вторых главных режущих кромок и множество вторых вспомогательных режущих кромок. Когда каждая из множества фиксированных режущих пластин 130 имеет такую же форму, как каждая из множества ступенчатых режущих пластин 140, первые главные режущие кромки 130а и первые вспомогательные режущие кромки 130b могут также иметь такую же форму, как вторые главные режущие кромки и вторые вспомогательные режуще кромки, соответственно. Поэтому в дальнейшем описание будет приведено с обращением основного внимания на фиксированную режущую пластину 130, содержащую первую главную режущую кромку 130а и первую вспомогательную режущую кромку 130b.
[0063] Фиг.7 представляет собой перспективный вид, показывающий режущую пластину, показанную на фиг.5.
[0064] Как показано на фиг.7, фиксированные режущие пластины 130 могут включать верхнюю поверхность 131, нижнюю поверхность 132 и первую и вторую боковые поверхности 133 и 134, которые пересекаются в углах верхней поверхности 131. Первая главная режущая кромка 130а образована на пересечении первой боковой поверхности 133 с верхней поверхностью 131, а первая вспомогательная режущая кромка 130b образована на пересечении второй боковой поверхности 134 с верхней поверхностью 131. Первая главная режущая кромка 130а и первая вспомогательная режущая кромка 130b образованы так, чтобы выступать за пределы верхней поверхности 131. Первую главную режущую кромку 130 используют для резания передней поверхности заготовки (т.е. поверхности, перпендикулярной оси RA вращения корпуса 110 фрезы), а первую вспомогательную режущую кромку 130b используют для резания боковой поверхности заготовки (т.е. поверхности, параллельной оси RA вращения корпуса 110 фрезы).
[0065] Фиг.8 представляет собой перспективный вид с пространственным разделением элементов, показывающий сборный режущий инструмент, показанный на фиг.1.
[0066] В одном варианте осуществления как показано на фиг.8, каждая из множества фиксированных режущих пластин 130 может быть образована с первым установочным отверстием 135 для закрепления в пазу 120 под режущую пластину, и каждая из множества ступенчатых режущих пластин 140 может быть образована с вторым установочным отверстием для закрепления в пазу под режущую пластину. Если каждая из множества фиксированных режущих пластин 130 имеет такую же форму, как каждая из множества ступенчатых режущих пластин 140, то первое установочное отверстие 135 может иметь такую же форму, как второе установочное отверстие. Поэтому в дальнейшем будет в основном описано первое установочное отверстие 135. Первое установочное отверстие 135 образовано так, чтобы проходить через верхнюю поверхность 131 и нижнюю поверхность 132. Первое установочное отверстие 135 образовано так, чтобы быть перпендикулярным верхней поверхности 131 и нижней поверхности 132 и параллельным первой и второй боковым поверхностям 133 и 134. Зажимной винт 150 проходит через первое установочное отверстие 135 и прикрепляется к пазу 120 под режущую пластину корпуса 110 фрезы.
[0067] Фиг.9 представляет собой вид сверху, показывающий верхнюю поверхность режущей пластины, показанной на фиг.7.
[0068] В одном варианте осуществления как показано на фиг.9, каждая из множества фиксированных режущих пластин 130 может быть вращательно симметричной относительно центральной оси 135а первого установочного отверстия 135, и каждая из множества ступенчатых режущих пластин 140 может быть вращательно симметричной относительно центральной оси второго установочного отверстия. Таким образом, фиксированная режущая пластина 130 содержит другую первую главную режущую кромку и другую первую вспомогательную режущую кромку, образованные в положениях, повернутых на 180° от первой главной режущей кромки 130а и первой вспомогательной режущей кромки 130b вокруг первого установочного отверстия 135. В случае повреждения или поломки одной первой главной режущей кромки 130а и одной первой вспомогательной режущей кромки 130b, для резания заготовки могут быть использованы другая первая главная режущая кромка и другая первая вспомогательная режущая кромка.
[0069] Фиг.10 представляет собой вид сбоку, показывающий боковую поверхность режущей пластины, показанной на фиг.7.
[0070] В одном варианте осуществления как показано на фиг.10, фиксированная режущая пластина 130 может быть вращательно симметричной относительно оси 136, там где воображаемая промежуточная поверхность 131а, расположенная между верхней поверхностью 131 и нижней поверхностью 132, проходит через центральную ось 135а первого установочного отверстия 135 и пересекается с вертикальной поверхностью 132а, перпендикулярной промежуточной поверхности 131а. Следовательно, другая первая главная режущая кромка может быть образована на пересечении нижней поверхности 132 с первой боковой поверхностью 133, и другая первая вспомогательная режущая кромка может быть образована на пересечении нижней поверхности 132 с второй боковой поверхностью 134. В случае повреждения или поломки первой главной режущей кромки и первой вспомогательной режущей кромки на верхней поверхности 131 фиксированной режущей пластины 130, для резания заготовки могут быть использованы первая главная режущая кромка и первая вспомогательная режущая кромка на нижней поверхности 132. Например, одна фиксированная режущая пластина может содержать четыре пары главных режущих кромок и первых вспомогательных режущих кромок.
[0071] Хотя настоящее изобретение описано в отношении некоторых вариантов осуществления, следует отметить, что для специалистов в данной области техники будет очевидно множество модификаций и изменений, не выходящих за рамки сущности и объема настоящего изобретения. Кроме того, предполагается, что такие модификации и изменения находится в пределах объема прилагаемой формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАСТИНА И СБОРНЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ, СОДЕРЖАЩИЙ ТАКУЮ ПЛАСТИНУ | 2019 |
|
RU2747665C1 |
| ОХВАТЫВАЮЩИЙ ЗЕНКЕРНЫЙ ИНСТРУМЕНТ И СПОСОБ ВЫПОЛНЕНИЯ ДУГООБРАЗНЫХ ПАЗОВ | 1997 |
|
RU2189297C2 |
| СВЕРЛО С ИНДЕКСИРУЕМЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ И КОРПУС СВЕРЛА | 2010 |
|
RU2488464C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПРИСПОСОБЛЕНИЕМ ДЛЯ РЕГУЛИРОВАНИЯ ОСЕВОГО ПОЛОЖЕНИЯ | 2013 |
|
RU2637193C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ ПАЗОВ В МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЯХ И ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2133657C1 |
| Торцово-плунжерная ступенчатая фреза | 2024 |
|
RU2822494C1 |
| СБОРНАЯ РЕЗЬБОВАЯ ФРЕЗА | 2002 |
|
RU2224625C2 |
| СПОСОБ ОБКАТКИ СО СКОЛЬЖЕНИЕМ ДЛЯ ИЗГОТОВЛЕНИЯ КОНИЧЕСКИХ ШЕСТЕРНЕЙ | 2014 |
|
RU2645808C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ КОЛЕНЧАТЫХ ВАЛОВ И УСТРОЙСТВО ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2412024C2 |

Изобретение относится к области инструментов для торцевого фрезерования. Сборный режущий инструмент содержит корпус фрезы, пазы под режущие пластины, фиксированные режущие пластины и ступенчатые режущие пластины. Ступенчатая режущая пластина расположена между двумя смежными фиксированными режущими пластинами. Фиксированная режущая пластина расположена с обеспечением одинаковой длины от оси вращения и одинаковой длины от нижней поверхности. По меньшей мере одна ступенчатая режущая пластина расположена с обеспечением другой длины от оси вращения и другой длины от нижней поверхности по сравнению с остальными ступенчатыми режущими пластинами. Техническим результатом является увеличение срока службы сборного режущего инструмента и улучшение чистоты обрабатываемой поверхности заготовки. 13 з.п. ф-лы, 10 ил.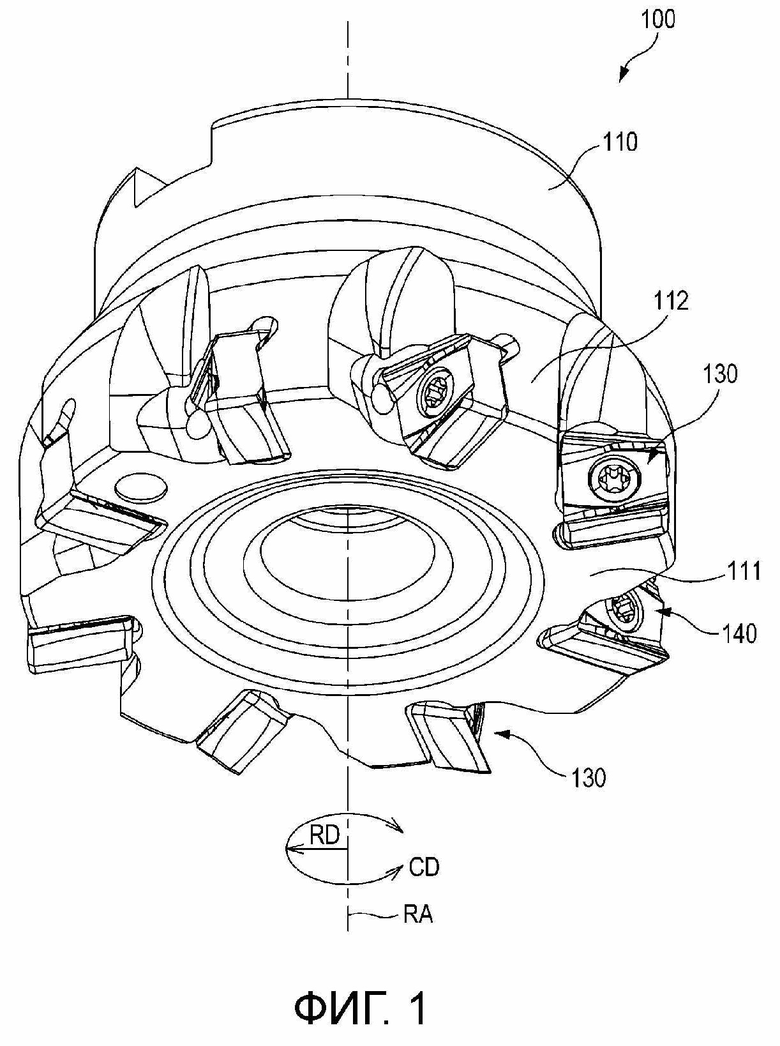
1. Сборный режущий инструмент, содержащий:
корпус фрезы, продолжающийся перпендикулярно от нижней поверхности и включающий цилиндрическую часть с осью вращения,
множество пазов под режущие пластины, расположенных и образованных углубленно в нижней поверхности и цилиндрической части корпуса фрезы так, чтобы быть разнесенными друг от друга в окружном направлении,
множество фиксированных режущих пластин, закрепленных во множестве пазов под режущие пластины и расположенных в самой удаленной от середины части корпуса фрезы в радиальном направлении, и
множество ступенчатых режущих пластин, закрепленных во множестве пазов под режущие пластины, причем каждая из множества ступенчатых режущих пластин расположена между двумя смежными фиксированными режущими пластинами из множества фиксированных режущих пластин,
причем каждая из множества фиксированных режущих пластин расположена так, чтобы иметь одинаковую длину от оси вращения и одинаковую длину от нижней поверхности, и
причем по меньшей мере одна ступенчатая режущая пластина из множества ступенчатых режущих пластин расположена так, чтобы иметь другую длину от оси вращения и другую длину от нижней поверхности по сравнению с остальными ступенчатыми режущими пластинами из множества ступенчатых режущих пластин.
2. Сборный режущий инструмент по п.1, в котором каждая из множества ступенчатых режущих пластин расположена так, чтобы иметь неодинаковые длины от оси вращения и неодинаковые длины от нижней поверхности друг с другом.
3. Сборный режущий инструмент по п.1 или 2, в котором множество ступенчатых режущих пластин расположены так, что длина каждой из ступенчатых режущих пластин от оси вращения постепенно увеличивается или уменьшается в окружном направлении.
4. Сборный режущий инструмент по п.3, в котором множество ступенчатых режущих пластин расположены так, что две смежные ступенчатые режущие пластины из числа ступенчатых режущих пластин имеют одинаковую разность в длине от оси вращения.
5. Сборный режущий инструмент по п.1 или 2, в котором множество ступенчатых режущих пластин расположены так, что длина каждой из ступенчатых режущих пластин от нижней поверхности постепенно увеличивается или уменьшается в окружном направлении.
6. Сборный режущий инструмент по п.5, в котором множество ступенчатых режущих пластин расположены так, что две смежные ступенчатые режущие пластины из числа ступенчатых режущих пластин имеют одинаковую разность в длине от нижней поверхности.
7. Сборный режущий инструмент по п.1 или 2, в котором множество ступенчатых режущих пластин расположены так, что для двух смежных ступенчатых режущих пластин из числа ступенчатых режущих пластин разность в длине от оси вращения больше, чем разность в длине от нижней поверхности.
8. Сборный режущий инструмент по п.1, в котором длина от оси вращения в множестве фиксированных режущих пластин равна или больше, чем длины от оси вращения в множестве ступенчатых режущих пластин.
9. Сборный режущий инструмент по п.1, в котором длины от нижней поверхности в множестве фиксированных режущих пластин равны или меньше, чем длины от нижней поверхности в множестве ступенчатых режущих пластин.
10. Сборный режущий инструмент по п.1, в котором общее число множества фиксированных режущих пластин и множества ступенчатых режущих пластин находится в пределах от 6 до 20.
11. Сборный режущий инструмент по п.1, в котором каждая из множества фиксированных режущих пластин имеет такую же форму, как каждая из множества ступенчатых режущих пластин.
12. Сборный режущий инструмент по п.1, в котором каждая из множества фиксированных режущих пластин включает множество первых главных режущих кромок и множество первых вспомогательных режущих кромок, и при этом каждая из множества ступенчатых режущих пластин включает множество вторых главных режущих кромок и множество вторых вспомогательных режущих кромок.
13. Сборный режущий инструмент по п.1, в котором первое установочное отверстие для закрепления в каждом из пазов под режущие пластины образовано в каждой из множества фиксированных режущих пластин, и при этом второе установочное отверстие для закрепления в каждом из пазов под режущие пластины образовано в каждой из множества ступенчатых режущих пластин.
14. Сборный режущий инструмент по п.13, в котором каждая из множества фиксированных режущих пластин является вращательно симметричной относительно центральной оси первого установочного отверстия, и при этом каждая из множества ступенчатых режущих пластин является вращательно симметричной относительно центральной оси второго установочного отверстия.
| WO 2009126184 A1, 15.10.2009 | |||
| Торцовая ступенчатая фреза | 1982 |
|
SU1036475A1 |
| JPH03154705 A, 02.07.1991 | |||
| JPS62228315 A, 07.10.1987. | |||

