Изобретение относится к оборудованию для измельчения материалов, и предназначено для организации эффективного транспорта продуктов переработки, защиты внутренних поверхностей разгрузочных и загрузочных цапф барабанных мельниц от абразивного износа, и может быть использовано в металлургической, горной, строительной, химической и других отраслях промышленности в процессах измельчения кусковых материалов.
Из уровня техники известен патрубок цапфы барабанной мельницы, выполненный из чугуна в виде цилиндрической трубы со спиральными ребрами на ее внутренней поверхности. Способ формирования цапфы барабанной мельницы осуществляется путем установки цельнолитого патрубка, выполненного из чугуна в виде цилиндрической трубы со спиральными ребрами на ее внутренней поверхности (см. SU 1648559, опубликован 15.05.1991).
Недостатками данного решения являются высокая трудоемкость и значительные технологические трудности получения отливок сложной конфигурации необходимого качества.
Также из уровня техники известны: загрузочная втулка барабанной мельницы, содержащая цилиндрическую трубу со спиралями на ее внутренней поверхности (см. SU 613807, опубликован 05.07.1978); патрубок барабанной мельницы, включающий цилиндрическую стальную втулку, фланец и винтовые спирали, при этом патрубок выполнен из легированных конструкционных сталей, а втулка состоит из нескольких цельнокатаных колец, соединенных посредством сварки (см. RU 85364, опубликован 10.08.2009); загрузочный патрубок барабанной мельницы сварной конструкции, включающий втулку, фланец и винтовые спирали, которые выполнены составными из плоских секторных пластин, приваренных к внутренней поверхности втулки и сваренных встык между собой (см. RU 11103, опубликован 16.09.1999). При этом способ формирования цапфы осуществляется с применением указанных крупноблочных металлических элементов.
Недостатками перечисленных решений являются большие технологические трудности изготовления массивных изделий сложной конфигурации, низкое их качество, сложность и высокие трудозатраты на металлообработку цилиндрических обечаек большого диаметра и изготовление спиральных ребер трапецеидального профиля.
Кроме того, конструкции приведенных выше футеровок могут применяться на типах цапф, которые имеют достаточно широкое распространение, поскольку только в этом случае затратное производство подобных сложных конструкций может быть экономически целесообразным. Для уникальных типоразмеров цапф производство подобных сложнопрофильных изделий в единичных экземплярах нецелесообразно. Во всех этих случаях гораздо эффективнее использование конструкций футеровок модульного типа.
Модульный принцип формирования конструкций позволяет создавать футеровки для цапф любых типоразмеров, при этом существенно сокращаются трудозатраты на изготовление подобных изделий по сравнению с цельнолитыми или крупноблочными конструкциями и повышается их качество. Использование футеровок из идентичных модульных элементов также открывает возможность оперативной выборочной замены отдельных наиболее изношенных элементов футеровки.
С другой стороны, создание футеровок цапф из модульных элементов требует решения дополнительно возникающих задач, связанных с делением монолитной конструкции футеровки на элементы, основными из которых являются:
- необходимость надежного крепления каждого элемента на цапфе;
- обеспечение непрерывности хода многозаходных винтовых ребер для эффективного выполнения футеровкой транспортных функций;
- защита поверхности цапфы от протоков высокоабразивной пульпы через зазоры в межмодульных зонах.
Наиболее близким к предложенному решению, принятым за прототип, является цапфа разгрузочная, содержащая кольцевые секции составленные из металлических модульных элементов, каждый из которых со стороны рабочей поверхности снабжен ребром, образующим с ребрами других модульных элементов многозаходную винтовую поверхность. Указанная футеровка цапфы формируется путем установки кольцевых секций, в которых фиксацию модульных элементов на поверхности цапфы осуществляют индивидуально с помощью стопорных пластин, привариваемых к промежуточным элементам - подложкам, которые в свою очередь закрепляют на внутренней поверхности цапфы, при этом герметичность обеспечивают путем покрытия защищаемой поверхности цапфы слоем герметика (см. RU 2193925, опубликован 10.12.2002).
К недостаткам ближайшего аналога следует отнести следующие:
- высокую трудоемкость и длительность монтажных и демонтажных работ, связанные с индивидуальным характером крепления модульных плит на цапфе и большой технологической сложностью покрытия защищаемых поверхностей цапфы герметиком;
- ускоренный износ поверхностей спиральных ребер на границах раздела модульных элементов из-за искажения в этих зонах формы профиля ребра, что существенно снижает эксплуатационный ресурс футеровки, а также эффективность действия шнекового механизма.
Технической проблемой, решаемой изобретением является снижение трудоемкости и сокращение времени выполнения монтажных и демонтажных работ, снижение интенсивности износа спиральных ребер.
Техническим результатом изобретения является снижение трудоемкости и ускорение монтажа и демонтажа модульных элементов за счет упрощения операций герметизации и крепления, обеспечение непрерывности и постоянства профиля всех спиральных ребер по всей их длине и исключение появления зон турбулентности (завихрений).
Технический результат изобретения достигается благодаря тому, что футеровка цапфы барабанной мельницы содержит связанные между собой модульные элементы, образующие соединенные друг с другом соответствующие кольцевые секции, каждый модульный элемент со стороны рабочей поверхности имеет ребро, образующее с ребрами других модульных элементов многозаходную винтовую поверхность, при этом каждая кольцевая секция выполнена разомкнутой, образуя зазор, в котором размещен соответствующий клин с возможностью изменения величины указанного зазора, а ребра модульных элементов соседних кольцевых секций плотно контактируют друг с другом.
Кроме того, на цапфе вдоль ее образующей может быть установлена планка с крепежными элементами, при этом клин может иметь отверстия, в которых могут быть расположены крепежные элементы планки с возможностью перемещения клина в радиальном направлении.
Кроме того, каждый модульный элемент, не контактирующий с клином, может иметь на каждой стороне, контактирующей с соседним модульным элементом в соответствующей кольцевой секции разнонаправленные относительно радиального направления скосы, образующие с соседними модульными элементами в соответствующей кольцевой секции замковые соединения, при этом два модульных элемента в каждой кольцевой секции, расположенных с двух сторон от клина, могут иметь каждый с одной стороны поверхность с указанными скосами, а с другой стороны - плоскую поверхность, ответную поверхности клина, контактирующей с соответствующим модульным элементом.
Число модульных элементов в каждой кольцевой секции может быть кратно числу заходов винтовых ребер.
Каждый модульный элемент может быть выполнен из эластомерного материала
Также каждый модульный элемент может быть выполнен металлическим, при этом между внешней поверхностью каждой кольцевой секции и внутренней поверхностью цапфы может быть расположена эластомерная техпластина.
Рабочая поверхность каждого модульного элемента может быть выполнена в виде двух плоскостей, расположенных под тупым углом друг относительно друга с образованием углубления на рабочей поверхности.
Кроме того, каждая кольцевая секция может иметь цилиндрическую рабочую поверхность.
Кроме того, по меньшей мере, одна торцевая сторона ребра каждого модульного элемента, расположенная в углу модульного элемента, может иметь часть, выступающую за периметр модульного элемента, плотно прилегающую к поверхности соответствующего модульного элемента соседней кольцевой секции, при этом данная торцевая сторона плотно прилегает к ответной торцевой стороне ребра соответствующего модульного элемента соседней кольцевой секции.
Кроме того, каждая торцевая поверхность ребра каждого модульного элемента может лежать в соответствующей плоскости, проходящей через ось цапфы, при этом ребро каждого модульного элемента может иметь на одном торце паз, а на другом торце - выступ, соответствующий по форме пазу для образования замкового соединения с выступами ребер соседних модульных элементов.
Кроме того, каждая кольцевая секция может быть образована из модульных элементов, два из которых, расположенных с двух сторон от клина, могут иметь части ребер, выступающие за периметр модульных элементов, плотно прилегающие к рабочей поверхности клина и друг к другу.
Ребро каждого модульного элемента может быть выполнено съемным, при этом оно может иметь, по меньшей мере, два отверстия, а на рабочей поверхности каждого модульного элемента, может быть образовано, по меньшей мере, два отверстия, соответствующие отверстиям ребра, в которых размещены крепежные элементы.
Технический результат изобретения также достигается благодаря осуществлению способа формирования вышеуказанной футеровки цапфы барабанной мельницы, заключающемуся в том, что на внутренней поверхности цапфы со стороны ее торца с установленным на нем упорным кольцом формируют вплотную к упорному кольцу первую крайнюю кольцевую секцию путем последовательной укладки соответствующих модульных элементов с образованием зазора в кольцевой секции, в указанный зазор устанавливают клин и затягивают его с помощью крепежного элемента не до упора, далее последовательно формируют вплотную к модульным элементам предыдущих кольцевых секций следующие кольцевые секции путем последовательной укладки соответствующих модульных элементов соответствующих кольцевых секций с образованием зазора в соответствующей кольцевой секции, в который также устанавливают соответствующий клин, далее формируют вплотную к модульным элементам предыдущей кольцевой секции вторую крайнюю кольцевую секцию путем последовательной укладки соответствующих модульных элементов с образованием зазора во второй крайней кольцевой секции, в который устанавливают клин, закрепляют на торце цапфы со стороны второй крайней кольцевой секции крепежное кольцо, после чего затягивают клинья всех кольцевых секций до упора.
Кроме того, перед формированием каждой кольцевой секции при использовании металлических модульных элементов, на внутренней поверхности цапфы могут размещать эластомерную техпластину.
Для варианта съемного ребра после затягивания клиньев всех кольцевых секций на рабочей поверхности модульных элементов устанавливают ребра.
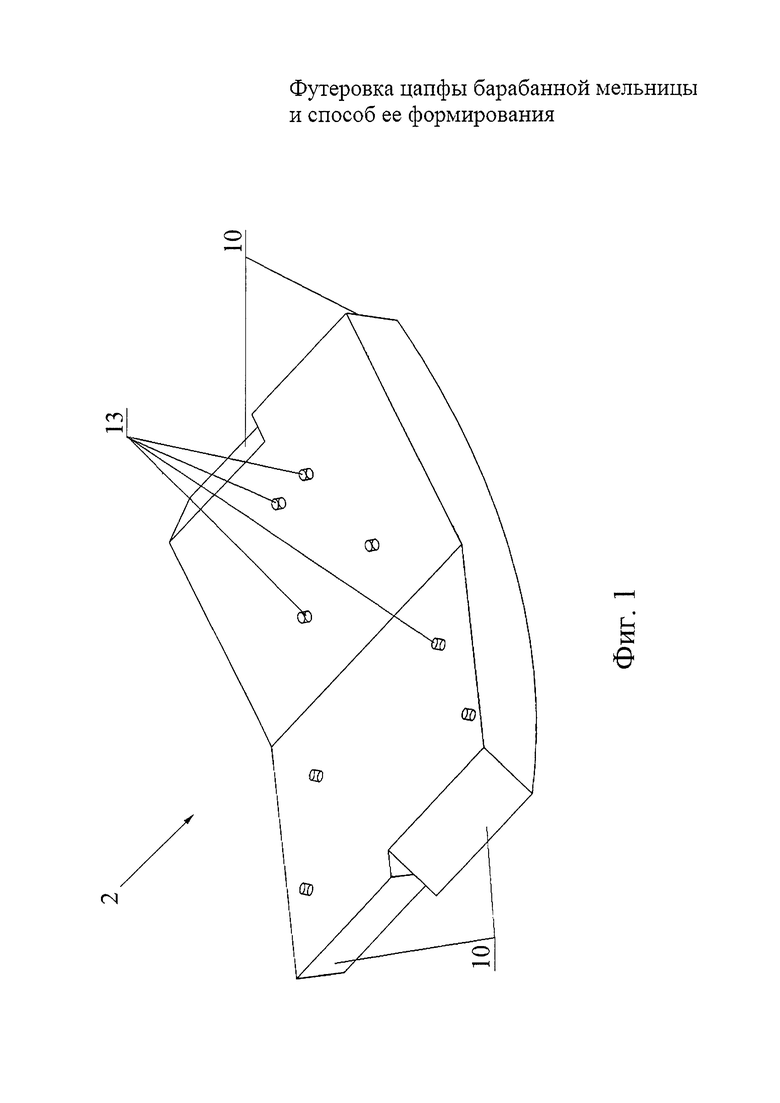
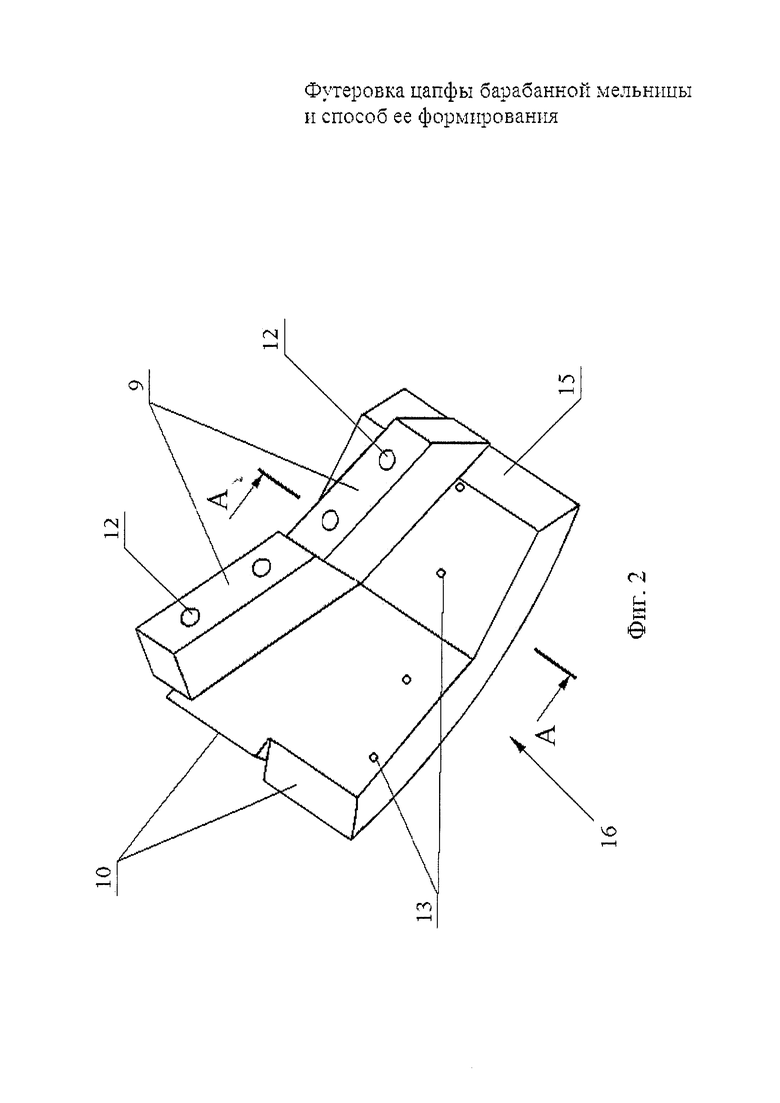
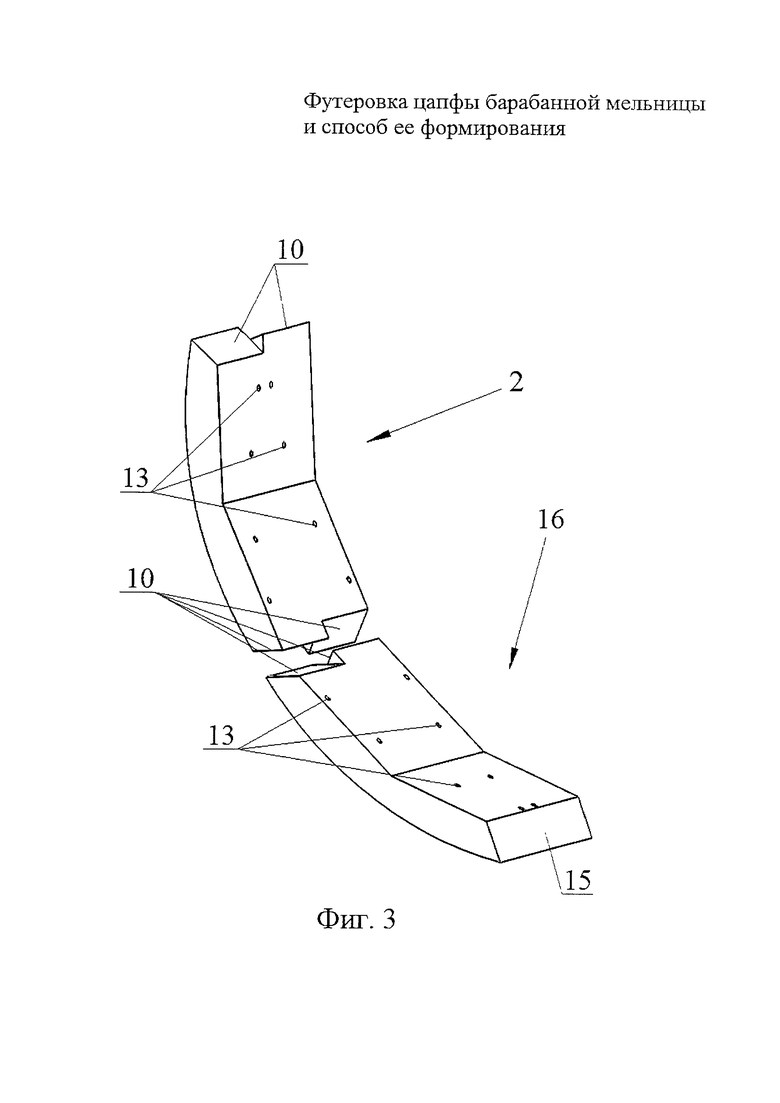
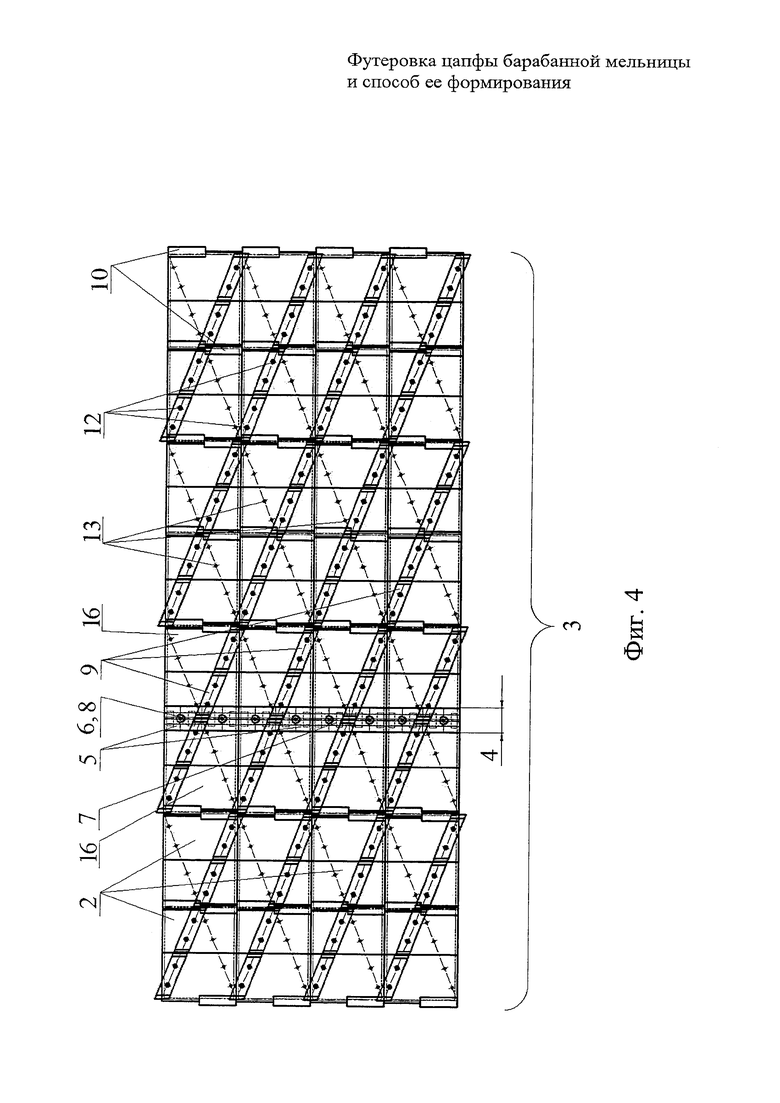
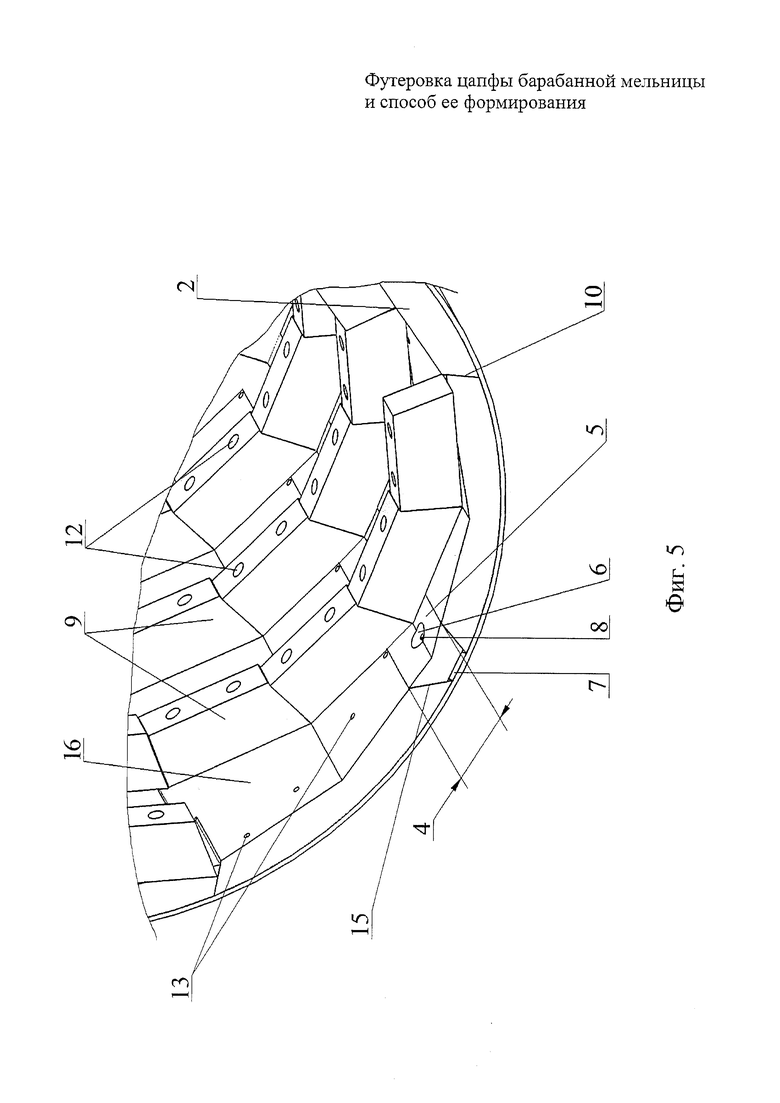
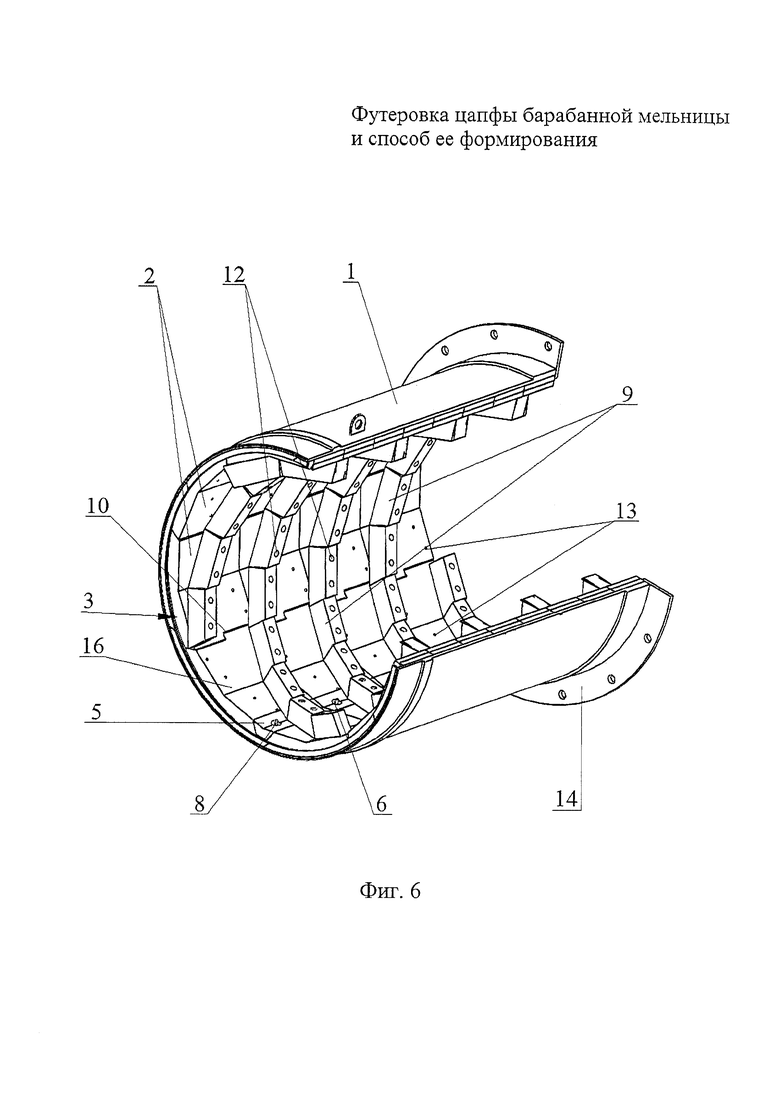
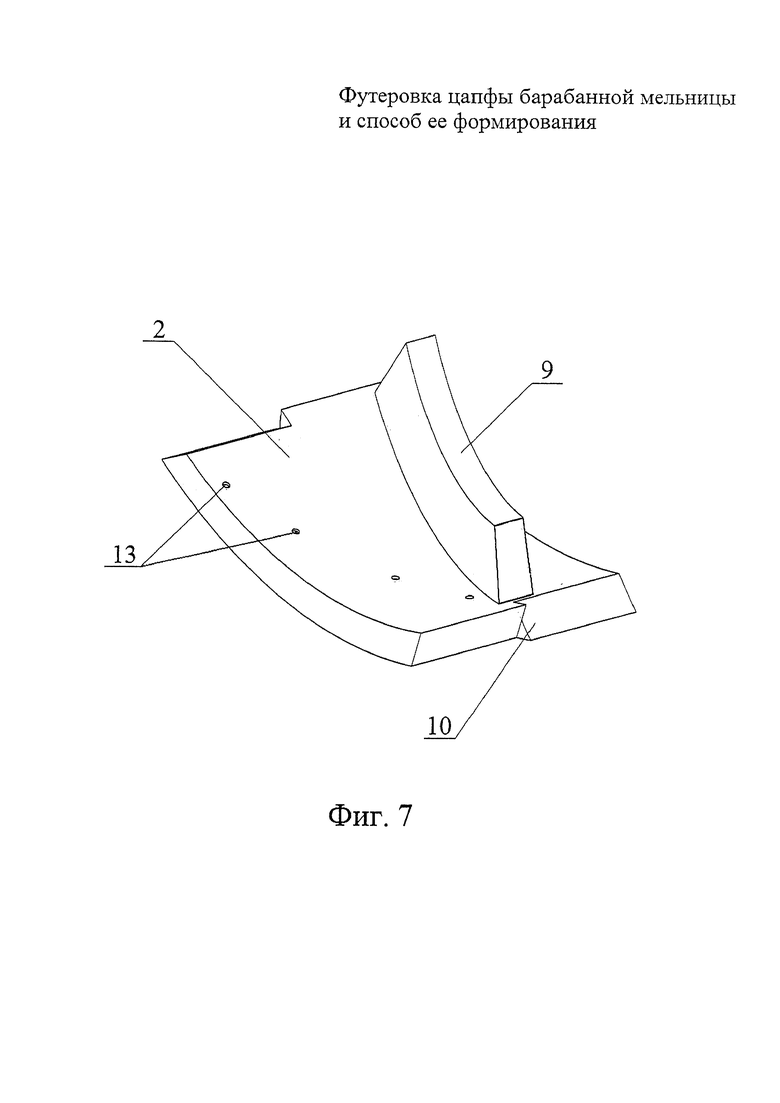
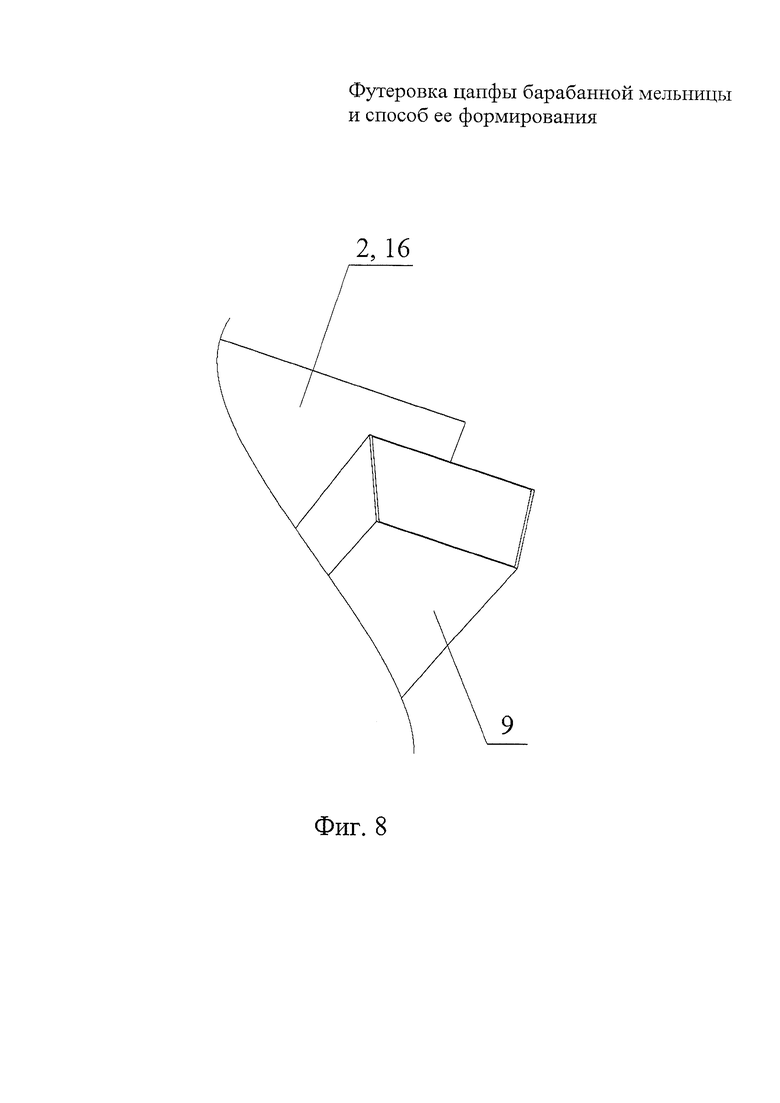
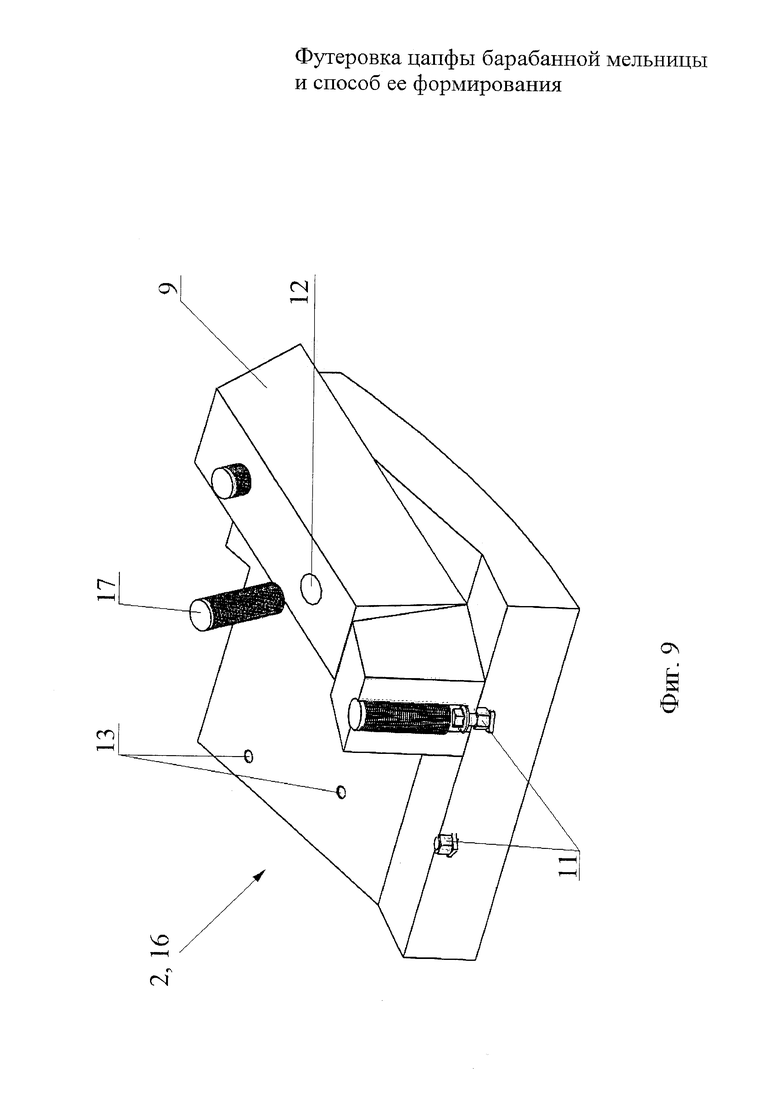
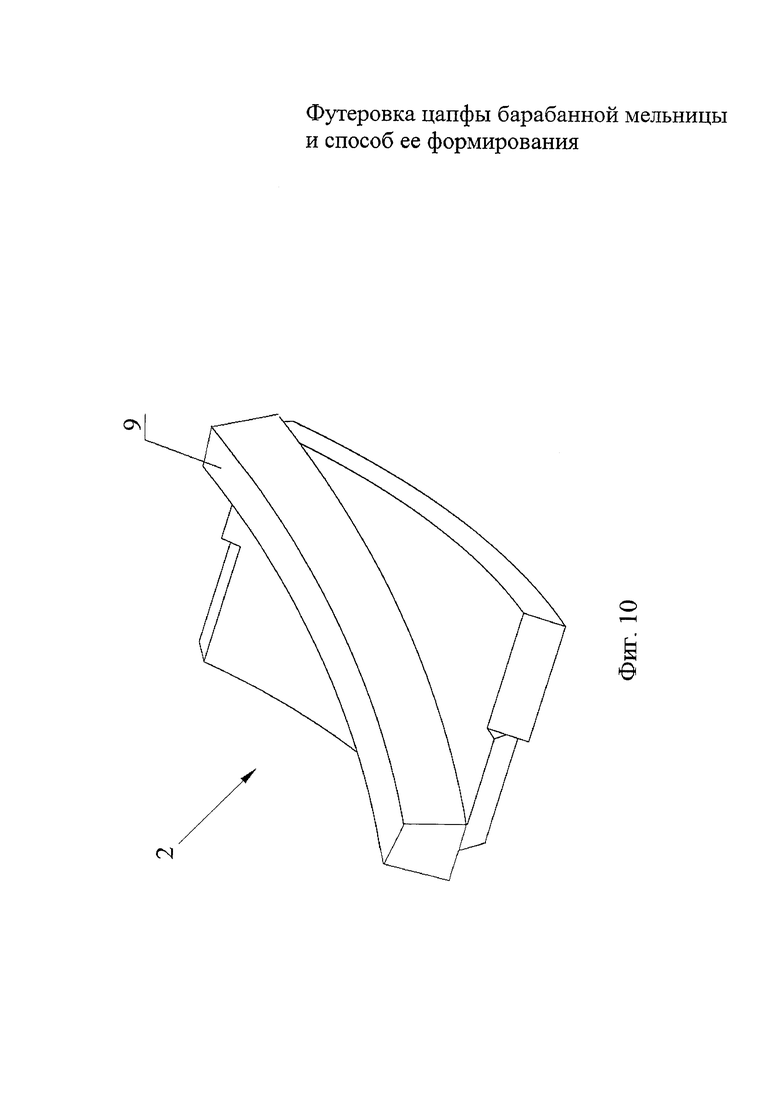
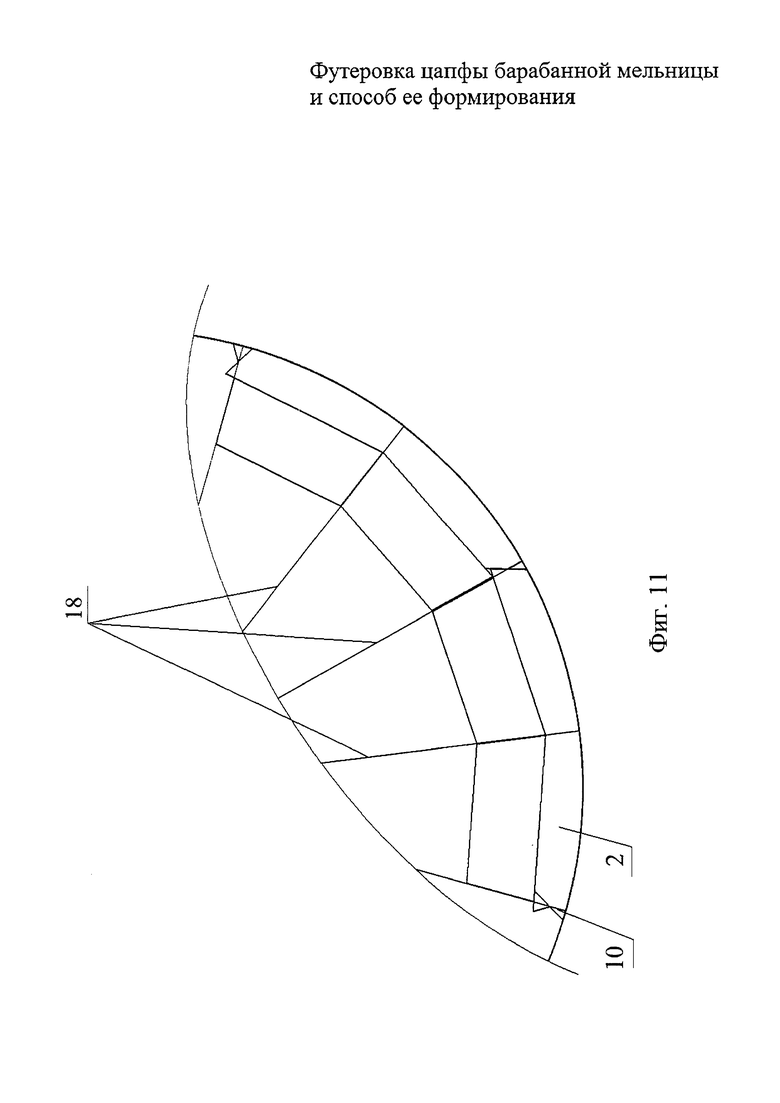
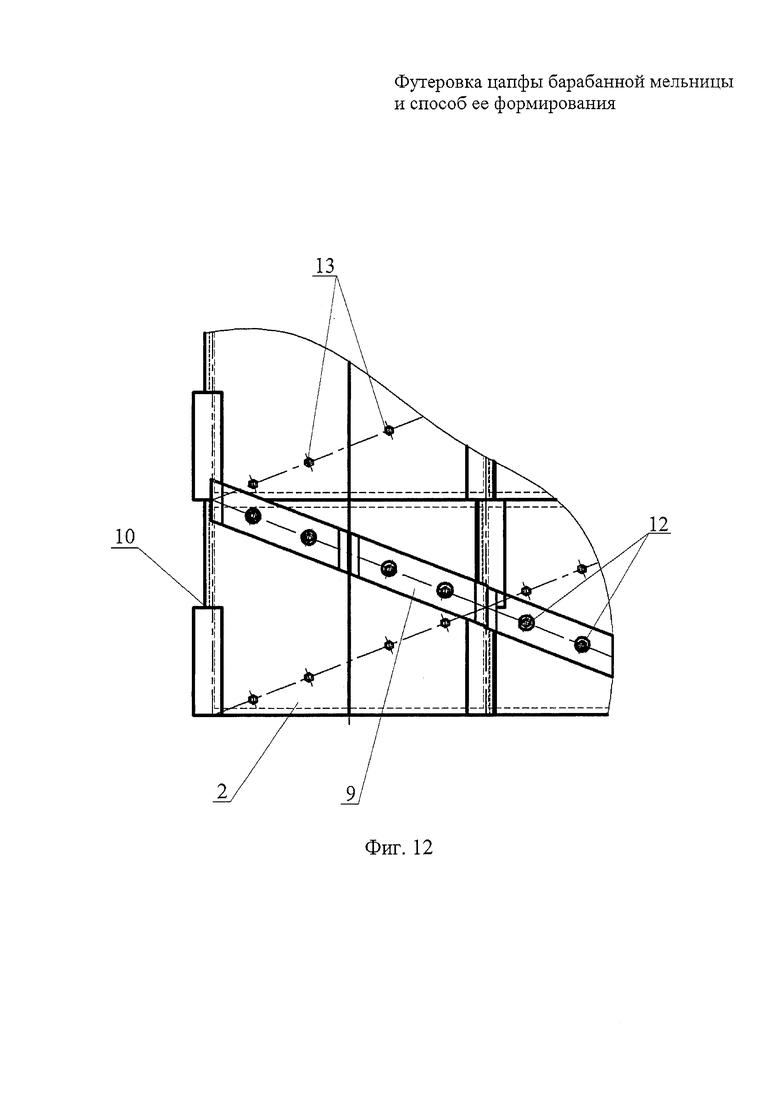
Изобретение поясняется чертежами, где на фиг. 1 показан модульный элемент без ребра; на фиг. 2 показан околоклиновый модульный элемент со съемным ребром; на фиг. 3 показано замковое соединение модульных элементов (с околоклиновым элементом); на фиг. 4 показана развертка футеровки; на фиг. 5 частично показана футеровка в сборе; на фиг. 6 - то же; на фиг. 7 показан стандартный модульный элемент с цилиндрической (дугообразной) рабочей поверхностью (при кратности 2); на фиг. 8 показана угловая часть модульного элемента с частью ребра, выступающей за периметр модульного элемента в боковом направлении (в сторону соседней кольцевой секции); на фиг. 9 показан разрез А-А на фиг. 2; на фиг. 10 показано расположение ребра на модульном элементе при кратности количества элементов равной единице; на фиг. 11 показана часть футеровки в аксонометрии без ребер, с осевыми плоскостями цапфы; на фиг. 12 частично показана развертка футеровки.
Футеровка цапфы 1 барабанной мельницы складывается из моноблочных кольцевых секций 3, которые формируются путем замкового соединения друг с другом модульных элементов 2 и 16 (замковых футеровочных плит 2, 16) и последующего их расклинивания. Футеровка формируется из указанных кольцевых секций 3 в результате плотного осевого их придавливания друг к другу с помощью системы двух шайб (упорной и фланцевой). Таким образом, футеровка содержит связанные (соединенные) между собой модульные элементы 2, 16, которые образуют соединенные (связанные) друг с другом боковыми поверхностями кольцевые секции 3.
Каждая кольцевая секция 3 формируется с помощью модульных элементов двух типов (стандартный модульный элемент 2 и околоклиновый модульный элемент 16) и клина 5. До установки клина 5 каждая кольцевая секция 3 выполнена разомкнутой, образуя зазор 4. Размещенный (установленный) в зазоре 4 клин 5 с возможностью изменения величины зазора 4 при затягивании клина 5 обеспечивает эффект расклинивания кольцевой секции 3.
Стандартные модульные элементы 2, образующие основную часть секции 3, имеют на передней и задней боковых сторонах, контактирующих с соседними модульными элементами в своей кольцевой секции 3 разнонаправленные относительно радиального направления скосы 10, с помощью которых образуются замковые соединения. Формирование замка осуществляется путем вхождения соответствующих скосов 10 в ответные им скосы 10 соседних модульных элементов 2, 16. Таким образом, удается зафиксировать оба элемента 2, 16 от потери устойчивости при сдавливании, равномерно распределить напряженное состояние в теле секции 3, сформировать моноблочную конструкцию, способную деформироваться как целостное тело.
У двух модульных элементов 16, которые непосредственно примыкают к клину 5 (с обеих его сторон) только одна сторона имеет замковые скосы 10, с помощью которых обеспечивается соединение данного околоклинового элемента 16 с соседним стандартным элементом 2 в своей секции 3. Противоположная сторона данного элемента 16 контактирует с клином 5 и имеет плоскую поверхность 15, ответную поверхности клина 5, которая контактирует с поверхностью 15. По указанной поверхности 15 происходит движение клина 5 при его втягивании.
Клиновый элемент (клин 5), обеспечивает возможность расклинивания кольцевой секции 3. Для этой цели на каждом клине 5 предусмотрены крепежные отверстия 6, в которые проходит стержень крепежного элемента 8, например, шпилька, обеспечивающая его закрепление и втягивание в зазор 4, происходящее при затягивании крепежных гаек. При этом происходит разжатие соответствующей кольцевой секции 3, прижатие ее к внутренней стенке цапфы 1.
На внутренней поверхности цапфы 1 на всю длину ее образующей закреплена установочная планка 7. На планке 7 по всей ее длине размещены средства крепления 8 (например, шпильки), которые в процессе монтажа входят в крепежные отверстия 6 соответствующих клиньев 5.
Соседние кольцевые секции 3 в сборе плотно прилегают друг к другу боковыми поверхностями без зазоров. Поджатие блока секций 3 для удаления зазоров между секциями 3 осуществляется с помощью упорной 14 и фланцевой шайб.
Каждый модульный элемент 2 со стороны рабочей поверхности имеет фрагмент ребра 9, образующий с фрагментами ребер 9 других модульных элементов 2, 16 многозаходную винтовую поверхность, без искажений профиля.
Обеспечивая расклинивание кольцевой секции 3 клин 5 также обеспечивает интенсивное прижатие торцов ребер 9 друг к другу. При этом для обеспечения надежности соединения плоскости контакта сопряженных ребер 9 располагаются в осевых плоскостях 18 цапфы. (Фиг. 11) Также для обеспечения центрирования ребер 9 и обеспечения более точного взаимного положения на торцевых поверхностях в конструкциях со съемными ребрами 9 для согласования и фиксации взаимного положения их торцов и формирования беззазорной непрерывной винтовой поверхности, ребра 9 могут иметь замковые соединения различного типа, действующие по принципу, например, паз-выступ и иметь различную форму, например, прямоугольную или «ласточкин хвост». Также ребро 9 каждого модульного элемента 2, 16 может и не иметь указанных выступов и пазов, а иметь плоские торцевые поверхности, плотно контактирующие с такими же поверхностями ребер 9 соседних элементов 2, 16.
Ребра 9 могут быть съемными или цельнолитыми (т.е. выполнены заодно целое с модульным элементом 2, 16). Съемные ребра 9 крепятся на корпусе (на рабочей поверхности) модульного элемента 2, 16 с помощью крепежных элементов (фиг. 9) В конструкции со съемным ребром каждое ребро 9 имеет два или большее количество крепежных отверстий 12 (крепежных средств), а модульный элемент 2, 16 в данном случае имеет на рабочей поверхности крепежные отверстия 13 (крепежные средства), количество и местоположение которых соответствует количеству и местоположению крепежных отверстий 12 на ребре 9. При этом отверстия 13 образованы на рабочей поверхности каждого модульного элемента 2, 16 симметрично относительно середины плиты 2, 16 в боковых ее направлениях с целью установки ребра 9 и формирования винтовой поверхности в любую сторону (правую или левую). Крепежные отверстия 13 могут быть образованы путем установки (вулканизации) в тело плиты 2, например, гаек 11. В данном случае в отверстиях 12 и 13 размещены крепежные элементы (не показаны), соединяющие ребра 9 с рабочей поверхностью модульных элементов 2. С целью исключения попадания пульпы в отверстия 12, в них установлены заглушки 17 (фиг. 9).
Всего в зависимости от кратности количества элементов 2, 16 в секции 3 относительно количества заходов ребер 9 предлагается два варианта выполнения конструкции ребер 9. Причем каждый вариант выполнения может реализовываться как в металлическом, так и в эластомерном варианте исполнения, а также с цельнолитым или съемным исполнением ребра 9.
В варианте при кратности равной единице (фиг. 10), то есть в том случае, когда число элементов 2, 16 в секции 3 (и число секций 3 в футеровке) равно числу заходов ребер 9, для точной состыковки ребер 9 соседних элементов 2, 16 съемное ребро 9 проходит по диагонали прямоугольника (в развертке элементов 2, 16) из угла в угол (фиг. 10). Для обеспечения точного совпадения поверхностей торцов ребер 9 на сопрягающихся плитах 2, 16, состыковка ребер 9 частично производится за пределами контура плиты 2, 16 (фиг. 8).
При кратности равной двум в варианте исполнения состыковки ребер 9 соседних модулей предлагается конструкция со съемным ребром 9. Ребро 9 каждого модульного элемента 2 (кроме околоклиновых 16) расположено на рабочей поверхности модульного элемента 2 так, что один его край расположен в одном углу модульного элемента 2, а другой край ребра 9 расположен в середине модульного элемента 2 со стороны прилегания к соседнему модульному элементу 2 своей кольцевой секции 3. Основание ребра 9 (прилегающее к рабочей поверхности модульного элемента 2) в развертке модульного элемента 2 образует параллелограмм, две вершины которого лежат в зоне одного угла плиты 2 (при этом одна вершина выступает за периметр плиты 2), а другие две вершины лежат на краю модульного элемента 2 в его серединной части со стороны прилегания к соседнему модульному элементу 2 своей кольцевой секции 3 (фиг. 12). Таким образом, ребро 9 каждого модульного элемента 2 имеет выступающую за периметр (в плане) в боковом направлении часть, плотно контактирующую с такой же частью ребра 9 соответствующего модульного элемента 2 в соседней кольцевой секции 3. При этом, в каждой кольцевой секции 3 два модульных элемента 16, расположенных с двух сторон от клина 5 (околоклиновые модульные элементы 16), имеют также выступающие за периметр плиты (в плане) в продольном направлении части ребер 9, которые плотно прилегают друг к другу (над рабочей поверхностью клина 5), обеспечивая непрерывность винтовой поверхности, и плотно прилегают к рабочей поверхности клина 5 (обращенной внутрь цапфы). В данном случае две вершины параллелограмма лежат также в зоне одного угла модульного элемента 16 с выступом одной вершины за его периметр в боковом направлении, а другие две вершины лежат в серединной части соответствующего клина 5.
Все модульные элементы (стандартный 2, околоклинный 16 и клин 5) могут быть выполнены, преимущественно, из эластомерного материала, например, резины, полиуретана и т.п., обладающих упругими свойствами и высоким сопротивлением абразивным нагрузкам, обеспечивающих футеровке высокий защитный потенциал от абразивного действия на поверхность футеровки цапфы пульп и измельчаемого материала.
Возможности, которые открывают эластомерные материалы (резины, полиуретаны), в том числе высокие показатели упругости и износостойкости, способность сохранять объем изделия при деформировании, технологическая простота изготовления массовых партий деталей, при использовании этих материалов в качестве основы модульных элементов 2 футеровок цапф 1, при условии гарантированного сохранения ресурса работоспособности футеровок на уровне и выше металлического аналога, позволяют существенно упростить конструкцию футеровки, снизить трудоемкость и временные затраты на монтажные и демонтажные работы и уменьшить износ рабочей поверхности.
В настоящее время эластомерные изделия широко применяются для защиты от износа поверхностей горного оборудования, имеющего контакты с потоками высокоабразивных продуктов переработки горных пород, в том числе поверхностей барабанов мельниц, скруббер-бутар, бункеров, желобов, классификаторов и других. Щадящий характер нагрузки футеровок потоками продуктов при их движении через цапфы позволяет сделать выводы не только о возможности и эффективности применения в данном случае эластомерных футеровок, но и о существенных преимуществах их перед металлическими аналогами.
Предлагаемая конструкция эластомерной футеровки цапфы по всем геометрическим параметрам соответствует заводской цельнолитой конструкции и представляет собой блок идентичных по своим геометрическим размерам кольцевых секций 3, образованных с помощью клиновых элементов и соединенных вместе с помощью двух втулок (колец) -упорной 14 и крепежной, которые устанавливаются соответственно в начале и конце блока.
В вариантном выполнении изобретения, с металлическими модульными элементами 2, 16 в промежутке между каждой металлической кольцевой секцией 3 и поверхностью цапфы 1 размещена эластомерная техпластина (не показана), которая обеспечивает полную герметичность футеровки за счет упругой деформации эластомера при расширении кольцевой секции 3. Размещение техпластины не является сложной операцией и требует минимальных затрат времени.
Рабочая (лицевая) поверхность всех модульных элементов (основных 2, окололюковых 16 и клиньев 5) может складываться из плоскостей, находящихся под тупым углом друг к другу с образованием углублений на рабочей поверхности. Соответственно каждое съемное ребро 9 каждого указанного модульного элемента 2, 16 имеет согласующуюся форму задней поверхности и может быть представлено либо одним ребром 9 с задними поверхностями, составленными из двух плоскостей, либо составленным из двух фрагментов с плоскими задними поверхностями, установленных на соответствующих плоскостях и плотно прилегающих друг к другу своими торцами. Рабочая поверхность клина 5 в данном случае также имеет две плоскости, находящиеся под тупым углом друг к другу.
В вариантном выполнении все модульные элементы (основные 2, околоклиновые 16 и клинья 5) могут иметь цилиндрическую рабочую поверхность. В данном случае соответствующее съемное ребро 9 имеет заднюю соприкасающуюся с модульными элементами 2, 16 поверхность в форме геликоида (фиг. 7). Рабочая поверхность клина 5 в данном случае имеет дугообразную форму.
Основным требованием при выборе количества кольцевых секций 3 в футеровке и количества элементов 2, 16 в кольцевой секции 3 является необходимость обеспечения идентичности (повторяемости) всех составляющих футеровку модульных элементов 2, 16. Данное требование может быть выполнено при соблюдении условия кратности числа секций 3 в футеровке числу заходов винтовых (спиральных) ребер 9.
На одном торце цапфы 1, размещенном со стороны мельницы, жестко установлено упорное кольцо 14 (например, с помощью сварки). На внешнем торце (противоположном торце) цапфы 1 установлено крепежное кольцо, закрепленное на фланце (не показано), обеспечивающее плотный контакт кольцевых секций 3 в осевом направлении за счет выбора зазоров.
В металлической футеровке при втягивании клина 5 в зазор 4 происходит увеличение диаметра кольцевой секции 3, которое сопровождается интенсивным прижатием наружной поверхности секции 3 к внутренней поверхности цапфы 1. При этом размещенная между данными поверхностями эластомерная пластина упруго сжимается, заполняя все полости и неровности, в имеющихся зазорах. Таким образом, удается обеспечить герметичность футеровки.
В эластомерной футеровке при втягивании клина 5 в зазор 4 обеспечивается интенсивное разжатие элементов кольцевой секции 3 в тангенциальном направлении, при котором также происходит прижатие элементов 2, 16 кольцевой секции 3 к стенкам цапфы 1. Кроме этого за счет свойства эластомеров сохранять при деформировании объем (эффект Пуансона), происходит увеличение размеров (расширение) элементов 2, 16 по направлениям двух других (относительно направления действия усилия) координатных осей (радиальное и осевое). Таким образом, обеспечивается дополнительное интенсивное давление на стенки цапфы 1, упругое деформирование, заполнение всех полостей и неровностей поверхности цапфы 1 и предотвращается контакт высокоабразивной пульпы с поверхностью цапфы 1, то есть также обеспечивается герметичность футеровки без использования дополнительных средств.
Конструктивно футеровка цапфы 1 представляет собой цилиндрический патрубок, на рабочей поверхности которого, установлены ребра 9 в виде многозаходных (обычно двух-, трех- или четырех-) спиральных ребер.
Также в вариантном выполнении изобретения для всех вышеописанных случаев ребра 9 могут быть выполнены заодно целое с соответствующим модульным элементом 2, 16.
Способ формирования футеровки цапфы 1 барабанной мельницы представляет собой в общем виде пакетную сборку моноблока футеровки на внутренней поверхности цапфы 1 и заключается в следующем:
На внутренней поверхности цапфы 1 строго по образующей цилиндра предварительно размечают положение установочной планки 7 с крепежными элементами 8 и приваривают планку 7 по всей длине внутренней поверхности цапфы 1 от одного ее торца до другого. На одном краю цапфы 1 со стороны барабанной мельницы устанавливают (приваривают) упорное кольцо 14 (упорную шайбу).
Далее поворачивают цапфу 1 с планкой 7 таким образом, чтобы планка 7 находилась на боковой поверхности цапфы 1 на уровне оси ее вращения. На внутренней поверхности цапфы 1 со стороны установленного на нем упорного кольца 14, примыкающим к мельнице, формируют (устанавливают) первую крайнюю кольцевую секцию 3 путем последовательной укладки модульных элементов 2, 16 данной кольцевой секции 3, прижимая их вплотную к упорному кольцу 14, с образованием зазора 4 в данной крайней кольцевой секции 3. При этом последовательную укладку модульных элементов 2, 16 осуществляют следующим образом: первый модульный элемент 2 данной крайней кольцевой секции 3 укладывают внизу (в нижней части цапфы 1), а следующие модульные элементы 2 данной секции 3 укладывают по обе стороны от первого модульного элемента 2 вверх до уровня планки 7. Далее в зоне планки 7 устанавливают околоклинный модульный элемент 16 так, что расстояние от центральной линии планки 7 до рабочей поверхности близлежащего околоклинового модульного элемента 16 было немного больше размера половины меньшей части клина 5 (половины поверхности клина 5, обращенной к внутренней поверхности цапфы 1). После облицовки нижней половины цапфы 1, фиксируют крайние модульные элементы 2, 16 пачки с помощью распорной штанги (не показана). Далее поворачивают цапфу 1 на 180° и укладывают оставшиеся модульные элементы 2, 16 данной крайней кольцевой секции 3 в аналогичной последовательности (снизу вверх). После укладки всех модульных элементов 2, 16 крайней кольцевой секции 3 в зазор 4 устанавливают (располагают) клин 5 путем введения крепежных элементов 8 в отверстия 6 клина 5 и затягивают (закрепляют) клин 5 не до упора, немного разжимая данную кольцевую секцию 3, придавая устойчивость кольцевой секции 3.
После установки крайней кольцевой секции 3 последовательно формируют вплотную друг к другу следующие кольцевые секции 3 путем аналогичной последовательной укладки соответствующих модульных элементов 2, 16 соответствующих кольцевых секций 3 вышеописанным образом. При этом модульные элементы 2, 16 последующих кольцевых секций вплотную прижимают к элементам 2, 16 предыдущих собранных секций 3 с образованием зазора 4 в соответствующей кольцевой секции 3, в который устанавливают соответствующий клин 5 (не затягивая его до конца, придавая устойчивость). Далее формируют вторую крайнюю кольцевую секцию 3 путем последовательной укладки модульных элементов 2, 16 данной крайней кольцевой секции 3 вышеописанным образом, прижимая их вплотную к элементам 2, 16 предыдущей кольцевой секции 3 с образованием зазора 4 во второй крайней кольцевой секции 3, в который устанавливают клин 5, не затягивая его до конца, придавая устойчивость кольцевой секции 3.
После формирования всех кольцевых секций 3 на другом торце цапфы 1 (со второй крайней кольцевой секцией 3) устанавливают и закрепляют посредством крепежных элементов (болтов и т.п.) крепежное кольцо (не показано). Далее крепежные элементы крепежного кольца затягивают до упора, т.е. фиксируют крепежное кольцо на цапфе 1.
После всех проведенных действий полностью затягивают до упора клинья 5 всех кольцевых секций 3, разжимая их и придавая им напряженное состояние.
После всех проведенных действий на всех модульных элементах 2 устанавливают ребра 9, закрепляя их с помощью крепежных элементов (болтов, не показаны) в отверстиях 12 и 13.
Данная последовательность действий описана для эластомерных модульных элементов 2, 16. При использовании металлических модульных элементов 2, 16 перед формированием каждой кольцевой секции 3 на внутренней поверхности цапфы 1 размещают эластомерную техпластину. При деформировании техпластины (при расклинивании секций 3 клиньями 5) также как при деформировании эластомерных элементов 2, 16, эластомерный материал заполняет все полости и зазоры между внешней поверхностью секций 3 и внутренней поверхностью цапфы 1, обеспечивая герметичность футеровки.
Таким образом, благодаря выполнению футеровки указанным образом и осуществлению вышеописанного способа ее формирования удается путем пакетной сборки унифицированных модульных элементов 2, не имеющих индивидуальных средств крепления, сформировать моноблоки (секции) и путем фиксации указанных моноблоков организовать крепление всех его элементов с помощью единого средства крепления, что позволяет существенно ускорить процесс монтажа и демонтажа футеровки. Также за счет организации деформации моноблока при его расклинивании происходит его прижатие к поверхности цапфы 1 при этом эластомеры контактирующие с поверхностью цапфы (техпластина или эластомерный элемент) расширяются в двух отличных от вектора нагрузки направлениях, заполняя полости и обволакивая неровности и обеспечивают таким путем герметичность футеровки. Также путем расклинивания удается прижать торцы ребер 9, расположенных на смежных модульных элементах секции 3 обеспечивая их надежную связь.
Используемая расклинивающая нагрузка в каждой кольцевой секции 3, при условии применения в качестве ограничителя поверхность цапфы 1, которая формирует наружный контур блока, позволяет достигать высоких интенсивностей нагрузки, что особенно благоприятно для цапф больших размеров. Благодаря введению в каждую кольцевую секцию 3 средства расклинивания, включающего совокупность элементов: клин 5 (создающий расклинивающую нагрузку путем затягивания на крепежных элементах 8), два околоклиновых модульных элемента 16 с согласованными (ответными) плоскими поверхностями со стороны клина 5 (имеющих соприкасающиеся с клином 5 плоские торцевые поверхности, обеспечивающие скольжение по ним боковых поверхностей клина 5 для формирования эффекта расклинивания) и планка 7 с крепежными элементами 8, обеспечивается полная герметичность прилегающих поверхностей секций 3 и цапфы 1 за счет эффекта расклинивания и плотного смыкания по поверхностям контакта, по боковым поверхностями элементов 2 (и прижатия элементов 2 друг к другу).
Клин 5, втягиваясь в межплиточный зазор 4 с помощью элементов 8, создает в кольцевой секции 3 интенсивное тангенциальное напряжение. Таким путем за счет разжатия кольцевой секции 3 и придавливания ее к внутренней поверхности цапфы 1 удается единым средством обеспечить пакетную фиксацию всего блока элементов 2, что позволяет существенно снизить трудоемкость крепежной операции. Замкнутое напряженное состояние, создаваемое с помощью клина, равномерно распределяется по всей кольцевой секции 3, придавливая элементы 2 друг к другу. Этот эффект можно использовать для удержания и крепления на расстоянии всех элементов 2 минимальными средствами (при этом отпадает необходимость индивидуального крепления). Каждый элемент 2, 16 в тангенциальном направлении поджимается сопряженными элементами 2, 16, а в радиальном -жестко придавливается к стенке цапфы 1 за счет возникающих изгибных напряжений. Таким образом, элемент 2, 16 надежно закрепляется с помощью удаленно расположенного средства (клина 5). Трудоемкость выполнения крепежной операции монтажа в данном случае оказывается минимальной (не требуются ни разметки, ни подготовительные операции, сбор секции 3 не требует много времени, а одно крепежное средство используется на весь блок элементов 2).
Кроме этого, усилия, возникающие при придавливании элементов 2, 16 к стенке, обеспечивают герметичность контактирующих поверхностей. С помощью средства расклинивания одновременно обеспечивается пакетное крепление блока кольцевых секций 3 в цапфе 1, герметичность футеровки и устанавливается база для согласования положений модульных элементов 2, 16, позволяющих обеспечить непрерывность ребер 9, формируемых из фрагментов оребрения.
Также важным моментом использования эффекта расклинивания является обеспечения согласованного положения элементов 2, 16 путем привязки всех кольцевых секций 3 к одной планке 7, что является основой для формирования непрерывной поверхности спиральных ребер 9. Прямая планка 7, на которой крепятся клинья 5 всех кольцевых секций 3, является базой для обеспечения связности всех фрагментов ребер 9. Здесь важно так расположить фрагменты ребер 9 на плите 2, 16 соседних секций, чтобы обеспечивалось точное совпадение поверхностей торцов фрагментов ребер 9 с сопряженными элементами 2, 16. Этого можно достичь, в том числе, за счет выступающего участка ребра 9. Он необходим и на основных элементах 2 и на околоклинных элементах 16.
Выполнение ребер 9 съемными позволяет оперативно осуществить замену наиболее изношенных частей ребер 9 без демонтажа всей футеровки, что также снижает трудоемкость работ по формированию футеровки. При расклинивании кольцевых секций 3 обеспечивается полное совпадение торцевых поверхностей фрагментов ребер 9 сопряженных элементов 2, 16. В случае выполнения ребер 9 съемными, точному совпадению поверхностей торцов ребер 9 способствует соответствующее расположение отверстий 12 и 13 под крепежные элементы.
Снижение трудоемкости герметизации в случае использования металлических элементов 2, 16 обеспечивается путем отказа от использования герметика и заменой его стандартными техпластинами из эластомерного материала, размещаемыми между внешней поверхностью секций 3 и внутренней поверхностью цапфы 1. Толщина техпластин выбирается по размеру неровностей взаимодействующих поверхностей. Интенсивная нагрузка при расклинивании деформирует эластомерную техпластину между поверхностями элементов 2, 16 и цапфы 1, в результате чего обеспечивается полная герметичность зоны их контакта. При этом используются упругие свойства эластомера, позволяющие при деформации обволакивать все микронеровности контактирующих поверхностей и таким образом обеспечивать непроницаемость соединения. При расклинивании вдавливаются все неровности поверхностей плит 2, 16 и корпуса цапфы 1. Таким образом, обеспечивается полная герметичность контакта (отсутствуют полости и просачивание пульпы затруднительно).
При использовании эластомерных модульных элементов 2, 16 отпадает необходимость в дополнительных уплотнительных пластинах, так как сам материал плиты эластомерен, при этом обеспечивается прижатие элементов 2,16 друг к другу также и по боковым поверхностям.
Пакет кольцевых секций 3 формируется путем приложения усилия сжатия в направлении оси цапфы 1 между упорной шайбой 14, жестко закрепленной на поверхности цапфы 1 (обечайке) и подвижной фланцевой шайбой, притягиваемой к фланцу цапфы 1 с помощью болтов. При этом необходимую величину деформации определяют расчетным путем из условия обеспечения выбора зазоров между боковыми поверхностями кольцевых секций 3, надежности фиксации футеровки и ее герметичности.
Таким образом, описанная моноблочная футеровка и способ ее формирования позволяет с помощью ограниченного набора средств (фактически лишь путем формирования особым образом пакета и с помощью организации нагружения и далее его деформирования с помощью этих же средств) решить все задачи и сформировать спиральные линии и крепление каждого элемента и герметичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| Эластомерная футеровка цапфы барабанной мельницы и модульный элемент футеровки цапфы | 2019 |
|
RU2712898C1 |
| Футеровка цапфы барабанной мельницы и комплект для ее изготовления | 2019 |
|
RU2712899C1 |
| Футеровка загрузочной воронки цапфы барабанной мельницы | 2021 |
|
RU2772823C1 |
| СПОСОБ КРЕПЛЕНИЯ ЭЛАСТОМЕРНЫХ МОДУЛЬНЫХ ЭЛЕМЕНТОВ НА ОПОРНЫХ ПОВЕРХНОСТЯХ | 2015 |
|
RU2606475C1 |
| Концентрационная чаша центробежного концентратора | 2022 |
|
RU2796424C1 |
| Модульная концентрационная чаша центробежного концентратора и способ ее изготовления (варианты) | 2021 |
|
RU2775527C1 |
| ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ САМОИЗМЕЛЬЧЕНИЯ | 2001 |
|
RU2176553C1 |
| Модульная концентрационная чаша центробежного концентратора и варианты способа ее изготовления | 2021 |
|
RU2758961C1 |
| АМОРТИЗИРУЮЩЕЕ УСТРОЙСТВО ТРАНСПОРТНОГО УПАКОВОЧНОГО КОМПЛЕКСА ДЛЯ ТРАНСПОРТИРОВАНИЯ ТЕПЛОВЫДЕЛЯЮЩИХ СБОРОК РЕАКТОРНОЙ УСТАНОВКИ | 2013 |
|
RU2552536C1 |
| Износостойкий элемент для облицовки внутренней поверхности барабана мельницы | 1988 |
|
SU1829962A3 |
Изобретение относится к оборудованию для измельчения материалов. Футеровка цапфы содержит связанные между собой модульные элементы, образующие соединенные друг с другом соответствующие кольцевые секции. Каждый модульный элемент со стороны рабочей поверхности имеет ребро, образующее с ребрами других модульных элементов многозаходную винтовую поверхность. Каждая кольцевая секция выполнена разомкнутой, образуя зазор, в котором размещен соответствующий клин с возможностью изменения величины указанного зазора, а ребра модульных элементов соседних кольцевых секций плотно контактируют друг с другом. На внутренней поверхности цапфы со стороны ее торца с установленным на нем упорным кольцом формируют вплотную к упорному кольцу первую крайнюю кольцевую секцию путем последовательной укладки соответствующих модульных элементов с образованием зазора в кольцевой секции. В указанный зазор устанавливают клин, последовательно формируют вплотную к модульным элементам предыдущих кольцевых секций следующие кольцевые секции путем последовательной укладки соответствующих модульных элементов соответствующих кольцевых секций с образованием зазора в соответствующей кольцевой секции, в который устанавливают соответствующий клин. Формируют вплотную к модульным элементам предыдущей кольцевой секции вторую крайнюю кольцевую секцию путем последовательной укладки соответствующих модульных элементов с образованием зазора во второй крайней кольцевой секции, в который устанавливают клин, закрепляют на торце цапфы со стороны второй крайней кольцевой секции крепежное кольцо и затягивают клинья всех кольцевых секций. Обеспечивается снижение трудоемкости и сокращение времени выполнения монтажных и демонтажных работ, снижение интенсивности износа спиральных ребер. 2 н. и 13 з.п. ф-лы, 12 ил.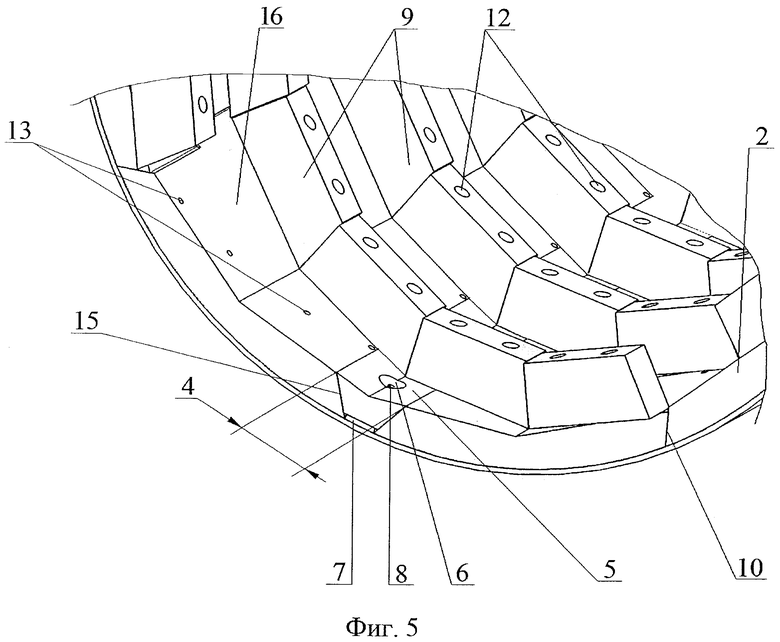
1. Футеровка цапфы барабанной мельницы, содержащая связанные между собой модульные элементы, образующие соединенные друг с другом соответствующие кольцевые секции, каждый модульный элемент со стороны рабочей поверхности имеет ребро, образующее с ребрами других модульных элементов многозаходную винтовую поверхность, отличающаяся тем, что каждая кольцевая секция выполнена разомкнутой, образуя зазор, в котором размещен соответствующий клин с возможностью изменения величины указанного зазора, а ребра модульных элементов соседних кольцевых секций плотно контактируют друг с другом.
2. Футеровка по п. 1, отличающаяся тем, что на цапфе вдоль ее образующей установлена планка с крепежными элементами, при этом клин имеет отверстия, в которых расположены крепежные элементы планки с возможностью перемещения клина в радиальном направлении.
3. Футеровка по п. 1, отличающаяся тем, что каждый модульный элемент, не контактирующий с клином, имеет на каждой стороне, контактирующей с соседним модульным элементом в соответствующей кольцевой секции, разнонаправленные относительно радиального направления скосы, образующие с соседними модульными элементами в соответствующей кольцевой секции замковые соединения, при этом два модульных элемента в каждой кольцевой секции, расположенных с двух сторон от клина, имеют каждый с одной стороны поверхность с указанными скосами, а с другой стороны - поверхность, ответную поверхности клина, контактирующей с соответствующим модульным элементом.
4. Футеровка по п. 1, отличающаяся тем, что число модульных элементов в каждой кольцевой секции кратно числу заходов винтовых ребер.
5. Футеровка по п. 1, отличающаяся тем, что каждый модульный элемент выполнен из эластомерного материала.
6. Футеровка по п. 1, отличающаяся тем, что каждый модульный элемент выполнен металлическим, при этом между внешней поверхностью каждой кольцевой секции и внутренней поверхностью цапфы расположена эластомерная техпластина.
7. Футеровка по п. 1, отличающаяся тем, что рабочая поверхность каждого модульного элемента выполнена в виде двух плоскостей, расположенных под тупым углом относительно друг друга с образованием углубления на рабочей поверхности.
8. Футеровка по п. 1, отличающаяся тем, что каждая кольцевая секция имеет цилиндрическую рабочую поверхность.
9. Футеровка по п. 1, отличающаяся тем, что по меньшей мере одна торцевая сторона ребра каждого модульного элемента, расположенная в углу модульного элемента, имеет часть, выступающую за периметр модульного элемента, плотно прилегающую к поверхности соответствующего модульного элемента соседней кольцевой секции, при этом данная торцевая сторона плотно прилегает к ответной торцевой стороне ребра соответствующего модульного элемента соседней кольцевой секции.
10. Футеровка по п. 1, отличающаяся тем, что каждая торцевая поверхность ребра каждого модульного элемента лежит в соответствующей плоскости, проходящей через ось цапфы, при этом ребро каждого модульного элемента имеет на одном торце паз, а на другом торце - выступ, соответствующий по форме пазу для образования замкового соединения с выступами ребер соседних модульных элементов.
11. Футеровка по п. 1, отличающаяся тем, что каждая кольцевая секция образована из модульных элементов, два из которых, расположенных с двух сторон от клина, имеют выступающие части ребер, плотно прилегающие к рабочей поверхности клина и друг к другу.
12. Футеровка по п. 1, отличающаяся тем, что ребро каждого модульного элемента выполнено съемным, при этом оно имеет по меньшей мере два отверстия, а на рабочей поверхности каждого модульного элемента образовано по меньшей мере два отверстия, соответствующие отверстиям ребра, в которых размещены крепежные элементы.
13. Способ формирования футеровки цапфы барабанной мельницы, выполненной по любому из пп. 1-12, заключающийся в том, что на внутренней поверхности цапфы со стороны ее торца с установленным на нем упорным кольцом формируют вплотную к упорному кольцу первую крайнюю кольцевую секцию путем последовательной укладки соответствующих модульных элементов с образованием зазора в кольцевой секции, в указанный зазор устанавливают клин, последовательно формируют вплотную к модульным элементам предыдущих кольцевых секций следующие кольцевые секции путем последовательной укладки соответствующих модульных элементов соответствующих кольцевых секций с образованием зазора в соответствующей кольцевой секции, в который устанавливают соответствующий клин, формируют вплотную к модульным элементам предыдущей кольцевой секции вторую крайнюю кольцевую секцию путем последовательной укладки соответствующих модульных элементов с образованием зазора во второй крайней кольцевой секции, в который устанавливают клин, закрепляют на торце цапфы со стороны второй крайней кольцевой секции крепежное кольцо и затягивают клинья всех кольцевых секций.
14. Способ по п. 13, отличающийся тем, что перед формированием каждой кольцевой секции при использовании металлических модульных элементов, на внутренней поверхности цапфы размещают эластомерную техпластину.
15. Способ по п. 13, отличающийся тем, что после затягивания клиньев всех кольцевых секций на рабочей поверхности модульных элементов устанавливают ребра.
| ЦАПФА РАЗГРУЗОЧНАЯ | 2001 |
|
RU2193925C1 |
| Матвеенко И.В., Тарский В.Л | |||
| Оборудование литейных цехов, М.: Машиностроение, 1985 | |||
| ДЕЗИНТЕГРАТОР | 1996 |
|
RU2129467C1 |
| US 5814273 A1, 29.09.1998 | |||
| US 3801025 A, 02.04.1974. | |||

