Изобретение относится к оборудованию для измельчения материалов, и предназначено для защиты внутренних поверхностей разгрузочных и загрузочных цапф барабанных мельниц от абразивного действия пульп и измельчаемого материала, загрузки питания и догружаемых дробящих тел через узел загрузки мельницы, а также для принудительного вывода готового продукта из мельницы, и может быть использовано в металлургической, горной, строительной, химической и других отраслях промышленности при измельчении кусковых материалов.
Из уровня техники известен патрубок цапфы барабанной мельницы, выполненный из чугуна в виде цилиндрической трубы со спиральными ребрами на ее внутренней поверхности (см. SU 1648559, опубликован 15.05.1991).
Недостатками данного решения являются высокие трудозатраты и значительные технологические трудности получения отливок сложной конфигурации необходимого качества.
Также из уровня техники известны: загрузочная втулка барабанной мельницы, содержащая цилиндрическую трубу со спиралями на ее внутренней поверхности (см. SU 613807, опубликован 05.07.1978); патрубок барабанной мельницы, включающий цилиндрическую стальную втулку, фланец и винтовые спирали, при этом патрубок выполнен из легированных конструкционных сталей, а втулка состоит из нескольких цельнокатанных колец, соединенных посредством сварки (см. RU 85364, опубликован 10.08.2009); загрузочный патрубок барабанной мельницы сварной конструкции, включающий втулку, фланец и винтовые спирали, которые выполнены составными из плоских секторных пластин, приваренных к внутренней поверхности втулки и сваренных встык между собой (см. RU 11103, опубликован 16.09.1999).
Недостатками перечисленных решений являются сложность и высокие трудозатраты на металлообработку цилиндрических обечаек большого диаметра и изготовление спиральных ребер трапецеидального профиля.
Кроме того, конструкции приведенных выше футеровок могут применяться на типах цапф, которые имеют достаточно широкое распространение, поскольку только в этом случае затратное производство подобных сложных конструкций может быть экономически целесообразным. Для малораспространенных типов цапф или для цапф, имеющих уникальные конструкции, производство таких сложнопрофильных футеровок в единичных экземплярах трудноосуществимо. В данных случаях гораздо эффективнее использование конструкций футеровок модульного типа.
Модульный принцип формирования конструкции позволяет создавать футеровки для цапф любых типов, при этом существенно сокращаются трудозатраты на изготовление подобных изделий по сравнению с цельнолитыми или крупноблочными конструкциями. Использование футеровок из идентичных модульных элементов также открывает возможность оперативной выборочной замены отдельных наиболее изношенных элементов футеровки.
С другой стороны, создание футеровок цапф из модульных элементов требует решения дополнительно возникающих проблем, связанных с необходимостью обеспечения:
- непрерывности хода многозаходных винтовых ребер для эффективного выполнения футеровкой транспортных функций;
- защиты поверхности цапфы от возможного контакта с высокоабразивными пульпами, проникающими через зазоры в межмодульных зонах;
- надежного крепления каждого элемента на цапфе.
Наиболее близким к предложенному решению, принятым за прототип, является цапфа разгрузочная, содержащая металлические модульные элементы, образующие между собой соответствующие кольцевые секции, каждый модульный элемент со стороны рабочей поверхности снабжен ребром, образующим с ребрами других модульных элементов многозаходную винтовую поверхность. Фиксация модульных плит на поверхности цапфы осуществляется с помощью стопорных пластин, привариваемых к промежуточным элементам - подложкам, которые в свою очередь закрепляются на внутренней поверхности цапфы, предотвращение контакта пульпы с цапфой обеспечивается путем покрытия внутренней поверхности цапфы слоем герметика (см. RU 2193925, опубликован 10.12.2002).
К недостаткам ближайшего аналога следует отнести следующее: необходимость выполнения монтажных и демонтажных работ непосредственно на футеруемой цапфе, что, с учетом трудоемкости указанных работ, приводит к длительным простоям оборудования и, как следствие этого, к существенным финансовым потерям. Также недостатком является ускоренный износ поверхностей спиральных ребер на границах раздела модульных элементов из-за искажения в этих зонах формы профиля ребра, что существенно снижает эксплуатационный ресурс футеровки. Кроме того, не удается обеспечить непрерывный ход ребра в зоне контакта, поскольку в данном случае для формирования равномерного полновесного профиля необходимо размещение фрагментов ребра также на двух соседних элементах, что существенно усложняет конструкцию модульного элемента. Реализация же модуля в предложенном виде приводит к появлению в зоне контакта участка с «усеченным» профилем ребра, где при работе цапфы возникает зона турбулентности, приводящая к преждевременному износу указанных участков ребер.
Технической проблемой, решаемой изобретением, является повышение износостойкости рабочей поверхности, снижение трудоемкости и повышение производительности работ по монтажу и демонтажу футеровок, снижение интенсивности износа спиральных ребер.
Техническим результатом изобретения является исключение зон турбулентности (завихрений) за счет обеспечения непрерывности профиля винтового (спирального) ребра вдоль всей винтовой поверхности футеровки, обеспечение быстрой замены модулей в случае их износа за счет унификации модульных элементов, упрощение монтажа и демонтажа футеровки.
Технический результат изобретения достигается благодаря тому, что модульный элемент цапфы барабанной мельницы представляет собой кольцо, имеющее со стороны рабочей поверхности по меньшей мере одно ребро, кольцо выполнено сплошным, при этом ребро расположено на рабочей поверхности так, что его основание в развертке образует параллелограмм, вершины которого лежат на противоположных сторонах рабочей поверхности кольца.
Кроме того, модульный элемент может быть выполнен из эластомерного материала.
Кроме того, кольцо может иметь на торцевых поверхностях сквозные отверстия, оси которых параллельны оси кольца.
Кроме того, ребро может быть выполнено заодно целое с кольцом.
Кроме того, ребро может быть выполнено съемным и может иметь по меньшей мере одно отверстие с размещенным в нем соответствующим крепежным элементом, при этом кольцо может иметь на рабочей поверхности паз, образованный вдоль линии ребра, в котором может быть размещена вставка для связи с по меньшей мере одним крепежным элементом.
Кроме того, модульный элемент может иметь на одной торцевой поверхности паз, а на другой торцевой поверхности выступ, соответствующий по форме пазу для фиксации положения модульного элемента относительно соседних модульных элементов, при этом выступ смещен относительно паза по окружности на угол, равный углу, образованному двумя линиями, пересекающими ось кольца и одна из которых проходит через одну вершину указанного параллелограмма, а другая - через другую вершину параллелограмма, при этом указанные две вершины лежат на одной длинной стороне параллелограмма.
Кроме того, указанный паз может быть образован на одном конце ребра, а указанный выступ - на другом.
Кроме того, выступ и паз могут иметь форму «ласточкин хвост».
Технический результат изобретения достигается также благодаря футеровке цапфы барабанной мельницы, содержащей связанные между собой кольца, имеющие со стороны рабочей поверхности по меньшей мере одно ребро, образующее с ребрами соседних колец однозаходную или многозаходную винтовую поверхность, кольца выполнены вышеуказанным образом, при этом соседние кольца плотно контактируют друг с другом торцевыми поверхностями, а ребра соседних колец плотно контактируют друг с другом.
Кроме того, кольца могут быть соединены между собой посредством стяжек, проходящих через сквозные отверстия на торцевых поверхностях колец.
Кроме того, на торцах крайних колец могут быть установлены упорное и крепежное кольца.
Кроме того, соседние кольца могут быть зафиксированы друг относительно друга посредством выступов и пазов, образованных на соответствующих торцевых поверхностях колец, причем на каждом кольце выступ смещен относительно паза на угол, равный 360/п, где п - количество колец в футеровке.
Кроме того, число сквозных отверстий на торцевых поверхностях колец преимущественно равно числу колец в футеровке.
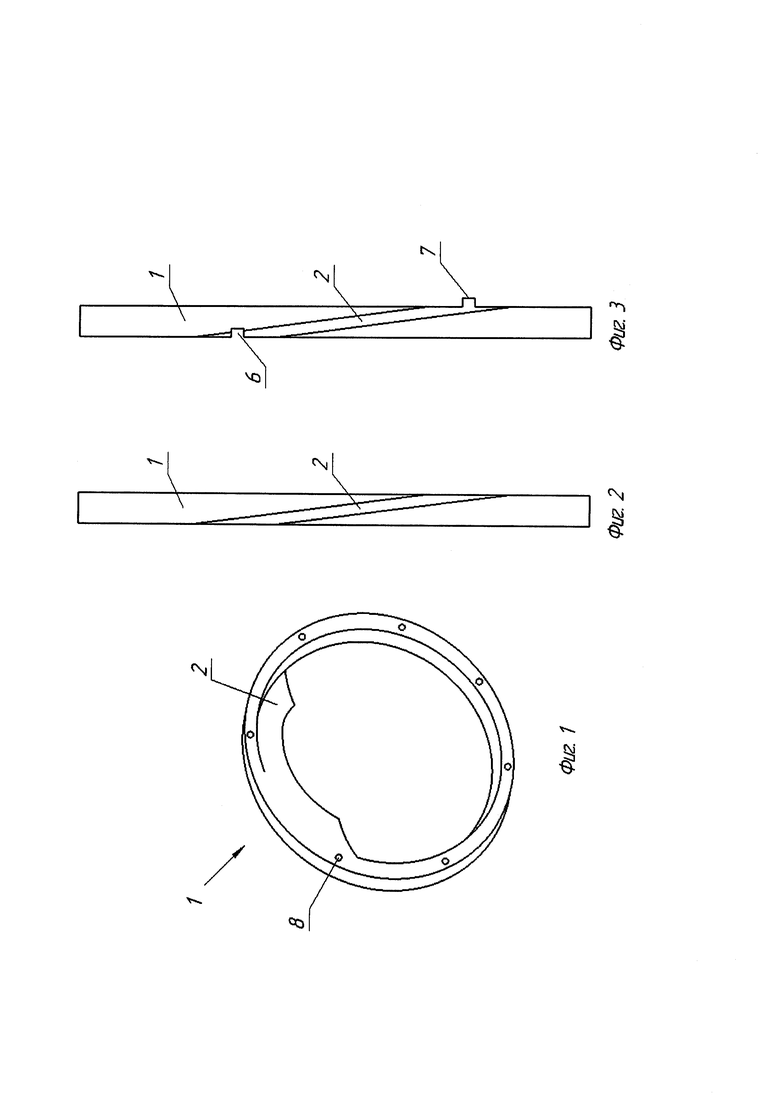
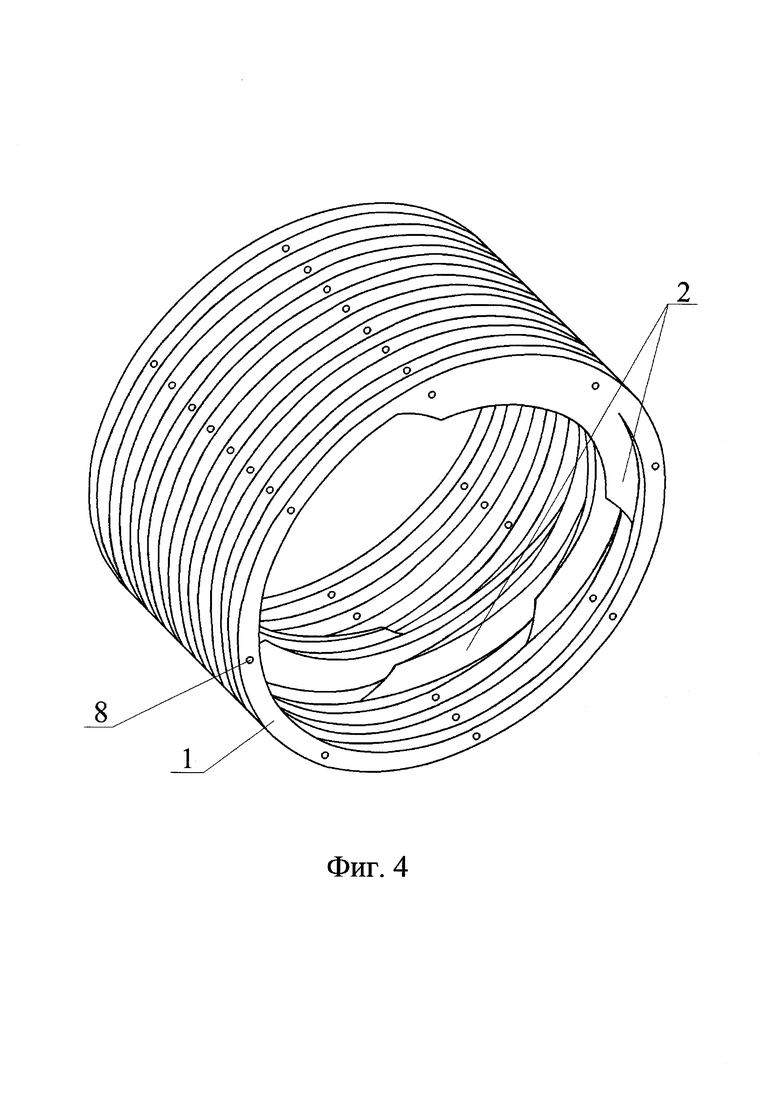
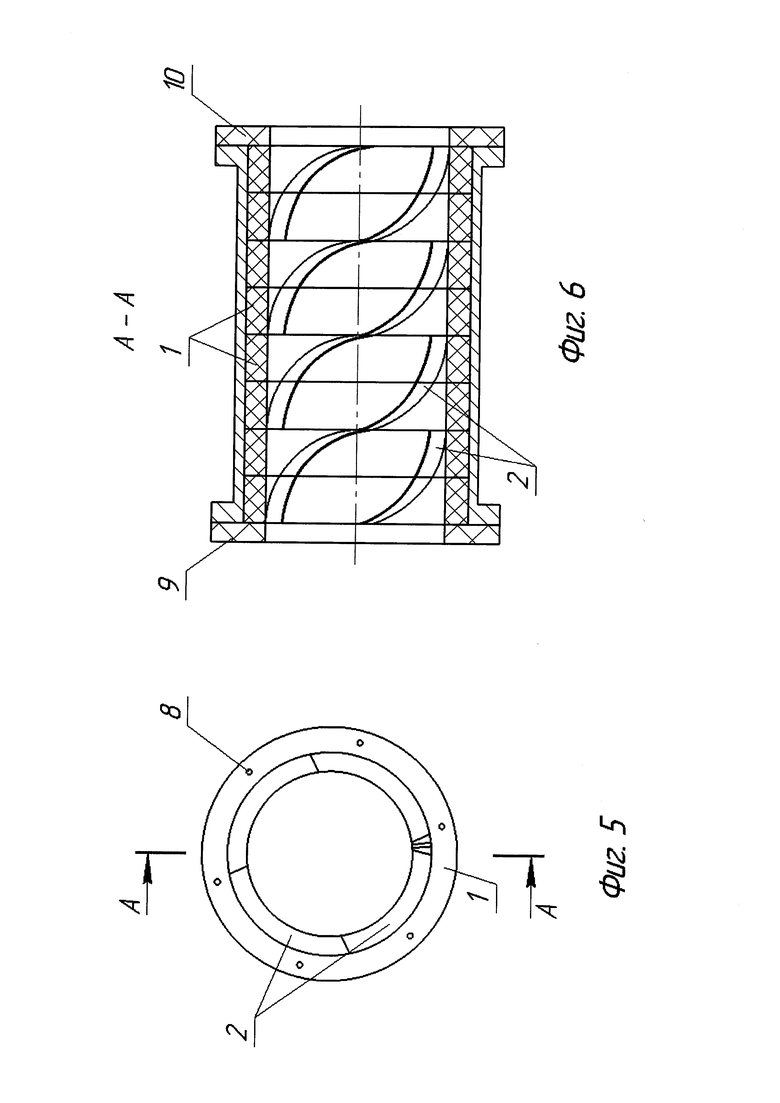
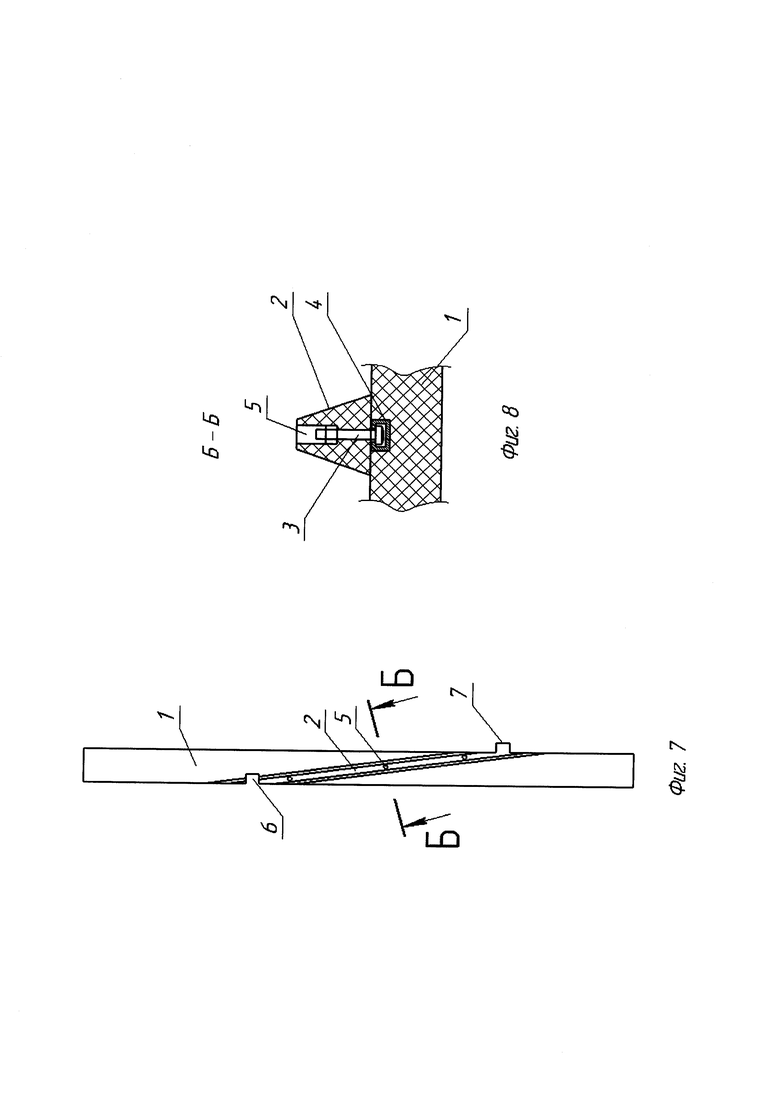
Изобретение поясняется чертежами, где на фиг. 1 показан предложенный модульный элемент; на фиг. 2 показана развертка предложенного модульного элемента; на фиг. 3 показана развертка предложенного модульного элемента с пазом и выступом на торцевых поверхностях кольца; на фиг. 4 показан набор из модульных элементов, образующий футеровку цапфы барабанной мельницы; на фиг. 5 показан осевой вид футеровки; на фиг. 6 показан разрез А-А на фиг. 5; на фиг. 7 показана развертка предложенного модульного элемента со съемным ребром; на фиг. 8 показан разрез Б-Б на фиг. 7.
Модульный элемент футеровки цапфы барабанной мельницы представляет собой сплошное цельное кольцо 1 (кольцевой модульный элемент, кольцевая секция, диск), имеющее со стороны рабочей поверхности ребро 2 (выступ(ы) в виде элемента винтовой линии спирали), представляющее собой фрагмент (часть) спирального (винтового) ребра футеровки в сборе. Ребро 2 имеет в поперечном сечении, преимущественно, трапециевидную форму и расположено на рабочей поверхности кольца 1 так, что его основание (прилегающее к рабочей внутренней поверхности кольца 1) в развертке кольца 1 образует параллелограмм, вершины которого лежат на противоположных сторонах рабочей поверхности кольца 1, т.е. одна короткая сторона параллелограмма (две вершины) лежит на одной боковой линии развернутого кольца 1, а другая короткая сторона (другие две вершины) лежит на другой боковой линии развернутого кольца 1. Кольцо 1 с ребром 2 выполнено из эластомерного материала, например, резины, полиуретана и т.п., обладающего упругими свойствами и противостоящего интенсивному износу от абразивного действия на него пульп и измельчаемого материала.
Ребро 2 кольца 1 выполнено, преимущественно, заодно целое с кольцом 1 (фиг. 1).
Ребро 2 модульного элемента 1 может быть выполнено также съемным (фиг. 7, 8).
Поскольку в ходе эксплуатации футеровки наибольшему износу подвергаются поверхности винтовых (спиральных) ребер 2, на которые выпадает основная нагрузка абразивного потока, в качестве варианта выполнения кольца 1 предлагается составная его конструкция с заменяемой спиральной частью (ребром 2). Возможность замены ребер 2, как наиболее изнашиваемых частей футеровки, позволяет, кроме экономии, за счет более полного использования ресурса неизношенных частей футеровки, путем их повторного использования, снизить трудоемкость изготовления модульного элемента 1 вследствие упрощения его конструкции, а также снизить трудоемкости монтажных и демонтажных работ.
В случае использования съемного ребра 2, его крепление на кольце 1 осуществляется с помощью болтов 3, вводимых в металлическую направляющую вставку 4 (вставки). Указанная металлическая вставка 4 вваривается в тело кольца 1 в ходе вулканизации (образуется паз, в котором размещается вставка 4), которая для повышения адгезии контакта металла с резиной осуществляется с применением специальных клеев. Сама вставка 4 имеет коробчатую форму сечения с прорезью на всю длину, сориентированной в сторону рабочей поверхности кольца 1. Прорезь обеспечивает возможность движения болтов 3 во вставке 4. Вставке 4 придана винтовая форма, что позволяет придать винтовую форму и ребру 2 после его установки и крепления. И даже если фрагмент спирали (ребро 2) изготавливается прямолинейным, за счет гибкости эластомера при затягивании гаек удается придать ребру 2 винтовую форму.
Крепление ребра 2 на кольце 1 осуществляется болтами 3, которые своими головками зацепляются за стенки вставки 4, а стержневой частью входят в крепежные сквозные отверстия 5 ребра 2, проходящие в поперечном сечении ребра 2 через середины оснований трапеции и расположенные, преимущественно, на равном расстоянии друг от друга вдоль ребра 2. Такая конструкция позволяет производить установку и замену спиральных ребер 2 достаточно оперативно.
Для обеспечения быстрого и точного монтажа колец 1 между собой, а также для обеспечения фиксированного и устойчивого положения колец 1 между собой в собранной футеровке, кольцо 1 (модульный элемент) имеет на одной своей торцевой поверхности (боковой стороне) паз 6, а на другой торцевой поверхности выступ 7, соответствующий по форме пазу 6 для образования замкового соединения и обеспечения надежной фиксации положения соответствующего кольца 1 относительно соседних колец 1 в собранной футеровке. Выступ 7 кольца 1 смещен относительно паза 6 по окружности кольца 1 на определенный угол, который равен углу, образованному двумя линиями, одна из которых пересекает ось кольца и проходит через одну вершину параллелограмма, образованного в развертке кольца 1 основанием ребра 2, а другая линия пересекает ось кольца и проходит через другую вершину указанного параллелограмма, причем данные две вершины, через которые проходят указанные две линии, лежат на одной длинной стороне параллелограмма. Также такой угол смещения паза 6 относительно выступа 7 имеет значение, равное 360/n, где n - общее количество колец 1 (модульных элементов) в собранной футеровке. Таким образом, смещение выступа 7 относительно паза 6 позволяет при сборе футеровки обеспечить совмещение винтовых ребер 2 путем смещения (поворота) кольца 1 относительно предыдущего кольца 1. Система паз 6 -выступ 7 позволяет осуществить автоматическую фиксацию необходимого положения каждого кольца 1, при этом обеспечивается ускорение и упрощение достижения необходимого фиксированного положения каждого кольца 1 относительно предыдущего кольца 1 при монтаже футеровки (фиксация взаимного положения соседних колец 1).
Паз 6 и выступ 7 кольца 1 могут быть образованы в любом месте торцевых поверхностей кольца 1. Однако, преимущественным вариантом образования паза 6 и выступа 7 является такой, когда паз 6 образован на одном конце ребра 2, а выступ 7 образован на другом конце ребра 2. Кроме того, выступ 7 и паз 6 могут быть как прямоугольными, так и в виде «ласточкин хвост» (для наиболее надежного соединения и фиксации модульных элементов между собой в собранной футеровке).
Кольцевой модульный элемент 1 имеет на торцевых своих поверхностях (на боковых сторонах) сквозные крепежные отверстия 8, оси которых параллельны оси кольца 1 (т.е. сквозные отверстия 8 образованы в продольном направлении футеровки, причем начало и конец отверстий 8 находятся на противоположных торцевых поверхностях кольца 1). Отверстия 8 предназначены для прохождения стяжек (шпилек, не показаны), связывающих кольца 1 между собой в собранной футеровке, обеспечивая их плотное прилегание друг к другу, надежную фиксацию колец 1 друг относительно друга и возможность их перемещения в собранном состоянии.
Эластомерная футеровка цапфы барабанной мельницы содержит связанные между собой конструктивно идентичные монолитные кольца 1 с ребрами 2. Каждый соседний кольцевой модульный элемент (кольцо 1) футеровки в сборе смещен (повернут) относительно соседнего кольца 1 на заранее рассчитанный угол (или на определенное расстояние по окружности), при этом ребро 2 каждого кольца 1 образует (в собранном виде футеровки) с ребрами 2 соседних колец 1 однозаходную или многозаходную непрерывную сплошную винтовую поверхность (без искажения профиля винтового ребра по всей его длине). Угол, на который смещается кольцо 1 относительно соседнего кольца 1 в футеровке равен 360/n, где n - количество колец 1 в футеровке (также равен углу между двумя линиями, пересекающими ось кольца 1 и одна из которых проходит через одну вершину указанного выше параллелограмма, а другая - через другую вершину параллелограмма, при этом указанные две вершины лежат на одной длинной стороне параллелограмма). Если рассчитывать расстояние смещения кольца 1 относительно предыдущего кольца 1, то такое расстояние равно длине большего катета прямоугольного треугольника (лежащего на линии боковой стороны кольца 1), образованного в развертке кольца 1 одной длинной стороной параллелограмма (гипотенузой), одной боковой стороной кольца 1.
Кольца 1 собранной футеровки плотно контактируют (прилегают) друг с другом своими торцевыми поверхностями без зазоров так, что ребра 2 соседних колец 1 плотно контактируют (прилегают) друг с другом. Поскольку важнейшим требованием к футеровке цапфы является неразрывность и постоянство профиля винтового (спирального) ребра 2, фиксация соседних колец 1 является очень важной задачей. Для обеспечения надежной фиксации и необходимого взаимного положения соседние кольца 1 соединены между собой посредством замковых соединений, образованных выступами 7 и пазами 6 на соответствующих боковых поверхностях колец 1 (или на торцах ребер 2). Герметизация и крепление футеровки выполняется с помощью упорного 9 и крепежного 10 колец, при этом осевое усилие создается путем прижатия крепежного кольца 10 к торцу цапфы болтами.
Также соседние кольца 1 могут быть соединены посредством стяжек (шпилек и т.п., не показаны), проходящих через сквозные крепежные отверстия 8. В данном случае фиксация необходимого положения каждого кольца 1 осуществляется путем поворота и насаживания на шпильки каждого кольца 1 со смещением на одно отверстие 8, а герметизация и крепление блока колец 1 производится путем стягивания колец 1 шпильками между упорным 9 и крепежным 10 кольцами (шайбами, которые имеют отверстия, размещенные аналогично рассверловке отверстий 8 колец 1). При этом соседние кольца 1 плотно прилегают друг к другу благодаря установке на ее противоположных торцах упорного и крепежного колец 9, 10 (также связанных стяжками), обеспечивающим плотное сопряжение соседних колец 1 и не позволяющим им смещаться друг относительно друга. Данный тип сборки футерующих элементов позволяет значительно упростить как сам способ футерования патрубков, так и их последующий ремонт и обслуживание в зависимости от износа футеровки мельниц.
Для монолитной кольцевой секции 1 работоспособность футеровки предлагаемой конструкции обеспечивается во всем диапазоне значений кратности количества колец 1 числу заходов спиралей (от одного до четырех и даже в некоторых случаях пяти).
В предложенной конструкции непрерывность хода ребра 2 в зоне контакта обеспечивается путем вывода торцов фрагментов ребер 2 на боковые стороны колец 1 и углового смещения сопряженного кольца 1 на расчетный угол, при котором обеспечивается строгое совпадение границ профиля торцов стыкуемых ребер 2 смежных колец 1 и фиксации такого положения. Фиксация положения, при котором осуществляется относительное смещение смежных колец 1 может быть конструктивно реализована наружным или внутренним способом:
- наружный тип средства фиксации представляет собой соединение типа «паз-выступ», в том числе замковое, сопровождаемое эффектом защелкивания (например, типа «ласточкин хвост»). Конструктивно оно размещается на торцевой части ребер 2 и состоит из различного вида выступов 7, расположенных на боковых сторонах (гранях) ребер 2 с одной стороны, и соответствующих пазов 6 - с другой. Количество замковых пар на каждом контакте может соответствовать количеству заходов ребер 2. Таким образом, в ходе монтажа, при установке смежных колец 1, вводя в зацепление парные элементы замков и, попарно формируя замковое соединение, удается обеспечить такое положение соседнего кольца 1, при котором торцы винтовых ребер 2 стыкуются с образованием непрерывной винтовой поверхности, при этом обеспечивается необходимая жесткость конструкции.
- во внутреннем способе фиксации каждое кольцо 1 имеет сквозные отверстия 8, равномерно располагающиеся по окружности. Общее количество отверстий 8 в каждом кольце 1 соответствует общему числу колец в блоке (в футеровке). Каждое отверстие 8 смещено относительно предыдущего на определенный угол, при котором обеспечивается непрерывность винтовой поверхности ребра 2.
В ходе операции сборки через указанные отверстия 8 протягиваются шпильки и закручиваются гайками (с образованием цельной монолитной конструкции при завершении данной операции). Для обеспечения углового смещения смежных колец 1 в ходе сборки блока каждое последующее кольцо 1, начиная со второго, устанавливается со смещением относительно местоположения предыдущего в одном направлении на одно отверстие, что соответствует повороту этого кольца 1 на необходимый угол, после чего крепежные болты вводятся во все или в часть отверстий. Таким образом удается обеспечить непрерывный ход винтовых поверхностей всех ребер 2.
Крепление блока на цапфе и обеспечение герметичности осуществляется с помощью двух колец (втулок) - упорного 9, которое имеет жесткое соединение с корпусом цапфы (обычно с помощью сварки) и крепежного 10, рассверленного под отверстия во фланце цапфы. Крепежное кольцо (втулка) 10 с помощью крепежных болтов обеспечивает интенсивное силовое стягивание колец 1 друг с другом, с образованием монолитного блока. При этом, за счет использования свойства эластомеров сохранять при деформировании объем, обеспечивается герметичность футеровки, то есть предотвращается контакт высокоабразивной пульпы с поверхностью цапфы. Иначе говоря, при упругом сжатии эластомерной футеровки в осевом направлении, увеличивается наружный диаметр блока колец 1, за счет чего обеспечивается интенсивное давление на стенки цапфы. Использование этого эффекта позволяет предотвратить возникновение зазоров или полостей между кольцами 1, а также между кольцами 1 и поверхностью цапфы без использования герметика. Для обеспечения действия этого эффекта совокупная длина блока колец 1 увеличивается на величину размера необходимой деформации (обычно это 1-5%).
Конструктивно футеровка цапфы представляет собой цилиндрический патрубок, на рабочей поверхности которого, установлены ребра в виде многозаходных (обычно двух-, трех- или четырех -) спиральных ребер, имеющих в сечении трапецеидальный профиль.
Возможности, которые открывают эластомерные материалы (резины, полиуретаны), в том числе высокие показатели упругости и износостойкости, способность сохранять объем тела при деформировании, технологическая простота изготовления массовых партий деталей, при использовании этих материалов в качестве основы модульных элементов футеровок цапф, при условии гарантированного сохранения ресурса работоспособности футеровок на уровне и выше металлического аналога, позволяют существенно упростить конструкцию футеровки, снизить трудоемкость и временные затраты на монтажные и демонтажные работы и уменьшить износ рабочей поверхности за счет:
- отказа от необходимости использования герметика,
- существенного упрощения схемы крепления,
- обеспечения возможности сборки полного блока футеровки вне цапфы;
- обеспечения постоянства профиля ребра на всем его протяжении;
- возможности выборочной замены изношенной спирали (ребра 2) или модульного элемента.
В настоящее время эластомерные изделия широко применяются для защиты от износа поверхностей горного оборудования, имеющего контакты с потоками высокоабразивных продуктов переработки горных пород, в том числе поверхностей барабанов мельниц, скруббер-бутар, бункеров, желобов, классификаторов и других. Щадящий характер нагрузки футеровок потоками продуктов при их движении через цапфы позволяет сделать выводы не только о возможности и эффективности применения в данном случае эластомерных футеровок, но и о существенных преимуществах их перед металлическими аналогами.
Предлагаемая конструкция эластомерной футеровки цапфы по всем геометрическим параметрам соответствует заводской цельнолитой конструкции и представляет собой блок идентичных по своим геометрическим размерам модульных элементов кольцевой формы, соединенных вместе с помощью двух втулок - упорной 9 и крепежной 10, которые устанавливаются соответственно в начале и конце блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка цапфы барабанной мельницы и способ ее формирования | 2017 |
|
RU2655820C1 |
| Футеровка цапфы барабанной мельницы и комплект для ее изготовления | 2019 |
|
RU2712899C1 |
| Футеровка загрузочной воронки цапфы барабанной мельницы | 2021 |
|
RU2772823C1 |
| ЦАПФА РАЗГРУЗОЧНАЯ | 2001 |
|
RU2193925C1 |
| ФУТЕРОВКА МЕЛЬНИЦЫ САМОИЗМЕЛЬЧЕНИЯ | 2024 |
|
RU2837963C1 |
| Модульная концентрационная чаша центробежного концентратора и способ ее изготовления (варианты) | 2021 |
|
RU2775527C1 |
| ФУТЕРОВКА БАРАБАННОЙ МЕЛЬНИЦЫ | 2001 |
|
RU2266789C2 |
| ЭКСТРАКТОР ДЛЯ СПИРАЛЬНОЙ РЕЗЬБОВОЙ ВСТАВКИ БЕЗ ЦАПФЫ | 2013 |
|
RU2636339C2 |
| Футеровка барабанной мельницы | 1989 |
|
SU1759469A1 |
| Футеровка шаровой трубнойМЕльНицы | 1979 |
|
SU795561A1 |
Группа изобретений относится к оборудованию для измельчения материалов, которое может быть использовано в разгрузочных и загрузочных цапфах барабанных мельниц. Модульный элемент выполнен в виде кольца 1, имеющего со стороны рабочей поверхности по меньшей мере одно ребро 2. При этом кольцо 1 выполнено сплошным, а ребро 2 расположено на рабочей поверхности так, что его основание в развертке образует параллелограмм, вершины которого лежат на противоположных сторонах рабочей поверхности кольца 1. Футеровка цапфы содержит связанные между собой кольца 1, имеющие со стороны рабочей поверхности по меньшей мере одно ребро 2, образующее с ребрами соседних колец однозаходную или многозаходную винтовую поверхность. Соседние кольца 1 плотно контактируют друг с другом торцевыми поверхностями, а ребра 2 соседних колец 1 плотно контактируют друг с другом. Футеровка цапфы обеспечивает исключение зон турбулентности за счет непрерывности профиля винтового ребра вдоль всей винтовой поверхности футеровки. 2 н. и 11 з.п. ф-лы, 8 ил.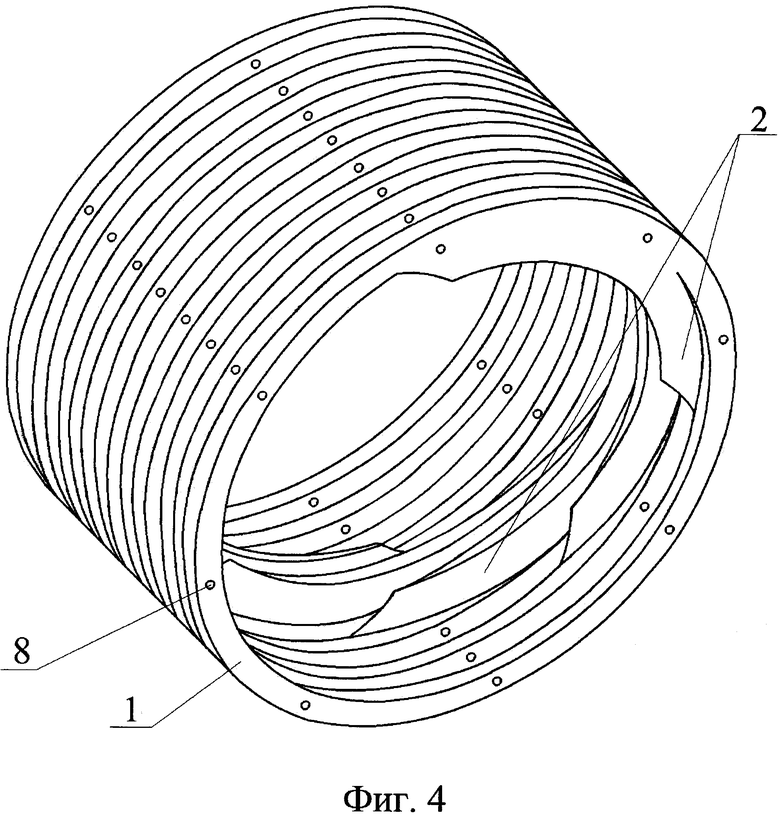
1. Модульный элемент цапфы барабанной мельницы, представляющий собой кольцо, имеющее со стороны рабочей поверхности по меньшей мере одно ребро, отличающийся тем, что кольцо выполнено сплошным, при этом ребро расположено на рабочей поверхности так, что его основание в развертке образует параллелограмм, вершины которого лежат на противоположных сторонах рабочей поверхности кольца.
2. Элемент по п. 1, отличающийся тем, что он выполнен из эластомерного материала.
3. Элемент по п. 1, отличающийся тем, что кольцо имеет на торцевых поверхностях сквозные отверстия, оси которых параллельны оси кольца.
4. Элемент по п. 1, отличающийся тем, что ребро выполнено за одно целое с кольцом.
5. Элемент по п. 1, отличающийся тем, что ребро выполнено съемным и имеет по меньшей мере одно отверстие с размещенным в нем соответствующим крепежным элементом, при этом кольцо имеет на рабочей поверхности паз, образованный вдоль линии ребра, в котором размещена вставка для связи с по меньшей мере одним крепежным элементом.
6. Элемент по п. 1, отличающийся тем, что он имеет на одной торцевой поверхности паз, а на другой торцевой поверхности выступ, соответствующий по форме пазу для фиксации положения модульного элемента относительно соседних модульных элементов, при этом выступ смещен относительно паза по окружности на угол, равный углу, образованному двумя линиями, пересекающими ось кольца и одна из которых проходит через одну вершину указанного параллелограмма, а другая - через другую вершину параллелограмма, при этом указанные две вершины лежат на одной длинной стороне параллелограмма.
7. Элемент по п. 6, отличающийся тем, что указанный паз образован на одном конце ребра, а указанный выступ - на другом.
8. Элемент по пп. 6, 7, отличающийся тем, что выступ и паз имеют форму «ласточкин хвост».
9. Футеровка цапфы барабанной мельницы, содержащая связанные между собой кольца, имеющие со стороны рабочей поверхности по меньшей мере одно ребро, образующее с ребрами соседних колец однозаходную или многозаходную винтовую поверхность, отличающаяся тем, что кольца выполнены по любому из пп. 1-8, при этом соседние кольца плотно контактируют друг с другом торцевыми поверхностями, а ребра соседних колец плотно контактируют друг с другом.
10. Футеровка по п. 9, отличающаяся тем, что кольца соединены между собой посредством стяжек, проходящих через сквозные отверстия на торцевых поверхностях колец.
11. Футеровка по п. 9, отличающаяся тем, что на торцах крайних колец установлены упорное и крепежное кольца.
12. Футеровка по п. 9, отличающаяся тем, что соседние кольца зафиксированы друг относительно друга посредством выступов и пазов, образованных на соответствующих торцевых поверхностях колец, причем на каждом кольце выступ смещен относительно паза на угол, равный 360/n, где n - количество колец в футеровке.
13. Футеровка по п. 10, отличающаяся тем, что число сквозных отверстий на торцевых поверхностях колец равно числу колец в футеровке.
| ЦАПФА РАЗГРУЗОЧНАЯ | 2001 |
|
RU2193925C1 |
| Футеровка шаровой трубнойМЕльНицы | 1979 |
|
SU795561A1 |
| Пневматическая шина колесных машин | 1961 |
|
SU144413A1 |
| МНОГОШПИНДЕЛЬНЫЙ ПОЛУАВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ПРИТИРКИ СТЕКЛЯННЫХ ПРОБОК К СТЕКЛЯННОЙ ПОСУДЕ | 1949 |
|
SU85364A1 |
| СПОСОБ РЕКОНСТРУКЦИИ ГОРТАНИ | 2016 |
|
RU2632529C1 |
| СИСТЕМА ПЕРЕДАЧИ ИНФОРМАЦИИ, УСТРОЙСТВО ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ИНФОРМАЦИИ, А ТАКЖЕ НОСИТЕЛЬ ЗАПИСИ, ИСПОЛЬЗУЮЩИЕ ФОРМАТ ПРЕДСТАВЛЕНИЯ ДАННЫХ НА ОСНОВЕ КОДА С ИСПРАВЛЕНИЕМ ОШИБОК | 1996 |
|
RU2154897C2 |
| Загрузочная цапфа барабанной мельницы | 1986 |
|
SU1519772A1 |

