Изобретение относится к технологии грохочения сыпучих материалов, используемой на предприятиях черной и цветной металлургии, а также угольной и строительной индустрии.
Из уровня техники известен способ крепления эластомерных модульных элементов на опорных поверхностях путем введения установленных на опорных поверхностях фигурных вставок, имеющих полусферическую головку, цилиндрическую ножку и выточку между ними меньшего диаметра, в соответствующие полости эластомерных модульных элементов, стенки каждой из которых имеют цилиндрическую поверхность с кольцевым выступом, соответствующим выточке вставки, с использованием эффекта защелкивания при введении вставки в полость за счет фиксации кольцевого выступа в выточке (см. международная публикация WO 03/081056, опубликована 02.10.2003).
Недостатком данного способа крепления является возможность перемещения эластомерных модульных элементов в условиях высокоинтенсивных вибрационных нагрузок в осевом направлении из-за невысокой жесткости крепления, что может вызвать усталостное разрушение кольцевого выступа и отрыв модульного элемента.
Технической задачей изобретения является обеспечение длительной надежности крепежного соединения эластомерных модульных элементов (плиты, ситовые карты), увеличение срока службы эластомерного элемента и повышение надежности крепления.
Техническим результатом изобретения является повышение надежности крепления благодаря обеспечению возможности создания вакуума между поверхностями крепления или плотного натяга вследствие обеспечения плотного прилегания поверхностей стенок полостей к поверхностям вставок.
Технический результат изобретения достигается за счет реализации способа крепления эластомерных модульных элементов на опорных поверхностях путем введения закрепленных на опорных поверхностях вставок в соответствующие полости эластомерных модульных элементов, которые имеют ответную вставкам поверхность, при этом используют вставки, каждая из которых имеет ножку и сферическую головку, и эластомерные модульные элементы с полостями, стенки каждой из которых имеют поверхность, ответную ножке и сферической головке соответствующей вставки с обеспечением плотного прилегания стенок каждой полости к поверхности соответствующей вставки.
При реализации способа каждую вставку перед введением в соответствующую полость эластомерных модульных элементов смазывают слоем масла.
Кроме того, могут использовать вставки, каждая из которых имеет диаметр сферической головки, равный диаметру ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов; могут использовать вставки, каждая из которых имеет диаметр сферической головки, больший диаметра ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов; также могут использовать комбинации вставок, часть из которых имеет диаметр сферической головки, равный диаметру ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов, а часть имеет диаметр сферической головки, больший диаметра ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов.
Кроме того, могут использовать вставки, каждая из которых имеет коническую ножку, сужающуюся в сторону сферической головки.
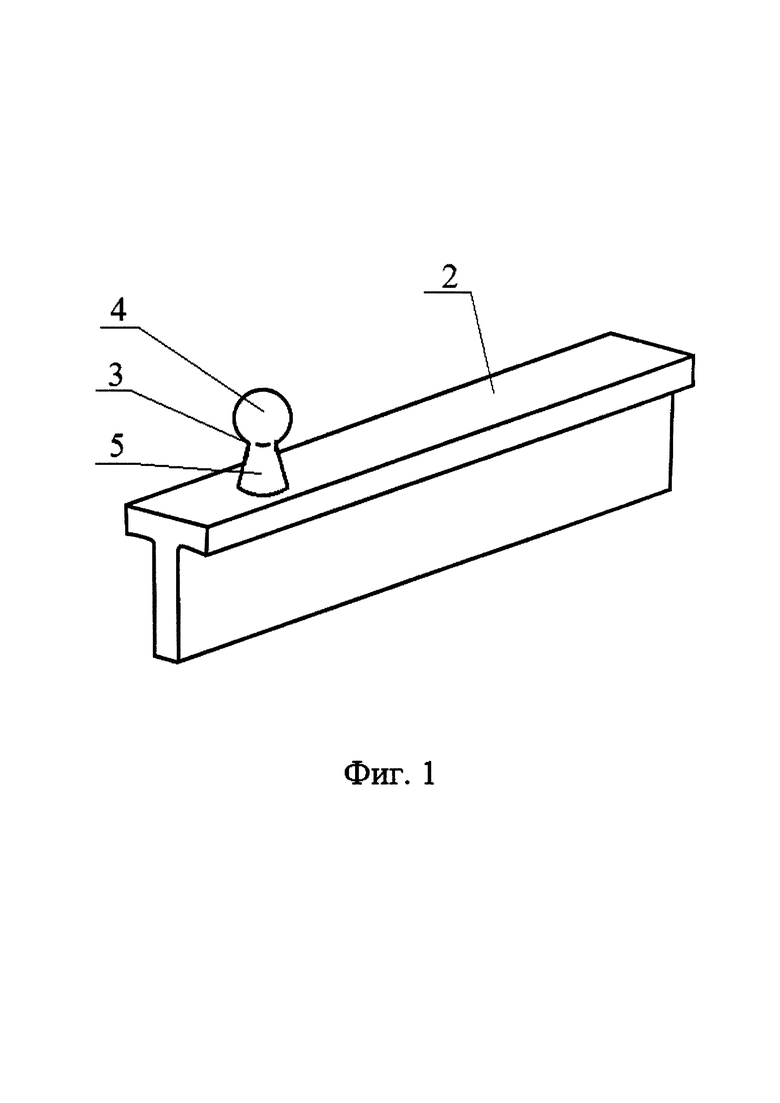
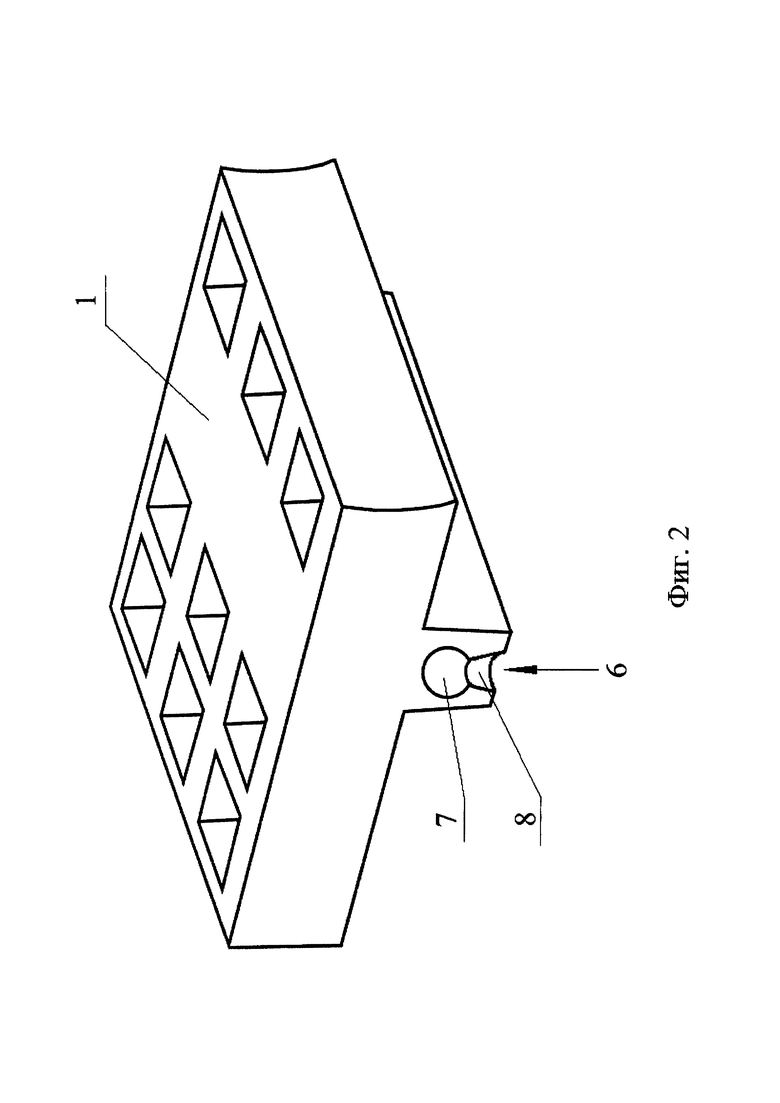
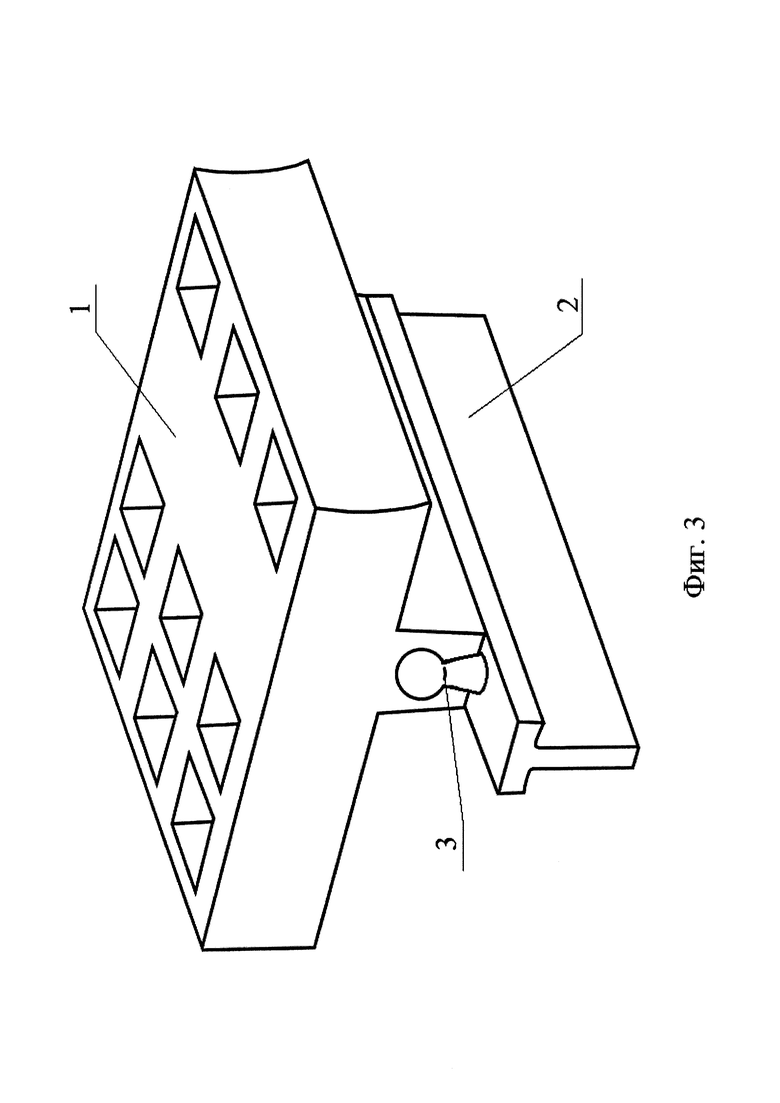
Изобретение поясняется чертежами, где на фиг. 1 показана опорная поверхность со вставкой; на фиг. 2 показан эластомерный модульный элемент с ответной вставке полостью; на фиг. 3 показано крепление
эластомерного модульного элемента на опорной поверхности (соединение вставки с полостью).
Способ крепления эластомерных модульных элементов 1 (эластомерных защитных плит или ситовых карт) на опорных поверхностях 2 заключается в следующем. На опорных поверхностях 2 закрепляют (устанавливают) крепежные вставки 3, которые имеют, преимущественно, две части: сферическую головку 4 и коническую ножку 5 (основание), сужающуюся в сторону от опорной поверхности 2 к головке 4. Причем меньший диаметр конической ножки 5 меньше диаметра сферической головки 4 соответствующей вставки 3 (фиг. 1). Для обеспечения надежности крепления вставок на опорных плитах в условиях интенсивных вибраций используется, преимущественно, сварка. Закрепленные на опорных поверхностях 2 вставки 3 вводят в соответствующие полости 6 эластомерных модульных элементов 1 (фиг. 3), при этом стенки каждой полости 6 имеют ответную вставкам 3 поверхность, а именно: сферическую поверхность 7, ответную головке 4 соответствующей вставки 3, и коническую поверхность 8, ответную конической ножке 5 соответствующей вставки 3 (фиг. 2). За счет полного совпадения профилей вставок 3 и полостей 6 при введении вставок 3 в соответствующие полости 6 обеспечивается плотное прилегание стенок каждой полости 6 к поверхности соответствующей вставки 3. При реализации способа крепления могут использовать вставки 3, диаметр головок 4 которых равен диаметру сферической поверхности 7 соответствующей полости 6. В результате равенства диаметров головок 4 и соответствующих сферических поверхностей 7 из-за отсутствия зазоров возникает вакуумный захват вставок 3 (поверхности соединяемых элементов притягиваются силами вакуумного притяжения), обеспечивающий высокую прочность соединения. Также при реализации способа крепления могут использовать вставки 3, диаметр головок 4 которых больше диаметра сферической поверхности 7 соответствующей полости 6. Размер головки может превышать диаметр внутренней сферической поверхности только в поперечном направлении, поскольку если увеличить диаметр головки в осевом направлении (по оси вставки), то это приведет к выталкиванию вставки из гнезда и недостаточному закреплению модульного элемента. Величина превышения не должна превышать 1-2%. В результате разности размеров головок 4 и поверхностей 7 происходит сильный натяг (прижатие за счет упругой деформации стенок полостей 6 эластомерных модульных элементов 1). Кроме того, могут использовать комбинацию вставок 3 с диаметром головок 4, равным диаметру поверхности 7 и большим диаметра поверхности 7. Размеры конических поверхностей ножек 5 вставок 3 также могут быть как равными, так и большими поверхностей 8 полостей 6 (с целью создания вакуума или плотного натяга за счет упругой деформации). При этом непосредственно перед монтажом (перед введением вставок 3 в соответствующую полость 6 эластомерных модульных элементов 1) для компенсации возможных размерных отклонений и усиления эффекта вакуумного захвата все вставки 3 смазывают слоем густого масла.
В соответствии с изобретением поверхность головок 4 вставок 3 может иметь и другую криволинейную форму (помимо сферической). Форма криволинейной части подбирается из условий удобства введения головки 4 вставки 3 в полость 6 (отверстие) модульного элемента 1 и отсутствия на поверхностях острых изгибов. В наибольшей степени таким условиям соответствует грибообразная (не показана) с вытянутой верхней частью и расширенной нижней частью. Такие формы также позволяют обеспечить начальную фиксацию соединяемых частей за счет эффекта защелкивания. Форма нижней части вставок 3, выполняющих функцию основания, может быть цилиндрической (не показана). Ее диаметр существенно меньше диаметра наиболее расширенной верхней криволинейной части. В данном случае конфигурация поверхностей стенок полостей 6 закрепляемого модульного элемента 1 также содержит две части, идентичные конфигурации вставок 3, то есть также имеют криволинейную и цилиндрическую части (не показаны).
Для осуществления способа, в ходе проектирования и изготовления элементов крепления - вставок 3 для опорных поверхностей и соответствующих крепежных отверстий в защитных плитах и ситовых картах, обеспечиваются конструктивные условия для реализации эффекта вакуумирования - обеспечивается полное совмещение внутренних и внешних поверхностей элементов крепления и криволинейность поверхностей, без углов и изломов на контактирующих поверхностях. Благодаря созданию вакуума (за счет совпадения размеров ответных поверхностей) обеспечивается плотное прилегание и соответственно надежная фиксация. Благодаря разнице в размерах обеспечивается плотное сжатие стенками полостей 6 поверхностей вставок 3 за счет упругости эластомерного элемента, т.е. головки 4 растягивают стенки полости 6 и за счет захвата (упругости) обеспечивается надежная фиксация.
Перечисленная последовательность действий обеспечивает долговременную надежность крепежного соединения. Для обеспечения оперативности демонтажа соединения необходимо обеспечить попадание воздуха в полость захвата. Для этой цели можно использовать шило.
Данное крепление в первую очередь предназначено для применения на грохотах, которые используются в процессах переработки горных пород для классификации сыпучих масс на фракции по размеру. Также возможно использование крепления при установки эластомерных защитных плит в зонах контакта поверхностей оборудования с абразивными сыпучими материалами (бункера, желоба и другие).
| название | год | авторы | номер документа |
|---|---|---|---|
| Футеровка цапфы барабанной мельницы и комплект для ее изготовления | 2019 |
|
RU2712899C1 |
| Футеровка цапфы барабанной мельницы и способ ее формирования | 2017 |
|
RU2655820C1 |
| Эластомерная футеровка цапфы барабанной мельницы и модульный элемент футеровки цапфы | 2019 |
|
RU2712898C1 |
| ИНДИВИДУАЛЬНЫЙ 3D-ИМПЛАНТАТ ДЛЯ ЗАМЕНЫ ПЛЕЧЕВОГО СУСТАВА ПРИ ДЕФЕКТАХ ЛОПАТКИ И СПОСОБ ЭНДОПРОТЕЗИРОВАНИЯ ПЛЕЧЕВОГО СУСТАВА ПРИ ДЕФЕКТАХ ЛОПАТКИ | 2022 |
|
RU2787706C2 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ПЛОТНОГО ПРИЛЕГАНИЯ ДВЕРНОГО ПОЛОТНА К КОРОБУ ПОСЛЕ ЗАКРЫТИЯ ЗАСОВА И ЗАГЛУШКА ДЛЯ ОТВЕТНОГО ОТВЕРСТИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2761908C1 |
| Способ ремонта корпусных деталей с трещинами | 1991 |
|
SU1784431A1 |
| ЭНЕРГОРАССЕИВАЮЩЕЕ ИЗНОСОСТОЙКОЕ КОЛЬЦО И ОТНОСЯЩИЕСЯ К НЕМУ СПОСОБЫ | 2012 |
|
RU2570311C2 |
| Способ ремонта корпусных деталей с трещинами | 1988 |
|
SU1712117A1 |
| Модульная концентрационная чаша центробежного концентратора и варианты способа ее изготовления | 2021 |
|
RU2758961C1 |
| Массажер для проведения самомассажа областей тела, имеющих миофасциальный болевой синдром | 2023 |
|
RU2820068C1 |
Изобретение относится к технологии классификации сыпучих материалов, используемой на предприятиях черной и цветной металлургии, а также угольной и строительной индустрии. Способ крепления эластомерных модульных элементов на опорных поверхностях путем введения закрепленных на опорных поверхностях вставок в соответствующие полости эластомерных модульных элементов, которые имеют ответную вставкам поверхность. Используют вставки, каждая из которых имеет ножку и сферическую головку, и эластомерные модульные элементы с полостями, стенки каждой из которых имеют поверхность, ответную ножке и сферической головке соответствующей вставки с обеспечением плотного прилегания стенок каждой полости к поверхности соответствующей вставки. Каждую вставку перед введением в соответствующую полость эластомерных модульных элементов смазывают слоем масла. Используют вставки, каждая из которых имеет диаметр сферической головки, равный диаметру ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов. Используют вставки, каждая из которых имеет диаметр сферической головки, больший диаметра ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов. Используют вставки, часть из которых имеет диаметр сферической головки, равный диаметру ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов, а часть имеет диаметр сферической головки, больший диаметра ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов. Используют вставки, каждая из которых имеет коническую ножку, сужающуюся в сторону сферической головки. Технический результат – повышение надежности крепления эластомерных модульных элементов. 5 з.п. ф-лы, 3 ил. 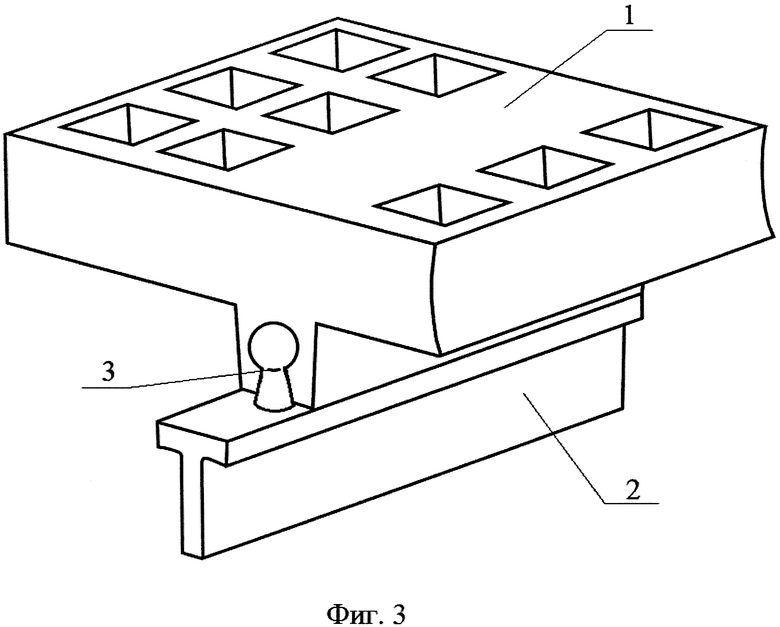
1. Способ крепления эластомерных модульных элементов на опорных поверхностях путем введения закрепленных на опорных поверхностях вставок в соответствующие полости эластомерных модульных элементов, которые имеют ответную вставкам поверхность, отличающийся тем, что используют вставки, каждая из которых имеет ножку и сферическую головку, и эластомерные модульные элементы с полостями, стенки каждой из которых имеют поверхность, ответную ножке и сферической головке соответствующей вставки с обеспечением плотного прилегания стенок каждой полости к поверхности соответствующей вставки.
2. Способ по п. 1, отличающийся тем, что каждую вставку перед введением в соответствующую полость эластомерных модульных элементов смазывают слоем масла.
3. Способ по п. 1, отличающийся тем, что используют вставки, каждая из которых имеет диаметр сферической головки, равный диаметру ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов.
4. Способ по п. 1, отличающийся тем, что используют вставки, каждая из которых имеет диаметр сферической головки, больший диаметра ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов.
5. Способ по п. 1, отличающийся тем, что используют вставки, часть из которых имеет диаметр сферической головки, равный диаметру ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов, а часть имеет диаметр сферической головки, больший диаметра ответной вставкам сферической поверхности соответствующей полости эластомерных модульных элементов.
6. Способ по п. 1, отличающийся тем, что используют вставки, каждая из которых имеет коническую ножку, сужающуюся в сторону сферической головки.
| Устройство для крепления эластичного сита | 1987 |
|
SU1505601A1 |
| Опора для крепления модулей технологического оборудования | 1987 |
|
SU1520294A1 |
| Противопожарное приспособление, например, к ворсовальной машине | 1959 |
|
SU129176A1 |
| Сито грохота | 1986 |
|
SU1433509A1 |
| ЭЛАСТИЧНАЯ ПРОСЕИВАЮЩАЯ ПОВЕРХНОСТЬ | 1992 |
|
RU2042439C1 |
| Газопоршневой двигатель электроагрегата | 2023 |
|
RU2802562C1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| Прибор, сигнализирующий о повышении температуры | 1929 |
|
SU26578A1 |
| Приспособление для регулирования подачи горючей жидкости в двигателях внутреннего горения с безвоздушным (под давлением) распыливанием жидкости | 1925 |
|
SU4212A1 |
| НАДУТЫЙ В.П | |||
| и др., "Полимерные просеивающие поверхности виброгрохотов", Москва, "Недра", 1993, 113-123. | |||

