Изобретение относится к неразрушающему контролю магнитным методом и может быть использовано при обнаружении дефектов в сварных швах ферромагнитных изделий. Преимущественно изобретение может быть использовано при обнаружении локальных дефектов (пор и неметаллических включений) в узких сварных швах.
Известен способ магнитного контроля сварных швов, заключающийся в том, что намагничивают шов с прилегающей околошовной зоной, считывают топографию контролируемого участка на поверхности шва и по магнитограмме определяют наличие дефектов [1].
Недостатком известного способа магнитного контроля является низкая чувствительность и достоверность контроля.
Наиболее близким по технической сущности и достигаемому результату к изобретению является способ магнитного контроля сварных швов, заключающийся в том, что намагничивают шов с прилегающей околошовной зоной, считывают топографию магнитного рельефа контролируемого участка в околошовной зоне и по магнитограмме определяют наличие дефектов [2].
Недостатком его является низкая достоверность контроля сварных швов.
Указанный недостаток обусловлен следующим. О наличии дефекта в шве судят по создаваемому им полю в околошовной зоне, величина которого зависит как от расстояния до дефекта, так и от размера дефекта. Вследствие неоднозначной связи между амплитудой сигнала, обусловленного дефектом, и расстоянием до оси дефекта положение дефекта в сварном шве не определено.
Целью изобретения является повышение достоверности контроля сварных соединений за счет более точного определения координат расположения дефекта.
Указанная цель достигается тем, что в способе магнитного контроля стыковых сварных швов, заключающемся в том, что намагничивают шов с прилегающей околошовной зоной, считывают топографию магнитного рельефа контролируемого участка в околошовной зоне и по магнитограмме определяют наличие дефектов, согласно изобретению о положении дефекта судят по результату сравнения амплитуд сигналов, считанных на одинаковых расстояниях от краев шва, считая, что расстояние от центра дефекта до краев шва обратно пропорционально амплитудам сигналов.
На чертеже показан характер изменения амплитуды сигнала, обусловленного дефектом вида поры при контроле в зависимости от расстояния до оси дефекта от линии считывания, при намагничивании и считывании записи преобразователем вдоль шва.
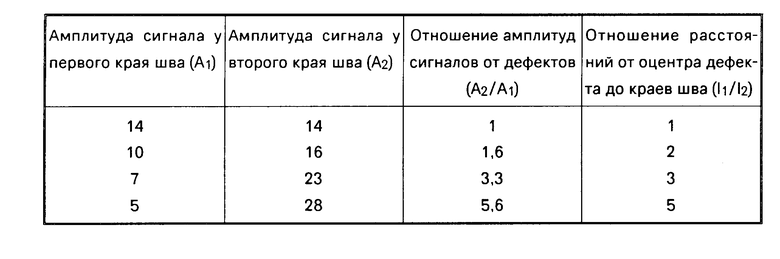
При намагничивании и считывании записи вдоль продольной оси шва амплитуда сигнала, обусловленного локальным дефектом (порой, шлаковым включением), уменьшается по мере удаления от центра дефекта. Экспериментально установлено, что отношение амплитуд сигналов, считанных в околошовных зонах на одинаковых расстояниях от краев шва, приблизительно обратно пропорционально расстояниям от центра дефекта до линии сканирования записи и мало зависит от величины дефекта (см. таблицу).
Из таблицы видно, что  ≈
≈  .
.
Т. к. амплитуда сигнала от дефекта быстро убывает по мере удаления от края шва, то измерения выполняли на минимальных расстояниях от обоих краев шва.
П р и м е р 1. Контролировали сварной шов размерами: ширина 6 мм, высота валика 2,3 мм, - выполненный в образце толщиной 4 мм из стали Ст.3. В сварном шве было засверлено углубление, имитировавшее пору. Контроль сварного шва производили магнитографическим методом в соответствии со способом, принятым за прототип. Дефект был обнаружен, однако его положение в направлении поперек шва не было определено.
П р и м е р 2. Тот же сварной шов контролировали предлагаемым способом: намагничивание осуществляли вдоль шва, а затем вдоль направления намагничивания считывали запись на минимальном расстоянии от краев шва. Амплитуды сигналов от дефекта составляли соответственно 7 и 23 мВ. Отношение амплитуд сигналов у одного и второго краев составляло А2/А3 = 3,3, отношение расстояний ото центра дефекта до краев l1/l2 = 3.
Применение предлагаемого способа магнитографического контроля позволит повысить достоверность контроля.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОГРАФИЧЕСКОГО КОНТРОЛЯ МНОГОСЛОЙНЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1991 |
|
RU2029297C1 |
| Способ магнитного контроля стыковых сварных швов | 1990 |
|
SU1762217A2 |
| Способ магнитографического контроля стыковых сварных швов | 1990 |
|
SU1793359A1 |
| Способ магнитографического контроля сварных соединений | 1990 |
|
SU1767408A1 |
| Способ магнитографического контроля сварных соединений | 1991 |
|
SU1772716A1 |
| Способ магнитного контроля стыковых сварных швов | 1989 |
|
SU1677601A1 |
| Способ магнитографического контроля сварных швов | 1991 |
|
SU1797033A1 |
| Способ магнитного контроля стыковых сварных соединений | 1990 |
|
SU1786417A1 |
| Способ магнитографического контроля сварных швов | 1988 |
|
SU1677600A1 |
| Способ магнитографического контроля стыковых швов | 1990 |
|
SU1748037A1 |

Изобретение относится к неразрушающему контролю и может быть использовано при контроле сварных швов ферромагнитных изделий. Способ магнитного контроля сварных швов заключается в том, что намагничивают сварной шов с прилегающей околошовной зоной, считывают топографию магнитного рельефа контролируемого участка в околошовной зоне и по магнитограмме определяют наличие дефектов, а о положении дефекта судят по результату сравнения амплитуд сигналов, считанных на одинаковых расстояниях от краев сварного шва, считая, что расстояние от центра дефекта до краев сварного шва обратно пропорционально амплитудам сигналов. 1 ил., 1 табл.
СПОСОБ МАГНИТНОГО КОНТРОЛЯ СВАРНЫХ ШВОВ, заключающийся в том, что намагничивают сварной шов с прилегающей околошовной зоной, считывают топографию магнитного рельефа контролируемого участка в околошовной зоне и по магнитограмме определяют наличие дефектов, отличающийся тем, что о положении дефекта судят по результату сравнения амплитуд сигналов, считанных на одинаковых расстояниях от краев сварного шва, считая, что расстояние от центра дефекта до краев сварного шва обратно пропорционально амплитудам сигналов.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ магнитного контроля стыковых сварных швов | 1990 |
|
SU1762217A2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
