Область техники, к которой относится изобретение
Настоящее изобретение относится к способу непрерывного изготовления таблеток, включающему стадии использования ротационного таблеточного пресса с множеством прессующих штампов, верхним и нижним пуансонами и питателем, использования по меньшей мере одного питателя для подачи первого материала, имеющего впускной конец и выпускной конец, использования по меньшей мере одного питателя для подачи второго материала, имеющего впускной конец и выпускной конец, использования смесителя, имеющего впускной конец и выпускной конец, соединения впускного конца смесителя с выпускными концами питателей для подачи первого и второго материалов, соединения выпускного конца смесителя с питателем таблеточного пресса, подачи первого материала, имеющего первый заданный средний размер частиц, в питатель первого материала, подачи второго материала, имеющего второй заданный средний размер частиц, в питатель второго материала, смешивания первого материала со вторым материалом в смесителе, подачи потока смешанных материалов из выпускного конца смесителя в таблеточный пресс и таблетирования потока смешанных материалов в таблеточном прессе. Изобретение дополнительно относится к системе таблетирования и применению системы таблетирования для изготовления таблеток по меньшей мере из двух ингредиентов, содержащих частицы, значительно различающиеся по размеру и/или по гранулометрическому составу.
Предпосылки создания изобретения
За последние годы происходит рост интереса в целом и, в частности, в фармацевтической промышленности к созданию более разнообразной продукции в том, что касается состава и профиля высвобождения ингредиентов. С целью изготовления таблеток, например, из действующих лекарственных ингредиентов (API) и различных формообразующих веществ обычно подают потоки материалов в форме порошка в таблеточный пресс, такой как, например ротационный таблеточный пресс, описанный в заявке WO 03/020499 A1 (Courtoy).
Одни из последних усовершенствований в области таблеток являются так называемые многосоставные таблетки. Одним из конкретных примеров таблеток этой группы являются таблетки на основе системы многосоставных гранул, обычно называемой MUPS® (от английского - Multiple-Unit Pellet System), которая является зарегистрированным товарным знаком компании AstraZeneca. В многосоставных таблетках действующие ингредиенты равномерно распределены среди ее составных частей, которыми могут являться гранулы, капсулы или даже микротаблетки. Путем нанесения конкретного покрытия на составные части таблетки можно регулировать или модифицировать профиль высвобождения действующего ингредиента. Перед тем, как из составных частей прессуют таблетки, их смешивают с одним или несколькими формообразующими вещества (например, наполнителями, связующими, агентами, вызывающие дезинтеграцию, и т.д.). Формообразующие вещества необходимы для получения таблетки с желаемыми характеристиками твердости, хрупкости и распада, а также выполнения амортизирующей роли для предотвращения повреждения гранул при их прессовании.
Изготовление многосоставных таблеток считается в целом сложным и трудоемким. Это отчасти объясняется количеством стадий процесса, включающих изготовление гранул с покрытием, последующее смешивание с формообразующими веществами, затем таблетирование и нанесение покрытия или другую окончательную обработку готовых таблеток. Кроме того, важно обеспечивать отсутствие повреждения гранул во время прессования. Еще одним серьезным затруднением является тот факт, что во время изготовления многосоставные таблетки в подаваемом потоке имеют тенденцию к ликвации из-за широкого гранулометрического состава и/или значительного различия между составными частями и наполнителем(-ями) по размеру частиц. В основе возможных механизмов ликвации, включая перколяцию и сепарацию, лежит относительно сложная теория, но в целом общепризнанно, что огромное значение имеет различие между материалами по размеру частиц и гранулометрическому составу. Средний размер гранул обычно составляет порядка 200-2000 мкм, тогда как размер частиц формообразующего вещества обычно составляет порядка 100-200 мкм. Это в свою очередь приводит к тому, что при перемещении и транспортировке из смесителя и промежуточного бункера в сторону таблеточного пресса существует риск ликвации подаваемого потока, что является пагубным для гранулометрического состава, а также может приводить к повреждению гранул из-за их взаимного контакта. Кроме того, ликвация также может сильно влиять на однородность содержимого таблеток, и, если не уделять этому внимания, существует риск получения таблеток, имеющих низкое качество или по меньшей мере не отвечающих техническим требованиям.
Дополнительным вопросом, связанным с общими затратами на производство, является конфигурация технологической линии. Производственные процессы, обычно применявшиеся до настоящего времени в фармацевтике, чаще всего имели периодический характер. В качестве примера можно привести заявку WO 02/067854 А2 (King Pharmaceuticals). В ней описано устройство для транспортировки лекарственных составов из смесителя в таблеточный автомат посредством портативного контейнера, при этом речь идет о массовом расходе материала на множестве стадий. Периодические производственные процессы имеют ряд преимуществ и обеспечивают удовлетворительные результаты во многих областях. Тем не менее, из-за все более широкого применения регулирующих критериев мониторинга и контроля в определенных процессах изготовления лекарственных средств и общего повышения требований к качеству, уровень качества мониторинга и контроля, достижимый в периодическом процессе, часто является недостаточным, например, из-за того, что установка критериев является фиксированной. Кроме того, требуется буфер относительно большого объема, что влечен нежелательное обратное смешивание потока материалов. В результате, производители и потребители сосредоточили внимание на непрерывных процессах.
В заявке WO 2010/128359 A1 (GEA Pharma Systems) предложен модуль в защитной оболочке, применимый в полностью непрерывном процессе изготовления таблеток. В таких модулях и процессах используется один или несколько смесительный и транспортных блоков. Термин "смесительный блок" в этом контексте следует понимать в наиболее широком смысле. Так, смесительный блок относится в целом к функциональному блоку, способному смешивать или иначе перерабатывать один, два или более компонентов с целью придания им желаемой формы. Таким образом, смесительный блок может быть способен модифицировать физическую форму перерабатываемого в нем сухого компонента(-ов), например, подаваемый поток порошка(-ов) может преобразовываться в содержащий компонент(-ы) гранулят. Смесительным блоком может являться гранулятор для получения гранулята из сухих порошков, такой как гранулятор, в который добавляют грануляционную жидкость, или уплотнитель порошка прокаткой. Дополнительные примеры включают двухшнековый смеситель и двухшнековый гранулятор. Кроме того, смесительный блок может содержать такое оборудование, как сушилка, смеситель для получения сухих смесей, смеситель для непрерывного получения сухих смесей и т.п.
Модуль в защитной оболочке и способ, описанные в упомянутой заявке WO 2010/128359 А1, отлично зарекомендовали себя при использовании с API и формообразующими вещества в форме порошка и с относительно однородным размером частиц и гранулометрическим составом, и за счет защитной оболочки особо эффективны с точки зрения обеспечения улучшенной защиты оператора и окружающей среды. На практике модуль содержит несколько смесительных блоков на технологической линии.
Тем не менее, по-прежнему остаются возможности усовершенствования переработки/таблетирования по меньшей мере двух потоков продуктов со значительно различающимися размерами частиц и/или гранулометрическими составами. Это относится, в частности, к таблетированию лекарственных средств, нутрицевтиков, детергентов, керамики, металлических порошков и ядерного топлива.
Краткое изложение сущности изобретения
Соответственно, в основу настоящего изобретения положена задача создания способа упомянутого выше типа, позволяющего улучшить производственные условия, повысить эффективность и уменьшить риск ухудшения качества.
Согласно первой особенности решение этой и других задач достигается за счет способа упомянутого выше типа, в котором смеситель находится в тесной связи с таблеточным прессом, а стадия смешивания осуществляется при транспортировке потока смешанных материалов преимущественно вертикально с верхнего уровня на нижний уровень.
Изобретение применимо в фармацевтике и во всех других областях, где требуется однородное смешивание, а затем прессование двух или более потоков продуктов со значительно различающимися размерами частиц и/или гранулометрическими составами.
Согласно другой особенности предложена система таблетирования, содержащая таблеточный пресс с множеством прессующих штампов, верхним и нижним пуансонами и питателем, по меньшей мере один питатель первого материала, имеющий впускной конец и выпускной конец, по меньшей мере один питатель второго материала, имеющий впускной конец и выпускной конец, смеситель, имеющий впускной конец и выпускной конец, при этом впускной конец смесителя соединен с выпускными концами питателей для подачи первого и второго материалов, а выпускной конец смесителя соединен с питателем таблеточного пресса, отличающаяся тем, что впускной конец смесителя находится на уровне выше в вертикальном направлении уровня выпускного конца, и смеситель находится в тесной связи с таблеточным прессом.
За счет этого поток смешанных материалов во время смешивания транспортируется вниз. Вне связи с какой-либо теорией предполагается, что тем самым в значительной степени уменьшается риск ликвации.
Выпускной конец смесителя может быть соединен с питателем таблеточного пресса непосредственно или посредством вертикального участка сопряжения, и в этом случае питатель таблеточного пресса находится на уровне ниже в вертикальном направлении, чем выпускной конец.
Конкретные преимущества непрерывной переработки обычно увеличиваются за счет тесной связи с таблеточным прессом. Среди прочего, в результате ограничения объема накапливающегося на линии материала улучшается его отслеживаемость и ограничивается расстояние, на котором может происходить ликвация. Расстояние между выпускным концом смесителя и питателем таблеточного пресса предпочтительно составляет менее 1 м. В одном из предпочтительных вариантов осуществления расстояние между выпускным концом смесителя и питателем таблеточного пресса составляет менее 600 мм.
В одной из разновидностей варианта осуществления с использованием вертикального участка сопряжения вертикальный участок сопряжения содержит элемент, способствующий поршневому режиму потока, предпочтительно лопастный питатель. Поршневой режим потока снижает риск ликвации, который быть вызван скоростями преимущественного потока и дифференциального потока в потоке смешанных материалов.
Согласно третьему изобретению предложено применение системы таблетирования для изготовления таблеток по меньшей мере из двух ингредиентов, содержащих частицы, значительно различающиеся по размеру и/или по гранулометрическому составу.
Было обнаружено, что изобретение применимо для изготовления таблеток из
ингредиентов, один материал которых имеет относительно большой средний размер частиц, а другой материал - относительно небольшой средний размер частиц. Возможны соотношения 1,5:1, 2:1 или даже более 3:1.
Дополнительные подробности и преимущества изобретения станут ясными из зависимых пунктов формулы изобретения и следующего далее подробного описания предпочтительных вариантов и примеров осуществления способа.
Краткое описание чертежей
На фиг. 1 схематически показан общий вид системы таблетирования согласно одному из вариантов осуществления изобретения,
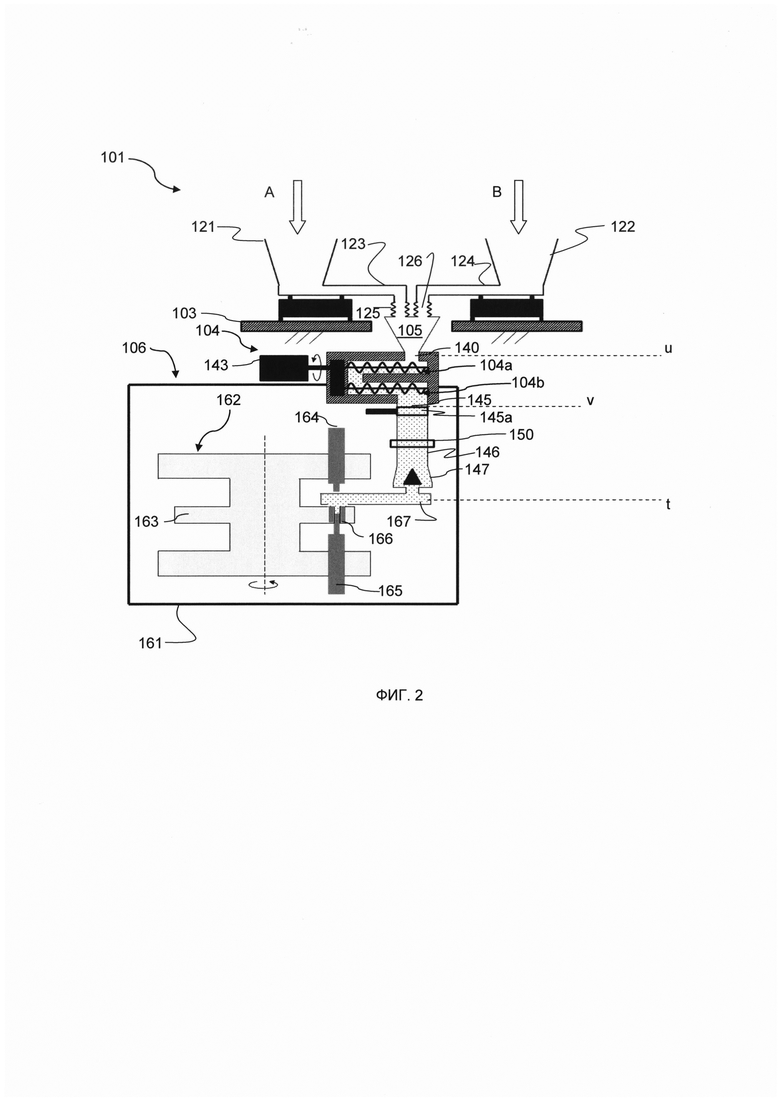
на фиг. 2 схематически показан общий вид системы таблетирования согласно одному из альтернативных вариантов осуществления изобретения, и
на фиг. 3а-3в схематически показаны возможные конфигурации системы таблетирования согласно вариантам осуществления изобретения.
Подробное описание изобретения и предпочтительных вариантов осуществления
Рассмотрим на фиг. 1, на которой проиллюстрирован общий вид системы таблетирования согласно первому варианту осуществления, которая в целом обозначена позицией 1 и содержит таблеточный пресс 6 любой применимой конфигурации, например, ротационный таблеточный пресс, описанный в заявке WO 03/020499 А1. Так, известно, что таблеточный пресс 6 как таковой содержит корпус 61 и поворотный барабан 62, в котором находится матричный стол 63 и множество прессующих штампов 66. Предусмотрены верхний и нижний пуансоны 64, 65, приспособленные для возвратно-поступательного движения в вертикальном направлении с целью прессования материала, подаваемого в штампы 66 на матричном столе 63 во время поворота поворотного барабана 62. Подача материала в штампы 66 осуществляется посредством питателя 67, которым может являться лопастной питатель. В таблеточном прессе могут присутствовать другие элементы, и могут использоваться средства управления таблеточным прессом в соответствии с желаемыми установками.
Для изготовления таблеток по меньшей мере из двух ингредиентов, содержащих частицы со значительным различием по размеру и/или гранулометрическому составу, должны приниматься особые меры предосторожности во время подачи и смешивания/перемешивания выше по потоку, чем таблеточный пресс 6, как подробно описано далее. По меньшей мере двумя ингредиентами могут являться, например, гранулы и формообразующие вещества, соответственно, многосоставных таблеток, но изобретение также применимо в других областях, в которых требуются конкретные меры во время перемешивания/смешивания и таблетирования. Такие таблетки обычно состоят на 30% из гранул и на 70% из формообразующего вещества, но их состав может сильно варьировать. Формообразующим веществом может являться один компонент или смесь различных компонентов, таких как наполнители, связующие, агенты, вызывающие дезинтеграцию, и т.д. Кроме того, формообразующее вещество также выполняет амортизирующую роль для предотвращения повреждения гранул при их прессовании за счет образования пластичного слоя вокруг гранул.
Как показано на фиг. 1, предусмотрен питатель 21 для подачи первого материала, имеющий впускной конец для потока А первого материала, который в проиллюстрированном варианте осуществления образован формообразующим веществом в виде предварительно полученной смеси, и выпускной конец 23. Предусмотрен питатель 22 для подачи второго материала, имеющий впускной конец для потока В второго материала, который в проиллюстрированном варианте осуществления образован гранулами, и выпускной конец 24. На соответствующем выпускном конце 23, 24 каждого питателя 21, 22 имеется соединение 25, 26 с впускным концом 40 смесителя 4. Соединения 25, 26 могут быть являться открытыми или могут быть выполнены в виде сильфонов или горизонтально уложенных труб из легкого материала с очень низкой жесткостью. Это в особенности важно, если питателями являются весовые дозаторы непрерывного действия (LIW), чтобы сигнал дозатора оставался почти не подвергался воздействию. Могут также использоваться другие питатели 21, 22, такие как гравиметрические питатели, например, весовой ленточный питатель, или объемные питатели, такие как шнековые питатели, поворотные заслонки, вибрационные питатели, ленточные питатели или питатели любого другого применимого типа. Каждый питатель 21, 22 может быть изготовлен, например, в виде отдельных питающих устройств, как описано в (еще не опубликованных) заявках РСТ заявителя, содержание которых в порядке ссылки включено в настоящую заявку, при этом каждое питающее устройство содержит питающий элемент с бункером-накопителем для перерабатываемого материала и датчик веса. Кроме того, каждый такой питатель содержит конвейер, достигающий выпускного конца и служащий для транспортировки материала из бункера-накопителя с целью его разгрузки в соответствующий приемный контейнер. Бункеры-накопители могут периодически пополняться в различные моменты времени, когда это целесообразно согласно установленному графику.
В проиллюстрированном варианте осуществления смеситель 4 и его впускной концец 40 находятся на уровне u немного ниже выпускных концов 23, 24 питателей 21, 22 для подачи первого и второго материалов, но также может находиться преимущественно на одном уровне с ними или преимущественно выше смесителя 4. На уровне v ниже в вертикальном направлении уровня u находится смеситель 4 с выпускным концом 45. Соответственно, впускной конец 40 смесителя 4 соединен с выпускными концами 23, 24 питателей 21, 22 для подачи первого и второго материалов, а выпускной конец 45 смесителя 4 соединен с питателем 67 таблеточного пресса, при этом впускной конец 40 смесителя 4 находится на уровне u выше уровня v выпускного конца 45. Расстояние между уровнями u и v соответствует высоте смесителя 4 и обычно составляет 150-600 мм. Потоки А и В материалов проходят через канал в смесителе 4 и смешиваются, образуя поток смешанных материалов, который при смешивании перемещается вниз. Иными словами, смешивание и вертикальное перемещение объединены, за счет чего уменьшается расстояние по вертикали, на протяжении которого может происходить ликвация гранул и формообразующего вещества. Кроме того, впускной конец смесителя находится над его выпускным концом, за счет чего доводится до максимума протяженность смесителя по вертикали и одновременно сводится к минимуму площадь его основания. Смеситель 4 расположен вблизи таблеточного пресса 6, а именно, непосредственно над таблеточным прессом 6 в проиллюстрированном варианте осуществления. Кроме того, в проиллюстрированном варианте осуществления питатель 21 для подачи первого материала и питатель 22 для подачи второго материала находятся в тесной связи со смесителем 4. Тем не менее, это не является обязательным условием осуществления изобретения.
В принципе, выпускной конец смесителя может быть соединен непосредственно с питателем таблеточного пресса. Тем не менее, в проиллюстрированном варианте осуществления выпускной конец 45 смесителя 4 соединен с питателем 67 таблеточного пресса посредством вертикального участка 46 сопряжения, при этом питатель 67 таблеточного пресса находится на уровне t ниже уровня v выпускного конца 45. Расстояние между уровнем t и уровнем v преимущественно соответствует длине участка 46 сопряжения и обычно поддерживается минимально возможным. Расстояние предпочтительно составляет менее 1 м, более предпочтительно менее 600 мм. Применимый интервал расстояния может составлять, например, от 200 до 600 мм.
Как показано, впускной конец 40 и выпускной конец 45 являются преимущественно концентрическими, т.е. преимущественно совмещены в вертикальном направлении. Результатом этого является особо малая площадь основания, уменьшение площади, занимаемой системой таблетирования, и ослабление или решение проблемы ликвации выше по потоку, чем питатель 67 таблеточного пресса.
В проиллюстрированном варианте осуществления смесителем 4 является ленточный смеситель, а именно, конический ленточный смеситель, имеющий конический корпус 41 со спиралью 42, которая вращается в нем посредством привода, представляющего собой двигатель 43, приводящий в действие вал 44. Поскольку в ленточном смесителе не требуется, чтобы порошок свободно падал через его выпускной конец, дополнительно уменьшается риск ликвации (во время свободного падения более мелкие/легкие частицы легче захватываются воздухом и медленнее осаждаются, чем более крупные/тяжелые частицы).
Тем не менее, возможны другие вертикальные смесители с впускным концом и выпускным концом преимущественно на одной линии и вертикальным потоком продукта.
В одном из альтернативных вариантов осуществления, проиллюстрированном на фиг. 2, элементы, чью функции одинаковы или аналогичны функциям элементов согласно проиллюстрированному на фиг. 1 первому варианту осуществления, снабжены такими же позициями, увеличенными на 100. Далее подробно описаны только отличия от первого варианта осуществления. Смеситель 104 содержит первый шнековый смеситель 104а и второй шнековый смеситель 104b, имеющие определенную протяженность по вертикали между впускным концом 140 и выпускным концом 145. В этом варианте осуществления первый и второй шнековые смесители 104а, 104b могут вращаться с различными скоростями и, возможно, также в противоположном направлении. Из выпускных концов 124, 126 питателей 121, 122 для подачи первого и второго материалов выпускаются два потока А и В материалов в общий приемный контейнер 105, такой как бункер, непосредственно, соединенный со смесителем 104.
Как и в варианте осуществления, проиллюстрированном на фиг. 1, на выпускном конце 45 смесителя 4 имеется запорный клапан 45а. Этим запорным клапаном может являться поворотная заслонка, шаровой клапан, клапан с зажимом, задвижка, мембранный клапан или клапан любого другого применимого типа.
Кроме того, вертикальный участок 46 сопряжения содержит лопастный питатель, в целом обозначенный позицией 47. Этот лопастный питатель состоит из горизонтальной нижней пластины с центральным разгрузочным отверстием, соединенным с питателем 67 пресса, внутреннего конуса, расположенного посередине на заданном расстоянии над разгрузочным отверстием, и одного или нескольких разгрузочных рукавов, которые расположены между конусом и разгрузочным отверстием и соединены с приводом. Когда привод питателя не включен, за счет угла естественного откоса предотвращается стекание материала через разгрузочное отверстие. После включения привода разгрузочные рукава вращаются вокруг центральной вертикальной оси и активно перемещают материал с участка полного поперечного сечения питателя до центрального разгрузочного отверстия. За счет применения этого лопастного питателя в сочетании с соответствующей конструкцией предотвращается возникновение скоростей преимущественного потока и дифференциального потока на вертикальном участке 46 сопряжения и снижается сопутствующий риск ликвации. В качестве альтернативы, на вертикальном участке 46 также могут использоваться другие элементы, которые пассивным или активным способом обеспечивают поршневой режим потока. В общем и целом, обеспечивается подача потока смешанных материалов в поршневом режиме, и тем самым предотвращается ликвация смеси.
В проиллюстрированном варианте осуществления на участке 46 сопряжения над питателем 67 таблеточного пресса предусмотрен датчик 50 PAT для контроля однородности смеси. Им может являться датчик ближнего инфракрасного диапазона, датчик спектра рамановского рассеяния, камера и т.д. В системе 1 таблетирования могут использоваться другие датчики PAT, находящиеся в других положениях.
Хотя это не показано, система 1 таблетирования может дополнительно содержать датчик уровня, определяющий уровень материала внутри смесителя 4. Это позволяет синхронизировать скорость работы таблеточного пресса и питателей. Определение уровня материала внутри смесителя может осуществляться непрерывно или на основе нескольких датчиков уровня, расположенных в определенных критических положениях (цифровых импульсов).
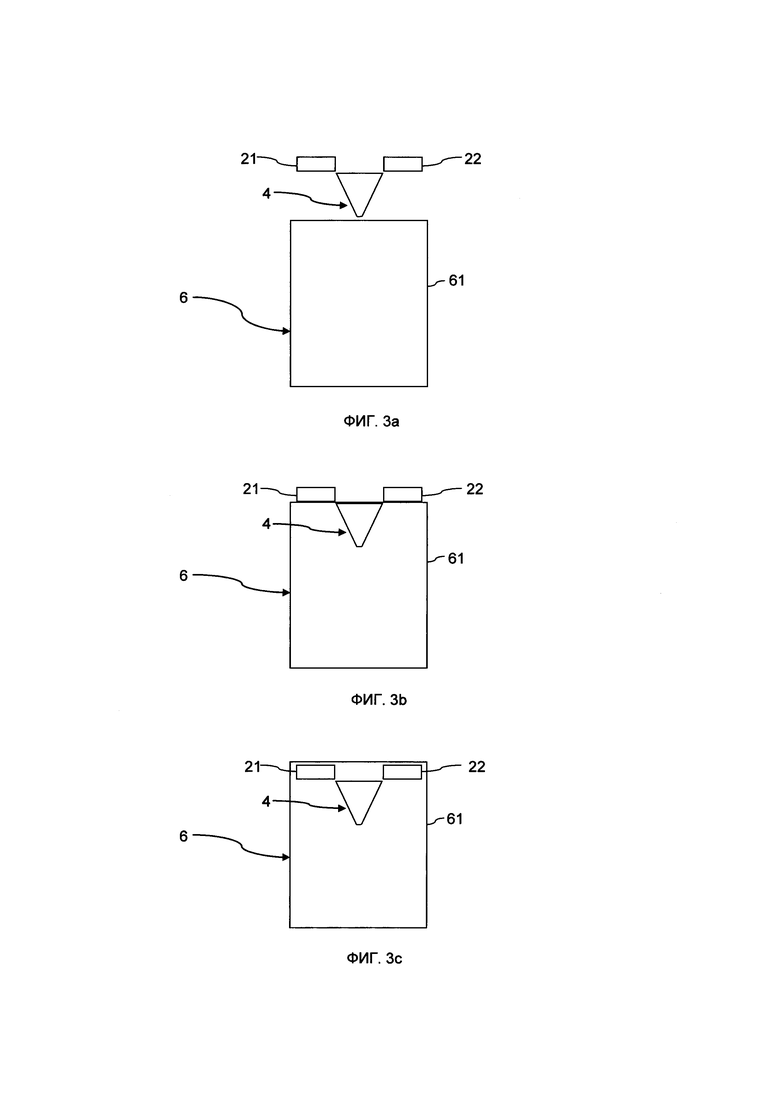
Рассмотрим фиг. 3а-3в, на которых показаны три различные конфигурации питателей 21, 22 для подачи материала и смесителя 4 относительно корпуса 61 таблеточного пресса 6.
В варианте осуществления, проиллюстрированном на фиг. 1, питатели 21, 22 для подачи первого и второго материалов, установлены на отдельной опорной плите 3. По сути, это соответствует показанной на фиг. 3а конфигурации, в которой питатели 21, 22 расположены снаружи и на более высоком уровне, чем корпус 61 таблеточного пресса 6, а смеситель 4 частично (фиг. 1) или целиком (фиг. 3а) расположен снаружи корпуса 61 таблеточного пресса 6. В варианте осуществления, проиллюстрированном на фиг. 1, смеситель 4 опирается на опорный элемент 60 корпуса 61 таблеточного пресса 6. В качестве дополнительной альтернативы (не проиллюстрированной), смеситель может находиться внутри корпуса пресса, а питатели - снаружи на отдельной опоре.
В качестве альтернативы, питатели 21, 22 для подачи первого и второго материалов установлены на таблеточном прессе 6, а смеситель 4 частично (не показано) или целиком (фиг. 3б) расположен внутри корпуса 61 таблеточного пресса 6.
В качестве дополнительной альтернативы питатели 21, 22 для подачи первого и второго материалов и смеситель 4 целиком расположены внутри корпуса 61 таблеточного пресса 6, как показано на фиг. 3в.
Эксплуатация системы 1 таблетирования выгодно осуществляется предложенным в изобретении способом непрерывного изготовления таблеток, включающим стадии:
использования таблеточного пресса с множеством прессующих штампов, верхним и нижним пуансонами и питателем,
использования по меньшей мере одного питателя для подачи первого материала, имеющего впускной конец и выпускной конец,
использования по меньшей мере одного питателя для подачи второго материала, имеющего впускной конец и выпускной конец,
использования смесителя, имеющего впускной конец и выпускной конец,
соединения впускного конца смесителя с выпускными концами питателей для подачи первого и второго материалов,
соединения выпускного конца смесителя с питателем таблеточного пресса,
подачи первого материала, имеющего первый заданный средний размер частиц, в питатель первого материала,
подачи второго материала, имеющего второй заданный средний размер частиц, в питатель для подачи второго материала,
смешивания первого материала со вторым материалом в смесителе,
подачи потока смешанных материалов из выпускного конца смесителя в таблеточный пресс, и
таблетирования потока смешанных материалов в таблеточном прессе,
при этом смеситель находится в тесной связи с таблеточным прессом, и
стадия смешивания осуществляется при транспортировке потока смешанных материалов преимущественно вертикально с верхнего уровня на нижний уровень.
Система 1 таблетирования рассчитана на применение для изготовления таблеток по меньшей мере из двух ингредиентов, содержащих частицы, значительно различающиеся по размеру. Это особо выгодно при изготовлении, например, многосоставных таблеток или других композиций, в которых средний размер частиц или гранул составляет более 200 мкм, а средний размер частиц формообразующего вещества составляет менее 200 мкм. В других таблетках средний размер частиц одного материала может составлять более 300 мкм, а средний размер частиц формообразующего вещества - менее 200 мкм. Средний размер частиц одного материала/гранул может составлять даже более 500 мкм, а средний размер частиц другого материала/формообразующего вещества - менее 200 мкм.
Изобретение не следует считать ограниченным проиллюстрированными и описанными выше вариантами осуществления. В объем прилагаемой формулы изобретения могут входить различные модификации и их сочетания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства таблеток | 2017 |
|
RU2657424C1 |
| ВЫСОКОСЖИМАЕМАЯ ЭТИЛЦЕЛЛЮЛОЗА ДЛЯ ТАБЛЕТИРОВАНИЯ | 2002 |
|
RU2396072C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТАБЛЕТОК ТЕРИФЛУНОМИДА | 2013 |
|
RU2536258C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРЕССОМ ДЛЯ ТАБЛЕТИРОВАНИЯ И ПРЕСС ДЛЯ ТАБЛЕТИРОВАНИЯ | 2006 |
|
RU2412818C2 |
| РОТАЦИОННЫЙ ТАБЛЕТОЧНЫЙ ПРЕСС И СПОСОБ ПРОМЫВКИ ТАКОГО ПРЕССА | 2001 |
|
RU2266822C2 |
| ТАБЛЕТИРОВАНИЕ ЭРИТРИТА | 2009 |
|
RU2498636C2 |
| ОРАЛЬНО РАСПАДАЮЩИЕСЯ ТАБЛЕТОЧНЫЕ КОМПОЗИЦИИ ТЕМАЗЕПАМА | 2008 |
|
RU2524638C2 |
| ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ В ФОРМЕ ШИПУЧИХ ТАБЛЕТОК | 1994 |
|
RU2065300C1 |
| СПОСОБ ПОЛУЧЕНИЯ ФАРМАЦЕВТИЧЕСКОЙ КОМПОЗИЦИИ КЛОЗАПИНА В ВИДЕ ТАБЛЕТОК И ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ | 2010 |
|
RU2441651C1 |
| ТАБЛЕТКА ИЗ АКТИВНОЙ ФАРМАЦЕВТИЧЕСКОЙ СУБСТАНЦИИ (ВАРИАНТЫ) И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2414888C1 |

Изобретение относится к области изготовления таблеток на ротационном таблеточном прессе. Используют по меньшей мере один питатель для подачи первого материала, по меньшей мере один питатель для подачи второго материала и смеситель. Впускной конец смесителя соединяют с выпускными концами питателей для подачи первого и второго материалов, а выпускной конец - с питателем таблеточного пресса. После подачи первого и второго материалов в соответствующие питатели осуществляют их смешивание в смесителе. Затем поток смешанных материалов подают из выпускного конца смесителя в таблеточный пресс и производят таблетирование. Смеситель находится в тесной связи с таблеточным прессом. Смешивание осуществляют при транспортировке потока смешанных материалов преимущественно вертикально с верхнего уровня на нижний. В результате обеспечивается повышение эффективности таблетирования и повышение качества полученных таблеток. 8 н. и 26 з.п. ф-лы, 3 ил. 
1. Способ непрерывного изготовления таблеток, включающий стадии:
использования ротационного таблеточного пресса с множеством прессующих штампов, верхним и нижним пуансонами и питателем,
использования по меньшей мере одного питателя для подачи первого материала, имеющего впускной конец и выпускной конец,
использования по меньшей мере одного питателя для подачи второго материала, имеющего впускной конец и выпускной конец,
использования смесителя, имеющего впускной конец и выпускной конец,
соединения впускного конца смесителя с выпускными концами питателей для подачи первого и второго материалов,
соединения выпускного конца смесителя с питателем таблеточного пресса,
подачи первого материала, имеющего первый заданный средний размер частиц, в питатель первого материала,
подачи второго материала, содержащего частицы, имеющие второй заданный средний размер частиц, значительно отличающийся от первого материала, в питатель для подачи второго материала,
смешивания первого материала со вторым материалом в смесителе,
подачи потока смешанных материалов из выпускного конца смесителя в таблеточный пресс и
таблетирования потока смешанных материалов в таблеточном прессе,
при этом смеситель находится в тесной связи с таблеточным прессом, а
стадия смешивания осуществляется при транспортировке потока смешанных материалов преимущественно вертикально с верхнего уровня на нижний уровень.
2. Способ по п. 1, в котором изготавливают многосоставные таблетки из гранул и формообразующего вещества в качестве первого и второго материалов соответственно.
3. Способ по п. 1, в котором средний размер частиц одного материала составляет более 200 мкм, а средний размер частиц другого материала составляет менее 200 мкм.
4. Способ по п. 1, в котором средний размер частиц одного материала составляет более 300 мкм, а средний размер частиц другого материала составляет менее 200 мкм.
5. Способ по п. 1, в котором средний размер частиц одного материала составляет более 500 мкм, а средний размер частиц другого материала составляет менее 200 мкм.
6. Способ по любому из пп. 1-5, в котором соотношение среднего размера частиц одного материала и среднего размера частиц другого материала составляет более 1,5:1, предпочтительно более 2:1, более предпочтительно более 3:1.
7. Способ по любому из пп. 1-5, в котором выпускной конец смесителя соединен непосредственно с питателем таблеточного пресса.
8. Способ по любому из пп. 1-5, в котором выпускной конец смесителя соединен с питателем таблеточного пресса посредством вертикального участка сопряжения.
9. Способ по любому из пп. 1-5, в котором расстояние между выпускным концом смесителя и питателем таблеточного пресса составляет менее 1 м, предпочтительно менее 600 мм.
10. Способ по любому из пп. 1-5, в котором впускной конец и выпускной конец смесителя преимущественно совмещены в вертикальном направлении.
11. Способ по п. 10, в котором смесителем является ленточный смеситель, предпочтительно конический ленточный смеситель.
12. Способ по п. 10, в котором смеситель содержит первый шнековый смеситель и второй шнековый смеситель, имеющие определенную протяженность по вертикали между впускным концом и выпускным концом, которые предпочтительно вращаются с различными скоростями, предпочтительно в противоположном направлении.
13. Способ по любому из пп. 1-5, в котором поток смешанных материалов подается в питатель таблеточного пресса в поршневом режиме.
14. Способ по любому из пп. 1-5, в котором питателями для подачи первого и второго материалов являются весовые дозаторы непрерывного действия (LIW).
15. Система таблетирования (1) для непрерывного изготовления таблеток способом по любому из пп. 1-14, характеризующаяся тем, что она содержит ротационный таблеточный пресс (6) с множеством прессующих штампов (66), верхним и нижним пуансонами (64, 65) и питателем (67), по меньшей мере один питатель (21) для подачи первого материала, имеющий впускной конец и выпускной конец (23), по меньшей мере один питатель (22) для подачи второго материала, имеющий впускной конец и выпускной конец (24), смеситель (4), имеющий впускной конец (40) и выпускной конец (45), при этом впускной конец смесителя соединен с выпускными концами (23, 24) питателей для подачи первого и второго материалов, а выпускной конец (45) смесителя (4) соединен с питателем (67) таблеточного пресса, причем впускной конец (40) смесителя (4) находится на уровне (u) выше в вертикальном направлении уровня (v) выпускного конца (45), а смеситель (4) находится в тесной связи с таблеточным прессом (6).
16. Система таблетирования (1) по п. 15, в которой выпускной конец смесителя соединен непосредственно с питателем таблеточного пресса.
17. Система таблетирования (1) по п. 15, в которой выпускной конец (45) смесителя (4) соединен с питателем (67) таблеточного пресса посредством вертикального участка (46) сопряжения, при этом питатель (67) таблеточного пресса находится на уровне (t) ниже в вертикальном направлении уровня (v) выпускного конца (45).
18. Система таблетирования (1) по любому из пп. 15-17, в которой расстояние между выпускным концом (45) смесителя (4) и питателем (67) таблеточного пресса составляет менее 1 м, предпочтительно менее 600 мм.
19. Система таблетирования (1) по любому из пп. 15-17, в которой впускной конец (40) и выпускной конец (45) смесителя (4) преимущественно совмещены в вертикальном направлении.
20. Система таблетирования (1) по любому из пп. 15-17, в которой смесителем (4) является ленточный смеситель, предпочтительно конический ленточный смеситель.
21. Система таблетирования (1) по любому из пп. 15-17, в которой смеситель (104) содержит первый шнековый смеситель (104а) и второй шнековый смеситель (104b), имеющие определенную протяженность по вертикали между впускным концом (140) и выпускным концом (145).
22. Система таблетирования (1) по любому из пп. 15-17, в которой питателями (21, 22) для подачи первого и второго материалов являются весовые дозаторы непрерывного действия (LIW).
23. Система таблетирования (1) по любому из пп. 15-17, в которой на выпускном конце (45) смесителя (4) имеется запорный клапан (45а).
24. Система таблетирования (1) по п. 17, в которой вертикальный участок (46) сопряжения содержит элемент, способствующий поршневому режиму потока, предпочтительно лопастный питатель (47).
25. Система таблетирования (1) по любому из пп. 15-17, в которой используется по меньшей мере один датчик (50) PAT.
26. Система таблетирования (1) по любому из пп. 15-17, в которой питатели (21, 22) для подачи первого и второго материалов установлены на отдельной опорной плите (3) снаружи на более высоком уровне, чем таблеточный пресс (6), а смеситель (4) находится частично или целиком снаружи корпуса (61) таблеточного пресса (6).
27. Система таблетирования (1) по любому из пп. 15-17, в которой питатели (21, 22) для подачи первого и второго материалов установлены на корпусе (61) таблеточного пресса (6) или на отдельной опоре снаружи корпуса, а смеситель (4) находится частично или целиком внутри корпуса (61) таблеточного пресса (6).
28. Система таблетирования (1) по любому из пп. 15-17, в которой питатели (21, 22) для подачи первого и второго материалов и смеситель (4) находятся целиком внутри корпуса (61) таблеточного пресса (6).
29. Применение системы таблетирования по любому из пп. 15-17 для изготовления таблеток по меньшей мере из двух ингредиентов, содержащих частицы, значительно различающиеся по размеру.
30. Применение системы таблетирования по любому из пп. 15-17 для изготовления многосоставных таблеток из гранул и формообразующего вещества в качестве первого и второго материалов соответственно.
31. Применение системы таблетирования по любому из пп. 15-17 для изготовления таблеток из ингредиентов, у которых средний размер частиц одного материала составляет более 200 мкм, а средний размер частиц другого материала составляет менее 200 мкм.
32. Применение системы таблетирования по любому из пп. 15-17 для изготовления таблеток из ингредиентов, у которых средний размер частиц одного материала составляет более 300 мкм, а средний размер частиц другого материала составляет менее 200 мкм.
33. Применение системы таблетирования по любому из пп. 15-17 для изготовления таблеток из ингредиентов, у которых средний размер частиц одного материала составляет более 500 мкм, а средний размер частиц другого материала составляет менее 200 мкм.
34. Применение системы таблетирования по любому из пп. 15-17 для изготовления таблеток из ингредиентов, у которых соотношение среднего размера частиц одного материала и среднего размера частиц другого материала составляет более 1,5:1, предпочтительно более 2:1, более предпочтительно более 3:1.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Устройство для прессования таблеток | 1977 |
|
SU632583A1 |
| Питатель вертикальной роторной таблеточной машины | 1984 |
|
SU1189684A1 |
| РОТОРНАЯ ТАБЛЕТОЧНАЯ МАШИНА | 2002 |
|
RU2248277C2 |
| ОСЕВОЙ ВЕНТИЛЯТОР | 2008 |
|
RU2384746C1 |

