Настоящее изобретение относится к способу управления прессом для таблетирования, посредством которого порошок или зернистый материал спрессовывается в пресс-формах, расположенных по окружности в ротационном столе с пресс-формами, при помощи возвратно-поступательных штампов, при этом вышеуказанный способ содержит следующие этапы:
последовательную подачу некоторого количества материала, подлежащего прессованию, в каждую пресс-форму;
подвергание количества материала, расположенного в каждой пресс-форме, предварительному прессованию и затем основному прессованию;
при этом основное прессование осуществляется при, по существу, постоянной силе прессования и переменной конечной толщине таблетки для отдельных таблеток;
измерение значения веса параметра, представляющего вес количества материала, поданного в пресс-форму;
регулировку количества материала, подаваемого в каждую пресс-форму, на основании отклонения между предварительно измеренным значением веса и первым установленным значением.
В ЕР 1584454 А2 (Courtoy N V) описан способ управления ротационным прессом для таблетирования, посредством которого в течение предварительного прессования измеряется значение твердости таблетки, получившейся в результате прессования, и посредством которого степень сжатия, которой подвергается количество материала, расположенное в каждой пресс-форме, в ходе основного прессования, регулируется на основании отклонения между предварительно измеренным значением твердости и установленным значением для твердости. Таким образом, средняя твердость производимых таблеток может поддерживаться в заданных желаемых пределах, несмотря на то, что конечная твердость отдельных таблеток будет слегка различаться, что, тем не менее, допустимо в большинстве применений.
В DE 19828004 В4 описан способ получения постоянной силы прессования в прессе для таблетирования с компьютерным управлением и при помощи прессующих роликов, регулируемых шаговым электродвигателем; при этом один из прессующих роликов в течение каждого прессования таблетки изменяет положение путем прямого и обратного перемещения, так что заданная максимальная сила прессования остается постоянной в течение заданного времени. Однако в данном документе не упомянуто о том, как определить количество необходимого перемещения прессующего ролика, и как определить, каким должно быть перемещение - прямым либо обратным. Из-за того, что необходимое перемещение зависит от свойств порошка, необходимо определить поведение при прессовании каждого отдельного порошка, подлежащего прессованию, и на практике это представляет собой большой недостаток. В любом случае контроль за положением прессующих роликов при помощи шаговых электродвигателей в реальном времени будет слишком дорогим решением.
Более того, известен промышленный пресс для таблетирования, посредством которого основное прессование осуществляется при, по существу, постоянной силе прессования и переменной конечной толщине таблетки для отдельных таблеток, и посредством которого вес изготавливаемых таблеток регулируется путем регулирования количества материала, подаваемого в каждую пресс-форму, на основании измеренного значения, соответствующего толщине таблетки, получившейся после основного прессования таблетки, изготовленной до этого. Однако несмотря на то, что твердость получившихся таблеток очень консистентная, регулирование веса не достаточно точное для фармацевтического пресса для таблетирования.
Целью настоящего изобретения является обеспечение способа управления прессом для таблетирования, посредством которого могут быть получены консистентные свойства таблеток с точки зрения веса, а также твердости.
Ввиду этой цели способ в соответствии с настоящим изобретением отличается измерением значения веса в ходе предварительного прессования количества материала, расположенного в каждой пресс-форме.
Путем измерения значения веса в течение предварительного прессования можно получить более точное измерение и, следовательно, более точный контроль веса. Измерение значения веса в течение основного прессования при постоянной силе прессования менее точное, чем измерение значения веса при предварительном прессовании, поскольку порошок или зернистый материал уже был спрессован в ходе предварительного прессования. Следовательно, в соответствии с изобретением, вес можно регулировать очень точно и в то же время плотность, следовательно, и твердость отдельных таблеток может сохраняться консистентной.
Это представляет особые преимущества, особенно при применении к фармацевтическому прессу для таблетирования, поскольку в таком прессе очень важно контролировать как вес, так и твердость. Консистентная твердость таблеток означает консистентное расщепление и растворение таблеток после проглатывания, так что можно получить консистентный профиль действия, следовательно, биологической усвояемости изготавливаемых таблеток.
В одном варианте осуществления изобретения значение веса соответствует, по существу, толщине таблетки в ходе предварительного прессования указанной таблетки при, по существу, постоянной силе прессования. При предварительном прессовании сила прессования относительно мала и, следовательно, измерение значения, соответствующего толщине таблетки, дает довольно точное измерение веса таблетки. Благодаря тому, что как предварительное, так и основное прессование каждой таблетки осуществляется под действием, по существу, постоянной силы прессования, конечная плотность, следовательно, твердость отдельных таблеток будут более однородной. Более однородная твердость таблеток означает более однородное расщепление и растворение таблеток после проглатывания, так что можно получить, по существу, однородный профиль действия, следовательно, биологической усвояемости изготавливаемых таблеток.
В одном варианте осуществления сила прессования в ходе предварительного прессования поддерживается, по существу, постоянной при помощи поршня для предварительного прессования, который с возможностью перемещения расположен в газовом цилиндре, при этом в газовый цилиндр подается сжатый газ, и давление газа в цилиндре поддерживается, по существу, постоянным при помощи регулятора давления. Путем обеспечения подходящего объема газа в газовом цилиндре или в отдельном сосуде, соединенном с ним, перемещения поршня на практике едва ли смогут изменить давление газа в газовом цилиндре и, следовательно, сила прессования будет поддерживаться, по существу, постоянной в режиме реального времени, когда поршень перемещается, не требуя какого-либо времени реакции схемы управления компьютера.
В одном варианте осуществления изобретения порошок или зернистый материал прессуется в пресс-форме между противоположными первым и вторым штампами, при этом каждый штамп имеет первый и второй концы, при этом вышеуказанные первые концы штампов помещаются в пресс-форму, и вышеуказанные вторые концы штампов в течение предварительного прессования взаимодействуют с первым и вторым роликами для предварительного прессования соответственно, посредством чего в ходе предварительного прессования первый ролик для предварительного прессования перемещается в осевом направлении штампов, и второй ролик для предварительного прессования неподвижен в вышеуказанном направлении, и при этом первый ролик для предварительного прессования поддерживается поршнем для предварительного прессования.
В одном варианте осуществления изобретения значение веса соответствует, по существу, значению перемещения при предварительном прессовании, представляющему собой перемещение первого ролика для предварительного прессования в течение предварительного прессования.
В одном варианте осуществления изобретения значение веса соответствует, по существу, максимальной силе прессования, оказываемой штампом на таблетку в течение предварительного прессования указанной таблетки до определенной толщины таблетки.
В одном варианте осуществления изобретения сила прессования в ходе основного прессования поддерживается, по существу, постоянной при помощи поршня для основного прессования, расположенного с возможностью перемещения в газовом цилиндре, при этом в газовый цилиндр подается сжатый газ, и при этом давление газа в газовом цилиндре поддерживается, по существу, постоянным при помощи регулятора давления. Путем обеспечения подходящего объема газа в газовом цилиндре или отдельном сосуде, присоединенном к нему, перемещения поршня на практике едва ли смогут изменить давление газа в газовом цилиндре, и, следовательно, сила прессования будет поддерживаться, по существу, постоянной в реальном времени, когда поршень перемещается, не требуя какого-либо времени реакции схемы управления компьютера.
В одном варианте осуществления изобретения перемещение поршня для основного прессования прекращается под действием демпфирующей силы после каждого основного прессования. Таким образом, скорость вращения стола с пресс-формами может быть увеличена без повышения шума и вибраций.
В одном варианте осуществления изобретения демпфирующая сила производится камерой, содержащей сжатый газ. Демпфирующая сила может таким образом быть изменена путем изменения давления сжатого газа.
В одном варианте осуществления изобретения камера, содержащая сжатый газ, представляет собой полое кольцо из эластичного материала, расположенное между поршнем для основного прессования и упором.
В одном варианте осуществления изобретения демпфирующая сила обеспечивается демпфирующим поршнем, расположенным в цилиндре, содержащем сжатый газ. Таким образом, демпфирующая сила может изменяться постоянно путем изменения давления сжатого газа, например, при помощи регулятора давления, соединенного с цилиндром.
В одном варианте осуществления изобретения, демпфирующая сила обеспечивается пружинным элементом.
В одном варианте осуществления изобретения демпфирующая сила обеспечивается эластичным уплотнительным кольцом, расположенным между поршнем для основного прессования и упором.
В одном варианте осуществления изобретения демпфирующая сила обеспечивается эластичным кольцом, имеющим прямоугольное поперечное сечение и расположенным между поршнем для основного прессования и упором.
В одном варианте осуществления изобретения порошок или зернистый материал прессуется в пресс-форме между противоположными первым и вторым штампами, при этом каждый штамп имеет первый и второй концы, при этом вышеуказанные первые концы штампов помещаются в пресс-форму, а вышеуказанные вторые концы штампов в течение основного прессования взаимодействуют с первыми и вторыми роликами для основного прессования соответственно, при этом в ходе основного прессования первый ролик для основного прессования перемещается в осевом направлении штампов, и второй ролик для основного прессования неподвижен в указанном направлении, и при этом первый ролик для основного прессования поддерживается поршнем для основного прессования. Таким образом, без необходимости в снижении скорости вращения стола с пресс-формами время пребывания таблеток в ходе основного прессования может быть увеличено по сравнению с прессом для таблетирования предшествующего уровня техники, в котором ролики для основного прессования в ходе прессования занимают неподвижное положение. Увеличенное время пребывания может быть предпочтительным для получения большей твердости таблеток. Более того, состав порошка или зернистого материала, подлежащего прессованию, может быть переработан для улучшения текучести материала, при этом низкая способность к прессованию, являющаяся следствием улучшенной текучести, компенсируется увеличенным временем пребывания. Следует отметить, что текучесть обратно пропорциональна способности к прессованию. Улучшенная текучесть материала является преимуществом при работе с материалом до попадания в стол с пресс-формами пресса для таблетирования.
Дополнительно можно получить сниженный риск закупоривания или наслоения таблеток: увеличение времени пребывания будет обеспечивать большую пластическую деформацию, поскольку пластическая деформация зависит от времени. Эта пластическая деформация будет, в свою очередь, увеличивать прочность таблетки, так что она сможет лучше выдерживать упругое восстановление после извлечения таблетки. Путем увеличения пластической деформации соотношение между пластической деформацией и хрупким разрушением станет выше. Следовательно, из-за того, что чрезмерная деформация из-за хрупкого разрушения может вызвать закупоривание и наслоение, увеличение пластической деформации будет создавать меньше проблем с закупоркой и наслоением.
Увеличение времени пребывания может обеспечивать лучшую деаэрацию порошка и лучшее, более равномерное перераспределение частиц при прессовании. Это, в свою очередь, будет обеспечивать меньшие концентрации напряжений в таблетке. Меньшие концентрации напряжений в таблетках приведут к разламыванию меньшего числа таблеток в оборудовании для обработки, следующем за прессом для таблетирования, например в устройстве для покрытия таблеток оболочкой. Это, в свою очередь, будет обеспечивать меньшую браковку партий. Меньшие концентрации напряжений также будут обеспечивать меньшее разламывание таблеток в оборудовании для упаковки, например на линиях для упаковки в блистеры, и это приведет к меньшему простою оборудования и большей производительности.
Альтернативно увеличению времени пребывания скорость вращения стола с пресс-формами может быть увеличена для соответствия тому же времени пребывания, что и для вышеуказанного пресса для таблетирования предшествующего уровня техники. Таким образом можно увеличить объем производства.
Время пребывания представляет собой время, в течение которого сила прессования максимальна. В прессе для таблетирования предшествующего уровня техники, имеющем неподвижное положение роликов для основного прессования в течение прессования, время пребывания, следовательно, является временем, в течение которого плоская концевая часть второго конца штампа прокатывается по периметру ролика для основного прессования, и, следовательно, ограничено диаметром плоской концевой части. С другой стороны, в описанном выше прессе для таблетирования, где первый ролик для основного прессования может перемещаться в течение прессования, время пребывания начинается, когда сила прессования уравновешивает давление газа в газовом цилиндре, и поршень начинает перемещаться, т.е. до того, как плоская концевая часть второго конца штампа начнет качение по периметру ролика для основного прессования. Соответственно время пребывания заканчивается, когда поршень прекращает перемещение и опирается на упор, после того как плоская концевая часть второго конца штампа прекратила качение по периметру ролика для основного прессования. Таким образом, в этом случае время пребывания не ограничивается диаметром плоской концевой части.
В случае проблематичных составов таблеток может быть предпочтительно увеличенное время пребывания или более высокая скорость вращения стола с пресс-формами.
В одном варианте осуществления изобретения измеряется значение перемещения при основном прессовании, представляющее собой перемещение первого ролика для основного прессования в течение основного прессования, и положение второго ролика для основного прессования в вышеуказанном направлении регулируется на основании расхождения между предварительно измеренным значением перемещения при основном прессовании и вторым установленным значением. Чем больше первый ролик для основного прессования перемещается в течение прессования, тем большее время пребывания получается, при условии что скорость вращения стола с пресс-формами остается постоянной. Путем регулирования положения второго ролика для основного прессования можно регулировать конечное перемещение первого ролика для основного прессования, и таким образом регулировать время пребывания. Таким образом можно контролировать вышеуказанные свойства таблетки, зависящие от времени пребывания, так что можно получить более предсказуемые результаты.
В одном варианте осуществления изобретения вышеуказанное регулирование положение второго ролика для основного прессования основывается на среднем значении нескольких измерений значения перемещения при основном прессовании. Таким образом, флуктуации измеренного значения перемещения при основном прессовании не будут вызывать острую реакцию схемы управления; напротив, корректировки положения второго ролика для основного прессования будут основаны на последовательных отклонениях, зарегистрированных схемой управления.
В одном варианте осуществления изобретения положение второго ролика для основного прессования поддерживается постоянным до тех пор, пока вышеуказанное среднее значение перемещения в ходе основного прессования будет оставаться в заданных коррекционных пределах допуска. Это будет дополнительно предотвращать возможную тенденцию острой реакции схемы управления, поскольку корректировки будут осуществляться лишь когда измеренное значение выйдет за установленные пределы.
В одном варианте осуществления изобретения положение второго ролика для основного прессования регулируется так, чтобы конечное значение перемещения в ходе основного прессования оставалось, по существу, постоянным. Таким образом, время пребывания будет также поддерживаться, по существу, постоянным, посредством чего вышеупомянутые свойства таблеток, зависящие от времени пребывания, будут, по существу, постоянными.
Настоящее изобретение дополнительно относится к ротационному прессу для таблетирования, содержащему корпус и ротационный стол с пресс-формами, имеющий ряд пресс-форм, расположенных по окружности, каждая пресс-форма взаимодействует с первым и вторым штампами, при этом каждый штамп имеет первый и второй концы, вышеуказанные первые концы штампа могут помещаться в пресс-форму и предназначены для прессования порошка или зернистого материала в пресс-форме,
корпус содержит подающее устройство для подачи материала, подлежащего прессованию, в пресс-формы, устройство для выпуска таблеток для удаления спрессованного материала в форме таблеток, и
по меньшей мере один пункт предварительного прессования, и по меньшей мере один пункт основного прессования, при этом каждый из вышеуказанных пунктов прессования оборудованы первым и вторым роликами для прессования, предназначенными для взаимодействия со вторыми концами штампов соответственно, для осуществления прессования материала, расположенного в пресс-формах, путем возвратно-поступательного движения штампов,
первый ролик для основного прессования пункта основного прессования поддерживается посредством поршня для основного прессования, расположенного с возможностью перемещения в газовом цилиндре, при этом газовый цилиндр присоединен к источнику подачи сжатого газа, и регулятор давления предназначен для поддержания давления газа в газовом цилиндре, по существу, постоянным,
корпус, содержащий датчик веса для измерения значения веса параметра, представляющего вес количества материала, подаваемого в пресс-форму,
регулятор количества порошка оборудован для регулирования количества материала, подаваемого в каждую пресс-форму при помощи подающего устройства, на основании расхождения предварительно измеренного значения и первого установленного значения.
Ротационный пресс для таблетирования в соответствии с изобретением отличается тем, что датчик веса содержится в пункте предварительного прессования. Таким образом можно достигнуть вышеупомянутых преимуществ.
В одном варианте осуществления изобретения первый ролик для прессования пункта предварительного прессования поддерживается поршнем, расположенным с возможностью перемещения в газовом цилиндре, при этом газовый цилиндр соединен с источником подачи сжатого газа, и при этом регулятор давления оборудован для поддержания давления газа в газовом цилиндре, по существу, постоянным. Благодаря тому, что как предварительное, так и основное прессование каждой таблетки осуществляется при, по существу, постоянной силе прессования, конечная плотность, следовательно, и твердость отдельных таблеток будут еще более постоянными. Таким образом, можно получить, по существу, постоянный профиль действия, следовательно, биологической усвояемости изготовленных таблеток.
В одном варианте осуществления изобретения датчик веса пункта предварительного прессования имеет форму датчика перемещения для измерения значения перемещения при предварительном прессовании, представляющего перемещение поршня в газовом цилиндре. При предварительном прессовании сила прессования относительно мала и, следовательно, измерение значения, соответствующего толщине таблетки, дает довольно точное измерение веса таблетки.
В одном варианте осуществления изобретения демпфирующий элемент оборудован между поршнем пункта основного прессования и упором. Таким образом можно достичь вышеупомянутых преимуществ.
В одном варианте осуществления изобретения демпфирующий элемент имеет форму камеры, содержащей сжатый газ. Таким образом можно достичь вышеупомянутых преимуществ.
В одном варианте осуществления изобретения камера, содержащая сжатый газ, представляет собой полое кольцо из эластичного материала. Таким образом можно достичь вышеупомянутых преимуществ.
В одном варианте осуществления изобретения, демпфирующий элемент имеет форму демпфирующего поршня, расположенного в цилиндре, содержащем сжатый газ. Таким образом, можно достичь вышеупомянутых преимуществ.
В одном варианте осуществления изобретения демпфирующий элемент имеет форму пружинного элемента. Таким образом можно достичь вышеупомянутых преимуществ.
В одном варианте осуществления изобретения демпфирующий элемент имеет форму эластичного уплотнительного кольца. Таким образом можно достичь вышеупомянутых преимуществ.
В одном варианте осуществления изобретения демпфирующий элемент имеет форму эластичного кольца, имеющего прямоугольное поперечное сечение.
В одном варианте осуществления изобретения пункт основного прессования содержит
датчик перемещения для измерения значения перемещения в ходе основного прессования, представляющего перемещение поршня в газовом цилиндре, и
регулятор положения для регулирования положения второго ролика для основного прессования на основании расхождения между предварительно измеренным значением перемещения в ходе основного прессования и вторым установленным значением. Таким образом можно достичь вышеупомянутых преимуществ.
В одном варианте осуществления изобретения вышеуказанный регулятор положения предназначен для регулирования положения второго ролика для основного прессования на основании среднего значения нескольких измерений значений перемещения при основном прессовании. Таким образом, можно достичь вышеупомянутых преимуществ.
В одном варианте осуществления изобретения первый ролик для основного прессования пункта основного прессования расположен над ротационным столом с пресс-формами. Это является преимуществом, если пространство под ротационным столом с пресс-формами ограничено.
В одном варианте осуществления изобретения общий вес первого ролика для основного прессования, поршня для основного прессования, хомута, поддерживающего первый ролик для основного прессования, и вспомогательные части, перемещаемые вместе с поршнем для основного прессования, составляет менее 30 кг. Таким образом, скорость вращения стола с пресс-формами может быть дополнительно увеличена без увеличения шума и вибраций.
Настоящее изобретение будет описано далее более подробно с помощью примеров воплощений со ссылкой на очень схематичные чертежи, на которых:
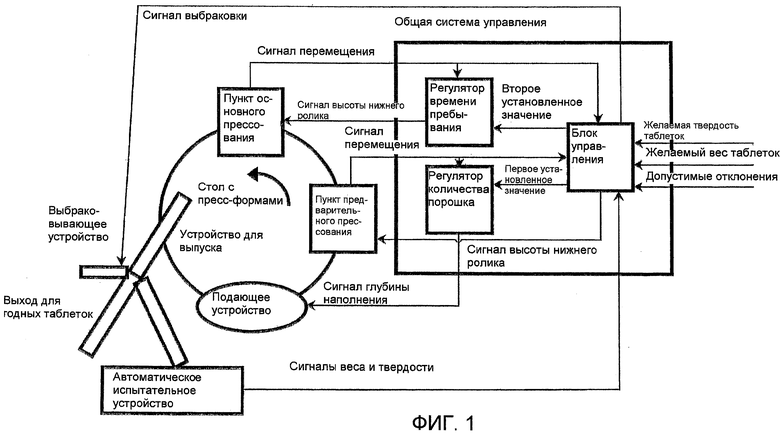
Фиг.1 изображает в схематичной форме воплощение ротационного пресса для таблетирования с системой управления в соответствии с изобретением.
Фиг.2 изображает вид сбоку части подающего устройства с Фиг.1.
Фиг.3 изображает вид сбоку пункта предварительного прессования с Фиг.1.
Фиг.4 изображает вид сбоку пункта основного прессования с Фиг.1.
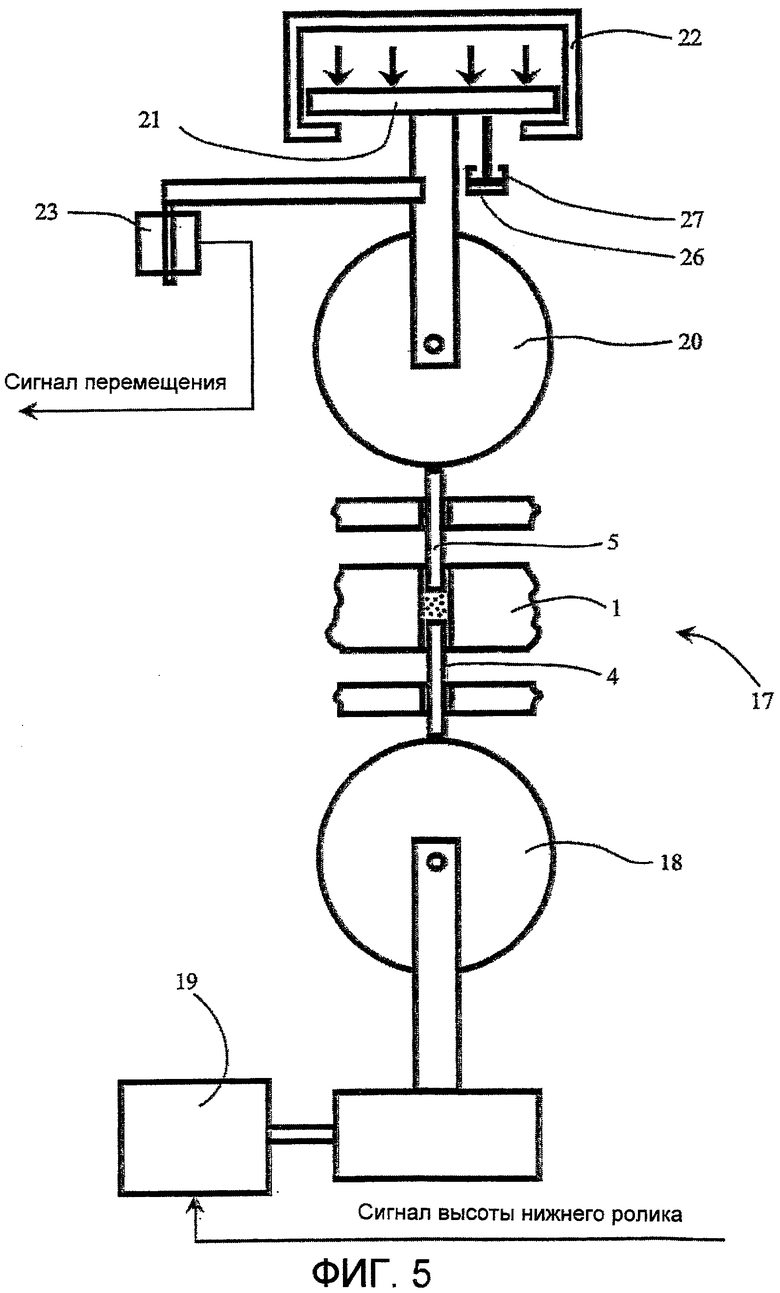
Фиг.5 изображает вид сбоку другого воплощения пункта основного прессования с Фиг.4.
На Фиг.1 в схематичной форме изображено воплощение ротационного пресса для таблетирования с системой управления в соответствии с изобретением. Пресс для таблетирования имеет ротационный стол 1 с пресс-формами для прессования исходного сырья в форме порошка или зернистого материала в таблетки, брикеты или тому подобное. Пресс относится к типу, подходящему для использования в фармацевтической промышленности, но пресс в соответствии с настоящим изобретением может также представлять собой так называемый промышленный пресс, используемый при производстве множества различных продуктов, таких как витамины, корм для животных, чистящие средства, взрывчатые вещества, изделия из керамики, батарейки, шары, подшипники, ядерное топливо и т.д.
Пресс для таблетирования оборудован подающим устройством в форме хорошо известного двойного ротационного подающего устройства с двумя непоказанными вращательными лопатками, расположенными в корпусе подающего устройства и приводимыми в действие при помощи отдельных ведущих моторов, обеспечивающих независимую настройку скоростей лопаток. Корпус подающего устройства имеет выход к столу с пресс-формами так, что лопатки могут обеспечивать должное наполнение пресс-форм исходным сырьем. Также могут использоваться другие системы подачи, например так называемый гравитационный питатель или вибрационный питатель.
На Фиг.2 изображено устройство 2 для регулирования глубины наполнения, которое в настоящем описании будет рассматриваться как часть подающего устройства. Само ротационное подающее устройство не показано на Фиг.2. Устройство 2 для регулирования глубины наполнения содержит вертикально перемещаемый кулачок 3, определяющий вертикальное положение нижних штампов 4 в подающем устройстве, таким образом определяя глубину наполнения пресс-формы. Глубина наполнения определяет, способом, который известен сам по себе, количество материала, остающегося в пресс-формах для прессования. Нижние штампы 4 имеют первые концы 6, помещенные в соответствующие пресс-формы 7 стола 1 с пресс-формами, и вторые концы 8, скользящие по вертикально перемещаемому кулачку 3. Верхние штампы 5 поддерживаются снаружи пресс-форм 7 на данном этапе для обеспечения возможности наполнения пресс-форм. Вертикальное положение кулачка 3 регулируется при помощи линейного привода 9 в соответствии с сигналом глубины наполнения, полученным от регулятора количества порошка, показанного на Фиг.1.
На Фиг.3 изображен пункт 10 предварительного прессования, содержащий нижний ролик 11 для прессования и верхний ролик 12 для прессования. Верхний ролик 12 для прессования подвешен на поршне 13, вертикально перемещаемом внутри газового цилиндра 14. Давление газа в газовом цилиндре 14 поддерживается постоянным при помощи непоказанной системы регулирования. В частности, система регулирования содержит непоказанный резервуар для воздуха, который достаточно большой для того, чтобы ограниченные перемещения поршня 13 внутри газового цилиндра 14 на практике не влияли на давление в газовом цилиндре 14. Резервуар для воздуха может, например, иметь объем 1 л, при этом вся система, включая газовый цилиндр 14, может, например, иметь общий объем 1,5 л. Вертикальное положение поршня 13 измеряется при помощи датчика перемещения 15, такого как LVDT (линейный регулируемый дифференциальный трансформатор). Когда верхний штамп 5 проходит под центром верхнего ролика 12 для прессования, датчик перемещения 15 измеряет перемещение, по существу, соответствующее толщине таблетки после предварительного прессования. Благодаря тому, что прессование осуществляется при постоянной силе, прилагаемой к верхнему штампу 5 поршнем 13, перемещение, измеренное датчиком перемещения 15, соответствует весу спрессованной таблетки и таким образом составляет весовое значение. При каждом предварительном прессовании таблетки перемещение, измеренное датчиком перемещения 15, переводится в форме сигнала перемещения к регулятору количества порошка и блоку управления, см. Фиг.1. Поскольку перемещение при предварительном прессовании больше, чем при основном прессовании, путем измерения перемещения при предварительном прессовании, а не при основном прессовании получается лучшая чувствительность схемы управления.
В блоке управления сигнал перемещения, подаваемый для каждой производимой таблетки, сравнивается с заданными пределами допуска для отклонения, определяя максимально допустимое отклонение от желаемого веса таблетки. Если сигнал перемещения для таблетки выходит за пределы допуска для отклонения, сигнал отклонений посылается от блока управления к выбраковывающему устройству, соединенному с устройством для выпуска таблеток, при этом таблетка отделяется от остальных таблеток, когда достигает выбраковывающего устройства, см. Фиг.1.
В регуляторе количества порошка неизменное или плавающее среднее значение сигнала перемещения для нескольких последующих таблеток сравнивается с первым установленным значением, соответствующим выверенному желаемому весу таблетки, и получаемым от блока управления. Если отклонение выходит за заданные первые коррекционные пределы допуска, сигнал глубины наполнения, подаваемый к подающему устройству, корректируется соответствующим образом. Вышеуказанные коррекционные пределы допуска могут быть рассчитаны автоматически при помощи общей системы управления на основании допустимых отклонений, задаваемых пользователем, например выраженных в процентах от желаемого веса таблетки.
Из устройства для выпуска таблеток таблетки подаются в автоматическое испытательное устройство, например в Электронное Устройство для Испытания Таблеток Kraemer, в котором периодически определяется вес и твердость ряда образцовых таблеток, и посредством которого соответствующие сигналы веса и твердости передаются на блок управления, см. Фиг.1. В блоке управления сигнал веса, получаемый от автоматического испытательного устройства, сравнивается с желаемым весом таблетки, и на основании расхождения между этими значениями создается сигнал высоты нижнего ролика и передается на пункт предварительного прессования. На пункте предварительного прессования сигнал высоты нижнего ролика передается к линейному приводу 16, который регулирует высоту нижнего ролика 11 для прессования соответственно, см. Фиг.3. В результате регулятор количества порошка регистрирует изменение и приспосабливается к нему. В альтернативном воплощении вертикальное положение воздушного цилиндра 14 также может быть отрегулировано при помощи линейного привода. Таким образом, контур регулирования количества порошка повторно калибруется на основании действительных весов таблетки образцовых таблеток, измеренных в автоматическом испытательном устройстве. Следует отметить, что так называемая повторная калибровка осуществляется путем регулирования первого установленного значения, передаваемого на регулятор количества порошка, при помощи блока управления или путем установления другого постоянного давления воздуха в воздушном цилиндре 14. Более того, вместо использования автоматического испытательного устройства ряд таблеток-образцов может быть испытан вручную и измеренный вес и, возможно, твердость могут затем быть введены в общую систему управления.
Альтернативно пункт 10 предварительного прессования может иметь фиксированное расстояние между нижним роликом 11 для прессования и верхним роликом 12 для прессования, и датчик перемещения 15 может в этом случае быть замещен датчиком натяжения, оборудованным на валу одного из роликов 11, 12, при помощи которого сигнал силы передается на регулятор количества порошка и блок управления. Сигнал силы в этом случае составляет значение веса, представляющее собой вес количества материала, поданного в пресс-форму.
На Фиг.4 изображен пункт 17 для основного прессования, содержащий нижний ролик 18 для прессования и верхний ролик 20 для прессования. Верхний ролик 20 для прессования подвешен на поршне 21, вертикально перемещаемом внутри газового цилиндра 22. Давление газа в газовом цилиндре 22 поддерживается постоянным при помощи непоказанной системы регулирования. Как описано выше со ссылкой на пункт предварительного прессования, также непоказанная система регулирования пункта основного прессования может содержать резервуар для воздуха для поддержания постоянного давления. Благодаря тому, что прессование осуществляется с постоянной силой, прилагаемой к верхнему штампу 5 посредством поршня 21, конечная твердость отдельных таблеток будет, по существу, постоянной. Таким образом можно получить, по существу, постоянный профиль выпуска и, следовательно, биологическую ценность изготавливаемых таблеток.
Вертикальное положение поршня 21 измеряется при помощи датчика перемещения 23, такого как LVDT (линейный регулируемый дифференциальный трансформатор). Когда верхний штамп 5 проходит под центром верхнего ролика 20 для прессования, датчик перемещения 23 измеряется перемещение, по существу, соответствующее толщине таблетки после основного прессования. Перемещение, измеренное датчиком перемещения 23, также представляет время пребывания, то есть период времени, в течение которого таблетка прессуется при максимальной постоянной силе прессования. При каждом основном прессовании таблетки перемещение, измеренное датчиком перемещения 23, передается в форме сигнала перемещения к регулятору времени пребывания и блоку управления, см. Фиг.1.
В регуляторе времени пребывания неизменное или плавающее среднее значение сигнала перемещения для нескольких последующих таблеток сравнивается со вторым установленным значением, соответствующим выверенному желаемому времени пребывания таблетки, и передается от блока управления. Если отклонение выходит за коррекционные пределы допуска, создается сигнал высоты нижнего ролика и передается на пункт 17 основного прессования. На пункте 17 основного прессования сигнал высоты нижнего ролика подается к линейному приводу 19, который регулирует высоту нижнего ролика 18 для прессования соответственно, см. Фиг.4. Таким образом время пребывания в течение основного прессования отдельных таблеток может поддерживаться, по существу, постоянным, и, следовательно, вышеупомянутые свойства таблеток, зависящие от времени пребывания, также могут быть, по существу, постоянными.
Регулирование времени пребывания может противодействовать тенденции изменения времени пребывания в результате изменения способности материала, прессуемого в пресс-форме, к прессованию. Изменение способности к прессованию может быть результатом изменения влажности, температуры и среднего размера частиц в партии и т.д. Однако в соответствии с изобретением регулирование времени пребывания может быть пропущено, и, тем не менее, могут быть получены удовлетворительные свойства таблеток.
В блоке управления сигнал твердости, получаемый от автоматического испытательного устройства, сравнивается с желаемой твердостью таблеток, и на основании расхождения между этими значениями может быть осуществлена повторная калибровка путем регулирования второго установленного значения, подаваемого на регулятор времени пребывания блоком управления. Альтернативно повторная калибровка может быть осуществлена путем регулирования постоянного давления воздуха в воздушном цилиндре 22 пункта 17 основного прессования.
Как видно на Фиг.4, эластичное кольцо 24, имеющее прямоугольное поперечное сечение, расположено между поршнем 21 для основного прессования и упором 24 в форме направленного внутрь нижнего плеча 24 газового цилиндра 22. Упор 24 обеспечивает демпфирующую силу для поршня 21, посредством чего скорость вращения стола с пресс-формами может быть увеличена без увеличения шума и вибраций от поршня 21 и цилиндра 22. Это представляет особое преимущество для фармацевтических прессов для таблетирования, которые, как правило, работают намного быстрее промышленных прессов. Демпфирующий упор 24 может иметь любую другую подходящую конфигурацию, например, камеры, содержащей сжатый газ, полого кольца из эластичного материала, пружинного элемента, или эластичного уплотнительного кольца. Более того, демпфирующая сила для поршня 21 может быть обеспечена демпфирующим поршнем 26, расположенным в цилиндре 27, содержащем сжатый газ, как можно видеть на Фиг.5. Для того чтобы дополнительно повысить скорость вращения стола с пресс-формами, поршень 21 может быть изготовлен из легковесного материала, такого как титан, например. Предпочтительно общий вес поршня 21 и других подвижных частей, соединенных с ним, не превышает 40 кг, и предпочтительно не превышает 30 кг. Дополнительно уплотнения для высокоскоростных поршней могут быть использованы для поршня 21 для дополнительного увеличения скорости вращения стола с пресс-формами.
Очевидно, настоящее изобретение равно применимо к так называемым односторонним, двусторонним или многосторонним прессам для таблетирования. Например, в двустороннем прессе для производства двухслойных таблеток каждое из отделений для изготовления первого слоя и отделения для изготовления второго слоя, расположенных вдоль противоположных сторон стола с пресс-формами, имеет пункт предварительного прессования и пункт основного прессования. В этом случае, однако, первый слой прессуется до фиксированного значения при основном прессовании для того, чтобы иметь возможность лучше регулировать количество второго материала, подаваемого в каждую пресс-форму. По существу, постоянная твердость всей таблетки достигается путем осуществления основного прессования второго слоя при, по существу, постоянной силе прессования и изменяемой конечной толщине таблетки отдельных таблеток, таким же образом, как описано выше для одностороннего пресса. Подобным образом в прессе для производства таблеток с более чем двумя слоями основное прессование осуществляется при, по существу, постоянной силе прессования и переменной толщине таблетки для по меньшей мере последнего слоя таблетки. Другие слои прессуются до фиксированной толщины при основном прессовании.
В двустороннем прессе для производства однослойных таблеток оборудованы два одинаковых производственных отделения, каждое из которых соответствует производственному отделению одностороннего пресса, расположенные с противоположных сторон стола с пресс-формами, и каждое из них имеет пункт предварительного прессования, пункт основного прессования, подающее устройство и устройство для выпуска таблеток. Каждое производственное отделение оборудовано как регулятором количества порошка, так и регулятором времени пребывания.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОСЖИМАЕМАЯ ЭТИЛЦЕЛЛЮЛОЗА ДЛЯ ТАБЛЕТИРОВАНИЯ | 2002 |
|
RU2396072C2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТАБЛЕТОК, СИСТЕМА ТАБЛЕТИРОВАНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ПРИМЕНЕНИЕ СИСТЕМЫ ТАБЛЕТИРОВАНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК ПО МЕНЬШЕЙ МЕРЕ ИЗ ДВУХ ИНГРЕДИЕНТОВ, СОДЕРЖАЩИХ ЧАСТИЦЫ, ЗНАЧИТЕЛЬНО РАЗЛИЧАЮЩИЕСЯ ПО РАЗМЕРУ | 2013 |
|
RU2656902C2 |
| Устройство для таблетирования материалов | 1969 |
|
SU352516A1 |
| ЖИДКИЕ СМАЗКИ ДЛЯ ТАБЛЕТИРОВАНИЯ, ИНТЕГРИРОВАННЫЕ В ТАБЛЕТКИ | 2008 |
|
RU2473243C2 |
| Способ таблетирования тканевых пресс-материалов | 1980 |
|
SU889440A2 |
| РОТАЦИОННЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПРЕССУЕМОГО ПИЩЕВОГО МАТЕРИАЛА | 2020 |
|
RU2812262C2 |
| РОТАЦИОННЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПРЕССУЕМОГО ПИЩЕВОГО МАТЕРИАЛА | 2020 |
|
RU2809044C2 |
| Автомат для таблетирования порошка | 1978 |
|
SU770836A1 |
| Пресс-форма для таблетирования | 1987 |
|
SU1495135A1 |
| РОТАЦИОННЫЙ ТАБЛЕТОЧНЫЙ ПРЕСС И СПОСОБ ПРОМЫВКИ ТАКОГО ПРЕССА | 2001 |
|
RU2266822C2 |



Изобретение относится к прессам для таблетирования и способу управлению прессом для таблетирования. Материал последовательно подают в каждую пресс-форму стола и осуществляют предварительное и основное прессование. Основное прессование осуществляется при постоянной силе прессования и переменной конечной толщине таблетки отдельных таблеток. Силу прессования при основном прессовании поддерживают при помощи поршня для основного прессования, расположенного с возможностью перемещения в газовом цилиндре. В газовый цилиндр подают сжатый газ, и давление газа в газовом цилиндре поддерживают, по существу, постоянным при помощи регулятора давления. Перемещение поршня для основного прессования прекращают под действием демпфирующей силы после каждого основного прессования. Измеряют вес материала, поданного в каждую пресс-форму. Количество материала, подаваемого в каждую пресс-форму, регулируется на основании расхождения между предварительно измеренным значением веса и первым установленным значением. Значение веса измеряется в ходе предварительного прессования материала, расположенного в каждой пресс-форме. Ротационный пресс для таблетирования содержит корпус и ротационный стол с пресс-формами. Корпус содержит подающее устройство, устройство для выпуска таблеток, по меньшей мере один пункт предварительного прессования, по меньшей мере один пункт основного прессования и датчик веса. Пресс обеспечивает получение таблеток с консистентными свойствами. 2 н. и 30 з.п. ф-лы, 5 ил.
1. Способ управления прессом для таблетирования, посредством которого порошок или зернистый материал прессуется в пресс-формах, расположенных по периферии в ротационном столе с пресс-формами, при помощи возвратно-поступательных штампов, при этом вышеуказанный способ содержит следующие этапы, на которых последовательно подают заданное количество материала, подлежащего прессованию, в каждую пресс-форму, подвергают указанное количество материала, расположенного в каждой пресс-форме, предварительному прессованию и затем основному прессованию, при этом основное прессование осуществляют при, по существу, постоянной силе прессования и переменной конечной толщине отдельных таблеток, измеряют значение веса параметра, представляющего собой вес количества материала, поданного в пресс-форму, регулируют количество материала, подаваемого в каждую пресс-форму, на основании расхождения между предварительно измеренным значением веса и первым установленным значением, измеряют значение веса в течение предварительного прессования указанного количества материала, расположенного в каждой пресс-форме, отличающийся тем, что силу прессования при основном прессовании поддерживают, по существу, постоянной при помощи поршня для основного прессования, расположенного с возможностью перемещения в газовом цилиндре, при этом в газовый цилиндр подают сжатый газ, и при этом давление газа в газовом цилиндре поддерживают, по существу, постоянным при помощи регулятора давления, причем перемещение поршня для основного прессования прекращают под действием демпфирующей силы после каждого основного прессования.
2. Способ управления прессом для таблетирования по п.1, отличающийся тем, что значение веса соответствует, по существу, толщине таблетки в ходе предварительного прессования указанной таблетки при, по существу, постоянной силе прессования.
3. Способ управления прессом для таблетирования по п.1 или 2, отличающийся тем, что силу прессования при предварительном прессовании поддерживают, по существу, постоянной при помощи поршня для предварительного прессования, расположенного с возможностью перемещения в газовом цилиндре, при этом в газовый цилиндр подают сжатый газ, и при этом давление газа в газовом цилиндре поддерживают, по существу, постоянным при помощи регулятора давления.
4. Способ управления прессом для таблетирования по п.3, отличающийся тем, что порошок или зернистый материал прессуют в пресс-форме между противоположными первым и вторым штампами, при этом каждый штамп имеет первый и второй концы, при этом вышеуказанные первые концы штампов помещены в пресс-форму, и вышеуказанные вторые концы штампов, в ходе предварительного прессования, взаимодействуют с первым и вторым роликами для предварительного прессования, соответственно, при этом в ходе предварительного прессования первый ролик для предварительного прессования перемещают в осевом направлении штампов, и второй ролик для предварительного прессования неподвижен в указанном направлении, и при этом первый ролик для предварительного прессования поддерживается поршнем для предварительного прессования.
5. Способ управления прессом для таблетирования по п.4, отличающийся тем, что значение веса соответствует, по существу, значению перемещения в ходе предварительного прессования, представляющего собой перемещение первого ролика для предварительного прессования в ходе предварительного прессования.
6. Способ управления прессом для таблетирования по п.1, отличающийся тем, что значение веса соответствует, по существу, максимальной силе прессования, оказываемой штампом на таблетку в ходе предварительного прессования вышеуказанной таблетки до заданной толщины таблетки.
7. Способ управления прессом для таблетирования по любому из пп.1-6, отличающийся тем, что демпфирующую силу производят камерой, содержащей сжатый газ.
8. Способ управления прессом для таблетирования по п.7, отличающийся тем, что камера, содержащая сжатый газ, представляет собой полое кольцо из эластичного материала, расположенное между поршнем для основного прессования и упором.
9. Способ управления прессом для таблетирования по любому из пп.1-6, отличающийся тем, что демпфирующую силу обеспечивают демпфирующим поршнем, расположенным в цилиндре, содержащем сжатый газ.
10. Способ управления прессом для таблетирования по любому из пп.1-6, отличающийся тем, что демпфирующую силу обеспечивают пружинным элементом.
11. Способ управления прессом для таблетирования по любому из пп.1-6, отличающийся тем, что демпфирующую силу обеспечивают эластичным уплотнительным кольцом, расположенным между поршнем для основного прессования и упором.
12. Способ управления прессом для таблетирования по любому из пп.1-6, отличающийся тем, что демпфирующую силу обеспечивают эластичным кольцом, имеющим прямоугольное поперечное сечение, и расположенным между поршнем для основного прессования и упором.
13. Способ управления прессом для таблетирования по п.1, отличающийся тем, что порошок или зернистый материал прессуют в пресс-форме между противоположными первым и вторым штампами, при этом каждый штамп имеет первый и второй концы, при этом вышеуказанные первые концы штампов помещены в пресс-форму, и вышеуказанные вторые концы штампов, в ходе основного прессования, взаимодействуют с первым и вторым роликами для основного прессования, соответственно, при этом в ходе основного прессования первый ролик для основного прессования перемещается в осевом направлении штампов, и вышеуказанный второй ролик для основного прессования неподвижен в указанном направлении, и при этом первый ролик для основного прессования поддерживается поршнем для основного прессования.
14. Способ управления прессом для таблетирования по п.13, отличающийся тем, что значение перемещения при основном прессовании, представляющее собой перемещение первого ролика для основного прессования в ходе основного прессования, измеряют, и положение второго ролика для основного прессования в указанном направлении регулируют на основании расхождения между предварительно измеренным значением перемещения при основном прессовании и вторым установленным значением.
15. Способ управления прессом для таблетирования по п.14, отличающийся тем, что вышеуказанное регулирование положение второго ролика для основного прессования основывается на среднем значении нескольких отдельных измеренных значений перемещения в ходе основного прессования.
16. Способ управления прессом для таблетирования по п.15, отличающийся тем, что положение второго ролика для основного прессования поддерживают постоянным до тех пор, пока указанное среднее значение перемещения при основном прессовании остается в заданных коррекционных пределах допуска.
17. Способ управления прессом для таблетирования по любому из пп.14-16, отличающийся тем, что положение второго ролика для основного прессования регулируют так, чтобы конечное значение перемещения при основном прессовании оставалось, по существу, постоянным.
18. Ротационный пресс для таблетирования, содержащий корпус и ротационный стол с пресс-формами, имеющий множество пресс-форм, расположенных по периферии, при этом каждая пресс-форма взаимодействует с первым и вторым штампами, и каждый штамп имеет первый и второй концы, при этом вышеуказанные первые концы штампов помещаются в пресс-формы и предназначены для прессования порошка или зернистого материала в пресс-форме, корпус содержит подающее устройство для подачи материала, подлежащего прессованию, в пресс-формы, устройство для выпуска таблеток для удаления прессованного материала в форме таблеток, и по меньшей мере один пункт предварительного прессования и, по меньшей мере один пункт основного прессования, при этом каждый из упомянутых пунктов прессования оборудована первым и вторым роликами для прессования, предназначенными для взаимодействия со вторыми концами штампов, соответственно, для осуществления прессования материала, расположенного в пресс-формах, путем возвратно-поступательного движения штампов, при этом корпус содержит датчик веса для измерения значения веса параметра, представляющего собой вес количества материала, поданного в пресс-форму, при этом регулятор количества порошка выполнен для регулирования количества материала, подаваемого в каждую пресс-форму при помощи подающего устройства, на основании расхождения между предварительно измеренным значением веса и первым установленным значением, а пункт предварительного прессования содержит датчик веса, отличающийся тем, что первый ролик для основного прессования пункта основного прессования поддерживается поршнем для основного прессования, расположенным с возможностью перемещения в газовом цилиндре, при этом газовый цилиндр соединен с источником сжатого газа, и регулятор давления выполнен с возможностью поддержания давления газа в газовом цилиндре, по существу, постоянным, причем демпфирующий элемент выполнен между поршнем пункта основного прессования и упором.
19. Ротационный пресс для таблетирования по п.18, отличающийся тем, что первый ролик для прессования пункта предварительного прессования поддерживается посредством поршня, расположенного с возможностью перемещения в газовом цилиндре, при этом газовый цилиндр соединен с источником сжатого газа, и при этом регулятор давления выполнен с возможностью поддержания давления газа в газовом цилиндре, по существу, постоянным.
20. Ротационный пресс для таблетирования по п.19, отличающийся тем, что датчик веса пункта предварительного прессования имеет форму датчика перемещения для измерения значения перемещения при предварительном прессовании, представляющего собой перемещение поршня в газовом цилиндре.
21. Ротационный пресс для таблетирования по п.20, отличающийся тем, что демпфирующий элемент имеет форму камеры, содержащей сжатый газ.
22. Ротационный пресс для таблетирования по п.21, отличающийся тем, что камера, содержащая сжатый газ, представляет собой полое кольцо из эластичного материала.
23. Ротационный пресс для таблетирования по п.20, отличающийся тем, что демпфирующий элемент имеет форму демпфирующего поршня, расположенного в цилиндре, содержащем сжатый газ.
24. Ротационный пресс для таблетирования по п.20, отличающийся тем, что демпфирующий элемент имеет форму пружинного элемента.
25. Ротационный пресс для таблетирования по п.20, отличающийся тем, что демпфирующий элемент имеет форму эластичного уплотнительного кольца.
26. Ротационный пресс для таблетирования по п.20, отличающийся тем, что демпфирующий элемент имеет форму эластичного кольца, имеющего прямоугольное поперечное сечение.
27. Ротационный пресс для таблетирования по п.20, отличающийся тем, что пункт основного прессования содержит датчик перемещения для измерения значения перемещения при основном прессовании, представляющего собой перемещение поршня в газовом цилиндре, и регулятор положения для регулирования положения второго ролика для основного прессования на основании расхождения между предварительно измеренным значением перемещения при основном прессовании и вторым установленным значением.
28. Ротационный пресс для таблетирования по п.27, отличающийся тем, что указанный регулятор положения выполнен с возможностью регулирования положения второго ролика для основного прессования на основании среднего значения нескольких отдельных измеренных значений перемещения при основном прессовании.
29. Ротационный пресс для таблетирования по п.28, отличающийся тем, что вышеуказанный регулятор положения выполнен с возможностью поддержания положения второго ролика для основного прессования постоянным до тех пор, пока указанное среднее значение перемещения при основном прессовании остается в заданных коррекционных пределах допуска.
30. Ротационный пресс для таблетирования по п.20, отличающийся тем, что первый ролик для основного прессования пункта основного прессования расположен над ротационным столом с пресс-формами.
31. Ротационный пресс для таблетирования по п.20, отличающийся тем, что регулятор давления выполнен с возможностью поддержания давления газа в газовом цилиндре на уровне 30 бар или ниже.
32. Ротационный пресс для таблетирования по п.20, отличающийся тем, что общий вес первого ролика для основного прессования, поршня для основного прессования, хомута, удерживающего первый ролик для основного прессования, и вспомогательных частей, неподвижных относительно поршня для основного прессования, составляет менее 30 кг.
| EP 1584454 A2, 12.10.2005 | |||
| РЕЖУЩАЯ ПЛАСТИНА И ДИСКОВАЯ ФРЕЗА | 2013 |
|
RU2550680C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТАБЛЕТОК СЛОЖНОЙ КОНФИГУРАЦИИ ИЗ РЕАКТОПЛАСТОВ | 1984 |
|
SU1635415A1 |
| Способ прессования биоматериалов и термореактивных пластмасс и таблеточная гидравлическая машина | 1985 |
|
SU1585174A1 |
| DE 19828004 A1, 13.01.2000 | |||
| US 2846723 A, 12.08.1958 | |||
| US 5211964 A, 18.05.1993. | |||

