1. Наименование
Способ подачи пленки в форму для изготовления изделий из пластмассы (далее по тексту - Способ)
2. Область техники, к которой относится изобретение
Изобретение относится к автоматизированным установкам (термопластавтоматы, автоклавы и т.д.), использующимся при изготовлении пластиковой тары с использованием технологии вплавляемой этикетки в промышленных объемах, также изобретение относится к установкам, подающим пленку для дальнейшей ее обработки, при этом под пленкой необходимо понимать любой тонколистовой материал, толщиной не более 90 мкр, состоящий из полипропиленов, бумаги, металлов (в том числе и цветных), а также из сочетания указанных материалов.
3. Уровень техники
При формовании пластиковых изделий используются несколько методов, а именно:
- выдув в пресс-форму (таких способов много, один из них приведен патенте №2507068, информация о данном патенте имеется на официальном сайте ФИПС по адресу http://www1.fips.ru в разделе: «Открытые реестры»);
- вакуумная формовка (информация о данном методе взята с официального сайта ВикипедиЯ, расположенного по адресу:
https://ru.wikipedia.org/wiki/%D0%92%D0%B0%D0%BA%D1%83%D1%83%D0%BC%D0%BD%D0%B0%D1%8F%D1%84%D0%BE%D1%80%D0%BC%D0%BE%D0%B2%D0%BA%D0%B0);
- литье под давлением (информация о данном методе взята с официального сайта ВикипедиЯ, расположенного по адресу:
https://ru.wikipedia.org/wiki/%D0%9B%D0%B8%D1%82%D1%8C%D1%91%D0%BF% D0%BE%D0%B4%D0%B4%D0%B0%D0%B2%D0%BB%D0%B5%D0%BD%D0%B8% D0%B5%D0%BC);
- горячая штамповка (информация о данном методе взята с официального сайта ВикипедиЯ, расположенного по адресу:
https://ru.wikipedia.org/wiki/%D0%A8%Dl%82%D0%B0%D0%BC%D0%BF%D0%BE%D0%B2%D0%BA%D0%B0).
Для всех указанных методов по сути имеется только 1 способ подачи пленки - подача такой пленки роботизированной рукой (грейфером), которая осуществляет захват заранее нарезанной по необходимому размеру и уложенной в специальный держатель (магазин), а захват пленки грейфером осуществляется при помощи специальных присосок, использующих вакуум или статическое электричество. При этом в качестве пленки может выступать только специальная IML-пленка, у которой уровень статического электричества и возможность к заряжению таким электричеством практически нулевая. Такой эффект достигается за счет специальных добавок при изготовлении IML-пленки.
Удерживание этикетки в пресс-форме на нужной позиции обеспечивается электростатическим напряжением (очень редко - вакуумом), при этом пресс-форма должна быть выполнена для технологии IML, чтобы впрыск материала не приводил к смещению позиции этикетки. Удержание этикетки на руке робота производится вакуумом.
В российском патенте №2203189 (информация о данном патенте взята с официального сайта ФИПС по адресу:
http://www1.fips.ru/wps/wctn/connect/content_ru/ru/) раскрыт способ разделения некоторого числа частично наложенных друг на друга плоских изделий. Способ характеризуется тем, что на поверхности лежащих друг на друге плоских изделий создается заряд статического электричества, для чего стопа подвергается действию электрического поля постоянного тока, силовые линии которого направлены преимущественно перпендикулярно поверхностям изделий в стопе. В результате действия электрического поля между поверхностями изделий возникают силы, увеличивающие взаимное сцепление изделий. Это усилие взаимного сцепления изделий в стопе исключают или уменьшают, по меньшей мере, для одной из двух смежных поверхностей соседних изделий в месте разделения. Для этого, по меньшей мере, одну из указанных поверхностей предварительно обрабатывают антистатическим средством, в результате чего в месте разделения не возникает концентрация заряда либо происходит ее снижение. Это соответственно приводит к тому, что в месте разделения не возникает усиления сцепления либо оно становится значительно меньше усилия сцепления между необработанными поверхностями изделий. Использование изобретения обеспечивает уменьшение усилия, необходимого для смещения частей стопы относительно друг друга при ее разделении в заранее заданном месте. Недостатком данного способа является необходимость обработки одной из поверхностей плоского изделия специальным антистатическим средством, что ведет к удорожанию процесса отделения, усложнению оборудования для отделения и увеличению времени для отделения.
В другом российском патенте №2087405 (информация о данном патенте взята с официального сайта ФИПС по адресу:
http://www1. fips.ru/wps/wctn/connect/content_ru/ru/) описывается устройство для отделения тонких листовых изделий, уложенных в стопки, и поштучной их выдачи. Данное изобретение может быть использовано для этикетирования или прикрепления ярлыков к поверхности упаковок. Устройство содержит магазин со стопой листовых изделий, выполненный раздвижным, с загрузкой сверху, подвижным вокруг оси ролика отделителя. Прижимной валик установлен на подпружиненном маятниковом рычаге. Присасывающий ролик-отделитель выполнен в виде пустотелой гильзы с зубчатым венцом и упорным выступом на торце, с перфорированной лыской на цилиндрической части, насажен на неподвижную ось со сквозным каналом, имеющим сообщение с перфорацией на лыске при захвате листового изделия, и установлен под краем магазина в положении, обеспечивающем параллельность расположения лыски в исходном положении нижнему листовому изделию. Устройство имеет транспортирующий элемент, выполненный в виде перфорированного барабана с зубчатым сектором на торце, насаженный на пустотелую ось, сквозной канал в которой обеспечивает сообщение с перфорацией барабана, и кинематически связанный зубчатой передачей с роликом-отделителем. Прижимной валик установлен с возможностью пассивного вращения на своей оси и перемещения параллельно оси ролика-отделителя по траектории движения маятникового рычага. Устройство имеет также систему воздухораспределения. Недостатками указанного изобретения является сложность оборудования, для его осуществления и как следствие - удорожание всего процесса производства.
Также необходимо отметить общие недостатки указанных изобретений по российским патентам №2203189 и №2087405, а именно способ и устройства в указанных патентах не способны подавать тонколистовой материал (например: ВОРРпленку, алюминиевую фольгу), уложенный в стопку, т.к. у данных материалов большой потенциал к накоплению статического электричества, которое скрепляет данные изделия и не позволяет их отделить друг от друга в процессе подачи таких пленок для крепления к другим объектам (металлическая, бумажная и пластиковая тара). Еще одним недостатком указанных способа и устройства является то, что для подачи тонколистового материала, такой материал предварительно должен быть нарезан необходимым размером и уложен в специальное место (магазин).
Т.к. Способ включает в себя все указанные аналоги, то какой-либо наиболее близкий аналог не представляется возможным выделить.
Техническая проблема, на решение которой направлен Способ состоит в отсутствии Способа, позволяющего подавать пленку для дальнейшей обработки (впайки, приклеивания, печати и иных операций) из любых материалов, в частности пластмассы, металлов, бумаги или смешанную пленку, при любом уровне статики и без предварительной заготовки по необходимому размеру и обработки специальными антистатическими материалами.
Причинами, служащими препятствием к решению указанной технической проблемы, является сложность и высокая стоимость оборудования и материалов, используемых при подаче пленки, трудные условия хранения для предотвращения накопления статического заряда, большая статика у пленок без антистатического покрытия, и специальных лаков, скрепляющая их между собой и мешающая использовать Способ в промышленных масштабах.
4. Раскрытие сущности изобретения.
Изобретение представляет собой Способ, позволяющий нарезать и подготовить для подачи пленку для дальнейшей обработки (впаивания, приклеивания и иных процессов). Данный Способ заключается в следующем: тонколистовой материал в рулоне или листовом виде устанавливается в секцию подачи в виде толкателя или катушки, которая приводится в движение двигателем, далее тонколистовой материал подается в секцию высечки, где высекание может производиться штанц ножом, вырубным контрножом и штампом, вырезаться лазером, над секцией высечки находится пластина шаблона по контору тонколистового материала, далее происходит разделение нарезанного, вырубленного или высеченного тонколистового материала нужного размера от рулона или листа без соединения или складирования с другими нарезанными заготовками из тонколистового материала, после чего сразу происходит захват нарезанной заготовки и подача в литейную форму, к отформованному изделию или к иному необходимому объекту. При этом за счет захвата и подачи только что отрезанной пленки решается проблема скрепления пленок из-за статического электричества, упрощается и удешевляется оборудование и процесс производства, сокращается количество брака, не нужен магазин, в который кладется нарезанная необходимого размера пленка. Для увеличения производственной мощности возможно размещение данных секций последовательно, это позволит одновременно производить захват нескольких высеченных, вырубленных или вырезанных этикеток.
5. Краткое описание чертежей
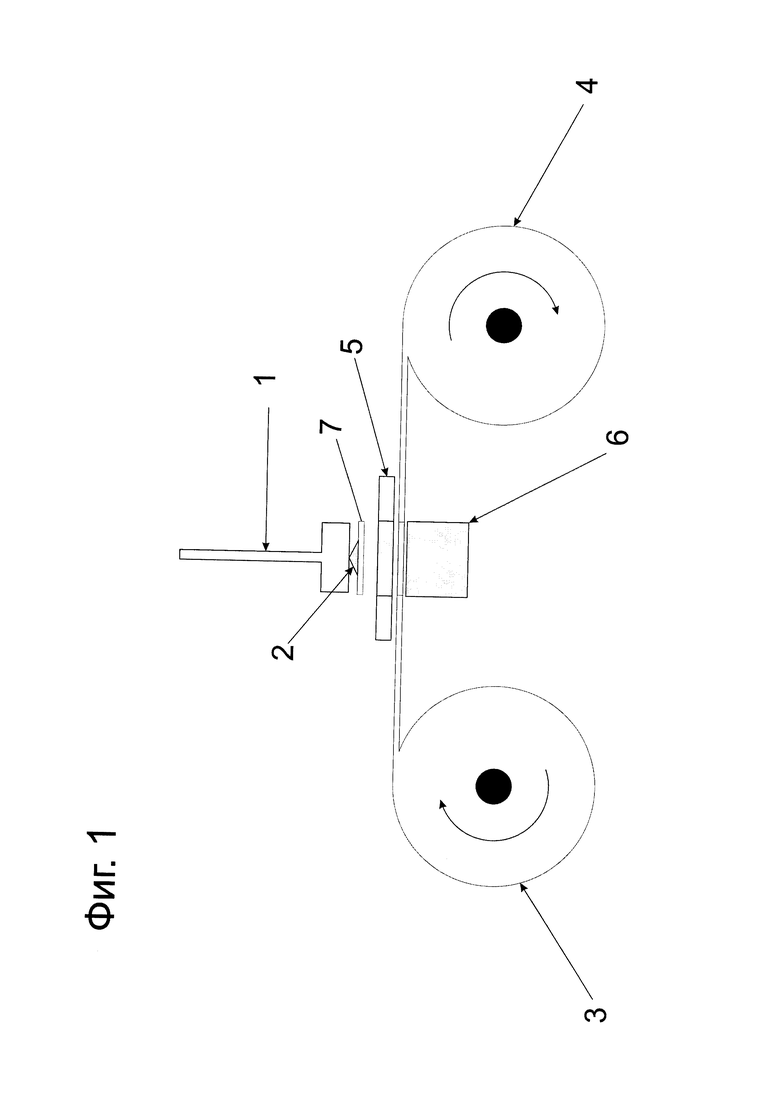
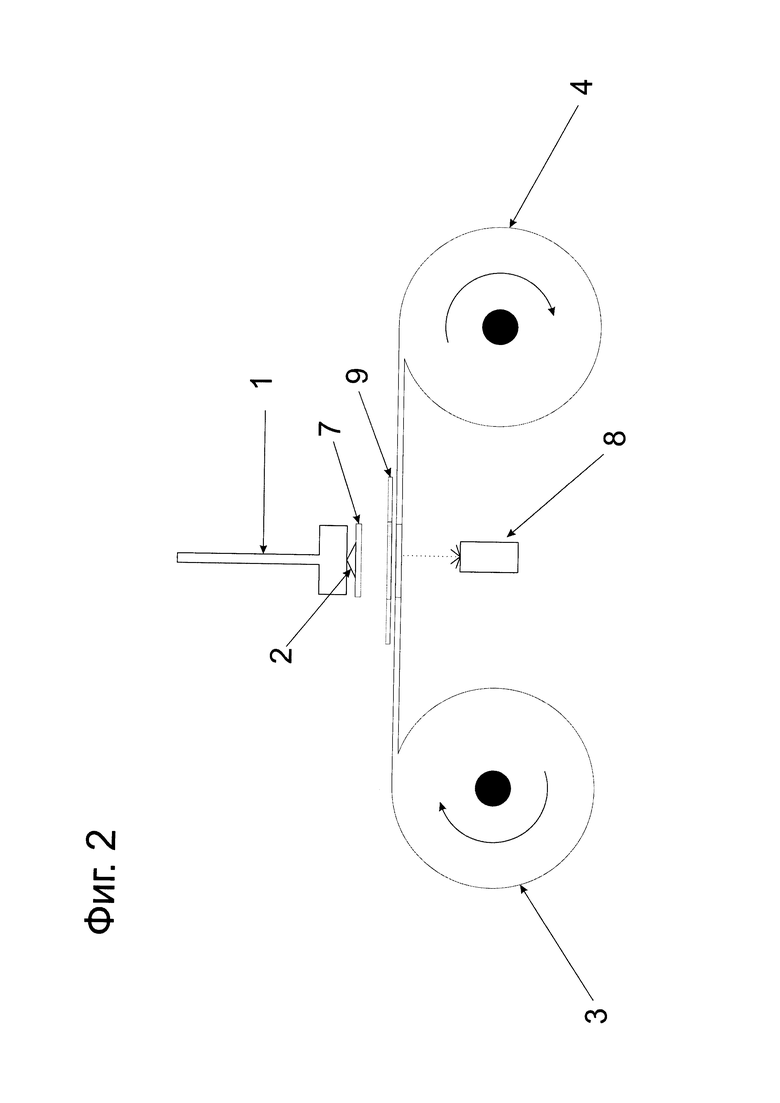
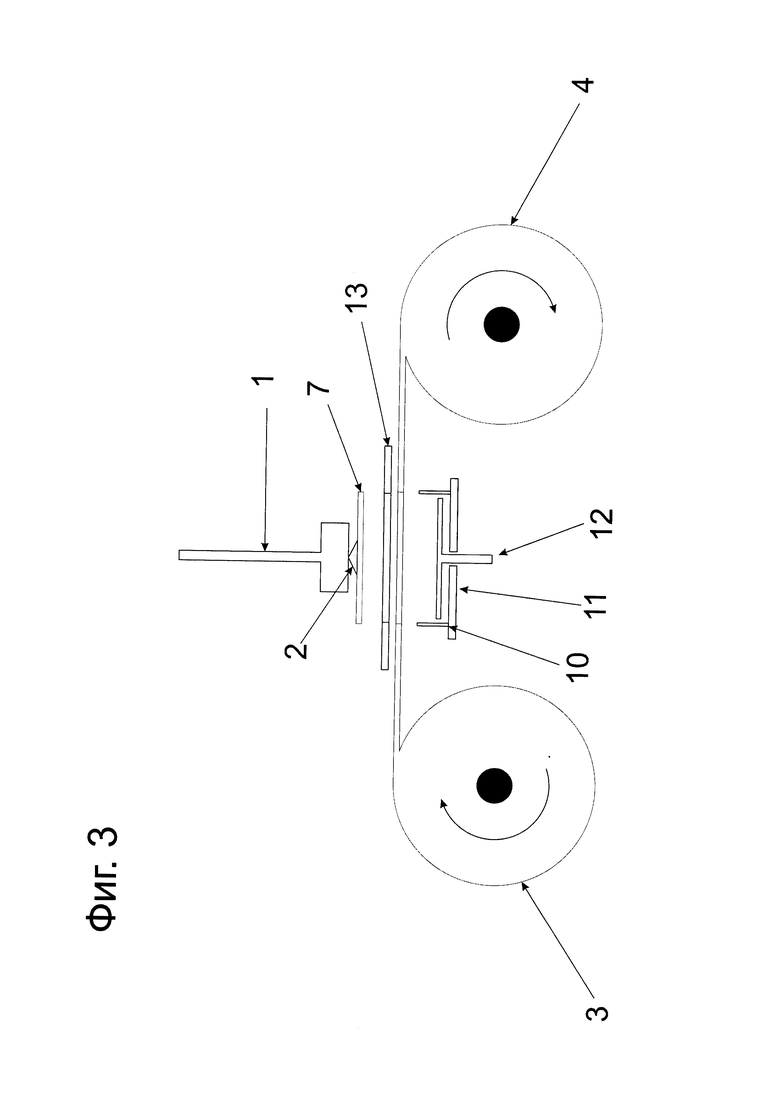
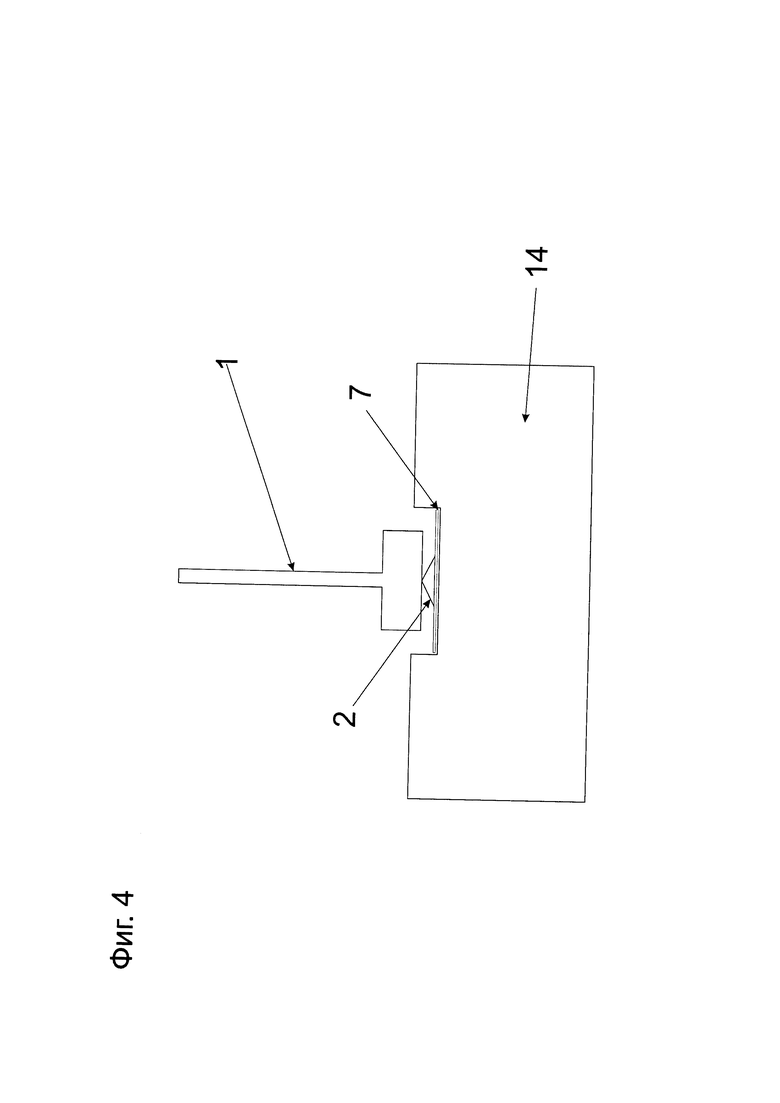
На фигуре №1 изображен Способ при вырубке пленки. На фигуре №2 изображен Способ при лазерном вырезании пленки. На фигуре №3 изображен Способ при использовании штанц ножа. На фигуре №4 изображена пленка, вложенная в литейную форму.
6. Осуществление изобретения
Способ предназначен для упрощения и удешевления подачи пленки из любого материала для вплавливания, приклеивания и иных процессов, связанных с креплением пленки к изделию.
Данный Способ реализуется следующим образом: к нужному оборудованию (термопластавтомату, автоклаву и иным станкам) крепится устройство или размещается рядом комплекс, содержащий приспособления для подачи пленки (3, 4), нарезки, (высечки или вырубки) пленки (7), захвата нарезанной пленки (2) и устройство подачи ее в нужное место для дальнейших операций (1). На первой стадии производства пленка заправляется в подающее устройство (3, 4), затем подающее устройство двигает пленку в секцию высечки (13), вырубки (5) или вырезки (9), после подачи пленки в нужную секцию происходит высечка, вырубка, вырезка пленки по нужному контуру и размеру, после чего сразу, без укладки этикетки в стопку, транспортировки и перемещения этикетки в магазин, происходит ее захват грейфером (1) (роботизированной рукой для захвата) и подача в литейную форму (14) или иной необходимый объект для совершения дальнейших производственных процессов. Такими процессами могут выступать вплаивание, приклеивание, формование и иные процессы.
В одной из частных форм использования Способа применяется вырубка контрножом (6). Для этого пленку устанавливают в подающее устройство (в качестве примера подающего устройства обозначены ведущий (4) и ведомый (3) валы). Пленка проходит через матрицу (5), затем вырубается штанц ножом (6). Далее вырубленная пленка (7) с помощью захватывающего устройства - присоски (2) и посредством роботизированной руки - грейфера (1) подается в литейную форму (14).
В одной из частных форм применения Способа используется вырезание лазером (8). Для этого пленку устанавливают в подающее устройство (в качестве примера подающего устройства обозначены ведущий (4) и ведомый (3) валы). Пленка проходит через трафарет (9), затем вырезается при помощи лазерного модуля (8). Далее вырубленная пленка (7) с помощью захватывающего устройства - присоски (2) и посредством роботизированной руки - грейфера (1) подается в литейную форму (14).
В одной из частных форм применения способа используется высечка штанц ножом (10, 11), состоящим из лезвия штанц ножа (10) и платформы штанц ножа (11). Для этого пленку устанавливают в подающее устройство (в качестве примера подающего устройства обозначены ведущий (4) и ведомый (3) валы). Пленка проходит через рамку-трафарет (13), служащий опорой для лезвий штанц ножа (10, 11), помогающий ровно отделить этикетку от рулона толкателю (12), затем вырезается при помощи штанц ножа (10. 11). Далее вырезанная пленка (7) с помощью захватывающего устройства - присоски (2) и посредством роботизированной руки - грейфера (1) подается в литейную форму (14).
Выше приведены известные формы реализации Способа. Следует учитывать, что с развитием уровня техники методы и формы реализации данного Способа могут измениться, однако сущность изобретения, заключающаяся в Способе подачи тонколистового материала в нужные формы для дальнейших производственных процессов от изменения методов и форм не поменяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛУЧШЕНИЯ БАРЬЕРНЫХ СВОЙСТВ ПЛАСТИКОВЫХ КОНТЕЙНЕРОВ | 2016 |
|
RU2662207C2 |
| ХЛЕБОПЕКАРНАЯ ПЕЧЬ ДЛЯ ПРОИЗВОДСТВА ХЛЕБА ИЗ ЦЕЛЬНОГО ЗЕРНА | 2016 |
|
RU2645219C1 |
| Способ изготовления композитной оснастки для формирования изделий из полимерных композиционных материалов | 2023 |
|
RU2815134C1 |
| Пластиковая банка | 2022 |
|
RU2795333C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКОГО РЕЗИСТИВНОГО ЭЛЕКТРОНАГРЕВАТЕЛЯ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380861C1 |
| Способ получения экстракта из растительного сырья куркумы с повышенным содержанием куркумина | 2020 |
|
RU2762903C1 |
| СПОСОБ ТЕРМОРИХТОВКИ МЕТАЛЛИЧЕСКИХ ПЛАСТИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2566699C2 |
| СОСТАВ ДЛЯ ВЫРАВНИВАНИЯ ПРОФИЛЯ ПРИЕМИСТОСТИ СКВАЖИН | 2024 |
|
RU2840462C1 |
| МАШИНА ДЛЯ УБОРКИ РЯДКОВЫХ КУЛЬТУР, ПРЕИМУЩЕСТВЕННО СОИ | 2007 |
|
RU2340157C1 |
| Способ защиты акустической информации от несанкционированного съема | 2020 |
|
RU2772111C2 |
Изобретение относится к автоматизированным установкам (термопластавтоматы, автоклавы и т.д.), использующимся при изготовлении пластиковой тары с использованием технологии вплавляемой этикетки в промышленных объемах, также изобретение относится к установкам, подающим пленку для дальнейшей ее обработки, при этом под пленкой необходимо понимать любой тонколистовой материал, толщиной не более 90 мкр, состоящий из полипропиленов, бумаги, металлов (в том числе и цветных), а также из сочетания указанных материалов. Тонколистовой материал в рулоне или листовом виде устанавливается в секцию подачи в виде толкателя или катушки, которая приводится в движение двигателем, далее тонколистовой материал подается в секцию высечки, где высекание может производиться штанц ножом, вырубным контрножом и штампом, вырезаться лазером, над секцией высечки находится пластина шаблона по контору тонколистового материала, далее происходит разделение нарезанного, вырубленного или высеченного тонколистового материала нужного размера от рулона или листа без соединения или складирования с другими нарезанными заготовками из тонколистового материала, после чего сразу происходит захват нарезанной заготовки и подача в литейную форму, к отформованному изделию или к иному необходимому объекту. Для увеличения производственной мощности возможно размещение данных секций последовательно, это позволит одновременно производить захват нескольких высеченных, вырубленных или вырезанных этикеток. Изобретение обеспечивает предотвращение скрепления пленок из-за накопления статического электричества, упрощение и удешевление оборудования и процесса производства. 4 ил.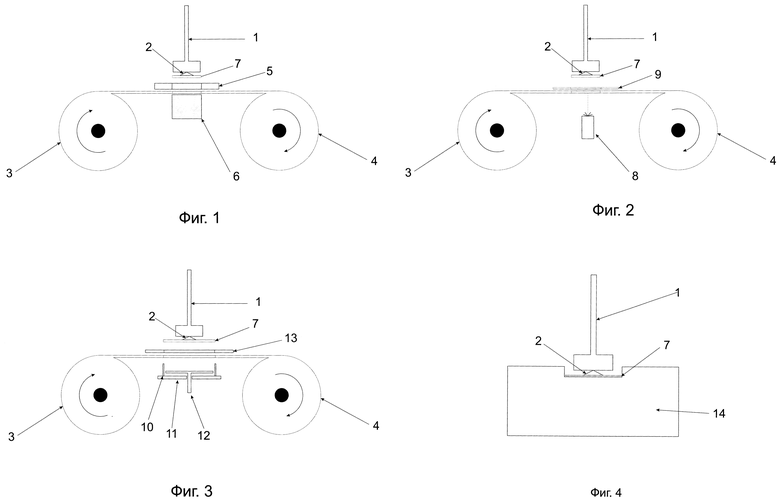
Способ подачи пленки в форму для изготовления изделий из пластмассы, включающий использование тонколистового материала толщиной не более 90 мкр, состоящего из полипропиленов, бумаги, черных и цветных металлов, а также из сочетания указанных материалов, отличающийся тем, что тонколистовой материал в рулоне или листовом виде устанавливается в секцию подачи в виде толкателя или катушки, которая приводится в движение двигателем, далее тонколистовой материал подается в секцию высечки, где высекание может производиться штанц ножом, вырубным контрножом и штампом, вырезаться лазером, над секцией высечки находится пластина шаблона по контору тонколистового материала, далее происходит разделение нарезанного, вырубленного или высеченного тонколистового материала нужного размера от рулона или листа без соединения или складирования с другими нарезанными заготовками из тонколистового материала, после чего сразу происходит захват нарезанной заготовки и подача в литейную форму, к отформованному изделию или к иному необходимому объекту.
| УСТРОЙСТВО ДЛЯ ОТДЕЛЕНИЯ ТОНКИХ ЛИСТОВЫХ ИЗДЕЛИЙ, УЛОЖЕННЫХ В СТОПКИ, И ПОШТУЧНОЙ ИХ ВЫДАЧИ | 1996 |
|
RU2087405C1 |
| СПОСОБ РАЗДЕЛЕНИЯ НЕКОТОРОГО ЧИСЛА ПО МЕНЬШЕЙ МЕРЕ ЧАСТИЧНО НАЛОЖЕННЫХ ОДНО НА ДРУГОЕ ПЛОСКИХ ИЗДЕЛИЙ В ЗАРАНЕЕ ЗАДАННОМ МЕСТЕ | 1998 |
|
RU2203189C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ГРУППОВЫХ УПАКОВОК И ГРУППОВАЯ УПАКОВКА | 2009 |
|
RU2496695C2 |
| US 6216860 B1, 17.04.2001 | |||
| US 6669015 B2, 30.12.2003. | |||

