Область техники, к которой относится изобретение
Изобретение относится к пластиковым контейнерам с улучшенным газобарьерными свойствами, в частности к контейнерам предназначенным для хранения пищевых и непищевых продуктов, полученному способом литьевого формования и использованием технологии впаиваемой этикетки (InMoldLabelling).
Уровень техники
Учитывая, что в Способе используются несколько технологий и методов, в данном разделе описания указываются несколько аналогов, которые в совокупности образуют прототип.
Пластиковые изделия применяется в разнообразных областях легкой и тяжелой промышленности и используются в механических деталях, автомобильных деталях, деталях электрической арматуры и электронной техники, в контейнерах для пищевых продуктов и лекарственных средств. Столь широкое применение изделий из пластика обусловлено множеством полезных свойств этого материала, в том числе: легкость в обработке и как следствие возможность придания изделию любой формы; дешевизна производства по сравнению с металлом или стеклом; устойчивость к повреждениям (не бьется, гибкий, может восстанавливать исходную форму); быстрота производства.
Для производства изделий из пластика используют различные методы формования, а именно:
- выдув в пресс-форму (таких способов много, один из них приведен патенте №2507068, информация о данном патенте имеется на официальном сайте ФИПС по адресу http://www1.fips.ru в разделе: «Открытые реестры»);
- вакуумная формовка (информация о данном методе взята с официального сайта ВикипедиЯ, расположенного по адресу:
https://ru.wikipedia.org/wiki/%D0%92%D0%B0%D0%BA%D1%83%D1%83%D0%BC%D0%BD%D0%B0%D1%8F_%D1%84%D0%BE%D1%80%D0%BC%D0%BE%D0%B2%D0%BA%D0%B0);
- литье под давлением (информация о данном методе взята с официального сайта ВикипедиЯ, расположенного по адресу:
https://ru.wikipedia.org/wiki/%D0%9B%D0%B8%D1%82%D1%8C%D1%91_%D0%BF%D0%BE%D0%B4%D0%B4%D0%B0%D0%B2%D0%BB%D0%B5%D0%BD%D0%B8%D0%B5%D0%BC):
- горячая штамповка (информация о данном методе взята с официального сайта ВикипедиЯ, расположенного по адресу:
https:ru.wikipedia.org/wiki/%D0%A8%D1%82%D0%B0%D0%BC%D0%BF%D0%BE%D0%B2%D0%BA%D0%B0).
Описывать достоинства и недостатки указанных методов формовки в данном описании не имеет смысла, т.к. каждый из указанных методов подходит для определенного производства тары (к примеру ПЭТ бутылки выгоднее всего производить методом выдува в пресс форму, но такой метод не подойдет для изготовления жесткой пластиковой тары для пищевых не жидких продуктов. Для изготовления тары под пищевые не жидкие продукты лучше всего подходит метод литья под давлением и т.д.). Для рассматриваемого в настоящем описании Способа может использоваться только метод литья под давлением или метод выдува в пресс-форму.
Учитывая, что суть Способа заключается в придании пластиковым контейнерам барьерных свойств, следует рассмотреть известные способы придания барьерных свойств пластиковым контейнерам.
В основном барьерные свойства пластику придают изменяя его состава путем добавления специальных добавок (один из примеров такого способа раскрыт в российском патенте №2434798. Информация о данном изобретении взята с официального сайта ФИПС по адресу: http://www1.fips.ru в разделе: «Открытые реестры») или используют при изготовлении материалы, препятствующие проникновению газа внутрь контейнера путем их нанесения на внутреннюю или внешнюю поверхности (один из таких методов раскрыт в российском патенте №2446952. Информация о данном патенте размещена на официальном сайте ФИПС по адресу: http://www1.fips.ru в разделе: «Открытые реестры»). В данном абзаце приведены аналоги Способа. Но прототип из них выделить не возможно, т.к. не смотря на совпадение назначения Способа и аналогов, Способа принципиально отличается от аналогов по форме производства. Поэтому ниже рассмотрены достоинства и недостатки указанных аналогов.
В российском патенте 2434798 раскрыто изобретение относящееся к контейнеру с улучшенными барьерными свойствами для упаковки пищевых продуктов и напитков. Контейнер получают формованием с раздувом и вытяжкой заготовки из полиэфирной композиции. Полиэфирная композиция содержит сложный полиэфир - полиэтилентерефталат и пуриновое производное формулы в качестве газобарьерной добавки. Предпочтительно пуриновое производное представляет собой пуриндион, такой как кофеин. Изобретение позволяет получать полиэфирные контейнеры с повышенным коэффициентом улучшения барьера в отношении диоксида углерода и кислорода, без уменьшения характеристической вязкости или прозрачности контейнера. Данное изобретение позволяет создать контейнер с высокими барьерными свойствами для пищевых продуктов, но для его создания необходимы сложный состав пластика и не менее сложное оборудование для его производства.
В российском патенте №2446952 раскрыто изобретение, относящееся к контейнеру с улучшенными газобарьерными свойствами., изготавливаемый путем многослойного формования с раздувом и вытяжкой, который включает по меньшей мере два наружных слоя, содержащих полимерный матрикс. Полимерный матрикс содержит полиэфир, полиамид, полиолефин, полиимид, полилактид или их производные. Многослойный формованный с раздувом и вытяжкой контейнер включает по меньшей мере один барьерный слой, расположенный между по меньшей мере двумя наружными слоями. Один барьерный слой содержит первую полимерную композицию, включающую полимерный матрикс и низкомолекулярную добавку, улучшающую газобарьерные свойства. Низкомолекулярная добавка представляет собой производное пурина, имеющее молекулярную массу менее 1000 дальтон. Несмотря на большое преимущество данного изобретения, заключающееся в увеличение срока хранения содержимого контейнера, для производства последнего также необходимо сложное оборудование и дорогостоящая добавка, так называемый полимерный матрикс.
Также уровня техники необходимо еще рассмотреть технологию вплавляемой этикетки (InMoldLabelling). Данная технология известна уже более 20 лет и используется исключительно для крепления этикетки к контейнеру.
О данной технологии достаточно много информации в сети «Интернет».
Суть данной технологии заключается, что этикетка наносится на поверхность тары, причем происходит это одновременно с процессом изготовления пластиковой упаковки в литьевой машине. Под воздействием температуры этикетка вплавляется в контейнер в момент формования. После литья IML-этикетка образует единое целое с материалом, из которого выполнена упаковка (обычно это те же пластики - полиэтилен высокого давления (HDPE), полипропилен (PP), полиэтилентерефталат (PET) или поливинилхлорид (PVC). Наилучшим считается вариант, когда этикетка и тара изготовлены из одного и того же материала.
Для применения такой технологии подходит только два метода формования: метод литья под давлением и метод выдува в пресс-форму. Однако для использования такой технологии крепления этикеток требуется специальная IML - этикетка, не производимая в Российской Федерации, т.к. ее состав уникален. У этой технологии много плюсов, в том числе высокая скорость производства пластиковой тары с нанесенными изображениями, привлекательный внешний вид, дающий возможность для рекламирования продукции производителя и самого производителя, увеличение жесткости тары, на которую прикреплена такая этикетка. Но при всех плюсах данной технологии, она не придает никаких барьерных свойств контейнеру и дорого стоит, т.к. не производится в Российской Федерации.
Т.к. Способ включает в себя все указанные аналоги, то какой либо наиболее близкий аналог не представляется возможным выделить.
Техническая проблема, на решение которой направлен Способ состоит в отсутствии Способа, позволяющего создать однослойный пластиковый контейнер с высокими газобарьерными свойствами, который не требует сложной технологии создания материала для производства, не требует сложного оборудования для производства и который может быть произведен из материалов, производимых в Российской Федерации.
Причинами, служащими препятствием к решению указанной технической проблемы является сложность и высокая стоимость оборудования и материалов, используемых при придании газобарьерных свойств пластиковым контейнерам, отсутствие производства IML этикетки в Российской Федерации, а также большая статика у барьерных пленок, скрепляющая их между собой и мешающая использовать Способ в промышленных масштабах.
Раскрытие сущности изобретения
Изобретение представляет собой Способ, позволяющий создать пластиковый контейнер с высокими газобарьерными свойствами, который не требует сложной технологии создания материала для производства, не требует сложного оборудования для производства и который может быть произведен из материалов, производимых в Российской Федерации. Данный Способ реализуется с помощью автоматических аппаратов для литья пластиковых контейнеров методом литья под давлением или методом выдува в пресс форму и выглядит следующим образом: последовательно перед началом цикла литья или выдува в пресс форму вставляется любая заготовленная, нарезанная или высеченная нужных размеров и выкройки газобарьерная пленка и за тем под давлением впрыскивается расплавленный пластик или под давлением выдувается из нагретой пластиковой заготовки контейнер и за счет воздействия высокой температуры происходит впаивание пленки в контейнер, при этом может быть использован пластик любого состава, отвечающего требованиям для хранения соответствующего пищевого или не пищевого продукта, газобарьерная пленка должна быть вплавлена по всем периметру контейнера - в стенки, дно и занимать не менее 90% поверхностей контейнера; газобарьерная пленка должна содержать более одного слоя, первый слой соприкасающийся с контейнером должен быть выполнен из того же материала, что и контейнер либо иметь покрытие, которое при нагреве обладает хорошей адгезией к пластиковому контейнеру, за счет вплавливания, второй слой должен обладать барьерными свойствами, в качестве которого может выступать алюминий, напыление сополимера этилена и винилового спирта или иной барьерный материал; следующие слои могут нести защитный характер от механических или химических воздействий барьерного слоя пленки, для декорирования этикетки. За счет вплавливания газобарьерной пленки между поверхностью контейнера и пленкой отсутствует какое-либо расстояние и возможность отслоения такой пленки, что делает одним целым контейнер и газобарьерную пленку и приводит к возникновению у контейнера высоких газобарьерных свойств и повышает жесткость такого контейнера.
Краткое описание чертежей
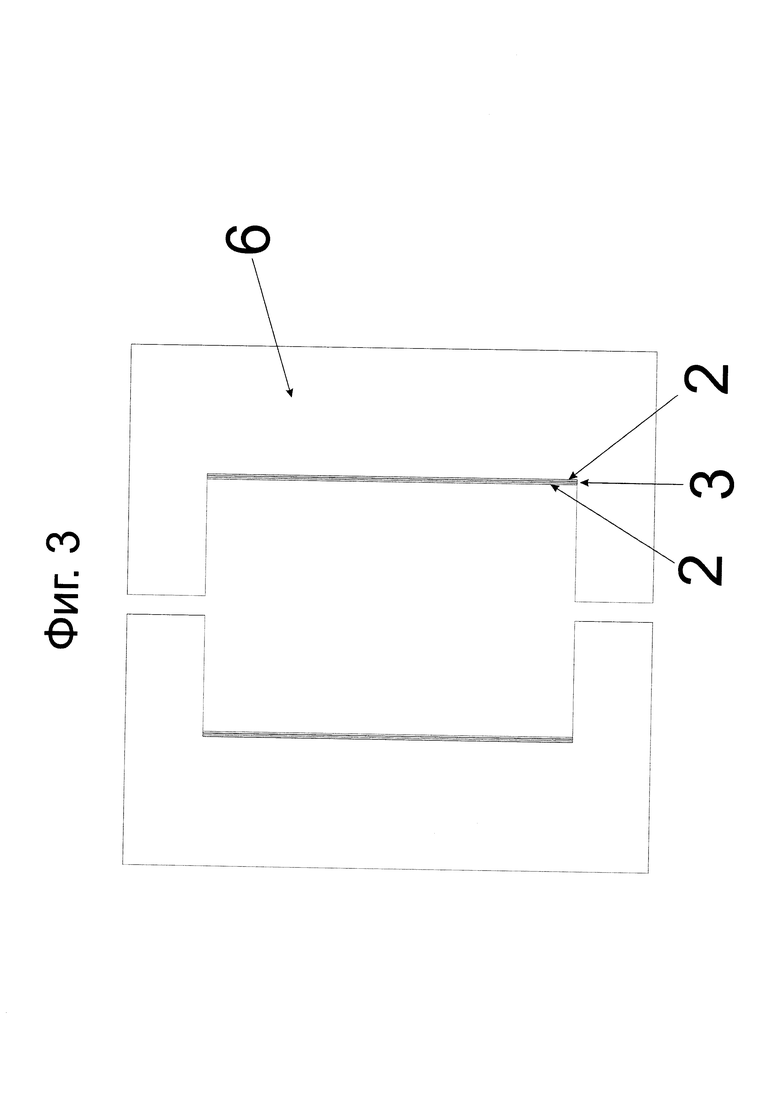
На фигуре №1 изображен пластиковый контейнер, с вплавленной барьерной пленкой из 3 слоев. На фигуре №2 изображен пример вплавливания барьерной пленки при использовании метода литья под давлением. На фигуре №3 изображен пример вплавливания барьерной пленки при использовании метода выдува в пресс-форму. На фигуре №4 в увеличенном виде изображена стенка контейнера с вплавленной барьерной пленкой и слои такой пленки.
Осуществление изобретения
Способ предназначен для изготовления контейнера с высокими барьерными (газонепроницаемыми) свойствами, из пластика, производимого из отечественных материалов в Российской Федерации.
В частных формах реализации Способа используются разные методы формования контейнеров. Во всех нижеприведенных формах реализации Способа используется газобарьерная пленка выполненная из двуосно-ориентированного полипропилена (ВОРРпленка) (2) ламинированная с алюминиевой фольгой (3), либо иной пленки одним из внешних слоев которой является полипропилен (2), но обоих в случаях такая пленка содержит барьерный слой (3) в качестве которого может выступать алюминий, напыление сополимера этилена и винилового спирта или иной барьерный слой, а также их сочетания.
В одной из частных форм реализации Способа используется такой метод формования как литье под давлением, при данном методе используется однослойное литье. Данный метод осуществляется на термопластавтоматах (4). Для использования термопластавтомата предварительно необходимо заготовить (нарезать) барьерную пленку нужных размеров. Вкладывать пленку необходимо вручную, т.е. для данного процесса необходим оператор. Таким образом избегается проблема большой статики и как следствие исключается слипание между собой барьерных пленок, что позволяет применять такой способ в промышленных масштабах. После захвата пленки оператором термопластавтомата, пленка разглаживается по матрице формообразующей руки и за счет статики пленка без зазора прилегает к стенкам формы (5), после чего подается и происходит смыкание пресс-формы из литейного канала под большим давлением подается расплавленный пластик (1). В литейной форме пластик сплавляется с барьерной пленкой (2, 3), остывает и получается готовое изделие.
Для проверки данной формы реализации был проведен эксперимент и созданы экспериментальные модели пластикового контейнера с высокими газонепроницаемыми (барьерными) свойствами. Такой контейнер создан однослойным литьем. Пленка барьерная крепко прикреплена к поверхности такого контейнера и является одним целым с контейнером. При этом жесткость контейнера повысилась, а на нанесенные на барьерную пленку информация и изображения остались высокого качества, что также дает дополнительные возможности наносить нужную информацию о продукции для конечного потребителя.
В другой частной форме реализации Способа используется такой метод формования как выдув в пресс-форму. Данный метод осуществляется на автоматах выдува (6). Для использования автомата выдува предварительно необходимо заготовить (нарезать) барьерную пленку нужных размеров и выкройки. Вкладывать пленку необходимо вручную, т.е. для данного процесса необходим оператор. Таким образом избегается проблема большой статики и как следствие исключается слипание между собой барьерных пленок, что позволяет применять такой способ в промышленных масштабах. Перед началом выдува контейнера на пленку необходимо нанести клей-расплав для сплавливания с контейнером. После подается разогретая преформа и под большим давлением раздувается контейнер, в который за счет большой температуры вплавливается барьерная пленка (2, 3).
Выше приведены известные формы реализации Способа. Следует учитывать, что с развитием уровня техники методы и формы реализации данного Способа могут измениться, однако сущность изобретения, заключающаяся в Способе придания барьерных свойств пластиковому контейнеру от изменения методов и форм не поменяется.



Способ относится к пластиковым контейнерам с улучшенными газобарьерными свойствами, в частности к контейнерам, предназначенным для хранения пищевых и непищевых продуктов, полученным способом литьевого формования и использованием технологии впаиваемой этикетки.
Изобретение представляет собой Способ, позволяющий создать однослойный пластиковый контейнер с высокими газобарьерными свойствами, который не требует сложной технологии создания материала для производства, не требует сложного оборудования. Данный способ реализуется с помощью автоматических аппаратов для литья пластиковых контейнеров методом литья под давлением или методом выдува в пресс-форму и выглядит следующим образом: последовательно перед началом цикла литья или выдува в пресс-форму вставляется любая заготовленная, нарезанная или высеченная нужных размеров и выкройки, газобарьерная пленка и затем под давлением впрыскивается расплавленный пластик или под давлением выдувается из нагретой пластиковой заготовки контейнер и за счет воздействия высокой температуры происходит впаивание пленки в контейнер, при этом может быть использован пластик любого состава, отвечающего требованиям для хранения соответствующего пищевого или непищевого продукта, газобарьерная пленка должна быть вплавлена по всему периметру контейнера - в стенки, дно - и занимать не менее 90% поверхностей контейнера; газобарьерная пленка должна содержать более одного слоя, первый слой, соприкасающийся с контейнером, должен быть выполнен из того же материала, что и контейнер, либо иметь покрытие, которое при нагреве обладает хорошей адгезией к пластиковому контейнеру за счет вплавливания, второй слой должен обладать барьерными свойствами, в качестве которого может выступать алюминий, напыление сополимера этилена и винилового спирта или иной барьерный материал; следующие слои могут нести защитный характер от механических или химических воздействий барьерного слоя пленки и служить для декорирования этикетки. За счет вплавливания газобарьерной пленки между поверхностью контейнера и пленкой отсутствует какое-либо расстояние и возможность отслоения такой пленки, что делает одним целым контейнер и газобарьерную пленку, приводит к возникновению у контейнера высоких газобарьерных свойств и повышает жесткость такого контейнера.
Способ улучшения барьерных свойств пластиковых контейнеров, включающий использование барьерных пленок, методы формования пластиковых контейнеров в виде литья под давлением или выдува в пресс-форму, а также технологию вплавляемой этикетки, отличающийсяся тем, что последовательно перед началом цикла литья или выдува в пресс-форму вставляется любая заготовленная газобарьерная пленка и затем под давлением впрыскивается расплавленный пластик или под давлением выдувается из нагретой пластиковой заготовки контейнер, под воздействием высокой температуры происходит впаивание пленки в контейнер, при этом может быть использован пластик любого состава, отвечающего требованиям для хранения соответствующего пищевого или непищевого продукта, газобарьерная пленка должна быть вплавлена по всему периметру контейнера - в стенки, дно - и занимать не менее 90% поверхностей контейнера, газобарьерная пленка должна содержать более одного слоя, первый слой, соприкасающийся с контейнером, должен быть выполнен из того же материала, что и контейнер, либо иметь покрытие, которое при нагреве обладает хорошей адгезией к пластиковому контейнеру за счет вплавливания, второй слой должен обладать барьерными свойствами, в качестве которого может выступать алюминий, напыление сополимера этилена и винилового спирта или иной барьерный материал, следующие слои несут защитный характер от механических или химических воздействий барьерного слоя пленки или служат декорированием этикетки.
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИКОВОГО КОНТЕЙНЕРА С ГАЗОВЫМ БАРЬЕРОМ, СПОСОБ ИЗГОТОВЛЕНИЯ ДАННОГО КОНТЕЙНЕРА И КОНТЕЙНЕР | 2006 |
|
RU2368555C1 |
| US 20040076836 A1, 22.04.2004 | |||
| ФОРМОВОЧНАЯ СИСТЕМА ДЛЯ ОБРАЗОВАНИЯ ОТДЕЛЕНИЙ В КОНТЕЙНЕРЕ НА ОСНОВЕ КАРТОНА | 2009 |
|
RU2499667C2 |

