Изобретение относится к области полиграфической промышленности и может быть использовано при изготовлении декоративных изделий, в частности, объемных картин.
Из уровня техники известен способ изготовления полиграфической продукции, описанный в патенте РФ №2060902, опубл. 27.05.1996. Известный способ заключается в том, что размоточные и тянущие валы перемещают бумажное полотно, формные цилиндры и офсетные цилиндры всех секций во время печати вращаются таким образом, что линейная скорость их периферии равна скорости движения бумажного полотна. Отпечатанное бумажное полотно поступает в фальцевально-подборочную секцию, где оно сначала разрезается дисковыми ножами, и подается на фальцворонки для сборки в комплект. Далее наносится клей. Затем комплект поступает в механизм поперечной рубки, отрубленные пакеты вводятся на приемный стол для подачи на транспортирующую систему для последующей комплектации.
Недостатком известного способа является его трудоемкость и низкая надежность, обусловленная получением большого количества бракованных изделий.
Известна печатно-отделочная линия, которая включает последовательно-расположенные механизм подачи бумажного полотна с электродвигателем, соединенным с блоком управления подачей бумажного полотна, печатную машину, фальцевально-подборочное устройство, фальцворонки и механизм поперечной рубки, подборочное устройство и приемно-комлектующее устройство (см. патент РФ №2060902, опубл. 27.05.1996).
Недостатком известного устройства является его низкая надежность и невысокая производительность, обусловленная получением большого количества бракованных изделий.
Из уровня техники также известен продукт, получаемый на печатно-отделочной линии и выполненный в виде блока из сложенных полос бумаги (см. патент РФ №2060902, опубл. 27.05.1996).
Недостатком известного продукта является его низкое качество, обусловленное использованием устаревшего режущего инструмента.
Задачей настоящей группы изобретений является устранение вышеуказанных недостатков.
Обобщенный технический результат заключается в увеличении производительности и повышении качества готового продукта, обусловленного использованием режущего инструмента, позволяющего повысить точность высечки и получить заготовки сложной конфигурации в виде объектов сложной геометрической формы, состоящей из нескольких сопряженных фигур с радиусом кривизны около 0,6 мм и продольным и/или поперечным размером около 0,6 мм.
Указанный технический результат обеспечивается тем, что способ производства полиграфической продукции включает подачу исходного материала на печать, лакирование, раскрой материала на заготовки посредством резаков, резку и высечку основы и заготовок сложной конфигурации посредством вырубных ножей, имеющих режущий контур, полученный химическим травлением и закалкой лазером, и обеспечивающих получение сквозной высечки до 60 резов на 2,54 см, получение объемного двухстороннего липкого материала путем нанесения на нее клеевых слоев и раскроя надсечкой, получение прозрачного экрана, комплектацию и упаковку.
Способ в соответствии с частными случаями выполнения может включать следующие особенности.
Дополнительно осуществляют ламинирование запечатанной основы.
При осуществлении способа могут производить флексопечать.
При осуществлении способа могут производить офсетную печать.
При осуществлении способа могут производить шелкотрафаретную печать.
При осуществлении способа могут производить цифровую печать.
Раскрой материала могут производить гильотинными резаками.
Раскрой материала могут производить ротационными дисковыми резаками.
Кроме того, технический результат обеспечивается тем, что устройство для производства полиграфической продукции содержит механизмы подачи исходного материала, печатное устройство, лакировальные аппараты, ламинаторы, устройство кроя материала на заготовки, снабженное резаками, высечные машины, обеспечивающие получение основы и заготовок сложной конфигурации и снабженные вырубными ножами, имеющими режущий контур, полученный химическим травлением и закалкой лазером, и обеспечивающими получение сквозной высечки до 60 резов на 2,54 см, клеевой аппарат, обеспечивающий нанесение клеевых слоев на объемный материал с формированием липкого материала, устройство кроя для липкого материала, высечные машины для липкого материала, устройства формирования прозрачного экрана, подборочное устройство и приемно-комплектующее устройство.
В соответствии с частными случаями выполнения устройство может иметь следующие особенности.
Высечные машины могут быть выполнены в виде вырубных тиглей.
Высечные машины могут быть выполнены в виде ротационных высечных машин.
Кроме того, технический результат обеспечивается тем, что полученный продукт представляет собой набор для создания картины с эффектом объема в рамке с защитным экраном и включает основу с эффектом расфокусировки и заготовки сложной конфигурации, выполненные с возможностью фиксации послойно на основе с эффектом расфокусировки.
В соответствии с частными случаями выполнения продукт имеет следующие особенности.
Продукт дополнительно содержит светоизлучающие элементы, выполненные с возможностью расположения в рамке.
Рамка выполнена с возможностью фиксации на горизонтальной и вертикальной поверхностях.
По меньшей мере часть продукта может быть выполнена из картона.
По меньшей мере часть продукта может быть выполнена из бумаги.
По меньшей мере часть продукта может быть выполнена из пенокартона.
По меньшей мере часть продукта может быть выполнена из пластика.
По меньшей мере часть продукта может быть выполнена из ткани.
По меньшей мере часть продукта может быть выполнена из переплетного картона.
По меньшей мере часть продукта может быть выполнена из кожи.
По меньшей мере часть продукта может быть выполнена из дерева.
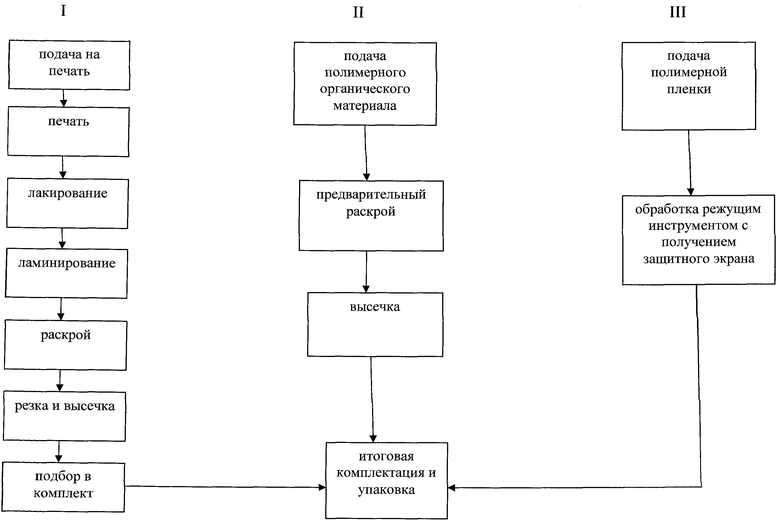
Техническая сущность настоящего изобретения поясняется блок-схемой, приведенной на чертеже.
Устройство включает три линии: I) печатно-отделочная линия; II) линия по производству двустороннего липкого материала; III) линия по производству прозрачного экрана.
Печатно-отделочная линия может включать размоточные и тянущие валы, печатное устройство, лакировальные аппараты, ламинаторы, устройство кроя материала на заготовки, представляющие собой гильотинные резаки или ротационные дисковые резаки. Кроме того, линия включает высечные машины, обеспечивающие получение основы и заготовок сложной конфигурации и снабженные вырубными ножами, выполненными из закаленной лазером пружинной стали, подвергшейся химическому травлению. Ножи имеют режущий угол от 30°-110°. Линия завершается подборочным устройством для сбора комплекта.
Линия по производству двустороннего липкого материала включает клеевой аппарат, выполненный в виде двух валков и обеспечивающий нанесение клеевых слоев на объемный материал. В качестве этого материала используют полимерный органический вспененный материал. Клеевые слой наносятся на две противолежащие стороны с формированием липкого материала. Кроме того, линия включает устройство кроя для липкого материала, содержащее резаки, а также высечные машины с режущим инструментом, обеспечивающим формирование несквозных прорезей на листах липкого материала и разделяющим его на отдельные элементы, отличающихся по форме и размеру.
Линия по производству прозрачного экрана в зависимости от материала экрана может содержать режущий инструмент.
Три линии объединяются приемно-комплектующим устройством, которое обеспечивает формирование готового продукта в виде набора для создания объемной картины.
Настоящее устройство работает следующим образом.
Материал подается на печать, которая может осуществлять с помощью известных устройств и способов. Отпечатанный материал поступает на лакирование, проходя через лакировальные аппараты, а затем проходит через валки ламинатора, образующие защитное покрытие. Далее осуществляют раскрой материала на заготовки посредством гильотинных резаков или ротационных дисковых резаков. Далее осуществляют резку и высечку основы и заготовок сложной конфигурации с помощью вырубных ножей. При этом полученная основа выполнена с эффектом расфокусировки. Линия завершается подборочным устройством для сбора комплекта.
Одновременно осуществляют производство липкого материала. При этом вспененный полимерный органический материал подают на клеевой аппарат для формирования двух клеевых слоев на оппозитных сторонах. Далее осуществляют предварительный раскрой, а затем производят высечки с получением несквозных прорезей на листах липкого материала, разделяющих его на отдельные элементы, отличающихся по форме и размеру.
Также одновременно получают прозрачный экран. Он может быть получен из различных материалов. При получении прозрачного экрана из полимерной пленки осуществляют размотку из рулона и разрезается.
Полученные на трех линиях элементы по транспортеру подаются на приемно-комплектующее устройство, позволяющее сформировать набор для создания картины с эффектом объема в рамке с защитным экраном, обеспечивающим дополнительный оптический эффект и увеличивающим срок эксплуатации продукта.
Набор может дополнительно комплектоваться светоизлучающими элементами в виде светодиодов, а также конструктивными элементами из дерева, кожи, бумаги и т.д. Кроме того, для получения оптических эффектов набор может включать жидкость-покрытие.
Набор содержит все необходимые элементы для получения объемной картины, для создания которой на основу, выполненную с эффектом расфокусировки и расположенную в коробчатом корпусе, наклеивают послойно с помощью липкого материала отдельные элементы сложной конфигурации. Далее к корпусу наклеивают рамку с защитным экраном. Картина может быть зафиксирована на горизонтальной и вертикальной поверхности с помощью имеющейся стойки и дужки под крючок, выполненных на задней поверхности картины.
Изобретение относится к области полиграфической промышленности. Способ производства полиграфической продукции включает подачу исходного материала на печать, локирование, раскрой материала на заготовки посредством резаков, резку и высечку основы и заготовок сложной конфигурации посредством вырубных ножей, имеющих режущий контур, полученный химическим травлением и закалкой лазером, и обеспечивающих получение сквозной высечки до 60 резов на 2,54 см. Далее, получают объемный двухсторонний липкий материал путем нанесения на нее клеевых слоев и раскроя надсечкой. Далее, получают прозрачный экран и осуществляют комплектацию и упаковку продукции. Предложенное изобретение обеспечивает создание продукции высокого качества с эффектом объема. 3 н. и 20 з.п. ф-лы, 1 ил.
1. Способ производства полиграфической продукции, включающий подачу исходного материала на печать, локирование, раскрой материала на заготовки посредством резаков, резку и высечку основы и заготовок сложной конфигурации посредством вырубных ножей, имеющих режущий контур, полученный химическим травлением и закалкой лазером, и обеспечивающих получение сквозной высечки до 60 резов на 2,54 см, получение объемного двухстороннего липкого материала путем нанесения на него клеевых слоев и раскроя надсечкой, получение прозрачного экрана, комплектацию и упаковку.
2. Способ по п.1, характеризующийся тем, что дополнительно осуществляют ламинирование запечатанной основы.
3. Способ по п.1, характеризующийся тем, что осуществляют флексопечать.
4. Способ по п.1, характеризующийся тем, что осуществляют офсетную печать.
5. Способ по п.1, характеризующийся тем, что осуществляют шелкотрафаретную печать.
6. Способ по п.1, характеризующийся тем, что осуществляют цифровую печать.
7. Способ по любому из пп.1-6, характеризующийся тем, что раскрой материала осуществляют гильотинными резаками.
8. Способ по любому из пп.1-6, характеризующийся тем, что раскрой материала осуществляют ротационными дисковыми резаками.
9. Устройство для производства полиграфической продукции, содержащее механизмы подачи исходного материала, печатное устройство, лакировальные аппараты, устройство кроя материала на заготовки, снабженное резаками, высечные машины, обеспечивающие получение основы и заготовок сложной конфигурации и снабженные вырубными ножами, имеющими режущий контур, полученный химическим травлением и закалкой лазером, и обеспечивающими получение сквозной высечки до 60 резов на 2,54 см, клеевой аппарат, обеспечивающий нанесение клеевых слоев на объемный материал с формированием липкого материала, устройство кроя для липкого материала, высечные машины для липкого материала, устройства формирования прозрачного экрана, подборочное устройство и приемно-комплектующее устройство.
10. Устройство по п.9, характеризующееся тем, что дополнительно содержит ламинаторы.
11. Устройство по п.9, характеризующееся тем, что высечные машины выполнены в виде вырубных тиглей.
12. Устройство по п.9, характеризующееся тем, что высечные машины выполнены в виде ротационных высечных машин.
13. Продукт, изготовленный способом по любому из пп.1-8 посредством устройства по любому из пп.9-12, представляющий собой набор для создания картины с эффектом объема в рамке с защитным экраном и включающий основу с эффектом расфокусировки и заготовки сложной конфигурации, выполненные с возможностью фиксации послойно на основе с эффектом расфокусировки.
14. Продукт по п.13, характеризующийся тем, что он дополнительно содержит светоизлучающие элементы, выполненные с возможностью расположения в рамке.
15. Продукт по п.14, характеризующийся тем, что рамка выполнена с возможностью фиксации на горизонтальной и вертикальной поверхностях.
16. Продукт по п.15, характеризующийся тем, что по меньшей мере часть продукта выполнена из картона.
17. Продукт по п.15, характеризующийся тем, что по меньшей мере часть продукта выполнена из бумаги.
18. Продукт по п.15, характеризующийся тем, что по меньшей мере часть продукта выполнена из пенокартона.
19. Продукт по п.15, характеризующийся тем, что по меньшей мере часть продукта выполнена из пластика.
20. Продукт по п.15, характеризующийся тем, что по меньшей мере часть продукта выполнена из ткани.
21. Продукт по п.15, характеризующийся тем, что по меньшей мере часть продукта выполнена из переплетного картона.
22. Продукт по п.15, характеризующийся тем, что по меньшей мере часть продукта выполнена из кожи.
23. Продукт по п.15, характеризующийся тем, что по меньшей мере часть продукта выполнена из дерева.
| ПЕЧАТНО-ОТДЕЛОЧНАЯ ЛИНИЯ | 1992 |
|
RU2060902C1 |
| JP 10006700 A, 13.01.1998 | |||
| Натирочная машина для бараночного теста | 1951 |
|
SU97294A1 |

