Изобретение относится к изготовлению многослойных многофункциональных изделий, в том числе бумажных, картонных, полимерных и др., например, для упаковки.
Наиболее близким к заявленному является описанная в RU 31775 интерактивная упаковка, выполненная в виде коробки с откидывающейся крышкой, отличающаяся тем, что на внутренней стороне откидывающейся крышки закреплен плоский дисплей, который подключен ко входу информационного центра через радиоканал и блок управления дисплеем, а другим входом информационный центр соединен с сенсорной панелью, закрепленной на передней грани коробки.
Недостатком известного технического решения является то, что отсутствует детально разработанная технология создания такого изделия.
Настоящее изобретение решает техническую задачу - создание завершенной технологии изготовления многослойного изделия, в частности многослойной сенсорной упаковки.
Техническая задача и технический результат достигается способом изготовления многослойного изделия, содержащего, по меньшей мере, три слоя из бумаги и/или картона, и/или кожи, и/или металла, и/или полимера, и/или стекла, и/или пластика, включающем в себя изготовление, по меньшей мер одного, слоя - лайнера на офсетной печатной машине с использованием красок, послепечатную обработку лайнера путем лакирования и/или ламинирования, и/или тиснения, вырубку и/или высечку, и/или резку ниш, причем внешний лицевой лайнер готовят печатным способом с нанесенным ароматическим и/или тактильным составом, и/или выдавленными рельефными элементами, и наносят посредством печати метки на его обратную сторону для последующей приклейки основы элементов короба с мультимедийной оснасткой, вырубку - биговку осуществляют на вырубном прессе, таким образом, что за один удар происходит полное формирование лицевого лайнера, средний каркасный слой изготавливают из плотного вида картона толщиной не менее 3 мм, в котором также проводят вырубку технологических отверстий, пазов и ниш для последующего монтажа электронных мультимедийных компонентов, изготавливают внутренний лайнер, аналогичный лицевому, после чего производят финишную сборку многослойного изделия.
Дополнительно способ может включать в себя следующие признаки:
- наносят изображение на лайнер офсетным, шелкотрафаретным способами, горячим тиснением, конгревным тиснением;
- проводят печатный процесс нумерации, лакирования, нанесение различных текстурных лаков, с добавлениями различных пигментов, таких как глиттера, аромокапсул и пр.;
- печатным процессом может быть нанесено изображение на внутренний короб (ложемент);
- на наружный лайнер наносят рельефные элементы, выполненные конгревным и/или блинтовым тиснением, и/или путем нанесения тактильного лака.
Задача решается также за счет, изготовленного вышеописанным способом, многослойного изделия, включающего корпус, со встроенным дисплеем и/или динамиком, источником питания, управляющей и электронной платами и элементом управления, соединенные между собой в общую схему.
Дополнительно технический результат достигается тем, что многослойное изделие охарактеризовано дополнительными признаками:
- корпус с наружной стороны обработан ароматическим лаком и/или краской;
- аромат проявляется при прикосновении и/или легком трении;
- в качестве источника питания использован аккумулятор или солнечная батарея;
- на внешней поверхности корпуса выполнен открытый и/или скрытый usb-порт, соединенный с электронной платой и источником питания, и предназначенный для подзарядки и добавления информации в память электронной платы;
- дисплей, динамики и элементы управления защищены от деформации и/или физического воздействия;
- в качестве элемента управления используется датчик открытия и/или датчик движения и/или кнопки управления.
Способ иллюстрируют чертежами, на которых показаны основные элементы изделия.
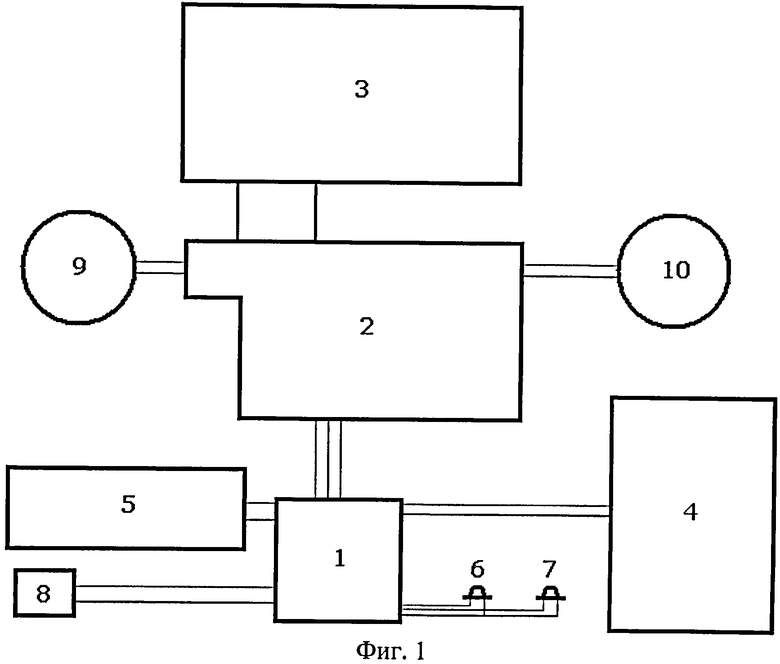
На фиг.1 изображены:
1 - Плата контроллера управления РАК2
2 - Плата плеера TCH_CH7302_V2.0
3 - Дисплей
4 - Аккумулятор ЕЕМВ LP 385590
5 - Ароматизатор
6 - Кнопка включения
7 - Кнопка выключения звука
8 - Разъем для зарядки - розетка miniUSB
9, 10 - Акустическая система.
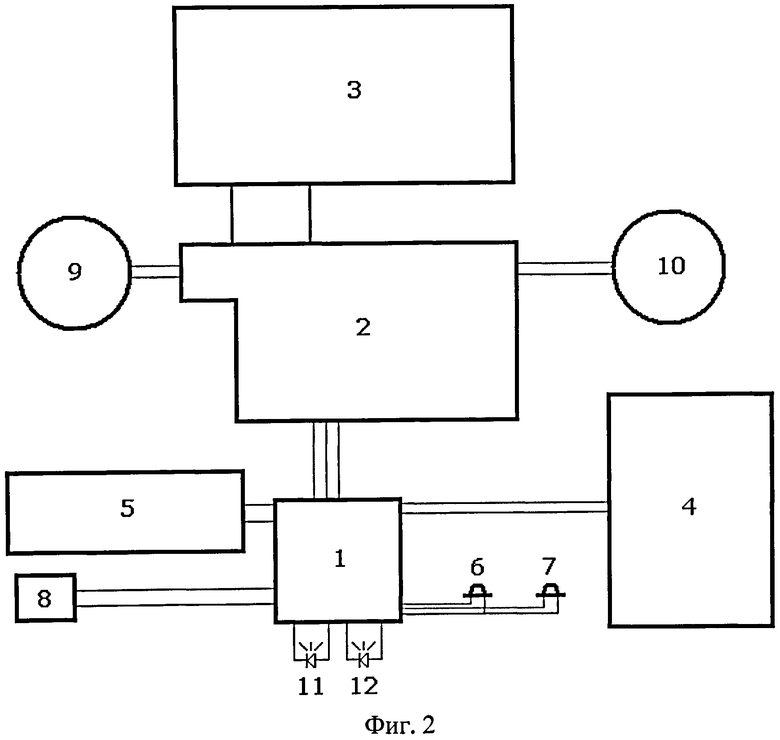
На фиг.2 изображены:
1 - Плата контроллера управления РАК2
2 - Плата плеера TCH_CH7302_V2.0
3 - Дисплей
4 - Аккумулятор ЕЕМВ LP 385590
5 - Ароматизатор
6 - Кнопка включения
7 - Кнопка выключения звука
8 - Разъем для зарядки - розетка miniUSB
9, 10 - Акустическая система
11, 12 - Светодиоды подсветки.
Способ осуществляется следующим образом.
Сборка мультимедийных компонентов.
Согласно разработанной схеме собирают конструкцию из компонентов (дисплей, динамики, плата управления, датчики вкл/выкл, антенны, солнечные батареи, элементы нагрева, элементы охлаждения, элементы питания, элементы распыления аромата, микрофон, датчики касания и прочих возможных электронных компонентов), компоненты соединяют путем пайки проводов, фиксации шлейфов, разъемы фиксируют и закрепляют между собой согласно разработанной схеме. Набор компонентов подбирается в зависимости от заказа.
Процесс сборки конструкции.
Собирают элементы конструкции в полуфабрикаты путем фиксации на клей и укладывают провода и шлейфы в заранее вырубленные отверстия и ниши.
Если в крышке изделия присутствуют электронные элементы, то выводятся контакты разъемы для стыковки этих элементов между собой.
Проводят технологическую сушку, время сушки - 5-10 минут и осуществляют тестирование работоспособности всех элементов.
Затем лайнер размещают на вакуумном столе лицевой частью вниз на заранее отпечатанные технологические метки. Оператор наносит клей и приклеивает элементы основы (каркаса, скелета), оснащенной мультимедийной оснасткой.
Внутренний лайнер - его основная функция защитить короб изнутри и закрыть все элементы сборки мультимедийной оснастки.
Клеится внутренний лайнер, в зависимости от конструкции он может быть наклеен до формирования короба, а может быть - после.
Проводят технологическую сушку, время сушки - 2-3 часа, и осуществляют тестирование работы всех систем.
Наносят клей на стыковочные клапана короба, происходит приклейка и формирование изделия.
Тем же самым путем изготавливают крышку коробки. В крышку коробки могут быть вставлены элементы зарядки (солнечная батарея), различные датчики на открывание, прикосновение.
После формирования короба и крышки (склейки, сборки) выдерживают технологическое время сушки - 2-3 часа и осуществляют тестирование работы всех систем.
По окончании всего процесса сборки осуществляют технический контроль работоспособности и качества сборки.
Заявленным способом в ходе всех этапов производства получают конечный продукт, который может быть упаковкой различной формы и конфигурации (например крышка-дно, тюльпан, книжка, трансформер, шкатулка, книжка-клапан и т.д.), а также ПОС материалом (P.O.S или POSm), таким как шелфтокеры, воблеры, ценники, стопперы, промостойки, диспенсеры, пластиковые лотки, флажки, выкраска, наклейки, декоративные магниты, подставки под кружки, чашки, стаканы, постеры, пластиковые папки, портфели, бирки, календарики, открытки, блокноты, линейки, брелоки, закладки и иные сувенирные изделия.
Основные этапы способа:
1. Производство конструктивной (полиграфической, либо иной) части продукта.
2. Сборка электронной составляющей части продукта.
3. Окончательная сборка продукта.
1. Производство конструктивной части продукта
Для начала производят печать лайнера. Печать производят на офсетной печатной машине с использованием красок по различным материалам.
Следующим этапом возможна дальнейшая послепечатная обработка лайнера. В нее могут входить такие операции как:
лакирование,
нанесение на поверхность листа слоя сплошного или выборочного лака (производится на лакировальной машине),
ламинирование,
покрытие различной пленкой (производится на ламинаторе),
тиснение.
Создание на бумаге, картоне или полимерном материале изображения с помощью давления разогретого штампа, иногда с использованием специальной фольги или краски. Возможно различные виды тиснения - тиснение фольгой, блинтовое тиснение, конгревное тиснение. Производится на тиснильной машине.
Вырубка.
Придание изделию необходимой формы с линиями сгиба, для этого используется штамп для вырубки. Производится на машине для вырубки.
Высечка.
Придание изделию сложной конфигурации. Производится на специальных высекальных прессах с помощью ножей с режущей кромкой необходимого контура.
Резка.
Резка конечно продукции производится на резальной машине.
Также в роли конструкции продукта могут быть изделия, произведенные из таких материалов, как дерево, металл, пластик, оргстекло, стекло, различные полимеры. Для производства этих изделий используется различное оборудование (нагревательное, сгибательное, чеканное, сварочное, резательное, оборудование для гравировки).
Пример 1 (изготовление мультисенсенсорного короба - шкатулки).
Берут мелованную глянцевую бумага толщиной 200 гр марки Maxigloss и производят на ней печать краской PowerStar четырех цветов: Циан, Маджента, Желтый и Черный на офсетной печатной машине марки MAN Rolan 304. Далее напечатанный лист ламинируют матовой пленкой толщиной 32 микрона на ламинаторе марки YDFM-720. Затем на листе производят тиснение золотой фольгой марки leohnard Kurz на тиснильной машине марки BOBST 1020. Далее на лист наносят рисунок бесцветным тактильным лаком марки Эмбос. На машине для вырубки марки BOBST 1020 вырубают из картона толщиной 3 мм марки Карра заготовки для короба. Из этих заготовок вручную собирают конструкцию короба, крышку и дно. На отдельные элементы короба-ложемента наклеивают листы бумаги для придания эстетичного вида. Далее на конструкцию (на крышку и на дно) руками наклеивают напечатанный лист бумаги. После этого в собранный короб вставляют электронное устройство блоком, изготовленным по примеру 4. Далее заклеивают последним слоем лайнера и вставляют ложемент, и изделие - мультисенсорный короб - шкатулка готово.
Пример 2 (изготовление мультисенсорного короба - крышка-дно).
Берут мелованную матовую бумагу толщиной 150 гм марки Maxisilk и ламинируют ее металлизированной пленкой марки PET толщиной 12 микрон на ламинаторе марки YDFM-720. Далее на полученном листе производят печать двумя красками марки PANTONE, цветов Blue 072 С и 073 С на офсетной печатной машины марки MAN Rolan 304. Затем лист покрывают УФ бесцветным лаком марки EL 785 на машине марки ПЛАНЕТА. После этого производят блинтовое тиснение рисунка на машине марки BOBST 1020. На машине для вырубки марки BOBST 1020 вырубают из картона толщиной 3 мм марки Карра заготовки для короба. Из этих заготовок вручную собирают конструкцию короба крышку и дно. На отдельные элементы короба-ложемента наклеивают листы бумаги для придания эстетичного вида. Далее на конструкцию (на крышку и на дно) руками наклеивают напечатанный лист бумаги. После этого в собранный короб вставляют электронной устройство блоком, изготовленным по примеру 5. Далее заклеивают последним слоем лайнера и вставляют ложемент, и изделие - мультисенсорный короб - крышка-дно готово.
Пример 3 (изготовление мультисенсорного POS материала - шелфтокер).
Используют конструкцию из оргстекла марки PLEXIGLAS SATINICE конструкции для POS материала шелфтокер. Вставляют электронное устройство (блок), изготовленное по примеру 6. Закрывают электронный блок деталью из оргстекла, и изделие - мультисенсорный POS материал - шелфтокер готово.
2. Сборка и устройство электроники в продукте.
Электронная часть мультисенсорной упаковки состоит из плеера, ароматизатора, подсветки, терморегулятора, источника питания и контроллера управления.
Состав и алгоритм работы мультисенсорной упаковки следующий.
Плеер с акустической системой при включении контроллером управления воспроизводит загруженный в него контент.
Посредством сенсорного экрана или кнопок, расположенных на упаковке, пользователь может выбрать интересующую часть контента (реклама, инструкция, интерактив). Плеер может быть с встроенным проектором.
Ароматизатор, при подаче контроллером управления напряжения питания, выделяет пары ароматической эссенции, которые для усиления эффекта выдуваются наружу с помощью микровентилятора.
Подсветка, управляемая контроллером управления, подсвечивает находящийся в упаковке товар и создает различные световые эффекты. Подсветка может иметь собственный контроллер для управления светоизлучающими устройствами.
Терморегулятор служит для изменения температуры упаковки по сигналу от контроллера управления с помощью модулей Пельтье или нагревательных элементов.
Источник питания сетевой или автономный, из аккумуляторной или одноразовой батареи или одного элемента.
Контроллер управления предназначен для управления плеером, ароматизатором, терморегулятором, подсветкой, а также для накопления и передачи информации о срабатывании датчиков, использовании органов управления. Контроллер активирует подключенные к нему устройства в зависимости от внешних факторов, например, при обнаружении движения перед упаковкой включается плеер и подсветка, если упаковку взяли в руки, включается встроенный ароматизатор и терморегулятор. Комплектация контроллера датчиками и алгоритм работы могут быть произвольными. На плате контроллера управления, которая может быть интегрирована с платой плеера, установлен микропроцессор со специальным программным обеспечением, к нему могут быть подключены:
микроэлектромеханический (MEMS) акселерометр или (и) гироскоп для детектирования перемещения упаковки,
инфракрасный датчик (через операционный усилитель или непосредственно к микропроцессору) для детектирования движения перед упаковкой,
ультразвуковые передатчик с приемником для детектирования движения перед упаковкой,
датчик открывания упаковки,
кнопки и переключатели управления,
емкостной датчик для обнаружения движения или прикосновения,
интерфейс беспроводной связи для обмена данными,
кнопки и переключатели для управления устройством,
разъемы для зарядки аккумулятора и (или) его подключения при сменном аккумуляторе.
Все комплектующие соединяются между собой и собираются в ранее произведенной конструкции.
Пример 4 (изготовление электронного блока).
Электронный блок состоит из платы контроллера управления РАК2, платы плеера TCH_CH7302_V2.0 с дисплеем, двух акустических систем TRI 40N-B 8Ω 0,5 W, аккумулятора ЕЕМВ LP385590, разъема для зарядки - розетки miniUSB, кнопок включения и управления громкостью, ароматизатора и соединительных проводов. Для сборки электронного блока соединительными проводами к плате контроллера управления присоединяются пайкой плата плеера TCH_CH7302_V2.0 с дисплеем, две акустические системы TRI 40N-B 8Ω 0,5W, аккумулятор ЕЕМВ LP385590, разъем для зарядки - розетка miniUSB, кнопки включения и управления громкостью и ароматизатор.
Пример 5 (изготовление электронного блока с нагревателем).
Электронный блок с нагревателем состоит из платы контроллера управления РАК2, платы плеера TCH_CH7302_V2.0 с дисплеем, двух акустических систем TRI 40N-B 8Ω 0,5 W, аккумулятора ЕЕМВ LP8867220P, разъема для зарядки - розетки miniUSB, кнопок включения и управления громкостью, ароматизатора, нагревателя и соединительных проводов. Для сборки электронного блока соединительными проводами к плате контроллера управления присоединяются пайкой плата плеера TCH_CH7302_V2.0 с дисплеем, две акустические системы TRI 40N-B 8Ω 0,5 W, аккумулятор ЕЕМВ LP 8867220P, разъем для зарядки - розетка miniUSB, кнопки включения и управления громкостью, ароматизатор и нагреватель.
Пример 6 (изготовление электронного блока с подсветкой).
Электронный блок состоит из платы контроллера управления РАК2, платы плеера TCH_CH7302_V2.0 с дисплеем, двух акустических систем ТМ 40N-B 8Ω 0,5 W, аккумулятора ЕЕМВ LP545590, разъема для зарядки - розетки miniUSB, кнопок включения и управления громкостью, ароматизатора, светодиодов подсветки и соединительных проводов. Для сборки электронного блока соединительными проводами к плате контроллера управления присоединяются пайкой плата плеера TCH_CH7302_V2.0 с дисплеем, две акустические системы TRI 40N-B 8Ω, 0,5 W, аккумулятор ЕЕМВ LP 545590, разъем для зарядки - розетка miniUSB, кнопки включения и управления громкостью, светодиоды подсветки и ароматизатор.
При финальной сборке конструкции выполняют проверку работоспособности и контроль качества продукта.
В производстве используются следующие материалы.
1. Печатный материал:
- Картон от 180 до 400 г (переплетный, каппа макулатурный, упаковочный (целлюлозный),
- Мелованная бумага от 80 до 350 г (глянцевая, матовая),
- Самоклеющаяся бумага (глянцевая, матовая),
- Офсетная бумага от 80 до 200 г,
2. Краски:
- Масляная краска,
- Фолиевая краска,
- Краска Уф отверждения.
3. Лак:
- Масляный лак (глянцевый, матовый),
- Вд лак (глянцевый, матовый),
- Уф лак (глянцевый, матовый),
- Лак со спецэффектом (запах, тактильный).
4. Пленка для ламинирования:
- Глянцевая пленка,
- Матовая пленка,
- Металлизированная пленка.
5. Фольга для тиснения:
- Глянцевая фольга,
- Матовая фольга,
- Голографическая фольга.
6. Прочие материалы:
- Дерево,
- Металл,
- Полимеры,
- Кожа,
- швейная фурнитура (ткань, тесьма, ленты),
- магниты,
- декоративная фурнитура (уголки, держатели, замки, ручки).
Типы коробок, которые могут быть использованы (7 видов): крышка-дно, шкатулка, тюльпан, книжка, книжка-клапан, створки, трансформер.
Подключаемые модули: МСУ содержат плоский экран, динамики, аромакапсулу, солнечную батарею, оснащен аккумулятором, датчиком движения, сенсорным датчиком.
Пример 7 (с датчиком движения).
Коробка стоит на полке включенной в режиме ожидания. При срабатывании датчика движения (радиус действия 2 метра, угол охвата датчика движения - 90 градусов) воспроизводится видео и звук - видеоролик проигрывается 1 раз. Если движение продолжается, то начинается повторное воспроизведение. Оно может начинаться с заданным промежутком времени (от 0 секунд до нескольких часов).
| название | год | авторы | номер документа |
|---|---|---|---|
| НОВАЯ МАРКИРОВКА И СПОСОБ ЕЕ ВЫПОЛНЕНИЯ | 2006 |
|
RU2405878C2 |
| МНОГОСЛОЙНЫЙ ПОЛИМЕРНЫЙ МАТЕРИАЛ ДЛЯ ЛАЗЕРНОЙ ГРАВИРОВКИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2736080C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО УПАКОВОЧНОГО МАТЕРИАЛА И МНОГОСЛОЙНЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ | 2015 |
|
RU2676426C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАЩИЩЕННОЙ ОТ ПОДДЕЛОК ПРОДУКЦИИ, ПОТОЧНЫЙ СПОСОБ ПЕЧАТИ И МЕТАЛЛИЧЕСКАЯ ПЕЧАТНАЯ КРАСКА | 2009 |
|
RU2456164C2 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, ЗАЩИЩЕННОЕ ОТ ПОДДЕЛКИ (ВАРИАНТЫ), И ЦЕННЫЙ ДОКУМЕНТ НА ЕГО ОСНОВЕ | 2014 |
|
RU2557565C1 |
| НОСИТЕЛЬ ДАННЫХ С ЭЛЕКТРОННЫМ МОДУЛЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2169389C2 |
| НОСИТЕЛЬ ИНФОРМАЦИИ | 2009 |
|
RU2558627C2 |
| МАРКИРОВКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И НОСИТЕЛЬ ИНФОРМАЦИИ | 2006 |
|
RU2414747C2 |
| СПОСОБ ФОРМИРОВАНИЯ ГОЛОГРАФИЧЕСКОЙ ДИФРАКЦИОННОЙ РЕШЕТКИ (ВАРИАНТЫ) И ГОЛОГРАММА | 2004 |
|
RU2375194C2 |
| МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, В ОСОБЕННОСТИ МНОГОСЛОЙНАЯ ПЛЕНКА, И СПОСОБ ПОВЫШЕНИЯ ЗАЩИЩЕННОСТИ МНОГОСЛОЙНОГО ИЗДЕЛИЯ ОТ ФАЛЬСИФИКАЦИИ | 2001 |
|
RU2283777C2 |
Изобретение относится к многослойным изделиям на основе, например, картона. Многослойное изделие, в частности многослойная сенсорная упаковка, содержит, по меньшей мере, три слоя из бумаги и/или картона, и/или кожи, и/или металла, и/или полимера, и/или стекла, и/или пластика. Способ осуществляют поэтапным изготовлением наружного лайнера, его обработку лакированием и/или ламинированием, и/или тиснением, вырубку - биговку, средний каркасный слой изготавливают из плотного вида картона толщиной не менее 3 мм, с нишами для последующего монтажа электронных мультимедийных компонентов. Можно наносить изображение на лайнер офсетным, шелкотрафаретным способами, горячим тиснением, конгревным тиснением или создавать рельефные элементы. Многослойное изделие, изготовленное таким способом, имеет корпус со встроенным дисплеем и/или динамиком, источником питания, управляющей и электронной платами и элементом управления, соединенные между собой в общую схему. В качестве источника питания может быть использован аккумулятор или солнечная батарея. На внешней поверхности корпуса может быть выполнен открытый и/или скрытый usb-порт, соединенный с электронной платой и источником питания, и предназначенный для подзарядки и добавления информации в память электронной платы, а в качестве элемента управления используется датчик открытия, и/или датчик движения и/или кнопки управления. 2 н. и 12 з.п. ф-лы, 7 пр., 2 ил.
1. Способ изготовления многослойного мультимедийного изделия, содержащего корпус, выполненный из трех слоев материала, выбранного из группы: бумага, картон, кожа, включающий печать, по меньшей мере, одного лайнера на офсетной печатной машине с использованием красок, послепечатную обработку лайнера путем лакирования и/или ламинирования, и/или тиснения, вырубку и/или высечку, и/или резку ниш, причем внешний лицевой лайнер готовят печатным способом с нанесенным ароматическим и/или тактильным составом, и/или выдавленными рельефными элементами и наносят посредством печати метки на его обратную сторону для последующей приклейки основы элементов короба с мультимедийной оснасткой, вырубку - биговку осуществляют на вырубном прессе таким образом, что за один удар происходит полное формирование лицевого лайнера, средний каркасный слой изготавливают из плотного вида картона толщиной не менее 3 мм, из которого вырубают заготовки для короба с технологическими отверстиями, пазами и нишами для последующего монтажа электронных мультимедийных компонентов, изготавливают внутренний лайнер, аналогичный лицевому, после чего производят финишную сборку многослойного изделия.
2. Способ по п.1, отличающийся тем, что наносят изображение на лайнер офсетным, шелкотрафаретным способами, горячим тиснением, конгревным тиснением.
3. Способ по п.1 или 2, отличающийся тем, что проводят печатный процесс нумерации, лакирования, нанесение различных текстурных лаков с добавлениями различных пигментов, таких как глиттера, аромакапсул.
4. Способ по п.1 или 2, отличающийся тем, что печатным процессом может быть нанесено изображение на внутренний короб (ложемент).
5. Способ по п.1, отличающийся тем, что на наружный лайнер наносят рельефные элементы, выполненные конгревным и/или блинтовым тиснением, и/или путем нанесения тактильного лака.
6. Многослойное мультимедийное изделие, изготовленное способом по любому из пп.1-5, включающее корпус, со встроенным дисплеем и/или динамиком, источником питания, управляющей и электронной платами и элементом управления, соединенные между собой в общую схему.
7. Многослойное изделие по п.6, отличающееся тем, что корпус с наружной стороны обработан ароматическим лаком и/или краской.
8. Многослойное изделие по п.7, отличающееся тем, что аромат проявляется при прикосновении и/или легком трении.
9. Многослойное изделие по любому из пп.6-8, отличающееся тем, что в качестве источника питания использован аккумулятор.
10. Многослойное изделие по любому из пп.6-8, отличающееся тем, что в качестве источника питания используется солнечная батарея.
11. Многослойное изделие по любому из пп.6-8, отличающееся тем, что на внешней поверхности корпуса выполнен открытый и/или скрытый usb-порт, соединенный с электронной платой и источником питания, и предназначенный для подзарядки и добавления информации в память электронной платы.
12. Многослойное изделие по любому из пп.6-8, отличающееся тем, что дисплей, динамики и элементы управления защищены от деформации и/или физического воздействия.
13. Многослойное изделие по любому из пп.6-8, отличающееся тем, что в качестве элемента управления используется датчик открытия и/или датчик движения и/или кнопки управления.
14. Многослойное изделие по любому из пп.6-12, отличающееся тем, что дополнительно выполнено из материалов, выбранных из группы: металл, полимер, стекло, пластик.
| US 4774148 A, 27.09.1988 | |||
| US 4647714 A, 03.03.1987 | |||
| DE 19545408 A, 12.06.1997 | |||
| Прибор для автоматического пуска и остановки электронасосов и компрессоров | 1932 |
|
SU31775A1 |

