Изобретение относится к упаковочной таре, в частности к таре типа упаковочных коробок, например картонных или из иного материала, оснащенных во внутренней полости картонной или выполненной из плотной бумаги перегородкой, формирующей ячейки для укладки штучной продукции или товара. Изобретение касается способа раскроя перегородки.
Известен способ раскроя картонной перегородки, представляющей собой пластину прямоугольной формы с прорезями, выполненными от одной кромки в направлении к противолежащей кромке, у которой выполнены открытые со стороны этой кромки вырезы напротив прорезей, заключающийся в том, что осуществляют перемещение погонного листа картона скатыванием из рулона в направлении подачи этого листа и осуществляют разрезание погонного листа картона на прямоугольной формы пластины как минимум по две в поперечном направлении погонного листа картона с одновременным разрезанием погонного листа картона по границам прорезей и вырезов в этих пластинах и последующим отделением обрезков от готовых пластин с прорезями и вырезами (журнал «Мир Этикетки» №11, 2001, статья «Что такое высечка?», опубликована в Интернет по адресу http://print.forintek.ru/s_005.htm).
Данная технология получения высечкой пластин из картона построена по принципу минимизации отходов картона, так как стоимость картона, пущенного в обрезь, накладывается на стоимость самой перегородки, что приводит к завышению ее стоимости. При этом также учитывается, что высечка производится либо на плоском штампе или в ротационных машинах. Например, для высечки плоским штампом может использоваться устройство высекальное, содержащее станину, узел просечки с верхним валом с полимерным чулком и нижним валом, штанц-инструмент с заготовкой, привод, при этом станина снабжена неподвижной опорой в виде листа штанц-инструмента, зубчато-реечной передачей и направляющими для обеспечения поступательного перемещения узла просечки, дополненного кареткой, установленной на направляющих посредством опорных катков, на которой размещены валы (RU №22092, B26F 1/38, В31В 1/14, опубл. 2002.03.10). Высечка в такой машине производится за счет придавливания контрвалом листа картона к штанц-матрице, в результате чего ножи штаны-матрицы прорезают картон на всю его толщину (высечка) или на часть толщины (биговка).
В ротационных машинах принцип высечки сохранен, но используется ротационная форма с ножами и подача картонного листа связана со скоростью вращения ротационной формы.
Независимо от используемой машины для высечки используются ножи со специальной заточкой фаски режущей кромки, например двухсторонняя прямолинейная фаска, которая используется для разрезания картона толщиной до 1 мм. Эту заточку удобно применять, так как ее режущая кромка находится по центру тела ножа, то есть при применении данной заточки реальный размер изготавливаемой упаковки будет совпадать с чертежом и не требовать никаких дополнительных перерасчетов.
При постановке таких ножей используется правило, согласно которому ножи располагаются таким образом, чтобы обеспечить раздвигание разрезаемых частей картона. Это обусловлено тем, что сам картон обладает определенной жесткостью и упругостью и в момент разрезания его оказывает сопротивление ножу, что приводит к его затуплению. В связи с этим положение ножей для раскроя выбирается в направлении перемещения картонного листа (направление подачи), сматываемого из рулона. Так как высечка производится давлением вращающегося контрвала (например, при использовании плоской штанц-матрицы), то при таком расположении ножей последние входят в структуру картона постепенно по мере накатывания контрвала.
Сам картон и вырезаемые из него части удерживаются эжекторами для исключения смещения. Поэтому при продольных высечках у рассекаемых частей картона отсутствует возможность смещения друг от друга, кроме краевых участков по длине картонного листа.
Учитывая данные особенности высечки картонные перегородки располагают вырезами вдоль направления подачи картонного листа, но при этом образуются боковые полосы-обрези вдоль краев картонного листа, а обрези в вырезах застревают в высечках, что приводит к необходимости использования дополнительной операции по выдавливанию этих обрезей.
Настоящее изобретение направлено на решение технической задачи по изменению положения перегородок на стандартном картонном листе для обеспечения свободного отделения высекаемых частей в обрезь за счет расположения вырезов в краевых зонах картонного листа.
Достигаемый при этом технический результат заключается в повышении технологичности раскроя и увеличении выхода готового продукта, уменьшении обрезков и снижении требований к режущим элементам штанц-матрицы.
Указанный технический эффект достигается тем, что в способе раскроя картонной перегородки, представляющей собой пластину прямоугольной формы с прорезями, выполненными от одной кромки в направлении к противолежащей кромке, у которой выполнены открытые со стороны этой кромки вырезы напротив прорезей, вращением ролевой матрицы с ножами при прижиме ее к контрвалу осуществляют постоянное перемещение погонного листа картона из рулона и осуществляют разрезание погонного листа картона на прямоугольной формы пластины по ее границам прорезей и вырезов ножами, расположенными поперечно направлению подачи погонного листа картона для получения по краям пластин обрезей в виде продольно расположенных лент.
Настоящее изобретение иллюстрируется конкретным примером исполнения, который, однако, не является единственно возможным, но наглядно демонстрирует возможность достижения приведенной совокупностью признаков требуемого технического эффекта.
На фиг.1 представлен общий вид одной из пластин перегородки;
на фиг.2 представлена схема размещения и раскроя пластин перегородки на погонном картоном листе, первый пример раскроя.
В рамках настоящего изобретения рассматривается такая перегородка (см. фиг.1), которая образована пересечением пластин 1, одни из которых вставляются в другие и удерживаются за счет защемления во взаимно выполненных прорезях 2. Прорези 2 одних пластин 1 (фиг.1) выполнены в направлении от нижней кромки в сторону верхней кромки. В других пластинах направление прорезей противоположно. Прорезь выполняется дугообразной, например саблевидной, дугообразной или криволинейно-сложной формы, как это представлено на фиг.1, и расширяющейся в направлении к кромке пластины. А с противоположной стороны напротив каждой прорези пластина выполнена с вырезом 3 для размещения выступа одной пластины в вырезе другой пластины при взаимно перпендикулярном положении всех пластин. При таком исполнении сокращается трудоемкость сборки перегородки, так как сведены к минимуму моменты прямого несовпадения при совмещении пластин при поточной сборке в условиях крупного производства. При этом пластины защепляются в прорезях, так как имеют как минимум две точки опоры.
Способ раскроя такой картонной перегородки, заключающийся в том, что осуществляют перемещение отдельного погонного листа 4 картона или погонного картонного листа скатыванием из рулона в направлении подачи А, располагают его часть над штанц-матрицей и осуществляют разрезание погонного листа картона на прямоугольной формы пластины 1 как минимум по две в поперечном направлении погонного листа картона с одновременным разрезанием погонного листа картона по границам прорезей и вырезов в этих пластинах и последующим отделением обрези от готовых пластин с прорезями и вырезами.
Особенностью настоящего способа является то, что на картонном листе перегородки располагаются так, как это показано на фиг.2, то есть вырезы у указанных пластин находятся со стороны краев погонного картонного листа. Особенностью такого расположения является то, что в перегородках самым ответственным элементом является именно прорезь или вырез, а не чистота высечки края по длине или высоте. Это объясняется тем, что одним краем перегородка упирается в дно картонной коробки и позиционирует на дне с учетом опирания всех перегородок на дно. И если край перегородки будет неровный или рваный, то все равно такая перегородка будет иметь надежное опирание на дно. То же самое относится к чистоте среза другого края, образующего вход в ячейку перегородки. Таким образом, для перегородки идеальность выполнения этих кромок не относится к категории принципиально важных и определяющих надежность скрепления пластин между собой. В связи с этим использование краевых участков картонного листа в качестве уже готового среза вполне оправдано.
А чистота среза и правильность формы вырезов является важным требованием для обеспечения надежного скрепления защемлением пластин между собой. Для получения чистого среза необходимо, чтобы при высечке отсекаемая часть картонного листа (обрезки) имела возможность смещения от самой перегородки.
В рамках настоящего изобретения это достигается тем, что прорези расположены у краев картонного листа и их направление перпендикулярно (поперечно) направлению подачи этого листа. При высечке под усилием ножа (фаска его режущей кромки имеет наклон) обрезь свободно смещается от края листа и от перегородки на этом листе, так как эту часть картона не держат другие части картона и не держат эжекторные элементы (материалы), которые как раз позиционируют саму пластину перегородки. А свободное перемещение отсекаемой части картона является условием получения чистого среза.
Разрезание погонного листа картона по границам прорезей и вырезов в этих пластинах осуществляют ножами, расположенными поперечно направлению подачи погонного листа картона для образования вырезов у указанных пластин со стороны краев погонного картонного листа (фиг.2).
Так как со стороны картона на ножи не оказывается давление, то такие ножи служат большее время, чем требуется обычно для их заточки. Разрезание может осуществляться контрвалом, имеющим перемещение в поперечном направлении по отношению к направлению подачи картонного листа. В этом случае сохраняется условие плавного врезания ножей в структуру картона.
Настоящее изобретение промышленно применимо, позволяет существенно сократить объем обрези и увеличить процент готового продукта при сокращении операций по удалению обрези. При этом увеличивается время между операциями по заточке ножей в штанц-матрице. Данное изобретение может быть реализовано на вырубном (ролевом) прессе марки РП-900, РП-1790, РП-2800, имеющем два расположенных друг над другом стальных вала. На верхний вал надевается полимерная «рубашка». Основным инструментом для изготовления изделий является штанц-матрица, состоящая из листа фанеры толщиной 18-20 мм с установленными на ней режущими, гибочными и перфорационными ножами. При подаче штанц-матрицы с уложенной на нее заготовкой между вращающимися валами верхний вал прижимает заготовку к ножам, вследствие чего происходит прорезание, биговка и перфорация заготовки в необходимых местах. Переналадка станка на другой размер заключается в замене высекальной штанц-матрицы и регулировке зазора между валами, соответствующего толщине обрабатываемого материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕГОРОДКА ДЛЯ УПАКОВОЧНОЙ КОРОБКИ | 1996 |
|
RU2112722C1 |
| ПЕРЕГОРОДКА ДЛЯ УПАКОВОЧНОЙ КОРОБКИ | 2003 |
|
RU2243139C1 |
| ЗАМКОВОЕ УСТРОЙСТВО ДЛЯ УПАКОВКИ | 2001 |
|
RU2223207C2 |
| СПОСОБ ПОДАЧИ ПЛЁНКИ В ФОРМУ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАССЫ | 2016 |
|
RU2658051C2 |
| НАБОР ДЛЯ ФОРМИРОВАНИЯ ОБЪЕМНОГО ТЕЛА И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2017 |
|
RU2658276C1 |
| СПОСОБ ВЫСЕЧКИ СОСТАВНЫХ ЧАСТЕЙ ПАЗЛА (МОЗАИЧНОГО ИЗОБРАЖЕНИЯ) ИЗ ЦЕЛЬНОГО ИЗОБРАЖЕНИЯ | 2008 |
|
RU2415757C2 |
| УСТАНОВКА И СПОСОБ ДЛЯ ПРИКЛЕИВАНИЯ ЭТИКЕТОК | 2007 |
|
RU2450935C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ УПАКОВКИ ДЛЯ ПЛОСКИХ ПЛАСТИН И ЗАГОТОВКИ ДЛЯ УКАЗАННОЙ УПАКОВКИ | 2019 |
|
RU2796101C2 |
| Устройство для резки картона | 1990 |
|
SU1798201A1 |
| КОГТЕТОЧКА ДЛЯ КОШЕК | 2020 |
|
RU2748064C1 |
Изобретение относится к способу раскроя перегородки, такой как перегородка, помещаемая во внутреннюю полость упаковочной коробки. При этом картонная перегородка представляет собой пластину прямоугольной формы с прорезями, выполненными от одной кромки в направлении к противолежащей кромке, у которой выполнены открытые со стороны этой кромки вырезы напротив прорезей. Причем вращением ролевой матрицы с ножами при прижиме ее к контрвалу осуществляют постоянное перемещение погонного листа картона из рулона и осуществляют разрезание погонного листа картона ножами на прямоугольной формы пластины по ее границам прорезей и вырезов. При этом ножи расположены поперечно направлению подачи погонного листа картона для получения по краям пластин обрезей в виде продольно расположенных лент. Предложенное изобретение обеспечивает создание перегородки, при изготовлении которой осуществляется свободное отделение высекаемых частей в обрезь за счет расположения вырезов в краевых зонах картонного листа. 3 ил.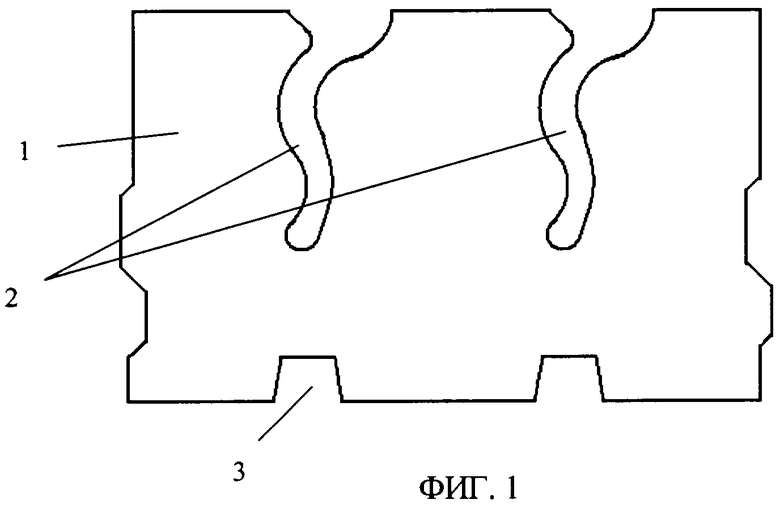
Способ раскроя картонной перегородки, представляющей собой пластину прямоугольной формы с прорезями, выполненными от одной кромки в направлении к противолежащей кромке, у которой выполнены открытые со стороны этой кромки вырезы напротив прорезей, заключающийся в том, что вращением ролевой матрицы с ножами при прижиме ее к контрвалу осуществляют постоянное перемещение погонного листа картона из рулона и осуществляют разрезание погонного листа картона на прямоугольной формы пластины по ее границам прорезей и вырезов ножами, расположенными поперечно направлению подачи погонного листа картона для получения по краям пластин обрезей в виде продольно расположенных лент.
| ЭФФЕКТИВНОЕ ШИФРОВАНИЕ И АУТЕНТИФИКАЦИЯ ДЛЯ СИСТЕМ ОБРАБОТКИ ДАННЫХ | 2003 |
|
RU2340108C2 |
| JP 2006015485 A, 19.01.2006 | |||
| Приспособление для закрепления стрелочного остряка | 1928 |
|
SU22092A1 |
| US 4219146 A, 26.08.1980. | |||

