Область техники, к которой относится изобретение
Изобретение относится к лопатке ротора газотурбинного двигателя. Изобретение относится также к способу нанесения износостойкого материала на лопатку ротора газотурбинного двигателя.
Уровень техники
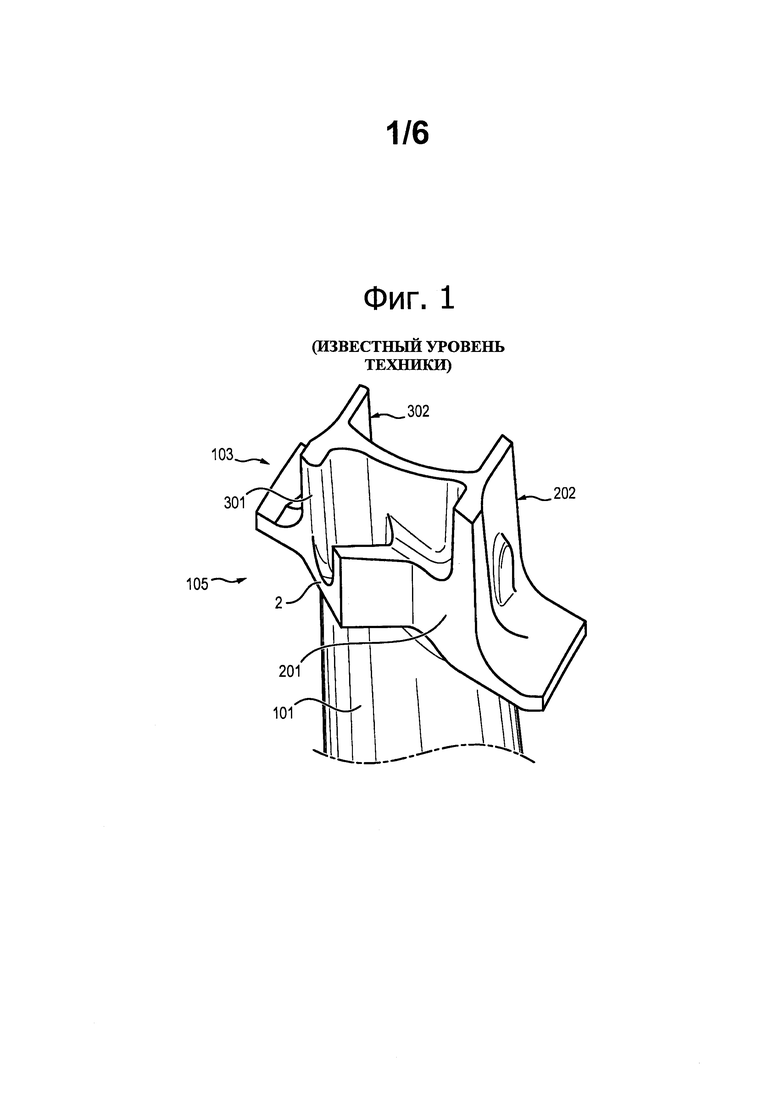
Существуют лопатки ротора газотурбинного двигателя, содержащие сторону корытца и сторону спинки по обе стороны от оси набора лопатки. Такая лопатка является, например, лопаткой ступени турбины. Как показано на фиг. 1, такие лопатки содержат на своей концевой части 103 бандажную полку 105.
Каждая бандажная полка 105 содержит площадку 2, имеющую первый бортик 201 со стороны корытца и второй бортик 202 со стороны спинки. Каждая бандажная полка 105 содержит по меньшей мере один уплотнительный гребешок 3, имеющий первый концевой участок 301 со стороны корытца и второй концевой участок 302 со стороны спинки. Гребешок 3 выполнен, например, с возможностью взаимодействия с накладкой статора, например, с истираемой накладкой, чтобы ограничивать трения между лопаткой и обечайкой, концентричной с ротором.
Гребешок 3 содержит вершину гребешка, расположенную в радиальном направлении наружу от указанной площадки 2 между указанными первым 301 и вторым 302 концевыми участками. Под радиальным направлением следует понимать направление, ортогональное к оси газотурбинного двигателя.
В своей корневой части 102 лопатка содержит, например, ножку 104, посредством которой она закреплена на диске ротора газотурбинного двигателя. На диске ротора могут быть закреплены несколько подвижных лопаток, при этом их бандажные полки 105 расположены рядом друг с другом, образуя окружной венец. Такой окружной венец позволяет ограничить снаружи тракт для потока газов, проходящих через газотурбинный двигатель, и ограничить таким образом возможные утечки газов.
Для демпфирования вибраций, которым во время работы подвергаются лопатки, они установлены на своем диске ротора с напряжением кручения вокруг своей оси набора. Под осью набора следует понимать ось, проходящую через центр тяжести самого нижнего сечения лопатки, то есть сечения, ближайшего к корневой части, и ортогональную к оси газотурбинного двигателя.
Таким образом, площадки 2 бандажных полок 105 выполнены так, чтобы каждая лопатка находилась под напряжением кручения за счет опоры на соседние с ней лопатки в основном вдоль указанных вторых участков боковых бортиков 201 и 202. Для улучшения опоры лопаток между собой и, в частности, чтобы избегать перекрывания бандажных полок 105 и наилучшим образом передавать усилия от лопатки на смежные с ней лопатки, как известно, вдоль первого бортика 201 и/или второго бортика 202 между двумя концевыми участками 301 и 302 двух гребешков 3 и 4 предусмотрен профиль, имеющий три участка, образующих “Z”, при этом центральный участок “Z” имеет выступающий буртик. Этот буртик предназначен для нанесения на него слоя износостойкого материала с целью защиты бандажной полки 105 от трений со смежной лопаткой.
Нанесение износостойкого материала обычно производят на выполненную литьем заготовку лопатки. Однако наносимое количество материала является относительно небольшим, и его наносят на минимальную поверхность, чтобы не увеличивать массу лопатки и ограничивать используемое количество материала. Часто во время осуществления покрытия происходит перелив материала, и эти излишки остаются после механической обработки лопатки. Поэтому необходимо удалять эти излишки посредством ручной отделки лопатки. Однако такой этап ручной отделки является сложным, учитывая небольшие размеры буртика и покрытия. Кроме того, такой этап является затратным, так как, с одной стороны, он усложняет и удлиняет процесс изготовления лопатки (к тому же это требует дополнительных этапов контроля) и, с другой стороны, он приводит к большому количеству отходов.
Кроме того, такая бандажная полка 105 должна иметь специальный профиль и выступающий буртик, что усложняет также выполнение лопатки посредством литья.
Раскрытие изобретения
Задачей изобретения является устранение этих недостатков.
В связи с этим объектом изобретения является лопатка ротора газотурбинного двигателя, при этом указанная лопатка имеет на своей концевой части бандажную полку, содержащую:
- площадку, имеющую первый бортик со стороны корытца и второй бортик со стороны спинки,
- по меньшей мере один уплотнительный гребешок, имеющий первый концевой участок со стороны корытца и второй концевой участок со стороны спинки, при этом указанный гребешок содержит вершину гребешка, расположенную в радиальном направлении наружу от указанной площадки между указанными первым и вторым концевыми участками,
при этом по меньшей мере для одного гребешка бандажная полка содержит на уровне по меньшей мере одного из своих бортиков участок, образующий впадину, проходящую вдоль концевого участка гребешка, который соответствует бортику, при этом участок, образующий впадину, предназначен для нанесения покрытия из износостойкого материала.
Предпочтительно изобретение дополнительно имеет следующие отличительные признаки, рассматриваемые отдельно или в любой из технически возможных комбинаций:
- слой износостойкого материала наносят в каждую указанную впадину;
- по меньшей мере для одного гребешка бандажная полка содержит на уровне первого, соответственно второго бортика первый, соответственно второй участок, образующий впадину, проходящую вдоль первого, соответственно второго концевого участка гребешка, при этом первый, соответственно второй участок, образующий впадину, предназначен для нанесения на него покрытия из износостойкого материала;
- каждый участок, образующий впадину, содержит две стенки, расположенные с двух сторон от концевого участка соответствующего гребешка, при этом стенки образуют боковые бортики впадины, и концевой участок гребешка образует дно впадины;
- лопатка содержит входной гребешок и выходной гребешок;
- износостойкий материал является стеллитом;
- перед механической обработкой лопатка представляет собой заготовку лопатки;
- лопатка является механически обработанной лопаткой.
Объектом изобретения является также способ нанесения износостойкого материала на лопатку ротора газотурбинного двигателя, содержащий этапы, на которых:
- готовят заготовку лопатки ротора газотурбинного двигателя,
- в каждую образованную впадину наносят слой износостойкого материала, и
- стенки впадины, выступающие над слоем нанесенного износостойкого материала, подвергают механической обработке.
Кроме того, способ может содержать этап, на котором шлифуют пескоструйкой поверхность износостойкого слоя и участок, образующий впадину, чтобы придать им гладкий вид.
Краткое описание чертежей
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания варианта осуществления изобретения со ссылками на прилагаемые чертежи.
На фиг. 1 детально показана известная лопатка ротора газотурбинного двигателя;
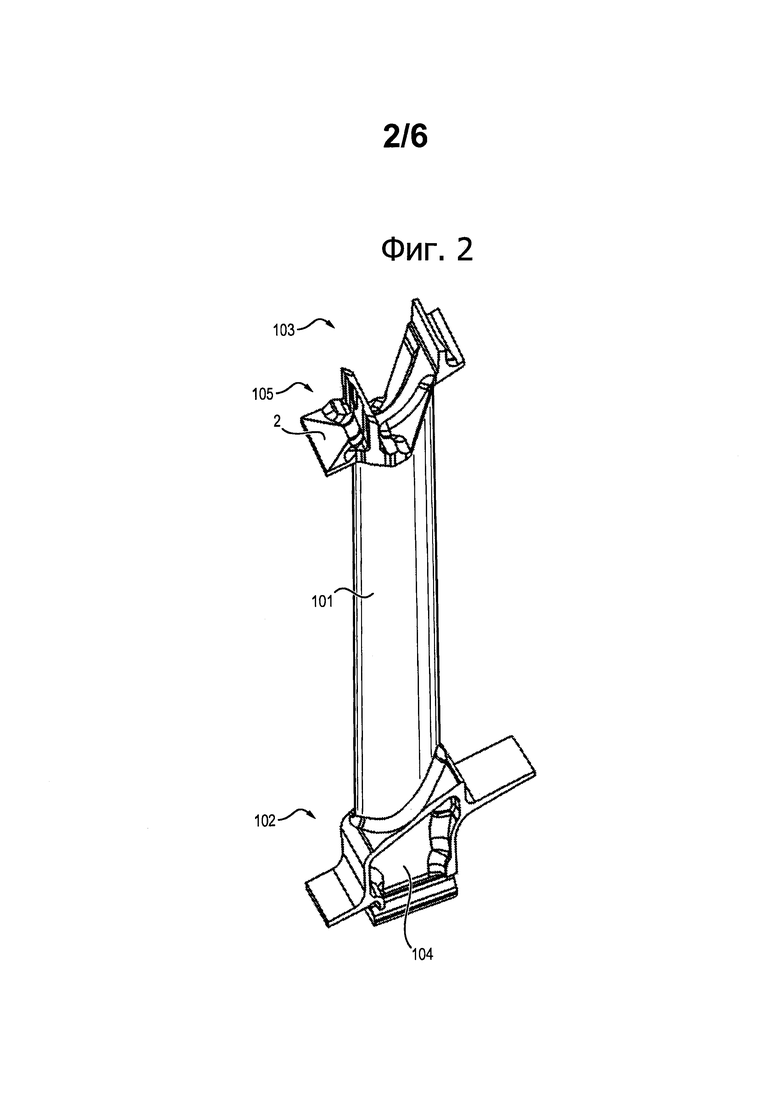
на фиг. 2 показана лопатка ротора газотурбинного двигателя согласно примеру осуществления изобретения;
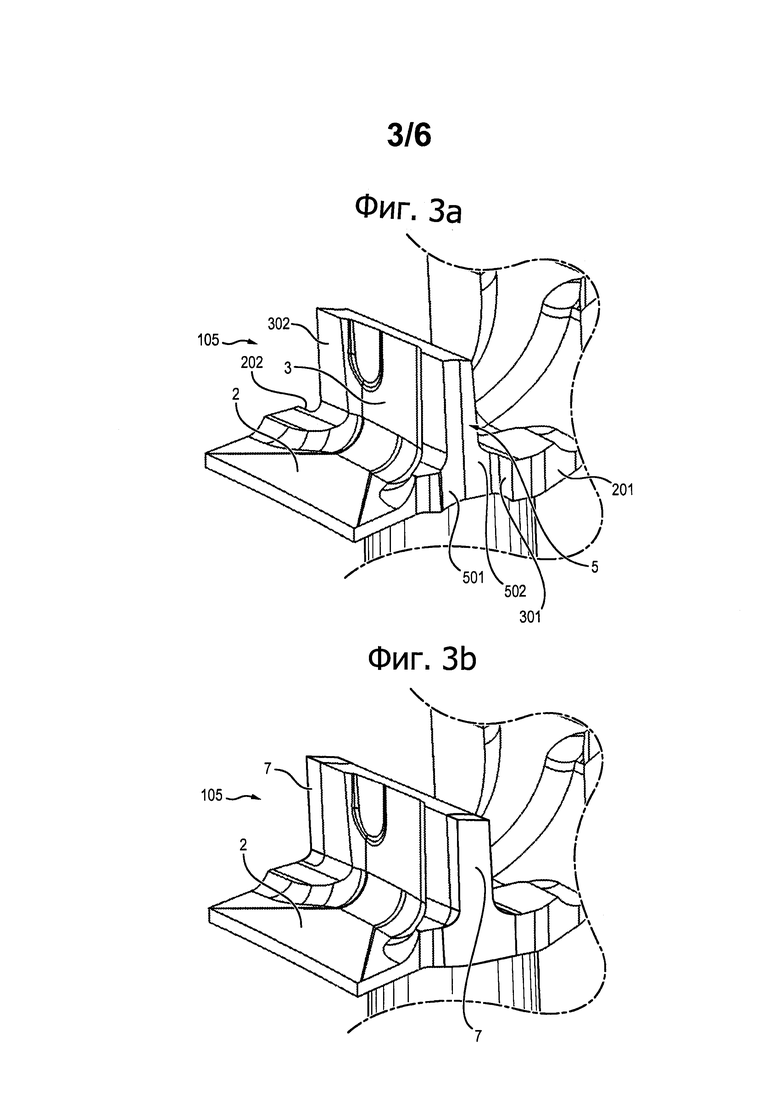
на фиг. 3а изображен гребешок лопатки, показанной на фиг. 2, без покрытия из износостойкого материала;
на фиг. 3b изображен гребешок лопатки, показанной на фиг. 2, с покрытием из износостойкого материала;
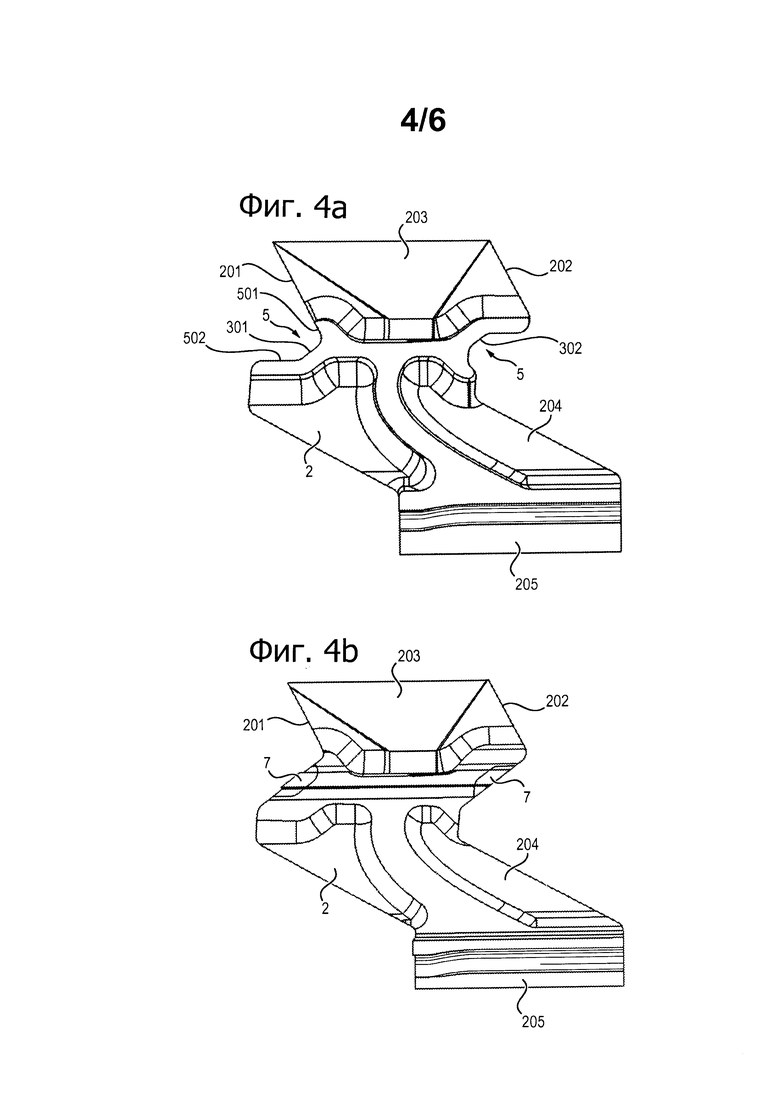
на фиг. 4а показан вид вдоль радиальной оси бандажной полки заготовки лопатки ротора согласно примеру осуществления изобретения;
на фиг. 4b показан вид вдоль радиальной оси бандажной полки лопатки ротора газотурбинного двигателя после нанесения на заготовку, показанную на фиг. 5а, покрытия при помощи способа согласно примеру осуществления изобретения;
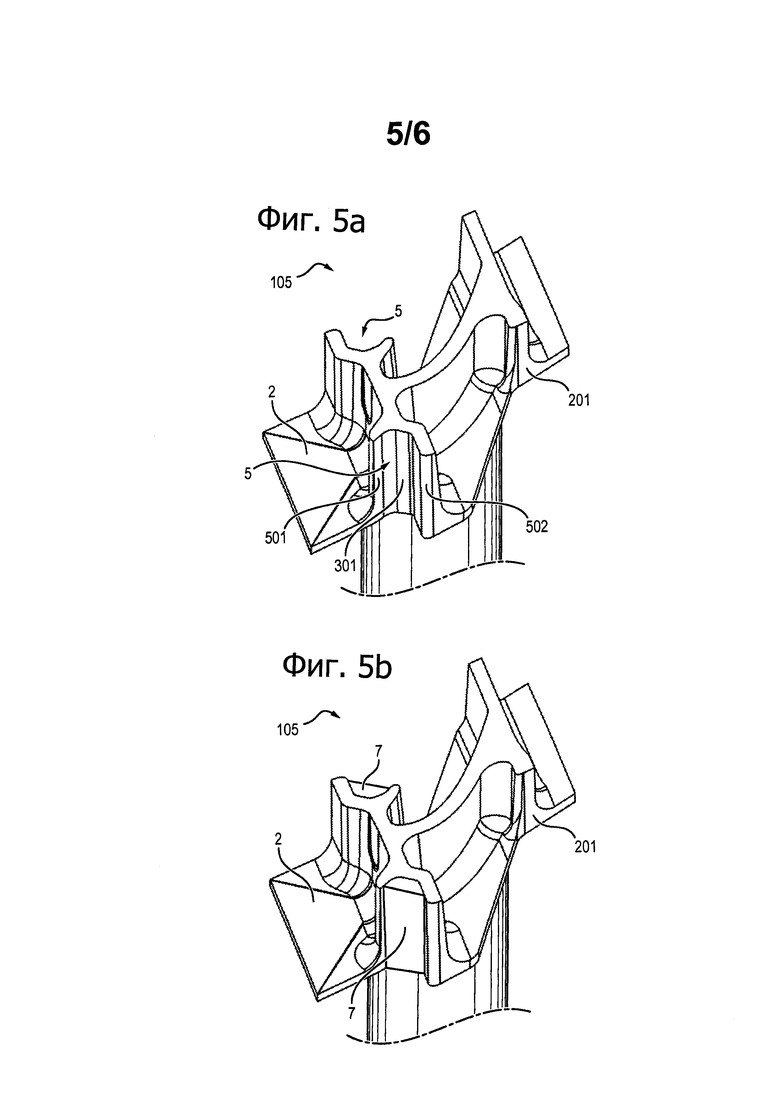
на фиг. 5а изображена бандажная полка, показанная на фиг. 4а, вид в перспективе;
на фиг. 5b изображена бандажная полка, показанная на фиг. 5а, после нанесения износостойкого материала, вид в перспективе;
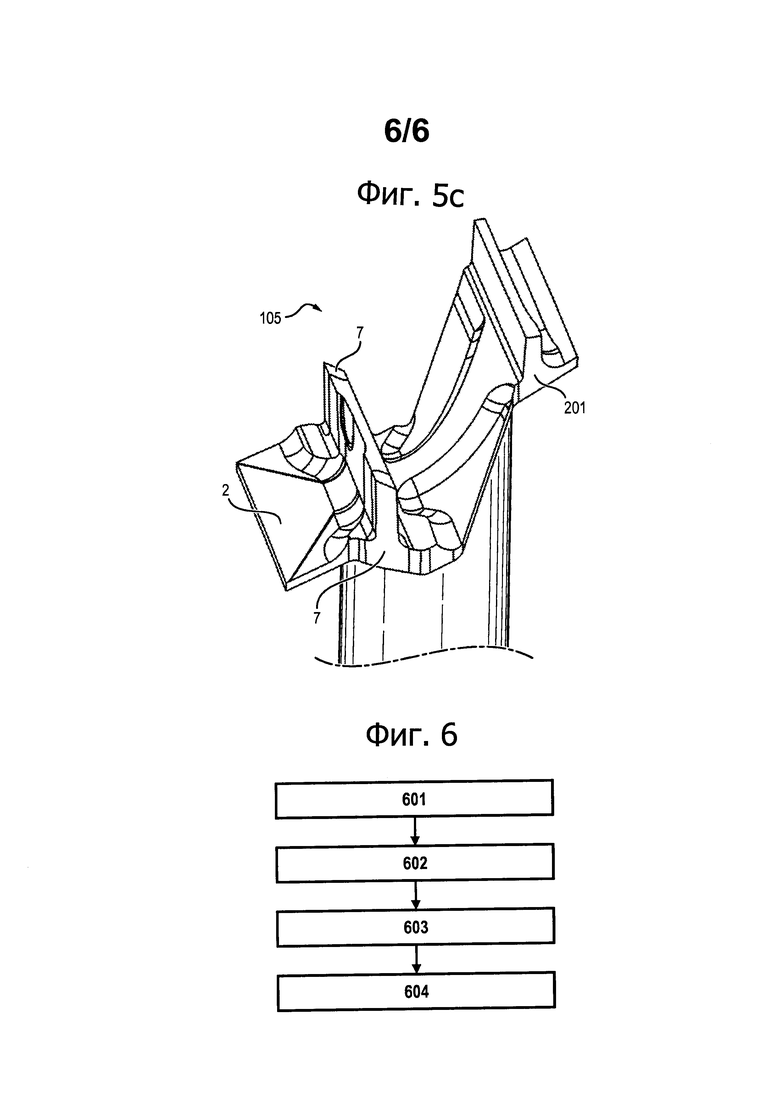
на фиг. 5с изображена бандажная полка лопатки, показанная на фиг. 5b, после механической обработки и шлифовки пескоструйкой, вид в перспективе;
на фиг. 6 представлена блок-схема способа согласно примеру осуществления изобретения.
Осуществление изобретения
Пример лопатки
Общая конструкция лопатки
На фиг. 2-5с представлен пример лопатки ротора газотурбинного двигателя. Такая лопатка может быть, например, лопаткой ступени низкого давления авиационного турбореактивного двигателя.
Лопатка имеет сторону корытца и сторону спинки, расположенные по обе стороны от оси набора лопатки. Таким образом, лопатка содержит перо 101, расположенное вдоль оси набора лопатки. Перо 101 проходит между корневой частью 102 и концевой частью 103 лопатки.
Лопатка содержит ножку 104 на уровне своей корневой части 102, при помощи которой ее крепят, например, на диске ротора газотурбинного двигателя. Диск позволяет приводить лопатку во вращение вокруг оси газотурбинного двигателя.
Бандажная полка
Лопатка содержит на своей концевой части 103 бандажную полку 105. Бандажную полку 105 можно выполнить таким образом, чтобы после закрепления нескольких подвижных лопаток на диске ротора их бандажные полки 105 располагались рядом друг с другом, образуя вращающийся венец, ограничивающий поверхность вращения вокруг оси вращения лопаток. В частности, этот венец ограничивает наружную поверхность тракта для потока газов, протекающих между перьями 101, и ограничивает, таким образом, возможные утечки газа на уровне концевой части 103 лопаток.
Бандажная полка 105 содержит площадку 2, имеющую первый бортик 201 со стороны корытца и второй бортик 202 со стороны спинки. Первый и второй бортики 201 и 202 являются, например, противоположными боковыми бортиками. Площадка 2 может ограничивать тракт для потока газа, протекающего между перьями 101.
Гребешок
Бандажная полка 105 содержит по меньшей мере один уплотнительный гребешок 3. Гребешок 3 имеет первый концевой участок 301 со стороны корытца и второй концевой участок 302 со стороны спинки. Гребешок 3 имеет вершину, выполненную в радиальном направлении наружу от указанной площадки 2 между указанными первым 301 и вторым 302 концевыми участками. Бандажная полка 105 может содержать входной гребешок 3 и выходной гребешок 4, при этом вход и выход определяют по направлению потока газов. Входной 3 и выходной 4 гребешки можно выполнить таким образом, чтобы после закрепления нескольких подвижных лопаток на диске ротора гребешки 3 и 4 лопаток располагались рядом друг с другом, образуя кольцо, вращающееся вокруг оси вращения лопаток, причем это кольцо по существу находится в радиальной плоскости. Такое кольцо позволяет ограничивать зазор между лопатками и охватывающим их статором или обечайкой статора, чтобы ограничивать возможные утечки газов в этом месте.
Часть площадки 2, расположенная перед входным гребешком 3, образует входную часть 203 или входной носик. Часть площадки 2, расположенная за выходным гребешком 4, образует выходную часть 205 или выходной носик. Между входной частью 203 и выходной частью 205 площадка 2 имеет центральную часть 204, расположенную между входным 3 и выходным 4 гребешками.
Чтобы демпфировать вибрации, которым подвергаются лопатки во время работы, их можно установить на диске ротора с напряжением кручения вокруг их оси набора. При этом размеры площадок 2 можно предусмотреть таким образом, чтобы каждая лопатка подвергалась напряжению кручения за счет опоры на смежные лопатки на уровне бандажных полок 105 в основном вдоль концевых участков гребешков 3 и 4.
Участок, образующий впадину
По меньшей мере для одного гребешка 3, например, для каждого гребешка 3 бандажная полка 105 содержит на уровне по меньшей мере одного из бортиков 201 или 202 участок, образующий впадину 5, проходящую вдоль концевого участка 301 или 302 гребешка 3, который соответствует бортику 201 или 202, при этом участок, образующий впадину 5, предназначен для нанесения покрытия из износостойкого материала 7. Таким образом, по меньшей мере для одного гребешка 3, например, для каждого гребешка 3 бандажная полка 105 может содержать на уровне первого 201, соответственно второго 202 бортика первый, соответственно второй участок, образующий впадину 5, проходящую вдоль первого 301, соответственно второго 302 концевого участка гребешка 3, при этом первый, соответственно второй участок, образующий впадину 5, предназначен для нанесения покрытия из износостойкого материала 7. В отличие от известных решений, участок, образующий впадину 5 вдоль концевого участка 301 или 302 гребешка 3, обеспечивает повышение жесткости этого гребешка 3 и, следовательно, позволяет лучше выдерживать усилия, создаваемые при контакте со смежными бандажными полками 105. На представленных фигурах показаны участки, образующие впадину 5, на уровне входного гребешка 3, однако такие участки, образующие впадину 5, могут альтернативно или дополнительно присутствовать на уровне выходного гребешка 4.
Каждый участок, образующий впадину 5, может содержать две стенки 501 и 502, расположенные с двух сторон соответствующего концевого участка гребешка 3. Эти стенки образуют две стороны 501 и 502, представляющие собой боковые стенки впадины 5, а концевой участок гребешка 3 образует дно впадины 5. Эти стенки 501 и 502 можно сравнять во время последующей механической обработки.
Нанесение износостойкого материала
Таким образом, лопатка может содержать слой износостойкого материала 7, нанесенный в каждую образованную впадину 5. Материал самой лопатки, как правило, является мало стойким к износу, и износостойкий материал позволяет продлить ее срок службы, защищая подверженные износу части.
Слой износостойкого материала 7 можно получить посредством закрепления пайкой пластин из специального сплава повышенной твердости на уровне впадины 5.
Слой износостойкого материала 7 можно также получить посредством заполнения этой боковой стороны расплавленным сплавом. Необходимую температуру можно получить, например, при помощи электрической дуги в атмосфере нейтрального газа или при помощи лазерного пучка. Износостойкий материал 7 может быть сплавом на основе кобальта, например, сплавом кобальта, хрома, вольфрама и углерода, например, сплавом, выпускаемым в продажу по названием «Стеллит» и имеющим хорошие износостойкие свойства. Таким образом, износостойкий материал 7 можно нанести на литую заготовку лопатки перед механической обработкой в виде покрытия из стеллита. Присутствие впадины 5 на уровне гребешка 3 позволяет нанести покрытие в небольшом количестве и без риска перелива. Действительно, участок, образующий впадину 5, действует наподобие «водостока» во время заполнения расплавленным материалом, и перелив ограничен бортиками впадины 5. Края стенок впадины 5, выступающие над нанесенным износостойким материалом, можно затем снять посредством механической обработки, что позволяет получить механически обработанную лопатку.
Стенки 501 и 502 участка, образующего впадину 5, могут иметь достаточную толщину, чтобы полностью не расплавиться во время нанесения расплавленного износостойкого материала. Вместе с тем, их состояние после нанесения можно изменить во время механической обработки. Например, для стенок 501 и 502 достаточной является толщина в 1,5 мм. Покрытие из износостойкого материала 7 может иметь неровности, так как форму слоя можно изменить во время последующей механической обработки и, в случае необходимости, во время последующей пескоструйной шлифовки.
Такая лопатка позволяет наносить покрытие из стеллита вдоль гребешка 3, что обеспечивает более длительный срок службы лопатки, поскольку зоны, защищаемые износостойким материалом 7, опираются на гребешок 3. Кроме того, такая лопатка позволяет производить автоматическое нанесение износостойкого материала и не требует ручной операции. Поскольку материал распределяется вдоль впадины 5, то можно легко наносить покрытие из небольшого количества материала. После механической обработки получают слой износостойкого материала 7. Слой износостойкого материала 7 имеет, например, толщину 1 мм или может иметь более значительную толщину.
Кроме того, такая лопатка не требует последующего этапа контроля, поскольку участок, образующий впадину 5, позволяет избежать любого перелива, и конечную форму участка получают после механической обработки. В результате способ нанесения износостойкого материала упрощается, как и в целом способ изготовления лопаток ротора газотурбинного двигателя.
Пример способа
Далее со ссылками на фиг. 6 следует описание способа нанесения износостойкого материала на лопатку ротора газотурбинного двигателя. Способ содержит первый этап 601, на котором готовят заготовку лопатки ротора газотурбинного двигателя, описанную выше и показанную на фиг. 5а. Способ содержит второй этап 602, на котором описанный выше слой износостойкого материала 7 наносят в каждую образованную впадину 5 для получения бандажной полки 105, показанной на фиг. 5b. Способ содержит третий этап 603, на котором края стенок 501 и 502 впадины 5, выступающие над слоем нанесенного износостойкого материала 7, подвергают механической обработке, чтобы получить механически обработанную лопатку, показанную на фиг. 5с.
Способ может содержать четвертый этап 604, на котором после механической обработки поверхность слоя износостойкого материала 7 и участка, образующего впадину 5, шлифуют при помощи пескоструйки, чтобы придать им гладкий вид.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕБРА НА СВОБОДНОМ КОНЦЕ ЛОПАТКИ, ЛОПАТКА, ПОЛУЧЕННАЯ ПРИ ПОМОЩИ ЭТОГО СПОСОБА, И ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ, ОБОРУДОВАННЫЙ ТАКОЙ ЛОПАТКОЙ | 2006 |
|
RU2415003C2 |
| ЛОПАТОЧНЫЙ АППАРАТ И СООТВЕТСТВУЮЩИЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНОГО АППАРАТА | 2014 |
|
RU2647170C2 |
| ИНСТРУМЕНТ ДЛЯ КРЕПЛЕНИЯ МЕТАЛЛИЧЕСКОГО УСИЛЕНИЯ НА ПЕРЕДНЕЙ КРОМКЕ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ И СПОСОБ, В КОТОРОМ ПРИМЕНЯЮТ ТАКОЙ ИНСТРУМЕНТ | 2014 |
|
RU2665198C2 |
| ЛОПАТКА ТУРБИНЫ, ДИСК ТУРБИНЫ И ТУРБИНА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2015 |
|
RU2692938C1 |
| СИСТЕМА ПРЕДОТВРАЩЕНИЯ ИЗНОСА КОНЦЕВЫХ БАНДАЖНЫХ ПОЛОК ЛОПАТОК ТУРБИНЫ | 2007 |
|
RU2456460C2 |
| ГАЗОТУРБИННЫЙ ДВИГАТЕЛЬ | 1994 |
|
RU2086792C1 |
| ДЕТАЛЬ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ С НЕОСЕСИММЕТРИЧНОЙ ПОВЕРХНОСТЬЮ | 2014 |
|
RU2675980C2 |
| Способ восстановления бандажных полок лопаток компрессора газотурбинных двигателей (ГТД) | 2016 |
|
RU2627558C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ВОЛОКНИСТОЙ КОНСТРУКЦИИ ПОСРЕДСТВОМ ТКАНЬЯ | 2011 |
|
RU2588842C2 |
| СПОСОБ РЕМОНТНОЙ НАПЛАВКИ ЛОПАТОК ЭНЕРГЕТИЧЕСКИХ УСТАНОВОК | 2013 |
|
RU2545877C2 |
Лопатка ротора газотурбинного двигателя включает на своей концевой части бандажную полку, содержащую площадку с первым бортиком со стороны корытца и вторым бортиком со стороны спинки и уплотнительный гребешок. Уплотнительный гребешок имеет первый концевой участок со стороны корытца и второй концевой участок со стороны спинки, причем вершина гребешка расположена в радиальном направлении наружу от площадки между первым и вторым концевыми участками. Бандажная полка содержит на уровне одного из своих бортиков участок, образующий впадину, проходящую вдоль концевого участка гребешка, и выполненный с возможностью приема покрытия из износостойкого материала. Лопатка содержит слой износостойкого материала, нанесенный посредством заливки расплавленного сплава в каждую впадину. При нанесении износостойкого материала на лопатку ротора газотурбинного двигателя готовят заготовку указанной выше лопатки ротора газотурбинного двигателя. В каждую впадину бандажной полки лопатки наносят слой износостойкого материала посредством заполнения расплавленным сплавом. Боковые стенки впадины, выступающие над слоем нанесенного износостойкого материала, подвергают механической обработке. Группа изобретений позволяет упростить изготовление лопатки ротора газотурбинного двигателя и снизить ее вес. 2 н. и 7 з.п. ф-лы, 10 ил.
1. Лопатка ротора газотурбинного двигателя, при этом указанная лопатка имеет на своей концевой части (103) бандажную полку (105), содержащую:
- площадку (2), имеющую первый бортик (201) со стороны корытца и второй бортик (202) со стороны спинки,
- по меньшей мере один уплотнительный гребешок (3, 4), имеющий первый концевой участок (301) со стороны корытца и второй концевой участок (302) со стороны спинки, при этом указанный гребешок (3, 4) содержит вершину гребешка, расположенную в радиальном направлении наружу от указанной площадки (2) между указанными первым и вторым концевыми участками (301, 302),
отличающаяся тем, что по меньшей мере для одного гребешка (3, 4) бандажная полка (105) содержит на уровне по меньшей мере одного из своих бортиков (201, 202) участок, образующий впадину (5), проходящую вдоль концевого участка (301, 302) гребешка (3, 4), который соответствует бортику (201, 202), при этом участок, образующий впадину (5), выполнен с возможностью приема покрытия из износостойкого материала (7), при этом указанная лопатка содержит слой износостойкого материала (7), нанесенный посредством заливки расплавленного сплава в каждую указанную впадину (5).
2. Лопатка ротора по п. 1, отличающаяся тем, что по меньшей мере для одного гребешка (3, 4) бандажная полка (105) содержит на уровне первого (201), соответственно второго (202) бортика первый, соответственно второй участок, образующий впадину (5), проходящую вдоль первого, соответственно второго концевого участка (301, 302) гребешка (3, 4), при этом первый, соответственно второй участок, образующий впадину (5), предназначен для нанесения покрытия из износостойкого материала (7).
3. Лопатка ротора по п. 1, отличающаяся тем, что каждый участок, образующий впадину (5), содержит две стенки (501, 502), расположенные с двух сторон от концевого участка (301, 302) соответствующего гребешка (3, 4), при этом стенки (501, 502) образуют боковые бортики впадины (5), и концевой участок (301, 302) гребешка (3, 4) образует дно впадины (5).
4. Лопатка ротора по п. 1, отличающаяся тем, что содержит входной гребешок (3) и выходной гребешок (4).
5. Лопатка ротора по п. 1, отличающаяся тем, что износостойкий материал является стеллитом.
6. Лопатка ротора по п. 1, отличающаяся тем, что лопатка является механически обработанной лопаткой.
7. Лопатка ротора по п. 6, отличающаяся тем, что перед механической обработкой лопатка представляет собой заготовку лопатки.
8. Способ нанесения износостойкого материала на лопатку ротора газотурбинного двигателя, содержащий этапы, на которых:
- готовят заготовку лопатки ротора газотурбинного двигателя перед механической обработкой, при этом указанная заготовка имеет на своей концевой части (103) бандажную полку (105), содержащую:
- площадку (2), имеющую первый бортик (201) со стороны корытца и второй бортик (202) со стороны спинки,
- по меньшей мере один уплотнительный гребешок (3, 4), имеющий первый концевой участок (301) со стороны корытца и второй концевой участок (302) со стороны спинки, при этом указанный гребешок (3, 4) содержит вершину гребешка, расположенную в радиальном направлении наружу от указанной площадки (2) между указанными первым и вторым концевыми участками (301, 302), при этом по меньшей мере для одного гребешка (3, 4) бандажная полка (105) содержит на уровне по меньшей мере одного из своих бортиков (201, 202) участок, образующий впадину (5), проходящую вдоль концевого участка (301, 302) гребешка (3, 4), который соответствует бортику (201, 202), при этом участок, образующий впадину (5), выполнен с возможностью приема покрытия из износостойкого материала (7),
- в каждую указанную впадину (5) наносят слой износостойкого материала (7) посредством заполнения расплавленным сплавом, и
- боковые стенки (501, 502) впадины (5), выступающие над слоем нанесенного износостойкого материала (7), подвергают механической обработке.
9. Способ по п. 8, отличающийся тем, что содержит этап, на котором шлифуют пескоструйкой поверхность слоя износостойкого материала (7) и участка, образующего впадину (5), чтобы придать им гладкий вид.
| Колосоуборка | 1923 |
|
SU2009A1 |
| СПОСОБ НАПЛАВКИ ЗАГОТОВОК | 1986 |
|
SU1403476A1 |
| EP 1936119 A2, 25.06.2008 | |||
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| КОМПОЗИЦИЯ ДЛЯ ПЕНОКОМПАУНДА | 2006 |
|
RU2294951C1 |

