Изобретение относится к универсальным переносным механообрабатывающим станкам для расточки торцовых наружных поверхностей с целью восстановления посадочных поверхностей фланцевых деталей и выравнивания этих поверхностей относительно оси вращения непосредственно на подлежащем ремонту узле без необходимости полной разборки агрегата и транспортировки его в ремонтную зону для последующей обработки на стационарных станках. Станок может быть полезен, например, при восстановлении фланцев трубопроводов в нефтегазовой промышленности при осуществлении ремонта труб в полевых условиях.
Из уровня техники известен вертикально-расточной станок с числовым программным управлением для обработки фланцевых деталей (RU104881U1, МПК B23B 39/02, опубл. 27.05.2011). Станок содержит основание, стойку, шпиндельную бабку, шпиндель, крестовой стол с продольным и поперечным перемещением, электрошкаф и пульт управления, при этом станок дополнительно оснащен визуальным электрическим датчиком контроля измерения изменения нагрузки на шпинделе станка в результате критического износа инструмента при обработке детали, а также световой и звуковой сигнализацией критического износа инструмента.
Недостатком известного технического решения является то, что станок выполнен стационарным и не может быть оперативно доставлен в зону ремонта фланцев труб трубопроводов. Кроме того, станок обладает низкой технологичностью, связанной со сложностью его конструкции, что обусловлено наличием в составе станка системы числового программного управления, содержащей в контуре управления электрический датчик контроля измерения нагрузки на шпиндель.
Наиболее близким техническим решением к заявленному изобретению и выбранным в качестве прототипа признан переносной станок для механической обработки (RU2144449C1, МПК B23B 41/00, опубл. 20.01.2000). Переносной станок содержит привод, планшайбу, соединенную с борштангой, каретку с режущим инструментом, соединенную кинематически с планшайбой и приводимой в поступательное движение от шпинделя, при этом борштанга соединена кинематически с приводом посредством червячного колеса с полумуфтой через шестерни и червяк, причем червячное колесо соединено с борштангой посредством другой полумуфты с зубчатым венцом.
Недостатком известного станка является сложная конструкция его коробки передач, осуществляющей передачу вращающего момента от привода к борштанге с закрепленной на ней планшайбой с кареткой, что увеличивает массу и габариты станка, делая его оперативную доставку в зону ремонта и установку на ремонтируемом фланцевом узле сложной технической задачей.
Технической задачей, на решение которой направлено заявленное изобретение, является повышение мобильности устройства с обеспечением возможности изменения скорости вращения режущего инструмента, установленного в каретке суппорта станка, а также его продольной подачи, с одновременным повышением технологичности и надежности последнего.
Указанная задача решена тем, что станок для точения фланцев, содержит дисковую плиту главного привода станка, выходной вал которого с ведущим зубчатым колесом установлен на подшипнике на периферии дисковой плиты. Ведущее зубчатое колесо находится в зацеплении с ведомым зубчатым колесом с внутренними зубьями привода вращения, расположенным ниже дисковой плиты и закрепленным на внешней поверхности крышки корпуса привода вращения, соединенной с основанием корпуса. В центральном отверстии дисковой плиты на втулке установлен центральный болт, проходящий через центральное ступенчатое отверстие с внутренней выточкой корпуса привода вращения, зафиксированный навинченной на его конце цилиндрической крепежной плитой. На центральном болту установлена направляющая втулка с вертикальными диаметрально противоположными друг другу шлицевыми пазами, на которой на подшипнике в центральном отверстии установлен волновой механизм, опирающийся через гайку на упорный роликовый подшипник, закрепленный в корпусе. Волновой механизм состоит из втулки регулирования скорости продольной подачи, выполненной заодно с зубчатой шестерней на ее верхнем торце, при этом на поверхности втулки выполнены верхние правые винтовые диаметрально противоположные друг другу пазы и нижние левые винтовые диаметрально противоположные друг другу пазы. На верхнюю и нижнюю части втулки регулирования скорости продольной подачи надеты верхняя и нижняя волновые втулки, с запрессованными в них пальцами, совмещенными с верхними и нижними винтовыми пазами упомянутой втулки, а также с вертикальными шлицевыми пазами направляющей втулки, при этом в волновом пазе, образованном верхней и нижней волновыми втулками, расположены ролики привода продольной переменно-дискретной передачи. Зубчатая шестерня втулки регулирования скорости продольной подачи находится в зацеплении с зубчатой шестерней рукояти переключения скоростей, выполненной в виде Г-образного рычага, установленной во втулке упомянутой шестерни и выведенной над поверхностью дисковой плиты главного привода станка. Привод продольной переменно-дискретной передачи расположен на торце основания корпуса и состоит из оси с зубчатым коническим колесом, установленной на подшипниках, закрепленных в корпусе, при этом на оси посредством шлицевого соединения закреплена центральная зубчатая муфта переключения направления подачи, подвижная в осевом направлении, положением которой управляет эксцентрик с рукоятью на штоке, выведенной на боковую поверхность корпуса. Слева и справа от упомянутой муфты установлены маятники прямой и обратной подачи, каждый из которых состоит из внешней обгонной муфты с рычагом, подпружиненным верхним и нижним возвратными штоками с пружинами, установленным на его конце роликом и внутренней обгонной муфты с зубчатой втулкой включения подачи, выполненной с возможностью зацепления своими зубцами с пазами центральной зубчатой муфты переключения направления подачи. Зубчатое коническое колесо привода продольной переменно-дискретной передачи находится в зацеплении с зубчатым коническим колесом ходового винта суппорта продольной подачи, снабженного ручным маховиком, при этом на ходовом винте на направляющих суппорта, выполненных в виде ласточкиного хвоста установлена каретка, на которой на салазках с рукоятью, подвижных в вертикальном направлении закреплен резцедержатель с резцом.
Положительным техническим результатом, обеспечиваемым раскрытой выше совокупностью признаков устройства, является обеспечение возможности восстановления перпендикулярности торцевых поверхностей фланцевых соединений к оси труб с обработкой деталей непосредственно на месте проведения ремонта за счет выполнения станка в виде мобильного устройства, привод вращения которого совмещен с приводом продольной переменно-дискретной передачи и размещен в едином корпусе, выполняющим одновременно функции режущей головки и шпинделя. Дополнительным положительным результатом является повышение технологичности станка, за счет применения главного привода станка как для передачи вращающего момента на привод вращения, так и момента возвратно-вращательного движения на суппорт, с установленной на нем кареткой с резцедержателем, за счет применения в конструкции станка волнового механизма и привода продольной переменно-дискретной передачи, выполненного в виде оси с установленными на ней маятниками прямой и обратной подачи.
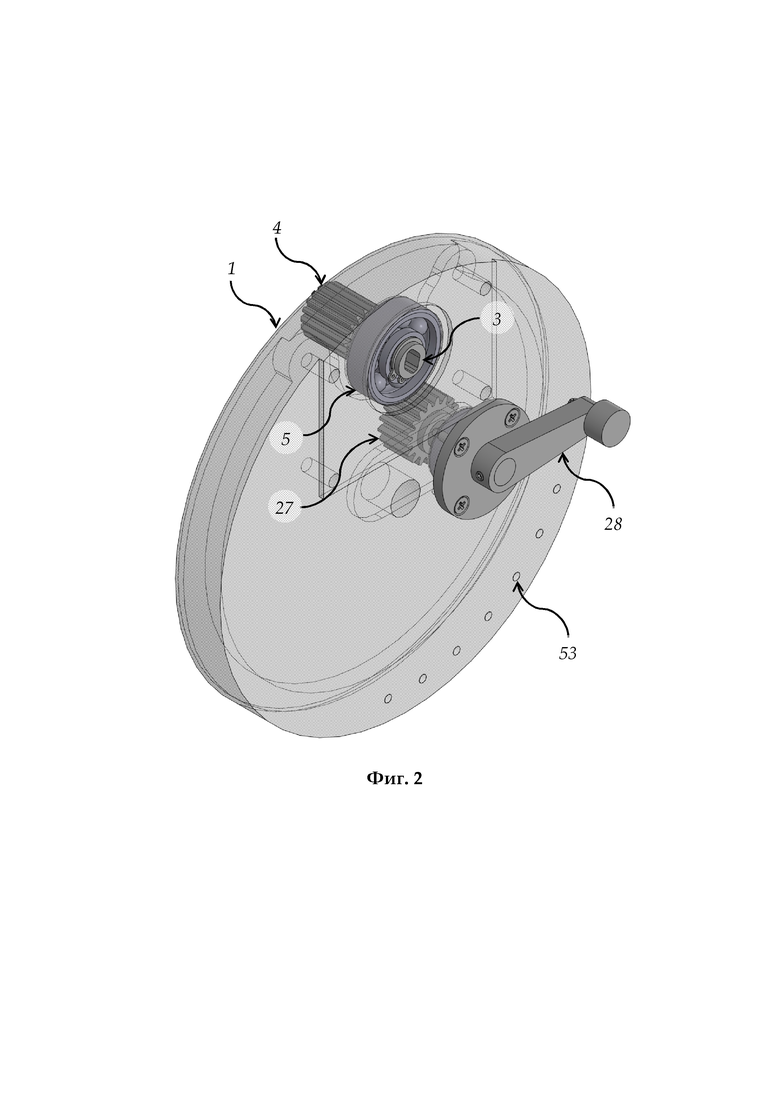
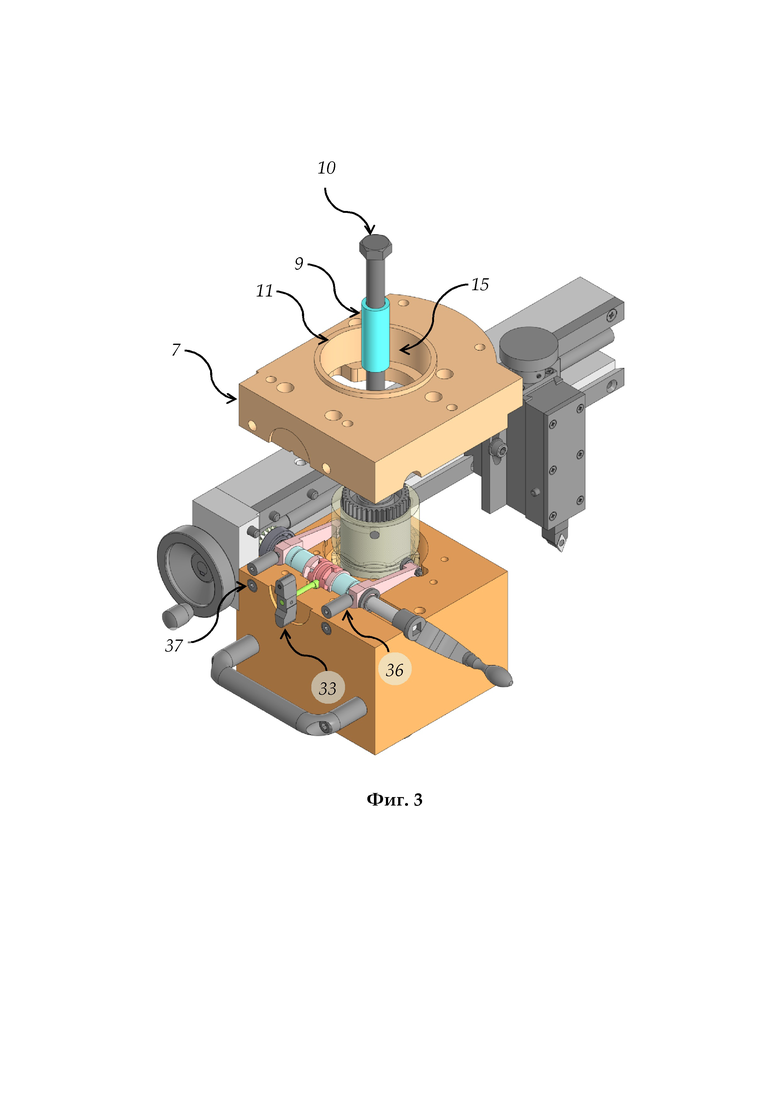
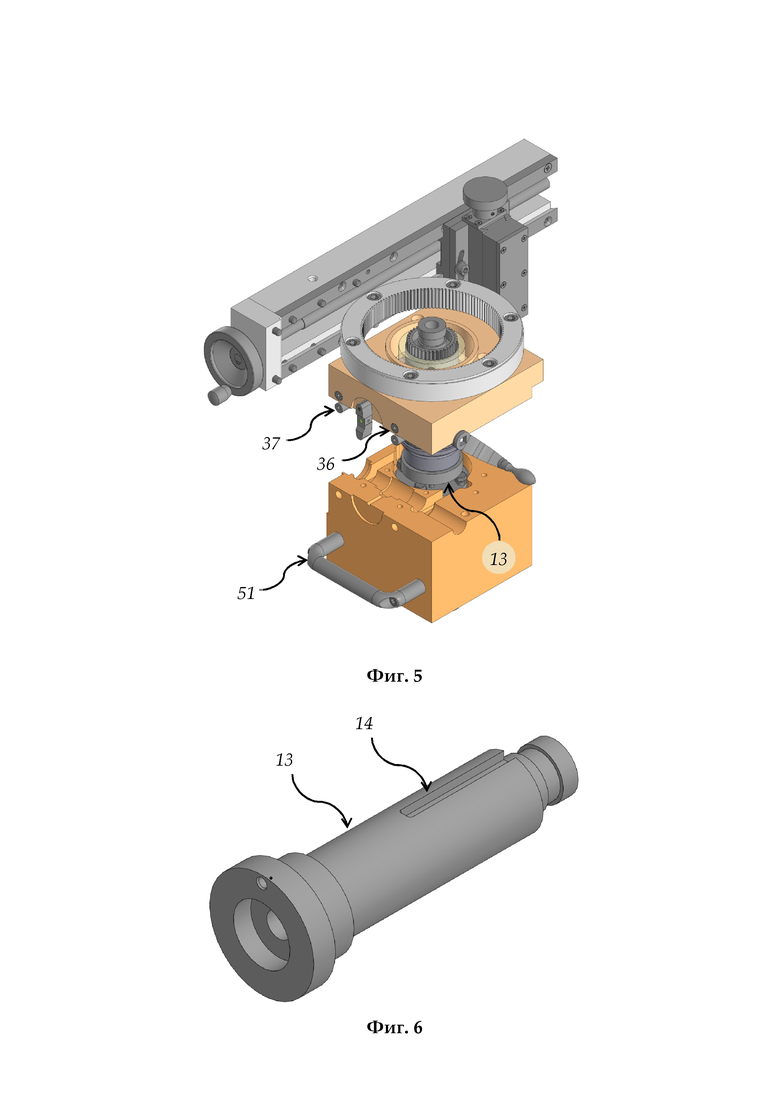
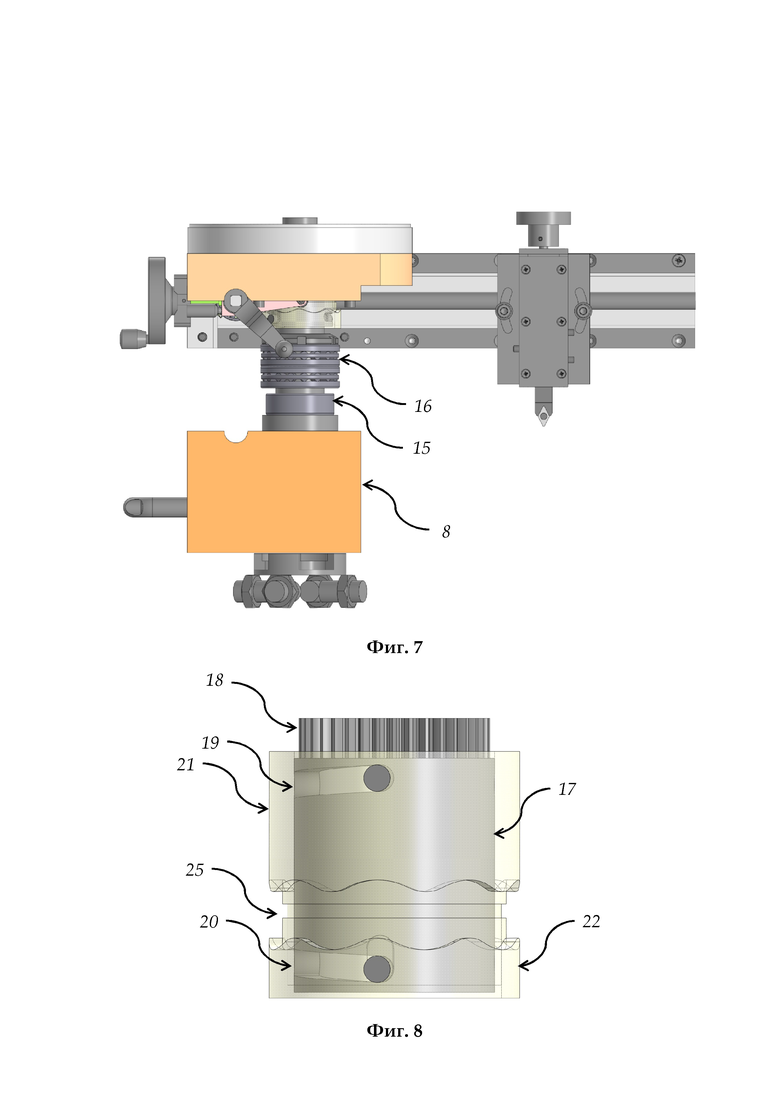
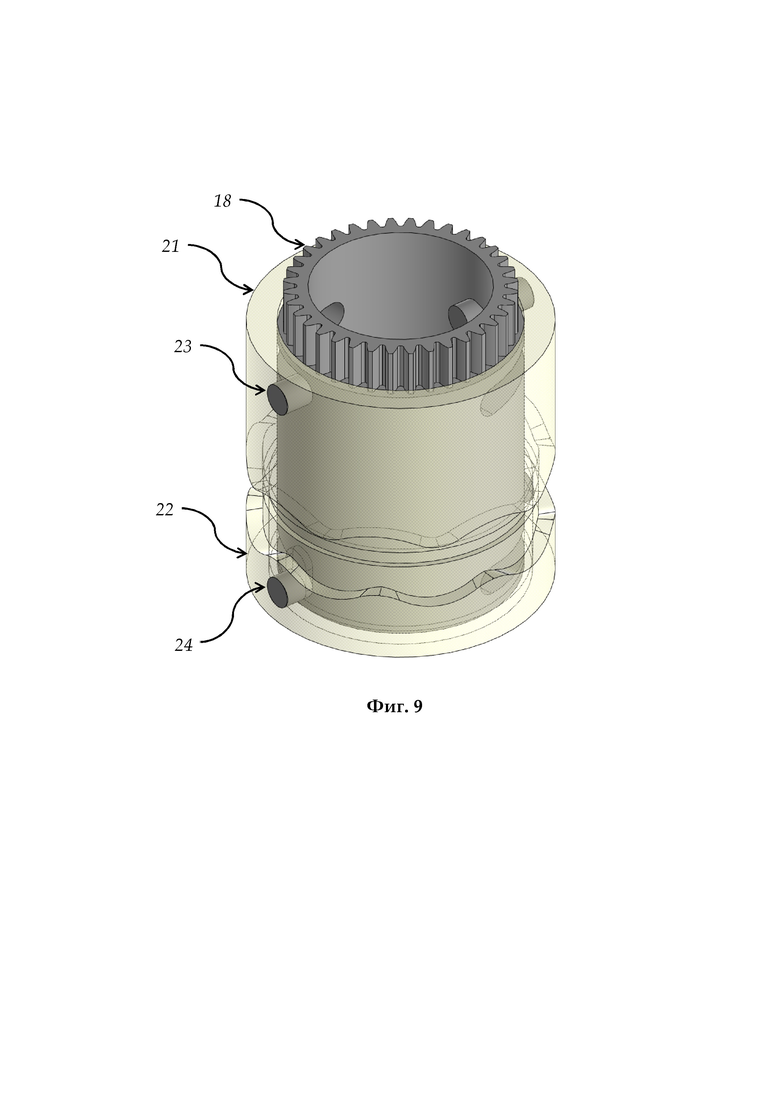
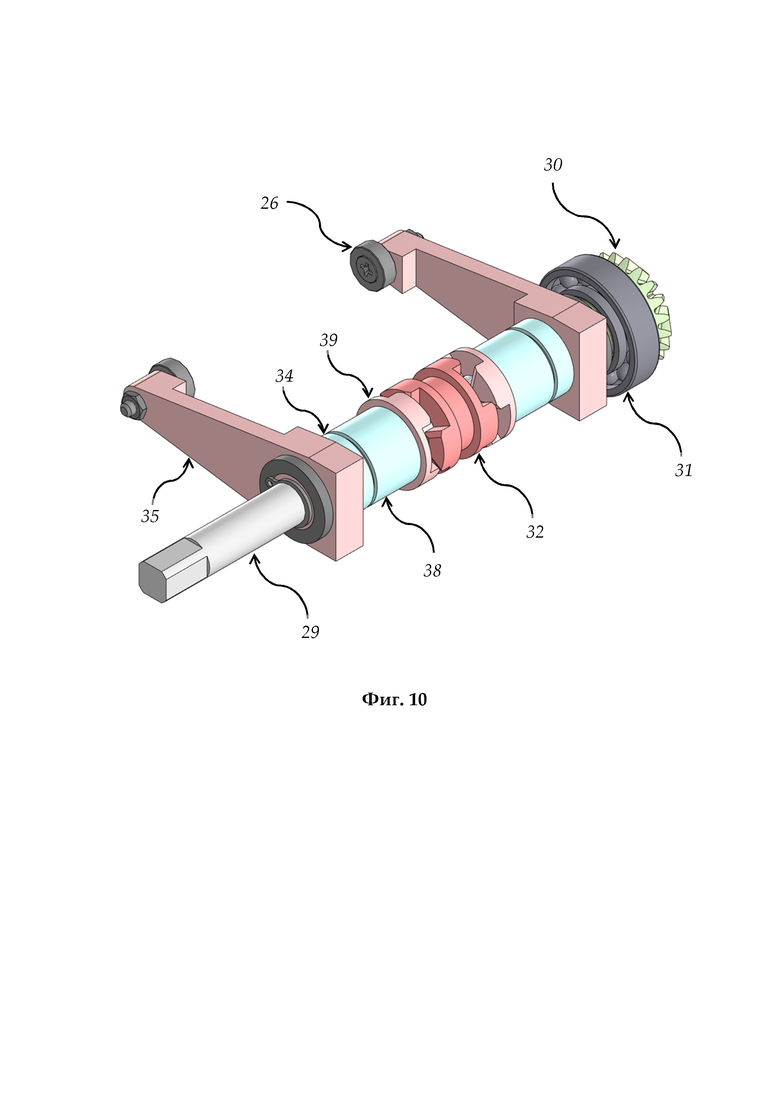
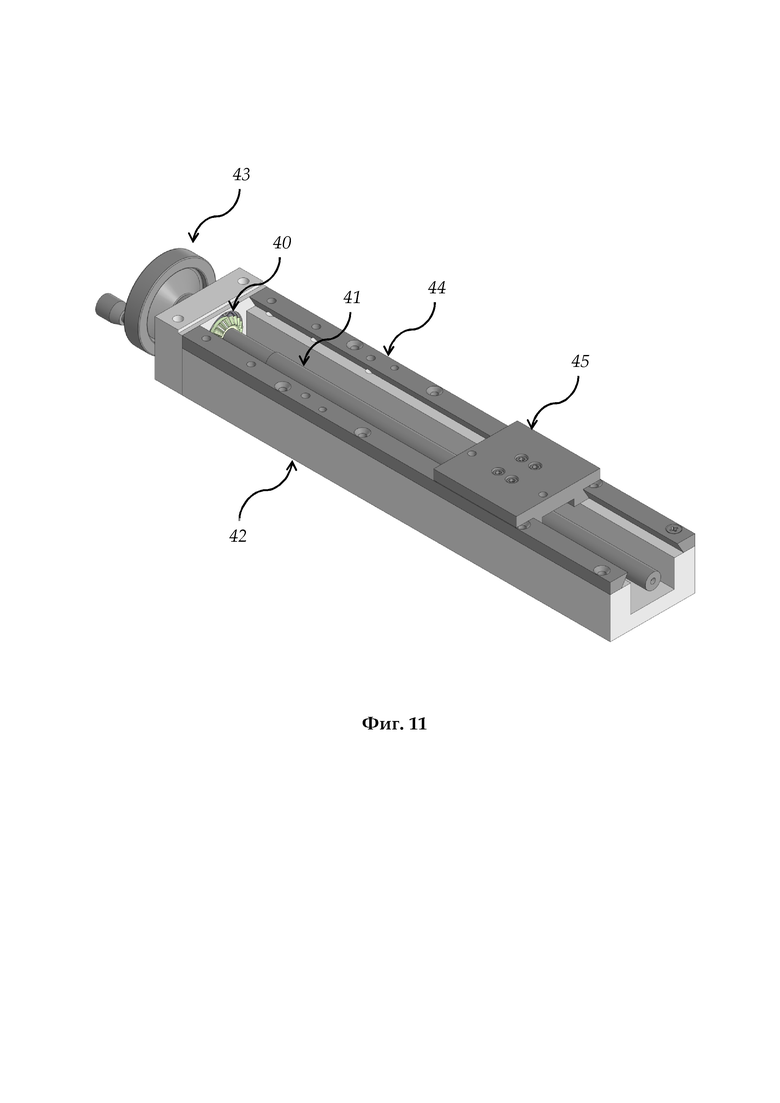
Изобретение поясняется чертежами, где на фиг. 1 приведен внешний станка в изометрической проекции; на фиг. 2 приведена дисковая плита главного привода станка, вид сбоку; на фиг. 3 приведен разнесенный вид станка в изометрической проекции со снятой дисковой плитой главного привода станка и ведомым зубчатым колесом; на фиг. 4 приведен внешний вид станка снизу со стороны цилиндрической крепежной плиты; на фиг. 5, 6 приведен внешний вид направляющей втулки и ее место расположения в станке; на фиг. 7 приведен вид станка сбоку; на фиг. 8, 9 приведен внешний вид втулки регулирования скорости продольной подачи в сборе с верхней и нижней волновыми втулками; на фиг. 10 приведен внешний вид привода продольной переменно-дискретной передачи в сборе в изометрической проекции; на фиг. 11 приведен внешний вид суппорта продольной подачи в изометрической проекции.
Станок для точения фланцев устроен следующим образом.
Станок выполнен с возможностью установки на ремонтируемый агрегат и съема с него. Его основой является дисковая плита 1 главного привода 2 станка, выходной вал 3 которого с ведущим зубчатым колесом 4 установлен на подшипнике 5 на периферии дисковой плиты 1. Ведущее зубчатое колесо 4 находится в зацеплении с ведомым зубчатым колесом 6 с внутренними зубьями привода вращения, расположенным ниже дисковой плиты 1 и закрепленным на внешней поверхности крышки 7 корпуса привода вращения, соединенной с основанием 8 корпуса. В центральном отверстии дисковой плиты 1 на втулке 9 установлен центральный болт 10, проходящий через центральное ступенчатое отверстие 11 корпуса привода вращения, зафиксированный навинченной на его конце цилиндрической крепежной плитой 12. На центральном болту 10 установлена направляющая втулка 13 с вертикальными диаметрально противоположными друг другу шлицевыми пазами 14, на которой на подшипнике 15 центрального отверстия 11 установлен волновой механизм, опирающийся через гайку на упорный роликовый подшипник 16, закрепленный в корпусе.
Волновой механизм состоит из втулки 17 регулирования скорости продольной подачи, выполненной заодно с зубчатой шестерней 18 на ее верхнем торце, при этом на поверхности втулки выполнены верхние 19 правые винтовые диаметрально противоположные друг другу пазы и нижние 20 левые винтовые диаметрально противоположные друг другу пазы. На верхнюю и нижнюю части втулки 17 регулирования скорости продольной подачи надеты верхняя 21 и нижняя 22 волновые втулки, с запрессованными в них пальцами 23, 24, совмещенными с верхними 19 и нижними 20 винтовыми пазами упомянутой втулки 17, а также с вертикальными шлицевыми пазами 14 направляющей втулки 13, при этом в волновом пазе 25, образованном верхней и нижней 23 и 24 волновыми втулками расположены ролики 26 привода продольной переменно-дискретной передачи. Зубчатая шестерня 18 втулки 17 регулирования скорости продольной подачи находится в зацеплении с зубчатой шестерней 27 рукояти 28 переключения скоростей, выполненной в виде Г-образного рычага, установленной во втулке упомянутой шестерни и выведенной над поверхностью дисковой плиты 1 главного привода станка.
Привод продольной переменно-дискретной передачи расположен на торце основания 8 корпуса и состоит из оси 29 с зубчатым коническим колесом 30, установленной на подшипниках 31, закрепленных в корпусе, при этом на оси 29 посредством шлицевого соединения закреплена центральная зубчатая муфта 32 переключения направления подачи, подвижная в осевом направлении, положением которой управляет эксцентрик с рукоятью 33 на штоке, выведенной на боковую поверхность корпуса. Слева и справа от упомянутой муфты 32 установлены маятники прямой и обратной подачи, каждый из которых состоит из внешней обгонной муфты 34 с рычагом 35 подпружиненным верхним 36 и нижним 37 возвратными штоками с пружинами, установленным на его конце роликом 26 и внутренней обгонной муфты 38 с зубчатой втулкой 39 включения подачи, выполненной с возможностью зацепления своими зубцами с пазами центральной зубчатой муфты 32 переключения направления подачи.
Зубчатое коническое колесо 30 привода продольной переменно-дискретной передачи находится в зацеплении с зубчатым коническим колесом 40 ходового винта 41 суппорта 42 продольной подачи, снабженного ручным маховиком 43. На ходовом винте 41 на направляющих 44 суппорта, выполненных в виде ласточкиного хвоста установлена каретка 45, на которой на салазках 46 с рукоятью 47, подвижных в вертикальном направлении, закреплен резцедержатель 48 с резцом 49.
Главный привод 2 станка может быть выполнен в виде электрической дрели, установленной на дисковой плите 1 посредством фланцевого соединения 50 или представлять собой пневмодвигатель с редуктором (на фигурах условно не показан). Возможен вариант исполнения главного привода 2 в виде однофазного коллекторного электродвигателя, управляемого с помощью ШИМ-сигнала, подаваемого с силового выхода блока управления. При этом силовой выход может быть выполнен на основе транзисторных или тиристорных ключей, а блок управления целесообразно выполнить на основе микроконтроллера, содержащего микропроцессорное ядро, подключенное с помощью системной шины к FLASH-памяти программ, SRAM-памяти данных и периферийным устройствам: универсальным двунаправленным GPIO-портам ввода-вывода, аналого-цифровым преобразователям, таймерам-счетчикам, универсальным синхронно-асинхронным приемопередатчикам USART и другим. При этом к GPIO-портам ввода-вывода могут быть подключены силовой выход, блок ввода данных, выполненный, например, на основе кнопочной клавиатуры, блок индикации, представляющий собой LCD-индикатор или линейку семисегментных индикаторов; к линиям аналого-цифровых преобразователей могут быть подключены концевые датчики положения суппорта и каретки и оптические или индуктивные датчики пространственного положения резца, а к универсальным синхронно-асинхронным приемопередатчикам USART могут быть подключены блоки беспроводной связи с удаленной системой управления станком, представляющие собой радиомодули или Wi-Fi адаптеры.
Станок для точения фланцев работает следующим образом.
Первоначально станок транспортируют к месту ремонта, собирают и подключают к источнику питания, при этом, если в качестве главного привода используется электрический привод, то станок подключают к штатной электрической сети или к аккумуляторной батарее, в случае применения пневмодвигателя станок подключают к пневмолинии или емкости со сжатым воздухом. Далее станок закрепляют в отверстии ремонтируемого фланца с помощью резьбовых пальцев цилиндрической крепежной плиты 12, удерживая корпус с помощью ручки 51 и устанавливают резец 49 в резцедержатель 48. Затем рукоятью эксцентрика 33 переводят последний в вертикальное положение, переключая привод продольной переменно-дискретной передачи в нейтраль, после чего, используя ручной маховик 43 или рукоять ручного управления 52 привода продольной переменно-дискретной передачи, устанавливают каретку 45 в позицию начала точения (на внешнем или внутреннем краю фланца) и настраивают глубину резания с помощью рукояти 47. На последнем этапе подготовки станка к работе настраивают скорость продольной подачи, вращая с помощью рукояти 28 шестерню 27 и связанную с ней зубчатой передачей втулку 17 волнового механизма, которая воздействуя через пальцы 23, 24 и пазы 19, 20 на верхнюю 21 и нижнюю 22 волновые втулки сдвигает или раздвигает их вдоль вертикальной оси, обеспечивая большую или меньшую амплитуду качания рычагов 35, что приводит, соответственно, к увеличению или уменьшению скорости продольной подачи каретки 45. Положение рукояти 28 фиксируется путем совмещения ее заостренного края с одним из радиальных глухих отверстий 53, расположенных на дисковой плите 1 главного привода станка. Перед началом обработки фланца с помощью рукояти эксцентрика 33, поворачивая его вправо или влево, включают прямую или обратную продольную подачу за счет осуществления зацепления пазов одной из внутренних обгонных муфт 38 с зубьями центральной зубчатой муфты 32.
Привод продольной переменно-дискретной передачи работает следующим образом.
После включения главного привода 2 станка дисковая плита 1 остается неподвижной, а корпус начинает вращаться за счет передачи момента вращения от привода 2 через вал 3 и ведущую зубчатую шестерню 4 на ведомое зубчатое колесо 6 с внутренними зубьями привода вращения. Рычаги маятников прямой и обратной подачи за счет обкатки роликами поверхностей верхней 21 и нижней 22 волновых втулок совершают качающиеся движения, совершая рабочие и холостые ходы, обеспечиваемые волновым профилем втулок и возвратными подпружиненными пружинами штоками.
В момент, когда на ролик 26 рычага 35 маятника прямой подачи накатывается на выступ нижней 22 волновой втулки, рычаг 35 под воздействием подпружиненного штока 37 вращается против часовой стрелки, а маятник при этом через внешнюю обгонную муфту 34 смыкается с центральной зубчатой муфтой при помощи внутренней обгонной муфты 38 и поворачивает ось 29 привода продольно-дискретной передачи, выполняя рабочий ход и передавая вращающий момент через зубчатое коническое колесо 30 на колесо 40 ходового винта 41 суппорта 42. При обратном движении рычага 35, который осуществляется за счет воздействия на рычаг подпружиненным возвратным штоком 36, при опускании ролика 26 во впадину нижней 22 волновой втулки маятник за счет внешней обгонной муфты 34 выполняет холостой ход, не передавая момент вращения рычага 35 оси 29. Маятник обратной подачи работает аналогичным образом за исключением того, что ролик 26 рычага 35 мятника обратной подачи обкатывает поверхность верхней 21 волновой втулки, рабочий ход обеспечивает шток 36, а холостой ход рычага 35 обеспечивается подпружиненным возвратным штоком 37.
Таким образом, рассмотренный в настоящей заявке станок является простым в использовании мобильным устройством, снабженным приводом вращения, обеспечивающим вращение резцедержателя с резцом вокруг центра обрабатываемого фланца, и совмещенным с ним приводом продольной переменно-дискретной передачи, обеспечивающим прямое и обратное продольное радиальное перемещение резца с настраиваемым шагом, что обеспечивает обработку торца фланца с заданной чистотой его поверхности и точностью. Кроме того, выполнение главного привода в виде однофазного коллекторного электродвигателя, управляемого с помощью ШИМ-сигнала, подаваемого с силового выхода блока управления, позволяет реализовать возможность плавного частотного регулирования скорости вращения ведущего зубчатого колеса, при этом возможна удаленная передача команд блоку управления приводом станка с помощью блоков беспроводной связи.
| название | год | авторы | номер документа |
|---|---|---|---|
| Мобильный расточной станок | 2021 |
|
RU2760351C1 |
| МОБИЛЬНЫЙ НАПЛАВОЧНЫЙ КОМПЛЕКС «САРМАТ НК 450» | 2021 |
|
RU2773541C1 |
| Мобильный расточной станок | 2020 |
|
RU2753848C1 |
| Многошпиндельный токарный станок | 1987 |
|
SU1445859A1 |
| Станок для подгибки труб в панелях | 1973 |
|
SU496941A1 |
| Устройство для автоматического сверления в шпалах отверстий под наживляемые костыли | 1955 |
|
SU102906A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Переносной вертикально-расточной станок | 1983 |
|
SU1158303A1 |
| Станок для обработки сферических поверхностей колец подшипников качения | 1983 |
|
SU1110547A1 |
| Мобильный расточно-наплавочный станок | 2021 |
|
RU2760350C1 |


Изобретение относится к машиностроению и может быть использовано в механообрабатывающих станках. Станок содержит дисковую плиту главного привода станка с выходным валом. На выходном валу имеется ведущее зубчатое колесо, которое находится в зацеплении с ведомым зубчатым колесом с внутренними зубьями привода вращения. Ниже расположены дисковая плита и привод вращения. На центральном болте в корпусе установлена направляющая втулка, на которой установлен волновой механизм. Механизм опирается через гайку на упорный роликовый подшипник. В пазе, образованном втулками волнового механизма, расположены ролики привода продольной переменно-дискретной передачи. Зубчатое коническое колесо привода продольной переменно-дискретной передачи находится в зацеплении с зубчатым коническим колесом ходового винта суппорта продольной подачи. На ходовом винте на направляющих суппорта установлена каретка, на которой закреплен резцедержатель с резцом. В результате обеспечивается возможность восстановления перпендикулярности торцевых поверхностей фланцевых соединений непосредственно на месте проведения ремонта труб. 7 з.п. ф-лы, 11 ил.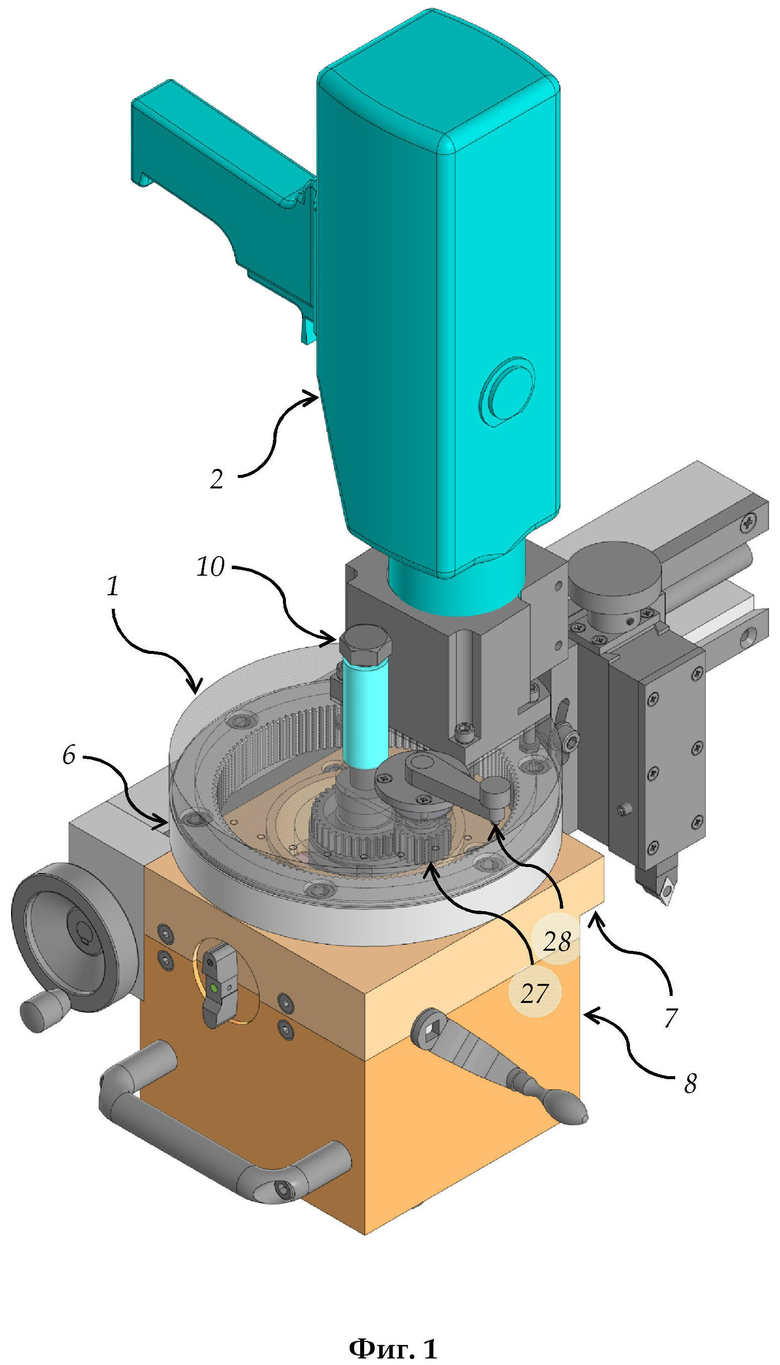
1. Станок для точения фланцев, содержащий дисковую плиту главного привода станка, выходной вал которого с ведущим зубчатым колесом установлен на подшипнике на периферии дисковой плиты, отличающийся тем, что ведущее зубчатое колесо находится в зацеплении с ведомым зубчатым колесом с внутренними зубьями привода вращения, расположенным ниже дисковой плиты и закрепленным на внешней поверхности крышки корпуса привода вращения, соединенной с основанием корпуса; в центральном отверстии дисковой плиты на втулке установлен центральный болт, проходящий через центральное ступенчатое отверстие с внутренней выточкой корпуса привода вращения, зафиксированный навинченной на его конце цилиндрической крепежной плитой; на центральном болте установлена направляющая втулка с вертикальными диаметрально противоположными друг другу шлицевыми пазами, на которой на подшипнике в ступени центрального отверстия установлен волновой механизм, опирающийся через гайку на упорный роликовый подшипник, закрепленный в корпусе; волновой механизм состоит из втулки регулирования скорости продольной подачи, выполненной заодно с зубчатой шестерней на ее верхнем торце, при этом на поверхности втулки выполнены верхние правые винтовые диаметрально противоположные друг другу пазы и нижние левые винтовые диаметрально противоположные друг другу пазы; на верхнюю и нижнюю части втулки регулирования скорости продольной подачи надеты верхняя и нижняя волновые втулки, с запрессованными в них пальцами, совмещенными с верхними и нижними винтовыми пазами упомянутой втулки, а также с вертикальными шлицевыми пазами направляющей втулки, при этом в волновом пазе, образованном верхней и нижней волновыми втулками расположены ролики привода продольной переменно-дискретной передачи; зубчатая шестерня втулки регулирования скорости продольной подачи находится в зацеплении с зубчатой шестерней рукояти переключения скоростей, выполненной в виде Г-образного рычага, установленной во втулке упомянутой шестерни и выведенной над поверхностью дисковой плиты главного привода станка; привод продольной переменно-дискретной передачи расположен на торце основания корпуса и состоит из оси с зубчатым коническим колесом, установленной на подшипниках, закрепленных в корпусе, при этом на оси посредством шлицевого соединения закреплена центральная зубчатая муфта переключения направления подачи, подвижная в осевом направлении, положением которой управляет эксцентрик с рукоятью на штоке, выведенной на боковую поверхность корпуса; слева и справа от упомянутой муфты установлены маятники прямой и обратной подачи, каждый из которых состоит из внешней обгонной муфты с рычагом, подпружиненным верхним и нижним возвратными штоками с пружинами, установленным на его конце роликом и внутренней обгонной муфты с зубчатой втулкой включения подачи, выполненной с возможностью зацепления своими зубцами с пазами центральной зубчатой муфты переключения направления подачи; зубчатое коническое колесо привода продольной переменно-дискретной передачи находится в зацеплении с зубчатым коническим колесом ходового винта суппорта продольной подачи, снабженного ручным маховиком, при этом на ходовом винте на направляющих суппорта, выполненных в виде ласточкина хвоста установлена каретка, на которой на салазках с рукоятью, подвижных в вертикальном направлении, закреплен резцедержатель с резцом.
2. Станок по п.1, отличающийся тем, что главный привод выполнен в виде электрической дрели, установленной на дисковой плите посредством фланцевого соединения.
3. Станок по п.1, отличающийся тем, что главный привод представляет собой пневмодвигатель с редуктором.
4. Станок по п.1, отличающийся тем, что главный привод выполнен в виде однофазного коллекторного электродвигателя, управляемого с помощью ШИМ-сигнала, подаваемого с силового выхода блока управления.
5. Станок по п.4, отличающийся тем, что силовой выход выполнен на основе транзисторных ключей.
6. Станок по п.4, отличающийся тем, что силовой выход выполнен на основе тиристорных ключей.
7. Станок по п.4, отличающийся тем, что блок управления выполнен на основе микроконтроллера, содержащего микропроцессорное ядро, подключенное с помощью системной шины к FLASH-памяти программ, SRAM-памяти данных и периферийным устройствам: универсальным двунаправленным GPIO-портам ввода-вывода, аналого-цифровым преобразователям, таймерам-счетчикам, универсальным синхронно-асинхронным приемопередатчикам USART и другим.
8. Станок по п.7, отличающийся тем, что к GPIO-портам ввода-вывода подключены силовой выход, блок ввода данных, блок индикации; к линиям аналого-цифровых преобразователей подключены концевые датчики положения суппорта и каретки и датчики пространственного положения резца, а к универсальным синхронно-асинхронным приемопередатчикам USART подключены блоки беспроводной связи с удаленной системой управления станком.
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ ОБРАБОТКИ ТОРЦОВЫХ ПОВЕРХНОСТЕЙ | 1998 |
|
RU2154552C2 |
| МОБИЛЬНОЕ ТОКАРНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ТОРЦОВ КРУПНОГАБАРИТНЫХ ОБЕЧАЕК | 2001 |
|
RU2200075C2 |
| US 3608406 A1, 28.09.1971 | |||
| US 6050161 A1, 18.04.2000. | |||

