Изобретение относится к космической технике и может быть использовано при создании космических аппаратов (КА) различного назначения.
В качестве прототипа выбран способ сборки КА блочно-модульного исполнения, представленный в описании патента RU №2581274, согласно которому модуль служебных систем (МСС) и модуль полезной нагрузки (МПН) изготавливают раздельно друг от друга, причем сборку МПН производят в технологической оснастке.
Недостаток раздельного изготовления МПН заключается в том, что после снятия МПН с технологической оснастки во время проведения такелажных работ и внутрицеховой транспортировки возможны его весовые деформации, которые способны привести к уходам посадочных размеров и затруднению вследствие этого монтажа на МСС.
Задачей, на решение которой направленно заявляемое изобретение, является создание способа изготовления МПН КА блочно-модульного исполнения, обеспечивающего заданные параметры позиционирования и жесткости силового каркаса МПН при выполнении такелажных работ, внутрицеховой транспортировки и монтажа на МСС.
Поставленная задача решается за счет того, что изготовление МПН КА блочно-модульного исполнения, заключающегося в сборке МПН на технологической оснастке раздельно от МСС, осуществляют так, что сборку силового каркаса МПН, состоящего из сотопанелей и крепежных конструктивных элементов, производят на разборной технологической оснастке, после завершения изготовления силового каркаса на него снаружи устанавливают технологический корсет, обеспечивающий заданные параметры позиционирования и жесткости силового каркаса, после чего разборную технологическую оснастку удаляют, а дальнейшую установку приборов и оборудования на силовой каркас, такелажные работы с МЛН, его транспортировку и монтаж на МСС осуществляют в технологическом корсете, который удаляют после окончательной сборки КА.
Техническим результатом способа изготовления МПН КА является обеспечение заданных параметров позиционирования и жесткости силового каркаса МПН за счет повышения точности позиционирования посадочных поверхностей и размеров МПН при выполнении такелажных работ, внутрицеховой транспортировки и монтажа на МСС в технологическом корсете.
Предложенный способ поясняется чертежами, на которых изображено:
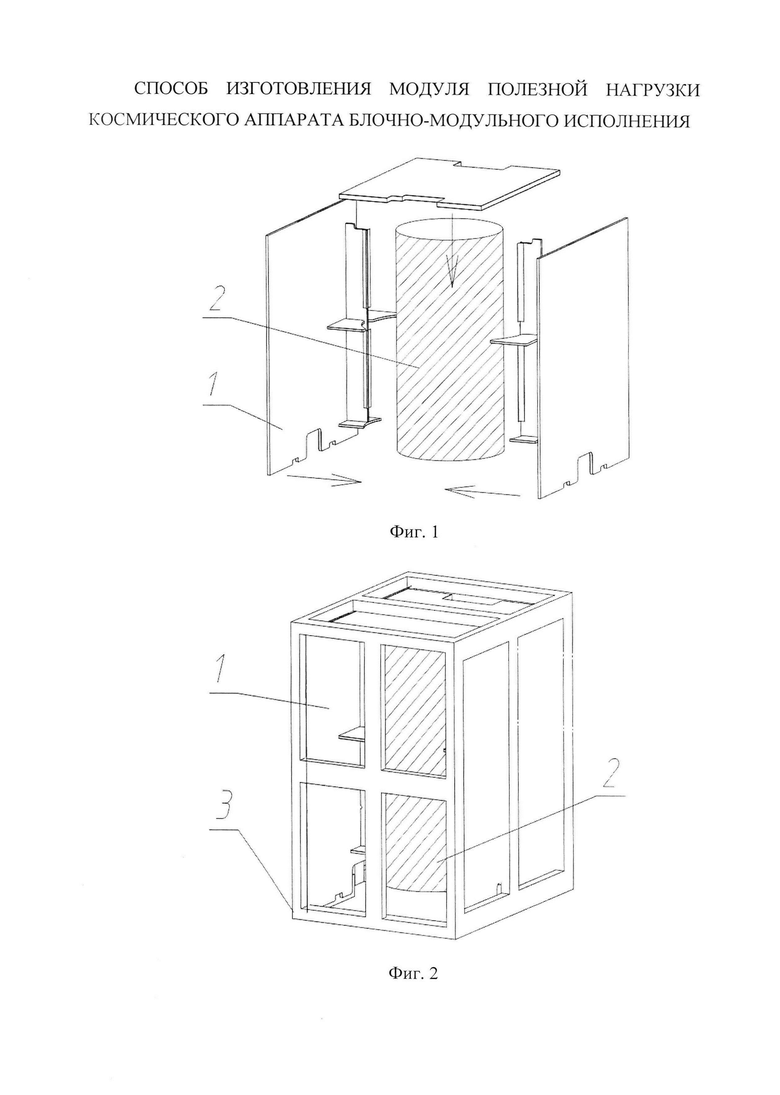
- на фиг. 1 - сборка МПН на разборной технологической оснастке;
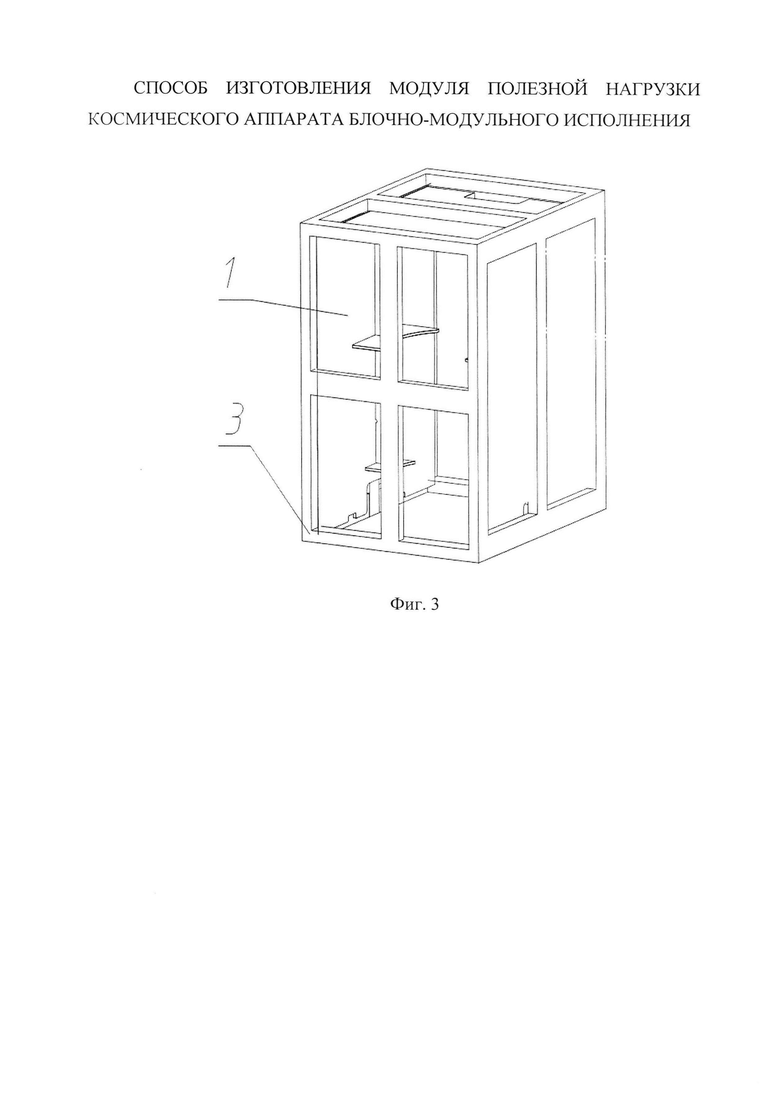
- на фиг. 2 - собранный МПН на разборной технологической оснастке, установленный в технологический корсет;
- на фиг. 3 - МПН в технологическом корсете;
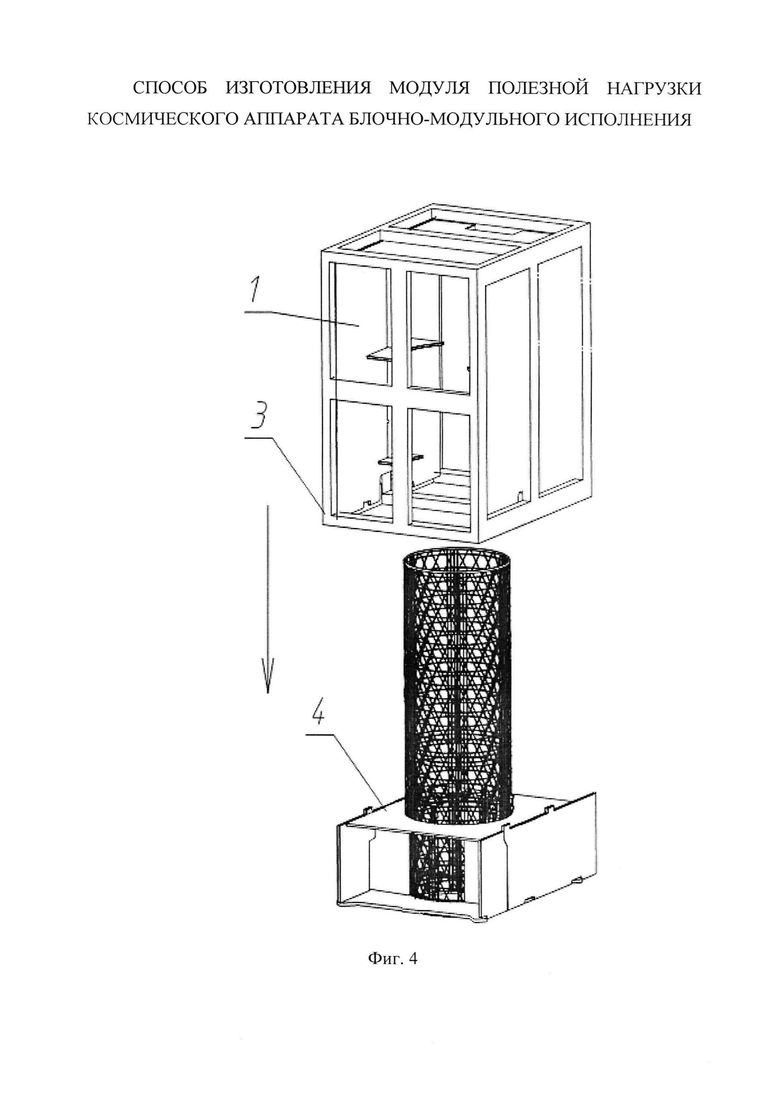
- на фиг. 4 - монтаж МПН в технологическом корсете на МСС;
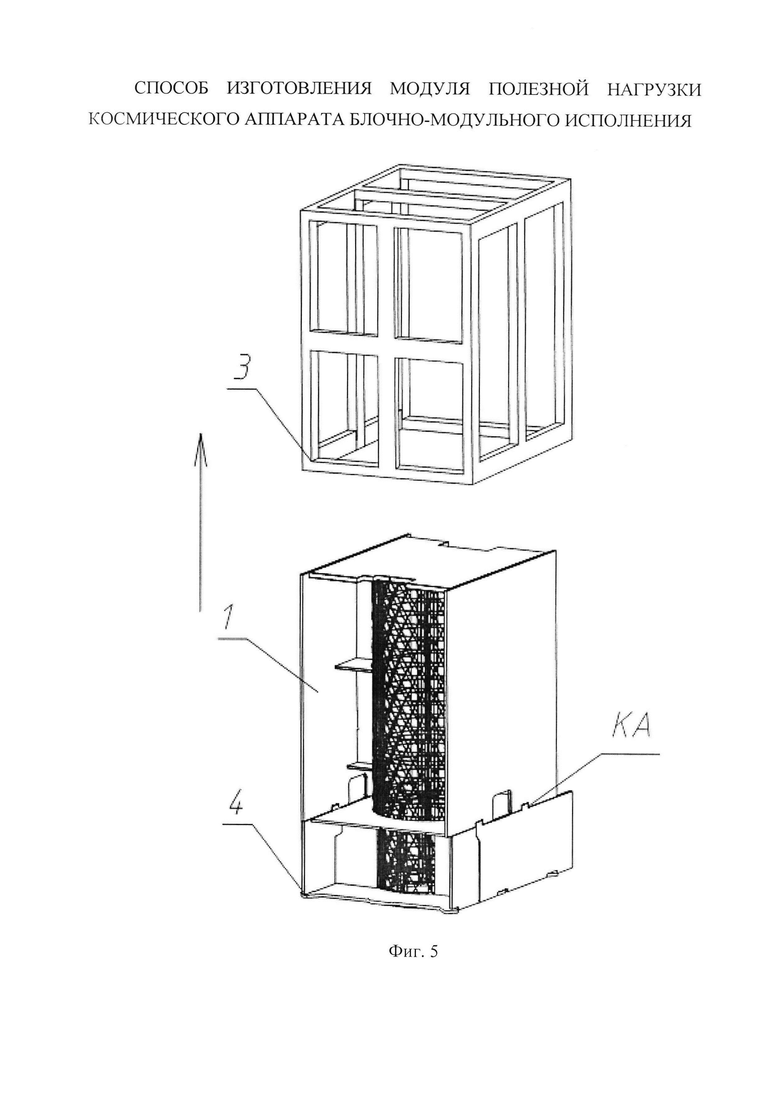
- на фиг. 5 - сборка КА, состоящего из МПН и МСС.
Способ изготовления силового каркаса МПН в технологическом корсете осуществляется последовательно. На фиг. 1 показан МПН 1, который представляет собой сборную П-образную конструкцию из трехслойных сотовых панелей, собираемую на разборной технологической оснастке 2, имеющей габаритно-присоединительные размеры, соответствующие габаритно-присоединительным размерам МСС.
После завершения сборки МПН на разборной технологической оснастке на его наружной поверхности производится монтаж и закрепление технологического корсета 3 (фиг. 2), который выполняет роль жесткостного каркаса, предотвращающего весовые деформации МПН при проведении такелажных работ и внутрицеховой транспортировке.
После монтажа технологического корсета на МПН (фиг. 3) разборная технологическая оснастка снимается с МПН. На полученную таким образом жесткую конструкцию устанавливают и закрепляют приборы, оборудование, конструкции и интерфейсы (приборы, оборудование, конструкции и интерфейсы на фиг. 3 условно не показаны). Такелажные работы с МПН и его транспортировку при внутрицеховых операциях, а также монтаж на МСС осуществляют в технологическом корсете.
После монтажа МПН на МСС производят механическую сборку МПН и МСС 4 между собой, как показано на фиг. 4, путем совмещения и сопряжения их посадочных поверхностей.
На фиг. 5 показан КА, состоящий из МПН и МСС, при этом после механической сборки двух модулей между собой технологический корсет демонтируется с МПН.
Таким образом, раздельное изготовление МПН на технологической оснастке с последующим размещением его в технологический корсет позволяет достигнуть решения поставленной задачи изобретения - обеспечения заданных параметров позиционирования и жесткости силового каркаса МПН при выполнении такелажных работ, внутрицеховой транспортировке и монтаже на МСС.
Указанный способ изготовления МПН успешно опробован при изготовлении КА на базе платформы среднего класса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ КОРПУСА КОСМИЧЕСКОГО АППАРАТА | 2023 |
|
RU2811506C1 |
| СПОСОБ СБОРКИ КОСМИЧЕСКОГО АППАРАТА | 2019 |
|
RU2729906C1 |
| Корпус космического аппарата блочно-модульного типа и способ его сборки | 2021 |
|
RU2771471C1 |
| СПОСОБ СБОРКИ КОСМИЧЕСКОГО АППАРАТА | 2017 |
|
RU2658262C1 |
| КОСМИЧЕСКИЙ АППАРАТ С РЕГУЛЯРНОЙ ОРИЕНТАЦИЕЙ ОТНОСИТЕЛЬНО СОЛНЦА | 2003 |
|
RU2264954C2 |
| СПОСОБ СБОРКИ КОСМИЧЕСКОГО АППАРАТА | 2016 |
|
RU2647404C2 |
| КОСМИЧЕСКАЯ ПЛАТФОРМА | 2016 |
|
RU2648520C2 |
| КОРПУС КОСМИЧЕСКОГО АППАРАТА БЛОЧНО-МОДУЛЬНОГО ИСПОЛНЕНИЯ | 2021 |
|
RU2775790C1 |
| КОСМИЧЕСКИЙ АППАРАТ БЛОЧНО-МОДУЛЬНОГО ИСПОЛНЕНИЯ | 1995 |
|
RU2092398C1 |
| КОСМИЧЕСКАЯ ПЛАТФОРМА | 2014 |
|
RU2569658C2 |
Изобретение относится к космическим аппаратам (КА). Изготовление модуля полезной нагрузки (МПН) КА блочно-модульного исполнения заключается в сборке МПН на технологической оснастке раздельно от модуля служебных систем (МСС). Сборку силового каркаса МПН, состоящего из сотопанелей и крепежных конструктивных элементов, производят на разборной технологической оснастке. После завершения изготовления силового каркаса на него снаружи устанавливают технологический корсет, обеспечивающий заданные параметры позиционирования и жесткости силового каркаса, после чего разборную технологическую оснастку удаляют, а дальнейшую установку приборов и оборудования на силовой каркас, такелажные работы с МПН, его транспортировку и монтаж на МСС осуществляют в технологическом корсете, удаляемом после окончательной сборки КА. Техническим результатом изобретения является обеспечение заданных параметров позиционирования и жесткости силового каркаса МПН за счет повышения точности позиционирования посадочных поверхностей и размеров МПН при выполнении такелажных работ, внутрицеховой транспортировки и монтажа на МСС в технологическом корсете. 5 ил.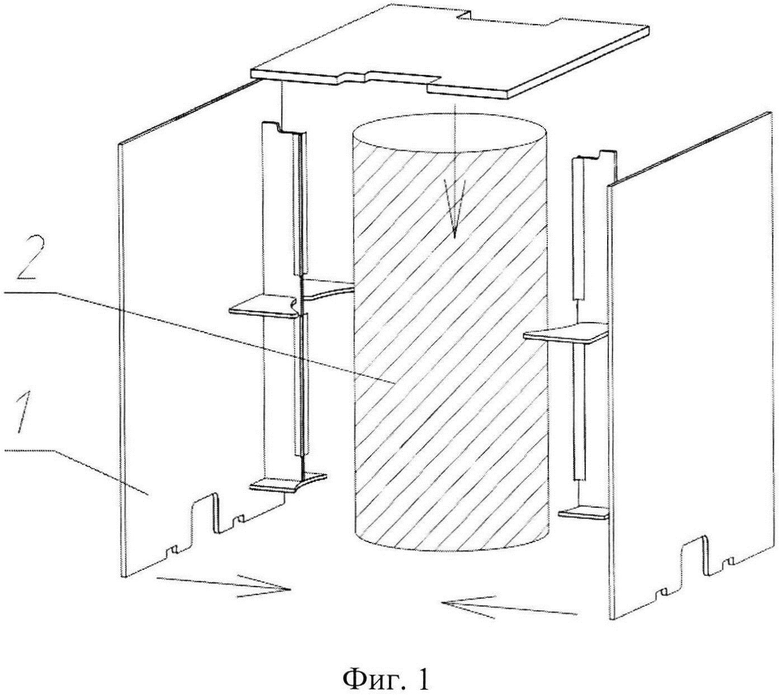
Способ изготовления модуля полезной нагрузки космического аппарата блочно-модульного исполнения, заключающегося в сборке модуля полезной нагрузки на технологической оснастке раздельно от модуля служебных систем, отличающийся тем, что сборку силового каркаса модуля полезной нагрузки, состоящего из сотопанелей и крепежных конструктивных элементов, производят на разборной технологической оснастке, после завершения изготовления силового каркаса на него снаружи устанавливают технологический корсет, обеспечивающий заданные параметры позиционирования и жесткости силового каркаса, после чего разборную технологическую оснастку удаляют, а дальнейшую установку приборов и оборудования на силовой каркас, такелажные работы с модулем полезной нагрузки, его транспортировку и монтаж на модуль служебных систем осуществляют в технологическом корсете, который удаляют после окончательной сборки космического аппарата.
| КОСМИЧЕСКИЙ АППАРАТ БЛОЧНО-МОДУЛЬНОГО ИСПОЛНЕНИЯ | 2014 |
|
RU2581274C2 |
| US 6206327 B1, 27.03.2001 | |||
| МИКРОСПУТНИК ДЛЯ ДИСТАНЦИОННОГО ЗОНДИРОВАНИЯ ПОВЕРХНОСТИ ЗЕМЛИ | 2010 |
|
RU2457157C1 |

