Изобретение относится к космической технике и может быть использовано при создании космических аппаратов (КА) блочно-модульного исполнения.
В качестве прототипа выбран способ изготовления модуля полезной нагрузки (МПН) для КА блочно-модульного исполнения представленный в описании патента RU №2659343, состоящий из МПН и модуля служебных систем (МСС). Согласно указанному патенту сборку МПН производят на технологической оснастке, имитирующей корпус КА, при этом на внутренней стороне МПН устанавливают технологический корсет, после чего демонтируют технологическую оснастку. Все автономные работы с МПН (сборочные, отработочные, транспортировочные и прочие) проводят в технологическом корсете, который демонтируют после завершения монтажа и установки МПН на КА.
Преимуществом данного технического решения, является обеспечение заданных параметров жесткости и позиционирования посадочных мест МПН для монтажа и установки на КА.
Недостатком прототипа является конструктивная сложность технологического корсета, приводящая к увеличению времени на выполнение технологических операций по изготовлению и монтажу технологического корсета на МПН и его демонтажу с КА, которая не оправдана в случае, когда нет необходимости в проведении автономных работ с МПН вне сборочного цеха, например, если не нужно осуществлять транспортирование МПН на большие расстояния.
Для заявленного способа выявлены следующие основные общие с прототипом существенные признаки:
- КА состоит из МСС и МПН, собираемые по раздельности друг от друга;
- сборку МПН производят на технологической оснастке;
- технологическую оснастку удаляют после установки и закрепления на МПН технологического корсета;
- после окончания монтажа и сборки МПН и МСС между собой технологический корсет демонтируют.
Технической проблемой, на решение которой направленно заявляемое изобретение является уменьшение трудоемкости работ при сборки КА.
Указанная проблема решается за счет того, что сборка КА, состоящего из МСС и МПН, собираемых по отдельности друг от друга, а затем соединяют между собой при окончательной сборке, причем сборку МПН, производят на технологической оснастке, имитирующей корпус КА, которую удаляют после установки и закрепления на МПН технологического корсета, а последний демонтируют после окончания монтажа и сборки МПН и МСС между собой, осуществляют так, что технологический корсет устанавливают на внутренней стороне МПН.
Техническим результатом способа сборки КА является уменьшение времени на выполнение технологических операций по изготовлению и монтажу технологического корсета на МПН и его демонтажу с КА, за счет установки технологического корсета на внутренней стороне МПН.
Предложенный способ поясняется 5 рисунками, на которых изображено:
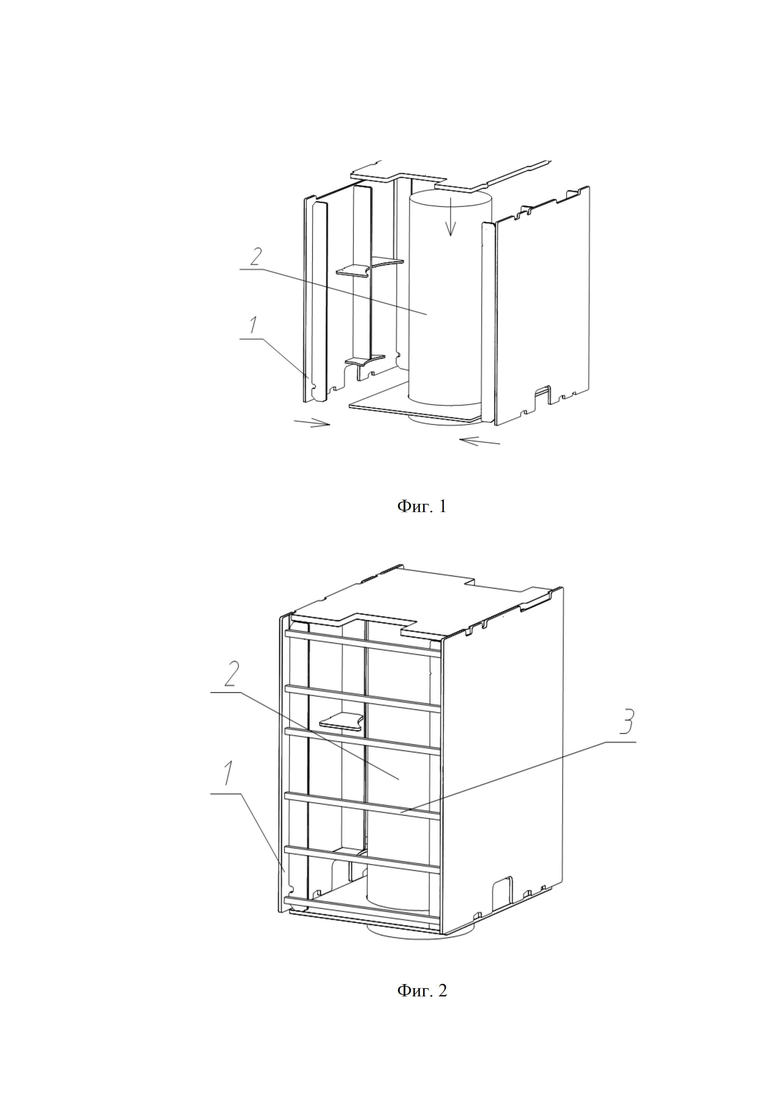
- на фиг. 1 - сборка МПН на технологической оснастке;
- на фиг. 2 - собранный МПН на технологической оснастке и установленный технологический корсет;
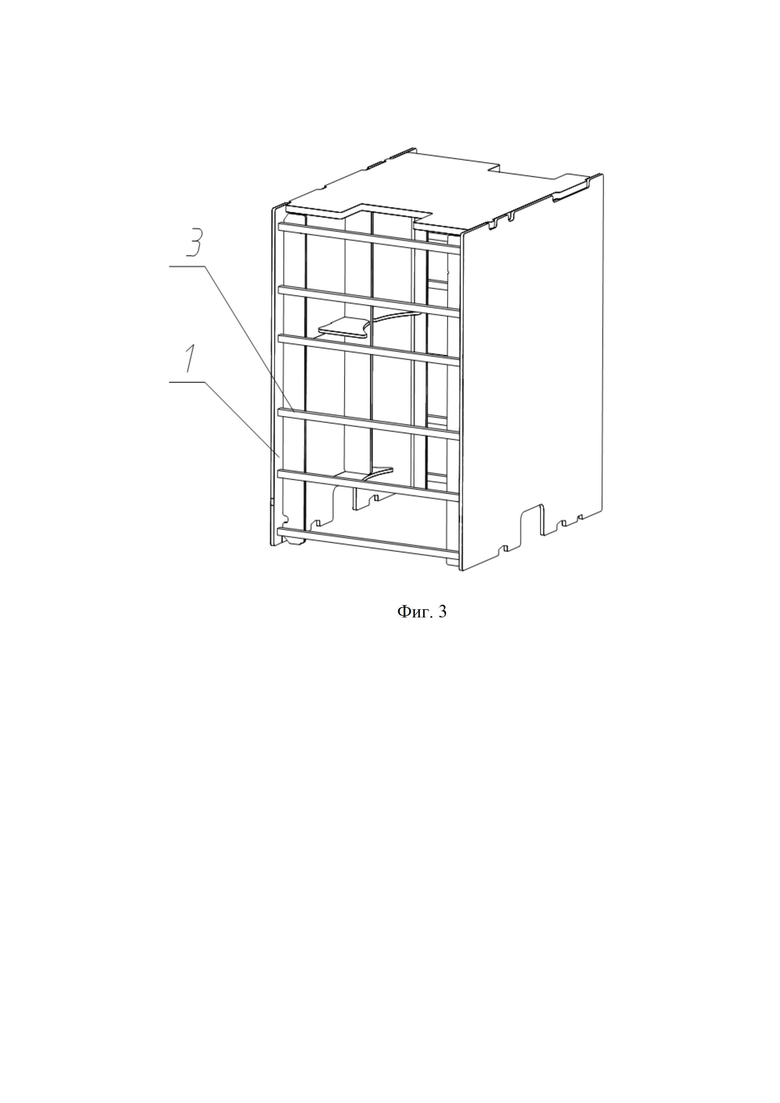
- на фиг. 3 - МПН в технологическом корсете;
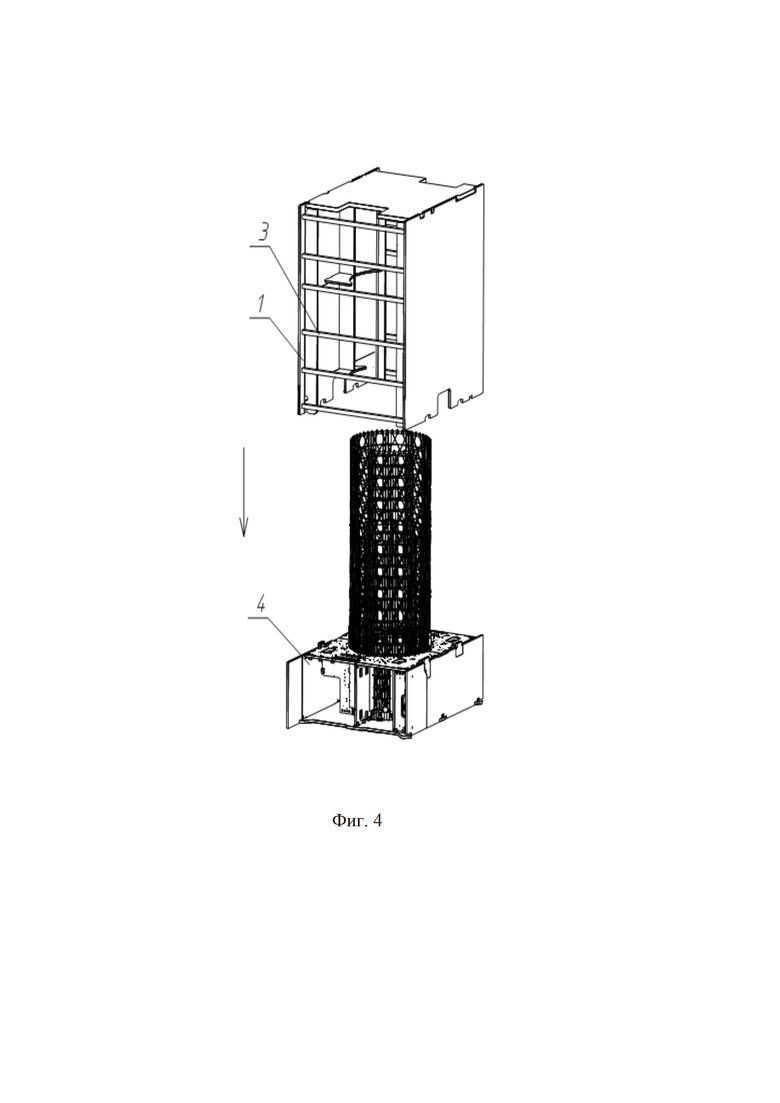
- на фиг. 4 - монтаж МПН в технологическом корсете на МСС;
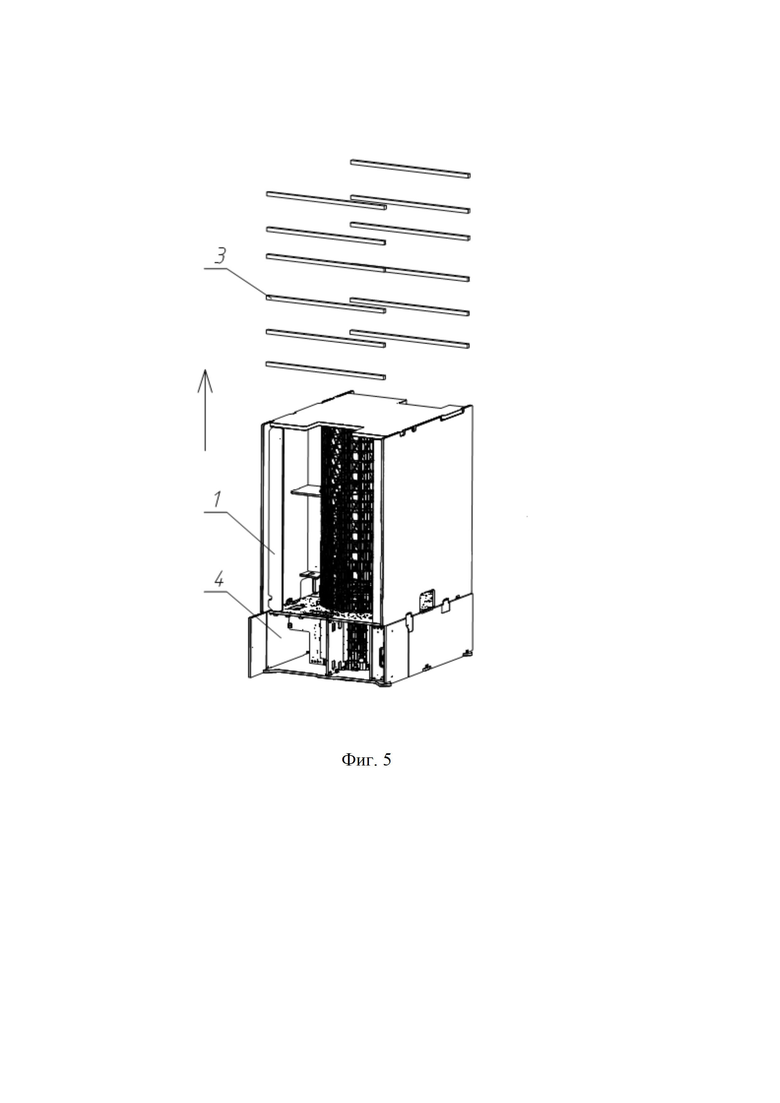
- на фиг. 5 - сборка КА состоящего из МПН и МСС.
На фиг. 1 показан МПН 1, который представляет собой сборную П-образную конструкцию из трехслойных сотовых панелей, собираемую на технологической оснастке 2, имеющей габаритно-присоединительные размеры, соответствующие габаритно-присоединительным размерам МСС 4.
Способ сборки КА осуществляется следующим образом.
МПН 1 и МСС 4 собирают по отдельности друг от друга, причем сборку МПН 1 производят на технологической оснастке 2, имитирующей корпус КА. После сборки МПН 1 на технологической оснастке 2, на полученную конструкцию устанавливают и закрепляют приборы, оборудование, конструкции и интерфейсы (приборы, оборудование, конструкции и интерфейсы на фиг. 1 условно не показаны).
После окончательной сборки МПН 1 устанавливают технологический корсет 3 на внутренней стороне сотовых панелей, фиксирующий положение посадочных и присоединительных размеров МПН 1, после чего удаляют технологическую оснастку 2 (см. фиг. 3). Технологический корсет 3 обеспечивает заданные параметры жесткости и позиционирования посадочных мест МПН 1 при автономных работах в пределах сборочного цеха.
Затем производят механическую сборку МПН 1 и МСС 4 между собой, как показано на фиг. 4, путем совмещения и сопряжения их посадочных поверхностей.
На фиг. 5 показан КА, состоящий из МПН и МСС, при этом после механической сборки двух модулей между собой, технологический корсет 3 демонтируется с МПН.
Таким образом, размещение технологического корсета 3 на внутренней стороне МПН 1 позволяет достичь уменьшения трудоемкости работ при сборки КА, что приводит к уменьшению времени на выполнение технологических операций по изготовлению и монтажу технологического корсета 3 на МПН 1 и его демонтажу с КА, когда нет необходимости в проведении автономных работ с МПН 1 вне сборочного цеха.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ ПОЛЕЗНОЙ НАГРУЗКИ КОСМИЧЕСКОГО АППАРАТА БЛОЧНО-МОДУЛЬНОГО ИСПОЛНЕНИЯ | 2017 |
|
RU2659343C1 |
| СПОСОБ СБОРКИ КОСМИЧЕСКОГО АППАРАТА | 2017 |
|
RU2658262C1 |
| Корпус космического аппарата блочно-модульного типа и способ его сборки | 2021 |
|
RU2771471C1 |
| СПОСОБ СБОРКИ КОРПУСА КОСМИЧЕСКОГО АППАРАТА | 2023 |
|
RU2811506C1 |
| Способ сборки модуля полезной нагрузки космического аппарата | 2021 |
|
RU2771087C1 |
| СПОСОБ АВТОМАТИЗИРОВАННОЙ СБОРКИ КОСМИЧЕСКИХ АППАРАТОВ | 2024 |
|
RU2824224C1 |
| СПОСОБ СБОРКИ КОСМИЧЕСКОГО АППАРАТА | 2016 |
|
RU2647404C2 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС СБОРКИ КОСМИЧЕСКИХ АППАРАТОВ | 2024 |
|
RU2825164C1 |
| Универсальная платформа космического аппарата | 2016 |
|
RU2624764C1 |
| УЗЕЛ КРЕПЛЕНИЯ МОДУЛЯ СЛУЖЕБНЫХ СИСТЕМ С МОДУЛЕМ ПОЛЕЗНОЙ НАГРУЗКИ КОСМИЧЕСКОГО АППАРАТА | 2021 |
|
RU2818027C2 |
Изобретение относится к технологии сборки космических аппаратов (КА) блочно-модульного типа. Модули полезной нагрузки (МПН) (1) и служебных систем (МСС) собирают по отдельности. После сборки МПН (1) на технологической оснастке (2), имитирующей корпус КА, на собранной конструкции закрепляют требуемые приборы и оборудование. Затем на внутренней стороне сотовых панелей устанавливают технологический корсет (3), фиксирующий положение посадочных и присоединительных размеров МПН (1), после чего удаляют оснастку (2). К МПН (1) подсоединяют (снизу) МСС со штатным корпусом КА, совмещая их посадочные поверхности. Техническим результатом является уменьшение времени на выполнение операций по изготовлению, монтажу и демонтажу технологического корсета (3) на МПН с КА, за счет установки этого корсета на внутренней стороне МПН. 5 ил.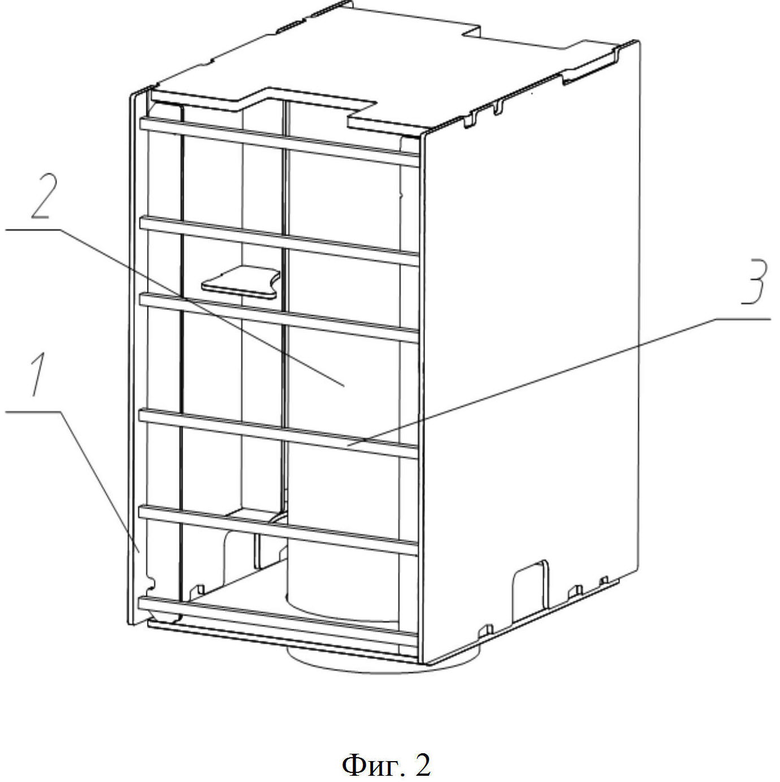
Способ сборки космического аппарата (КА), состоящего из модуля служебных систем (МСС) и модуля полезной нагрузки (МПН), включающий сборку МСС и МПН по отдельности друг от друга, соединение их между собой после сборки, причем сборку МПН производят на технологической оснастке, имитирующей корпус КА, которую удаляют после установки и закрепления на МПН технологического корсета, а последний демонтируют после окончания сборки МПН и МСС между собой, отличающийся тем, что технологический корсет устанавливают на внутренней стороне МПН.
| СПОСОБ ИЗГОТОВЛЕНИЯ МОДУЛЯ ПОЛЕЗНОЙ НАГРУЗКИ КОСМИЧЕСКОГО АППАРАТА БЛОЧНО-МОДУЛЬНОГО ИСПОЛНЕНИЯ | 2017 |
|
RU2659343C1 |
| КОСМИЧЕСКИЙ АППАРАТ БЛОЧНО-МОДУЛЬНОГО ИСПОЛНЕНИЯ | 2014 |
|
RU2581274C2 |
| МИКРОСПУТНИК ДЛЯ ДИСТАНЦИОННОГО ЗОНДИРОВАНИЯ ПОВЕРХНОСТИ ЗЕМЛИ | 2010 |
|
RU2457157C1 |
| US 6206327 B1, 27.03.2001. | |||

