Изобретение относится к машиностроению, а именно к обработке металлов энергией взрыва, в частности к сварке взрывом многослойных композиций.
Известен способ сварки взрывом (см. Дерибас А.А. Физика упрочнения и сварки взрывом. 2-е изд., доп. и перераб. - Новосибирск: Наука, 1980. С. 115-124), в которых соединение двух пластин из одинаковых или различных материалов получают метанием одной (плакирующей) пластины на другую неподвижную (плакируемую) пластину под некоторым углом γ. Известен также способ соединения сваркой взрывом стали с алюминием (см. патент 3689232 США, МПК В23К20/08, 1971), в котором на неподвижную, обычно более толстую пластину, предварительно наносится сваркой взрывом тонкая технологическая прокладка, а затем основной плакирующий слой. Эти способы позволяют получать многослойные композиции из различных металлов и сплавов, однако с их применением нельзя получать композиции, содержащие малопластичные склонные к трещинообразованию при деформации металлы и сплавы. Причина в том, что (см. Дерибас А.А. Физика упрочнения и сварки взрывом. 2-е изд., доп. и перераб. - Новосибирск: Наука, 1980. С. 130-132) в результате соударения плакирующей пластины толщиной δ с плакируемой пластиной в зоне соединения образуются волны с длиной λ=26⋅δ⋅sin2(γ/2) и амплитудой a=(0,14-0,30)-λ. Эти параметры связаны с временем прохождения волн напряжений по толщине плакирующей пластины. В результате волнообразования в местах с наибольшими пластическими деформациями (см. Захаренко И.Д., Злобин Б.С. Влияние твердости свариваемых материалов на положение нижней границы сварки взрывом // Физика горения и взрыва. 1983. Т. 19. №5. С. 170-174) на гребнях волн образуются сдвиговые трещины, которые не позволяют получать качественные многослойные композиции с использованием таких материалов, как высокопрочные стали в термообработанном состоянии, титановые и молибденовые сплавы. При большой толщине плакирующей пластины волны достигают значительных размеров и большие сдвиговые деформации приводят к образованию трещин (см. Фиг. 1) в зоне соединения, что приводит к разрушению всей композиции.
Известен способ плакирования взрывом деталей из стали (см. А.С. 1042931 СССР, В 23К/20, 1979), принятый за прототип, где в качестве технологической прокладки используют железоуглеродистый сплав на ферритовой основе или армко-железо, причем технологическую прокладку предварительно наносят сваркой взрывом на плакирующую пластину. Данный способ обладает тем недостатком, что акустические импедансы (произведение плотности материала на скорость звука в нем) технологической прокладки и свариваемых через нее сталей практически не отличаются (см. табл. 1).
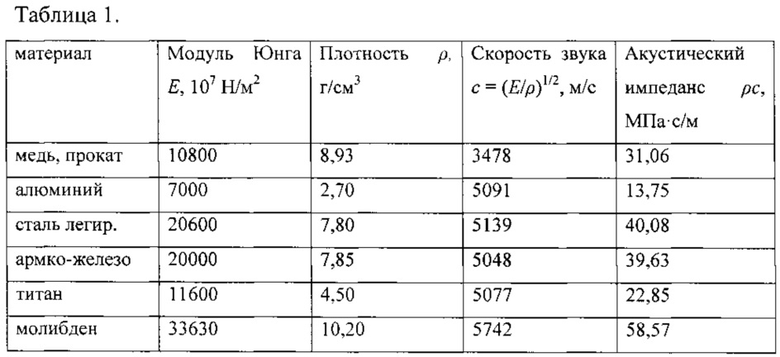
Плакирующая пластина является однородной с точки зрения прохождения по ней волн напряжений, возникающих при соударении с неподвижной плакируемой пластиной. В результате величина образующихся в зоне соединения волн определяется суммарной толщиной плакирующей пластины и технологической прокладки и, в соответствии с вышеприведенной формулой, размер волн растет с ростом толщины плакирующей пластины. Для свариваемых малопластичных материалов (см. Фиг. 1) рост волн приводит к трещинообразованию.
Предлагаемый способ плакирования взрывом по сравнению с прототипом решает следующие задачи: повышает качество многослойной композиции из малопластичных металлов и сплавов, таких как, например, высокопрочные стали в термообработанном состоянии, титановые и молибденовые сплавы, и расширяет возможности сварки взрывом в области создания биметаллических и многослойных композиций. Изложенные задачи решаются тем, что в качестве тонкой технологической прокладки, которую предварительно наносят на плакирующую пластину, используют пластичный материал с акустическим импедансом, отличным от акустического импеданса плакирующей пластины. Для высокотвердых сталей таким материалом является, например, медь (см. табл. 1). Рекомендуемая толщина технологической прокладки 0,3÷1,2 мм. Известно (см. Плакирование стали взрывом / Гельман А.С. и др., М. Машиностроение, 1978. С. 25-27), что распространение волн напряжений в слоистых средах, когда разные слои имеют различный акустический импеданс, существенно отличается от прохождения волн в однородных средах. В слоистых средах происходит отражение волн напряжений от границ слоев, что может существенно влиять на процесс сварки взрывом. Опыты показали, что при метании плакирующей пластины с нанесенной на нее технологической прокладкой размер волн в зоне соединения определяется толщиной технологической прокладки, если акустические импедансы пластины и прокладки различны.
Предлагаемое изобретение поясняется графическим материалом.
На Фиг. 1 показана зона соединения после сварки взрывом твердых сталей через медную прокладку по обычной схеме, когда прокладку предварительно сваривают с плакируемой пластиной. Видны сдвиговые трещины, образующиеся на гребнях волн, на границе между плакирующим листом и медной прокладкой.
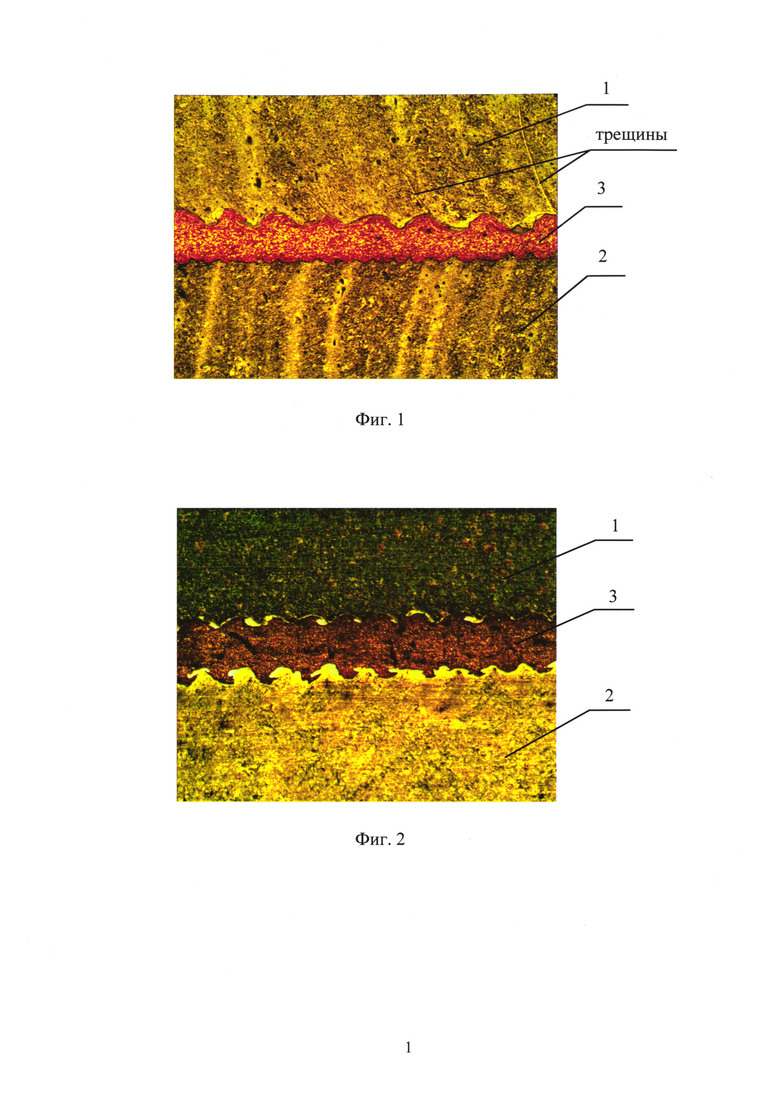
На Фиг. 2 показана зона шва после сварки взрывом твердых сталей через медную прокладку по предлагаемому способу, когда прокладку предварительно сваривают с плакирующей пластиной. Трещины на границе соединения не образуются.
Заявляемый способ (см. Фиг. 2) заключается в следующем.
Проводят необходимую технологическую термообработку плакирующего листа 1 и плакируемой заготовки 2 из основного металла. Плакирующий лист 1 покрывают методом сварки взрывом тонкой технологической прокладкой из пластичного металла 3 с отличным от плакирующего листа акустическим импедансом. Для этого над плакирующим листом 1 устанавливают тонкую технологическую прокладку, размещают на ней заряд ВВ и производят сварку. Затем плакирующий лист 1 с нанесенной на него технологической прокладкой устанавливают над плакируемой заготовкой 2, размещают на нем заряд ВВ и производят сварку в режиме, соответствующем сварке материала технологической прокладки с плакируемой заготовкой.
Благодаря применению тонкой технологической прокладки и выполнению сварки в вышеописанной последовательности, волны на границе соединения имеют минимальный размер и не приводят к возникновению трещин.
Пример. Изготавливали биметаллическую композицию из стали 60Г2А и стали 30ХГСА по следующей технологии.
Термообработанный лист из стали 60Г2А, HRC 45 толщиной 3 мм плакировали медной фольгой толщиной 0,3 мм по технологии сварки взрывом.
Далее проводили термическую обработку основной заготовки из стали 30ХГСА до HRC 45.
Сварку взрывом осуществляли как сварку двухслойного плакирующего листа и основной заготовки. Результат металлографического исследования полученной композиции соответствует Фиг. 2.
Заявляемый способ экспериментально опробован в КТФ ИГиЛ СО РАН.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЗРЫВНОГО ПЛАКИРОВАНИЯ ТОРЦЕВОЙ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ | 2010 |
|
RU2412033C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ВЗРЫВОМ ПЛОСКОЙ БИМЕТАЛЛИЧЕСКОЙ ЗАГОТОВКИ | 2009 |
|
RU2397850C1 |
| СПОСОБ ПОЛУЧЕНИЯ КРУПНОГАБАРИТНЫХ БИМЕТАЛЛИЧЕСКИХ ЛИСТОВ СТАЛЬ-ТИТАН СВАРКОЙ ВЗРЫВОМ | 2000 |
|
RU2174458C2 |
| ДВУХСЛОЙНАЯ, СТОЙКАЯ К ДИНАМИЧЕСКОМУ ВОЗДЕЙСТВИЮ, ЛИСТОВАЯ СТАЛЬ ВЫСОКОЙ ПРОЧНОСТИ И СПОСОБ ЕЕ ПРОИЗВОДСТВА | 2011 |
|
RU2501657C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2235627C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКИХ ТРУБ СВАРКОЙ ВЗРЫВОМ | 2013 |
|
RU2537671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО МЕТАЛЛИЧЕСКОГО ЛИСТА | 2015 |
|
RU2629422C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2002 |
|
RU2194600C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО МАТЕРИАЛА | 2013 |
|
RU2560472C2 |
| Способ плакирования взрывом деталей из стали | 1979 |
|
SU1042931A1 |
Изобретение может быть использовано при изготовлении взрывом биметаллических композиций из малопластичных материалов. Для исключения появления на границе соединения сдвиговых трещин сначала приваривают взрывом к плакирующему листу технологическую прокладку из меди, толщиной 0,3-0,5 мм. Затем приваривают взрывом полученный двухслойный плакирующий лист к плакируемой заготовке в режиме, соответствующем режиму упомянутой приварки технологической прокладки. Способ обеспечивает получение качественных биметаллических листовых композиций. 2 ил., 1 табл., 1 пр.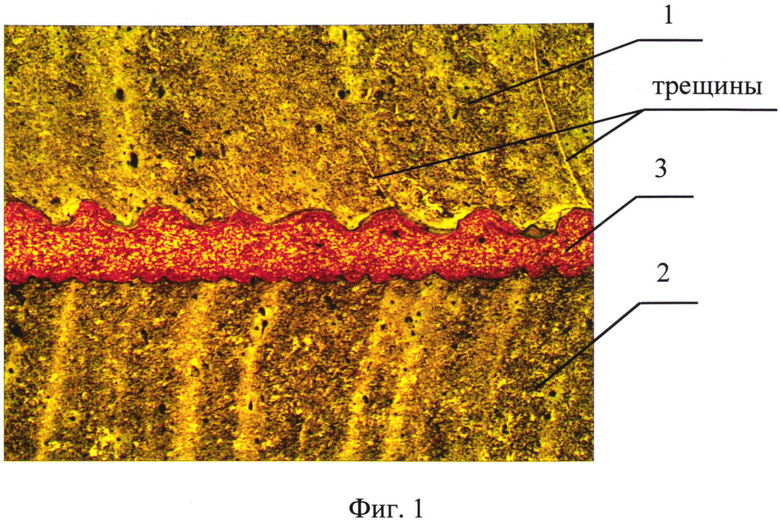
Способ изготовления сваркой взрывом многослойной композиции из малопластичных сталей, включающий приварку взрывом к плакирующему листу технологической прокладки, выполненной из меди, толщиной 0,3-0,5 мм, и последующую приварку взрывом полученного двухслойного плакирующего листа к плакируемой заготовке в режиме, соответствующем режиму упомянутой приварки технологической прокладки.
| Способ плакирования взрывом деталей из стали | 1979 |
|
SU1042931A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА ТИТАН-АЛЮМИНИЙ | 2008 |
|
RU2370350C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА МЕДЬ-ТИТАН | 2013 |
|
RU2533508C1 |
| US 4867369 А, 19.09.1989 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |

