Изобретение относится к области сварки взрывом и предназначается для использования в переходных элементах токоподводящих узлов алюминиевого электролизера.
Известен способ получения композиционного сталеалюминевого материала сваркой взрывом, при котором между алюминием и сталью вводится прослойка из ферритной стали (патент США 3360694, МКИ В 23 К 20/08, 1971). Недостатком данного способа является невозможность получения толстолистового композиционного материала с высокой прочностью соединения слоев (а именно, толстолистовые переходники используются в токоподводящих узлах алюминиевого электролизера) путем их одновременной сварки взрывом, т.е. за одну взрывную стадию, т. к. в этом случае приходится применять взрывчатые вещества с большой высотой заряда, что приводит к образованию на границе алюминия со сталью большого количества хрупких интерметаллидов, резко снижающих прочность сварного соединения. Кроме этого, при сварке взрывом в случаях, когда метается металл с меньшей акустической жесткостью, т.е. когда метается алюминий на сталь, появляются волны разгрузки, приводящие к образованию на границе соединения алюминия со сталью растягивающих напряжений, которые могут не только снизить, но и даже разрушить уже полученное сварное соединение.
Известен способ получения композиционного сталеалюминевого материала сваркой взрывом, при котором между алюминием и сталью вводится прослойка из титана с целью исключения образования интерметаллидной прослойки между алюминием и сталью (патент Японии 49-15333, МКИ В 23 К 19/00, опубл. 13.04.74). Недостатком данного способа является невозможность получения высокопрочного толстолистового композиционного материала за одну взрывную стадию, т.к. в этом случае приходится применять взрывчатые вещества с большой высотой заряда, что приводит к образованию на границе титана со сталью хрупких интерметаллидов, резко снижающих прочность соединения. Кроме этого, интерметаллиды имеют большое переходное электросопротивление и приводят к значительным потерям электроэнергии, а при последующей эксплуатации такого переходника в условиях высоких рабочих температур алюминиевого электролизера количество интерметаллидов будет постоянно расти, и на границе соединения титана со сталью появится сплошная интерметаллидная прослойка, которая приведет к полному расслоению данной границы. Другим недостатком данного способа является высокая стоимость титановой прослойки.
Известен способ получения композиционного сталеалюминевого композиционного материала сваркой взрывом, при котором между алюминием и сталью вводится стальная прослойка с содержанием азота до 0,03% для повышения коррозионной стойкости и исключения роста интерметаллидов (Обработка материалов взрывом / Крупин А.В., Соловьев В.Я., Попов Г.С., Кръстев М.Р. - М.: Металлургия, 1991, с. 457). Недостатками данного способа являются невозможность получения высокопрочного толстолистового композиционного материала за одну взрывную стадию из-за образования на границе соединения алюминия с азотированной стальной прослойкой хрупких интерметаллидов, а также из-за образования на этой границе растягивающих напряжений, вызванных волнами разгрузки, которые могут не только снизить, но и даже полностью разрушить уже полученное сварное соединение. Кроме этого, после проведения термохимической операции по азотированию тонкой стальной прослойки, она имеет значительную макродеформацию и остаточные напряжения, исправление которых требует выполнения двойной трудоемкой операции: нагрева (отпуска) и последующей правки. К другому недостатку данного способа следует отнести наличие коррозионной стойкости только на границе алюминия с азотированной стальной прослойкой, в то время как весь основной стальной слой композиционного переходника коррозионной стойкостью не обладает, а именно этот слой несет основную несущую нагрузку токоподводящего узла алюминиевого электролизера.
Известен способ сварки взрывом, при котором метаемая пластина имеет прокладку из какого-либо легко сжимаемого инертного материала (резина, картон, поролон и др. ), уменьшающего бризантное действие взрывчатого вещества и предохраняющего поверхность металла от прямого температурного и химического воздействия продуктов взрыва (Дерибас А. А. Физика упрочнения и сварки взрывом. - Новосибирск: Наука, 1980, с. 27). Недостатком данного способа является применение при использовании прокладок повышенной высоты заряда взрывчатого вещества, что приводит при метании тонких пластин к образованию большого количества хрупких интерметаллидов, резко снижающих прочность сварного соединения. Кроме этого, применение прокладок изменяет кинетику процесса взрывного метания пластин и существенно сужает диапазон оптимального режима сварки, особенно при сварке взрывом металлов с резко отличающимися свойствами (таких, как алюминий и сталь), что, соответственно, приводит к снижению качества и повышению брака. К другому недостатку следует отнести большой нагар, окисление и загрязнение поверхности после приварки метаемой пластины, связанные с предварительным приклеиванием к ней прокладки, что, соответственно, не позволяет в условиях полигона качественно подготовить и зачистить поверхность к сварке взрывом второй плакирующей пластины.
Наиболее близким по технической сущности является способ получения композиционного сталеалюминевого переходника для анодного штыря алюминиевого электролизера, при котором в полученном последовательной сваркой взрывом композиционном материале сталь+алюминий+алюминий высверливают два цилиндрических отверстия на всю толщину и в эти отверстия запрессовывают два стальных прутка с целью повышения прочности и долговечности переходника при высоких температурах эксплуатации (патент РФ 2170289, МКИ С 25 С 3/12, 3/16, 27.07.2000). Недостатком данного способа являются значительные потери электроэнергии из-за образования на границе соединения стали с алюминием хрупкой интерметаллидной прослойки, которая имеет большое электросопротивление и растет по мере увеличения срока эксплуатации такого переходника при высоких рабочих температурах алюминиевого электролизера, а также потери электроэнергии, связанные с нарушением целостности сварного соединения из-за вырезки в нем двух отверстий. Кроме этого, из-за непосредственного контакта первого тонкого плакирующего алюминиевого листа с зарядом взрывчатого вещества качество его поверхности после сварки взрывом низкое (имеются вмятины, наплывы, нагар, а иногда и прожоги), что может существенно снизить прочность соединения после приварки второго толстого плакирующего алюминиевого листа. К другим недостаткам данного способа следует отнести большую трудоемкость, связанную с фрезеровкой и механической зачисткой в лабораторных условиях поврежденной продуктами взрыва поверхности, и дополнительные расходы, вызванные повторной поездкой на полигон для приварки второго плакирующего листа.
Задачей данного изобретения является повышение прочности соединения, прежде всего в условиях эксплуатации переходника, а также снижение потерь электроэнергии.
Технический результат, который обеспечивается при осуществлении изобретения, - это увеличение прочности и долговечности, а также снижение перепада напряжения.
Поставленный технический результат достигается тем, что в способе получения композиционного сталеалюминевого переходника последовательной сваркой взрывом плакируемого листа с плакирующими, плакируемый стальной лист предварительно азотируют до получения по всей поверхности слоя глубиной 0,4-0,6 мм, а первый плакирующий лист выполняют трехслойным, состоящим из соединенных между собой слоев алюминия, солидола и кальки.
В отличие от прототипа в заявляемом способе плакируемый стальной лист предварительно азотируют, а первый плакирующий лист выполняют трехслойным, что позволяет сохранить высокую прочность соединения в процессе эксплуатации переходника при высоких рабочих температурах алюминиевого электролизера и значительно уменьшить потери электроэнергии за счет отсутствия возможности образования хрупкой интерметаллидной прослойки с высоким электросопротивлением, а также повысить прочность соединения на границе алюминий+алюминий за счет отсутствия в этой зоне дефектов в виде вмятин, наплывов, нагара, неметаллических включений и других, которые образуются в результате прямого воздействия продуктов взрыва на первый плакирующий лист.
Выполнение стального плакируемого листа предварительно азотированным до получения по всей поверхности слоя глубиной 0,4-0,6 мм позволяет сохранить высокую прочность соединения в процессе эксплуатации переходника при высоких рабочих температурах алюминиевого электролизера и значительно уменьшить потери электроэнергии за счет создания диффузионного барьера в виде азотированного поверхностного слоя, что не дает возможности образования хрупкой интерметаллидной прослойки с высоким электросопротивлением, а также обеспечить высокую коррозионную стойкость переходника при его эксплуатации в агрессивной рабочей среде. При выполнении азотированного слоя меньше 0,4 мм происходит снижение эксплуатационной прочности соединения переходника и увеличение потерь электроэнергии вследствие возможности выноса такого тонкого азотированного слоя за счет кумулятивного эффекта или перемешивания его с другими соединяемыми металлами в результате их высокоскоростного деформирования и образования волнообразной границы, характерной при сварке взрывом. Выполнение азотированного слоя более 0,6 мм нецелесообразно экономически из-за увеличения времени термохимической обработки стали для ее насыщения азотом, а следовательно, дополнительным расходом аммиака и электроэнергии.
Выполнение первого плакирующего листа трехслойным, состоящим из соединенных между собой слоев алюминия, солидола и кальки, позволяет повысить прочность соединения на границе алюминий+алюминий за счет защиты поверхности первого плакирующего алюминиевого листа от бризантного и химического воздействия продуктов взрыва, а следовательно, и исключения возможности образования дефектов в виде вмятин, наплывов, прожогов, нагара и других. Кроме этого, значительно снижаются затраты и трудоемкость, связанные с фрезеровкой в лабораторных условиях и повторной поездки на полигон, вследствие получения качественной поверхности после приварки взрывом первого плакирующего листа, которую для последующей приварки второго плакирующего листа достаточно только обезжирить. Выполнение первого плакирующего листа двухслойным, состоящим из слоя алюминия и кальки, не позволяет повысить прочность соединения на границе алюминий+алюминий вследствие образования дефектов в виде вмятин, наплывов, прожогов и даже разрывов, которые появляются из-за неплотного контакта кальки с первым плакирующим листом и наличием воздуха в этой зоне, что резко снижает качество сварки. Выполнение первого плакирующего листа двухслойным, состоящим из слоя алюминия и солидола, не позволяет повысить прочность соединения на границе алюминий+алюминий вследствие образования дефектов в виде вмятин, наплывов, прожогов которые появляются из-за отрицательного бризантного и химического воздействия продуктов взрыва на поверхность метаемого листа, а также в результате изменения детонационных свойств взрывчатки при ее непосредственном взаимодействии с солидолом еще до сварки взрывом.
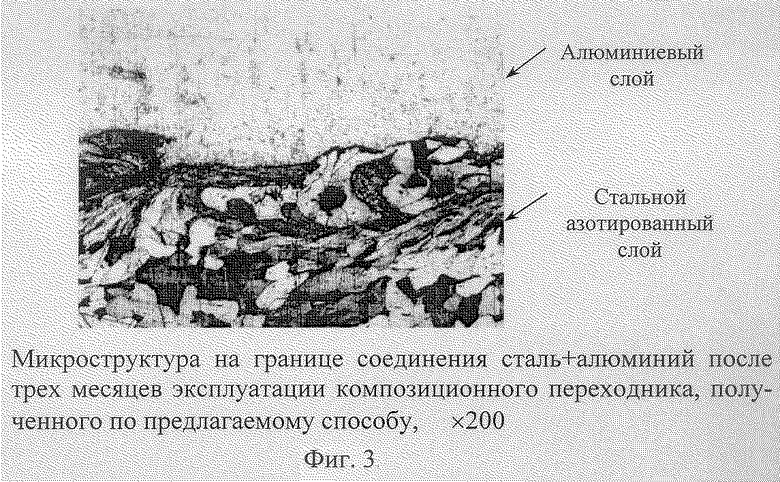
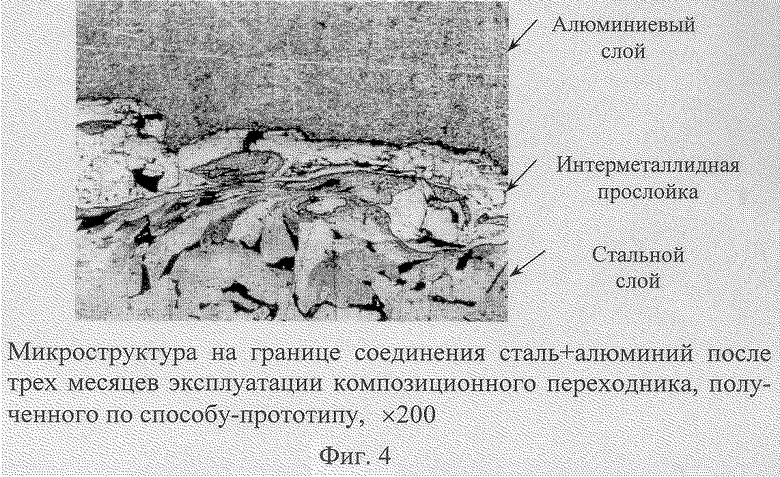
Сущность изобретения поясняется чертежами, где на фиг.1 изображена схема сварки взрывом (первая стадия) первого плакирующего алюминиевого листа с плакируемым стальным азотированным листом; на фиг.2 - схема последующей сварки взрывом (вторая стадия) второго плакирующего толстого алюминиевого листа с ранее сваренным биметаллом сталь+алюминий; на фиг.3 - микроструктура на границе соединения сталь+алюминий после трех месяцев эксплуатации композиционного переходника, полученного по предлагаемому способу; на фиг.4 - микроструктура на границе соединения сталь+алюминий после трех месяцев эксплуатации композиционного переходника, полученного по способу-прототипу.
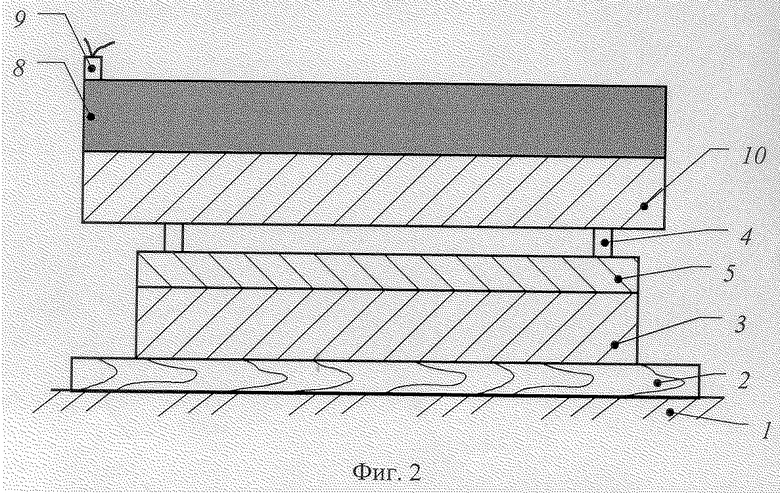
Способ осуществляется следующим способом. Исходный стальной лист предварительно азотируют до получения по всей поверхности защитного слоя глубиной 0,4-0,6 мм. Затем на полигоне осуществляют сборку пакета для сварки взрывом первого плакирующего листа с плакируемым стальным листом в следующей последовательности (первая стадия, фиг.1): на грунт 1 устанавливают лист из древоплиты 2, на который кладут предварительно азотированный стальной лист 3; по углам стального листа располагают алюминиевые скобки 4, обеспечивающие необходимый зазор между свариваемыми пластинами, на которые устанавливают также предварительно собранный первый плакирующий трехслойный лист, состоящий из соединенных между собой слоев алюминия 5, солидола 6 и кальки 7; сверху на трехслойный плакирующий лист устанавливают контейнер, в который засыпают взрывчатое вещество 8 и устанавливают детонатор 9. После сборки схемы монтируют электрическую цепь и с помощью взрывной машинки осуществляют подрыв взрывчатки, т.е. осуществляют сварку взрывом.
После приварки взрывом первого плакирующего листа сразу же на полигоне осуществляют сборку пакета для сварки взрывом второго плакирующего листа со сваренным ранее биметаллом сталь+алюминий в следующей последовательности (вторая стадия, фиг. 2): на грунт 1 устанавливают лист из древоплиты 2, на который кладут сваренный и обезжиренный биметалл, состоящий из тонкого алюминиевого слоя 5 и стального азотированного листа 3, по углам биметаллического листа располагают алюминиевые скобки 4, обеспечивающие необходимый зазор между свариваемыми пластинами, на которые устанавливают второй толстый плакирующий алюминиевый лист 10; сверху на толстый плакирующий лист устанавливают контейнер, в который засыпают взрывчатое вещество 8 и устанавливают детонатор 9. После сборки схемы монтируют электрическую цепь и с помощью взрывной машинки осуществляют подрыв взрывчатки, т.е. осуществляют сварку взрывом. Таким образом, последовательной сваркой взрывом двух плакирующих алюминиевых листов получают композиционный сталеалюминевый переходник.
Пример исполнения
Исходными материалами для изготовления сваркой взрывом композиционного сталеалюминевого переходника были сталь Ст. 3 по ГОСТ 380-79 толщиной 20 мм и алюминий А5 по ГОСТ 4784-74 толщиной основного слоя 20 мм и первого плакирующего слоя 2 мм.
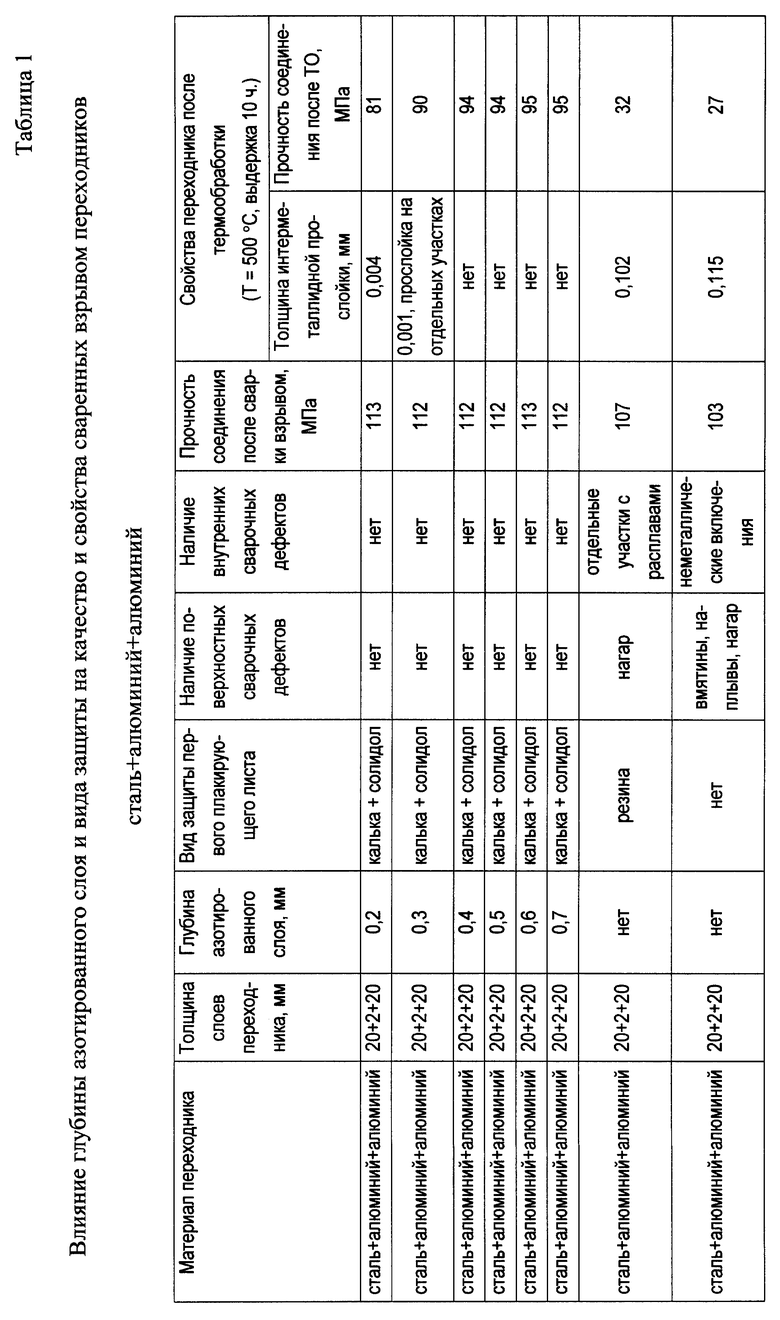
Предварительно до сварки взрывом в заводских условиях осуществлялось азотирование стального листа (нагрев до 600oС и выдержка в аммиачной среде 10 ч) до получения по всей поверхности слоя различной глубины, от 0,2 до 0,7 м. Затем на полигоне производили сборку пакетов и последовательную сварку взрывом (в две стадии, фиг.1 и фиг.2) композиционного сталеалюминевого переходника. При этом следует отметить, что выполнение первого плакирующего листа трехслойным производилось непосредственно на полигоне в следующей последовательности: зачищенный и обезжиренный алюминиевый лист укладывался на ровную деревянную подложку; сверху на алюминиевый лист наносился тонкий слой солидола, затем на слой солидола накладывали заранее вырезанную кальку, и с помощью обычного фотокатка разглаживали кальку, вытесняли воздух и излишки солидола, и делали его тонким и равномерным. Полученные сваркой взрывом композиционные переходники сталь+алюминий+алюминий разрезались на образцы для проведения механических испытаний и металлографических исследований. Данные о влиянии глубины азотированного слоя и вида защиты на качество и свойства сваренных взрывом переходников сталь+алюминий+алюминий приведены в табл. 1. Полученные результаты исследований показали, что оптимальная глубина азотированного слоя составляет 0,4-0,6 мм. При такой глубине азотированного слоя эксплуатационная прочность композиционного переходника сталь+алюминий+алюминий самая высокая (94-95 МПа), и хрупкая интерметаллидная прослойка отсутствует. При выполнении азотированного слоя меньше 0,4 мм происходит снижение эксплуатационной прочности соединения переходника и увеличение потерь электроэнергии вследствие возможности выноса такого тонкого азотированного слоя за счет кумулятивного эффекта или перемешивания его с другими соединяемыми металлами в результате их высокоскоростного деформирования и образования волнообразной границы, характерной при сварке взрывом. Выполнение азотированного слоя более 0,6 мм нецелесообразно экономически из-за увеличения времени термохимической обработки стали для ее насыщения азотом, а следовательно, дополнительным расходом аммиака и электроэнергии.
Выполнение первого плакирующего листа трехслойным, состоящим из соединенных между собой слоев алюминия, солидола и кальки, позволяет получить самую высокую прочность соединения слоев переходника после сварки взрывом (112-113 МПа), при этом сварочные дефекты отсутствуют. При отсутствии защиты от воздействия продуктов взрыва или применения резиновой прокладки наблюдается снижение прочности соединения слоев переходника (до 103 МПа) вследствие наличия поверхностных и внутренних сварочных дефектов в виде вмятин, наплывов, нагара, неметаллических включений и участков с хрупкими расплавами.
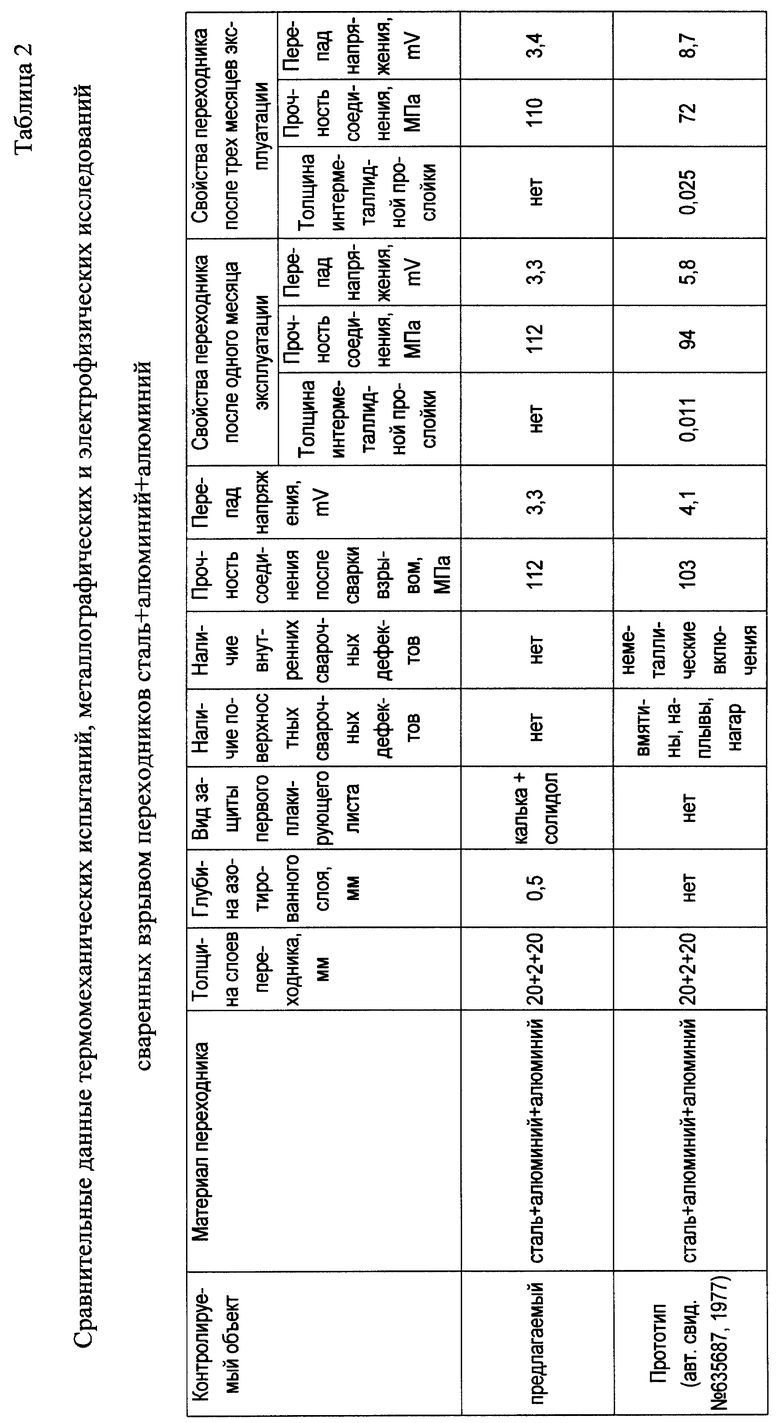
Для сравнения работоспособности композиционных переходников сталь+алюминий+алюминий, полученных по предлагаемому способу и способу-прототипу (авт. свид. 635687, 1977), их установили на опытно-промышленные анодные штыри алюминиевого электролизера на ОАО "Волгоградский алюминий". В процессе эксплуатации данных композиционных переходников производили замеры перепада напряжения, а также вырезали образцы для проведения термомеханических испытаний и металлографических исследований. Сравнительные данные этих исследований приведены в табл.2 и на фиг.3, 4.
Полученные результаты исследований показали, что предлагаемый способ получения композиционного сталеалюминевого переходника сваркой взрывом по сравнению с прототипом имеет более высокую прочность, долговечность и значительно меньшие значения перепада напряжения. Исследование микроструктур образцов показало, что после проведения эксплуатационных испытаний в течение трех месяцев на алюминиевом электролизе ОАО "Волгоградский алюминий" в переходнике, полученном по предлагаемому способу, хрупкая интерметаллидная прослойка не наблюдалась (фиг.3) и прочность составляла 110 МПа при перепаде напряжения 3,4 mV, а в переходнике, полученном по способу-прототипу, имелась хрупкая интерметаллидная прослойка толщиной 0,025 мм (фиг.4), которая привела к снижению прочности соединения до 72 МПа и к существенному увеличению перепада напряжения до 8,7 mV (табл.2).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО СТАЛЕАЛЮМИНИЕВОГО ПЕРЕХОДНИКА СВАРКОЙ ВЗРЫВОМ | 2004 |
|
RU2270742C1 |
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| АНОДНОЕ УСТРОЙСТВО АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2002 |
|
RU2232831C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2003 |
|
RU2235627C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ДЕТАЛЕЙ | 2001 |
|
RU2202456C1 |
| Способ получения жаростойкого покрытия на поверхностях титановой пластины | 2023 |
|
RU2807245C1 |
| Способ получения медно-никелевого покрытия на поверхностях титановой пластины | 2018 |
|
RU2700441C1 |
| Способ получения жаростойкого покрытия на поверхностях медной пластины | 2023 |
|
RU2807251C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МЕДНО-АЛЮМИНИЕВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ СВАРКОЙ ВЗРЫВОМ | 2009 |
|
RU2399470C1 |
| Способ получения износостойких покрытий на поверхностях титановой пластины | 2018 |
|
RU2688792C1 |
Изобретение может быть использовано при изготовлении переходных элементов токоподводящих узлов алюминиевого электролизера. Осуществляют последовательную сварку взрывом плакируемого стального листа с плакирующими листами. Плакируемый стальной лист предварительно азотируют до получения по всей поверхности слоя глубиной 0,4-0,6 мм. Первый тонкий плакирующий лист выполняют трехслойным, состоящим из соединенных между собой слоев алюминия, солидола и кальки. Изобретение позволяет увеличить прочность и долговечность соединения, а также снизить перепад напряжения. 4 ил., 2 табл.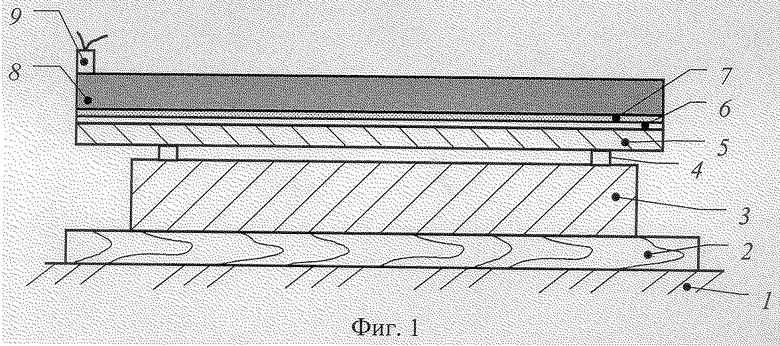
Способ получения композиционного сталеалюминиевого переходника последовательной сваркой взрывом плакируемого листа с плакирующими листами, отличающийся тем, что плакируемый стальной лист предварительно азотируют до получения по всей поверхности слоя глубиной 0,4-0,6 мм, а первый плакирующий лист выполняют трехслойным, состоящим из соединенных между собой слоев алюминия, солидола и кальки.
| АНОДНЫЙ ШТЫРЬ АЛЮМИНИЕВОГО ЭЛЕКТРОЛИЗЕРА | 2000 |
|
RU2170289C1 |
| СПОСОБ ПЛАКИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ СВАРКОЙ ВЗРЫВОМ | 1997 |
|
RU2116178C1 |
| US 3360964, 26.12.1967 | |||
| JP 4915333, 13.04.1974 | |||
| КРУПИН А.В | |||
| и др | |||
| Обработка металлов взрывом | |||
| - М.: Металлургия, 1991, с | |||
| Прибор для вычерчивания конических сечений | 1922 |
|
SU457A1 |

